
Abstract
The chemical composition, microstructure, and grain refining performance of high-quality Al–5Ti–1B master alloy were investigated. The results show that the content of alloying elements Ti and B in the Al–5Ti–1B master alloy is stable. The content of impurity elements Fe, Si, V, and K is very low. The microstructure of Al–5Ti–1B master alloy is uniform, fine and no oxide inclusions. The average size of TiAl3 and TiB2 phases is 16.7 and 0.73 µm, respectively. By adding 0.2 wt% Al–5Ti–1B master alloy, the grain size of pure Al has been refined to 75.7 µm, showing an excellent grain refining efficiency, strong ability to anti-fading and good adaption to a wide range of aluminum-melt temperature.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In the industry producing aluminum and its alloys, it is often first critical to obtain a fine equiaxed grain structure by adding grain refiner [1, 2]. A variety of benefits could be achieved such as an improvement of mechanical properties, formability and machinability, and so on. The Al–5Ti–1B master alloy becomes the most commonly used grain refiner. As reported that 75% of the product of aluminum and its alloys has been added the grain refiner of Al–5Ti–1B master alloy [3]. Various quality grades of Al–5Ti–1B master alloy are selected to produce different aluminum products. As to the high-precision aluminum product such as foil, cans and PS version, the Al–5Ti–1B master alloy needs a higher requirement of metallurgical quality and grain refining performance.
However, the production of high-quality Al–5Ti–1B master alloy rods is difficult. Traditionally, the high-quality Al–5Ti–1B master alloy rods are mainly imported from abroad [4]. In recent years, we have successively developed multilayer multifrequency coil electromagnetic induction melting technology, purification technology of alkaline earth metal fluoride melt and high-strain high-speed continuous casting rolling technology [5,6,7]. The quality of the Al–5Ti–1B master alloy rods produced by us has reached the international leading level.
Thus, in this paper, the chemical composition, microstructure, and grain refining performance of the high-quality Al–5Ti–1B master alloy rods produced by us has been investigated. It could be meaningful for grain refiner manufacturers and aluminum processing enterprises in selecting and using high-quality Al–5Ti–1B master alloy rods.
2 Experimental Procedure
Three batches of Al–5Ti–1B master alloy rods with a diameter of 9.5 mm produced by our research group were investigated. The chemical composition of the alloy rods were analyzed by JY-ULTIMA2 inductively coupled plasma atomic emission spectroscopy (ICP-AES), and the results are listed in Table 1. The microstructures were observed by Leica DMI3000M optical microscopy (OM) and the morphology and size of the TiAl3 and TiB2 particles in the microstructure was further observed and measured by JCXA-733 scanning electron microscopy (SEM).
Industrial pure aluminum (99.7 wt%) was used to perform the grain refining performance of the Al–5Ti–1B master alloy rods. It was melted in a well-type resistance furnace with a graphite crucible and cast into a cylindrical steel mold (outside diameter × height × thickness: 75 mm × 25 mm × 5 mm) with a silicon dioxide foam [8]. Three experiment groups were designed. The first group: four different contents of 0.05, 0.1, 0.2, and 0.3 wt% Al–5Ti–1B master alloy rods were added into the aluminum melt when the temperature was 720 °C, respectively. After 10 min of stirring and holding, the melt was cast into the mold. The second group: six different holding times of 1, 2, 10, 30, 60, and 120 min were processed after addition of 0.2 wt% Al–5Ti–1B master alloy rods when the melt temperature was 720 °C, respectively. The third group: four different melt processing temperatures of 690, 720, 750, and 780 °C were selected to add 0.2 wt% Al–5Ti–1B master alloy rods, respectively. After 10 min of stirring and holding, the melt was cast into the mold. After casting, the aluminum ingots were sawed off along the middle axle. The grain structures were observed after grinding, polishing and etching with a strong mixed acid solution (70 ml HCl + 25 ml HNO3 + 5 ml HF) of the half ingots and average grain sizes were measured by quantitative metallography method.
3 Results and Discussion
3.1 Chemical Composition
The contents of alloying elements and main impurity elements of the Al–5Ti–1B master alloy rods are listed in Table 1. It indicates that the content of Ti and B elements in the three batches of Al–5Ti–1B master alloy rods are relatively stable, with an average value of 5.11 and 1.07 wt%, respectively. In order to avoid secondary pollution of the aluminum melt which influences the quality of aluminum products, the content of impurity elements Fe, Si, V, and K needs to control. For example, the production of high precision aluminum products such as foil, cans, and PS version the content of impurity elements within Al–5Ti–1B master alloy rods is as lower as better. As shown in Table 1, the impurity elements Fe, Si, V, and K in the Al–5Ti–1B master alloy rods has an average value of 0.11, 0.088, 0.015, and 0.11 wt%, respectively. They are far less than that of the standard Al–5Ti–1B master alloy rods in China. In addition, they are also lower than that of the Al–5Ti–1B master alloy rods produced by the England LSM, Dutch KBW, Spain Aleastur, and South Korea SLM companies.
3.2 Microstructure
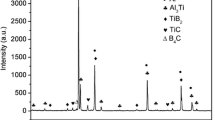
Figure 1 shows the microstructures and EDX analysis of the Al–5Ti–1B master alloy rods. It consists of TiAl3 and TiB2 particles and without oxides or inclusions. The TiAl3 particles are in block-shaped or plate-shaped and have a uniform average size of 16.7 μm (Fig. 1a, indicated by black arrows). The TiB2 particles are dispersedly distributed in the α-Al matrix with an average size of 0.73 μm, and the maximum size of its agglomerate is less than 5 μm (Fig. 1a and b, indicated by white arrows). Their size, shape, and distribution could take an important effect on the grain refinement performance of the Al–5Ti–1B master alloy rods, and thus the quality of aluminum products. The fine block TiAl3 phase and dispersion of fine granular TiB2 particles could enhance the grain refining effect, while coarse TiAl3 phase and TiB2 particles would reduce it [9]. In addition, the coarse TiB2 particles and its agglomeration are ready to cause defects such as pinhole, tear and scratch on the surface of high precision aluminum products such as foil, cans, and high-grade PS version.

Microstructures (a, b) and c, d EDX analysis of the Al–5Ti–1B master alloy rods
3.3 Grain Refining Performance
The as-cast grain structure of the industrial pure aluminum ingot without the addition of the Al–5Ti–1B master alloy rods is shown in Fig. 2. It mainly consists of coarse columnar crystals and a small part of equiaxed grains in the central zone (diameter about 10 mm). The average grain size is large of 2800 μm. In addition, within the surface layer (thickness about 5 mm) relatively smaller columnar crystals are formed due to the rapid cooling of the steel mold.

As-cast grain structure of the industrial pure aluminum ingot without the addition of the Al–5Ti–1B master alloy rods
The as-cast grain structures of the industrial pure aluminum ingots after adding different amounts, i.e. 0.05, 0.1, 0.2, and 0.3 wt%, of the Al–5Ti–1B master alloy rods are shown in Figs. 3, and 4 presents the relationship of the average grain size and the additive amount. It indicates the coarse columnar crystals (seen in Fig. 2) are fully transformed into fine equiaxed grains only by a small additive amount of the 0.05 wt% Al–5Ti–1B master alloy rods (as seen in Fig. 3a). Furthermore, the average grain size is significantly decreased with the increase of the additive amount up to 0.2 wt% (Figs. 3 and 4). However, further increase of the additive amount up to 0.3 wt%, the decrease of the average grain size is limited. By the addition of the 0.2 wt% Al–5Ti–1B master alloy rods, the average grain size of the as-cast industrial pure aluminum ingot has been significantly refined from 2800 μm to 75.7 μm. This demonstrates that the Al–5Ti–1B master alloy rods produced by our research group have great grain refining performance.

The effect of the additive amount of the Al–5Ti–1B master alloy rods on the as-cast grain structure of the industrial pure aluminum ingot: a 0.05 wt%; b 0.1 wt%; c 0.2 wt%; d 0.3 wt%

Relationship between the average grain size of the as-cast industrial pure aluminum ingot and the additive amount of the Al–5Ti–1B master alloy rods
The effect of holding time after the addition of 0.2 wt% Al–5Ti–1B master alloy rods on the as-cast grain structure of the industrial pure aluminum ingot is shown in Figs. 5, and 6 presents the relationship of the average grain size and the holding time. It indicates that the average grain size is rapidly refined from 2800 μm to 88.3 μm after holding time of 2 min (as seen in Fig. 5a). With the extension of holding time, the average grain size is continually slow decreased and then slowly increases. Even though the holding time prolonging to 120 min, the average grain size is only grown up to 109.5 μm. Therefore, the Al–5Ti–1B master alloy rods possess a fast grain refinement response performance and a high resistance to grain refinement recession.

The effect of holding time after the addition of 0.2 wt% Al–5Ti–1B master alloy rods on the as-cast grain structure of the industrial pure aluminum ingot: a 2 min; b 10 min; c 60 min; d 120 min

Relationship between the average grain size of the as-cast industrial pure aluminum ingot and the holding time after the addition of 0.2 wt% Al–5Ti–1B master alloy rods
In view of the melt, the temperature could be different when adding the Al–5Ti–1B master alloy rods in various manufacturers of aluminum and its alloy, the response ability to different melt temperatures is also one of the important indexes of grain refining performance [2]. The effect of melt processing temperatures when adding the 0.2 wt% Al–5Ti–1B master alloy rods on the as-cast grain structure of the industrial pure aluminum ingots are shown in Figs. 7, and 8 presents the relationship of the average grain size and the melt processing temperature. It can be seen that fully fine equiaxed grains are obtained at a wide range of melt processing temperature, i.e., 690–780 °C (Fig. 7). The average grain size is almost unchanged at the range of 690–750 °C (Fig. 8). At high melt processing temperature of 780 °C, the average grain size only has a little increase. Thus, it confirms that the Al–5Ti–1B master alloy rods possess a high response ability to melt temperature, i.e., it can obtain a significant grain refining performance at low melt temperature as well as high melt temperature.

The effect of melt processing temperature when adding the 0.2 wt% Al–5Ti–1B master alloy rods on the as-cast grain structure of the industrial pure aluminum ingot: a 690 °C; b 720 °C; c 750 °C; d 780 °C

Relationship between the average grain size of the as-cast industrial pure aluminum ingot and the melt processing temperature when adding the 0.2 wt% Al–5Ti–1B master alloy rods
4 Conclusions
-
(1)
The main alloying elements Ti and B are relatively stable with an average value of 5.11 and 1.07 wt%, respectively, and the main impurities Fe, Si, V, and K are relatively low with an average value of 0.11, 0.088, 0.015, and 0.11 wt%, respectively.
-
(2)
The TiAl3 particles formed in the Al–5Ti–1B master alloy are in block-shaped or plate-shaped with a uniform average size of 16.7 μm. The TiB2 particles are dispersedly distributed in the α-Al matrix with an average size of 0.73 μm, and the maximum size of its agglomerate is less than 5 μm
-
(3)
The optimal addition of the Al–5Ti–1B master alloy rods is 0.2 wt% and could significantly refine the average grain size of the as-cast industrial pure aluminum ingot to 75.7 μm. It possesses a fast grain refinement response, high resistance to grain refinement recession and an adaption for a wide range of melt processing temperature.
References
D. McCartney, Grain refining of aluminium and its alloys using inoculants. Int. Mater. Rev. (1, 34), 247–260 (1989)
B.S. Murty, S.A. Kori, M. Chakraborty, Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying. Int. Mater. Rev. 47(1), 3–29 (2002)
M. Shi-Guang, X. Hui, W. Zhu-Tang, Review and outlook of output of aluminum product and grain refiner requirement in the world. Light Alloy Fab. Technol. 39(10), 1–9 (2011)
W. Shun-Cheng, Z. Cai-Jin, Q. Wen-Jun, Z. Kai-Hong, L. Jian-Xiang, Quality evaluation of overseas Al-Ti-B grain refiners. Light Alloy Fab. Technol. 39(6), 11–14 (2011)
X. Chen, Q. Ye, J. Li, C. Liu, Y. Yu, Electromagnetic Induction Electric Melting Furnace for Controlling Average Nominal Diameter of TiB2(TiC) Particle Group in Al-Ti-B (Al-Ti-C) Alloy. CN 201010110166
X. Chen, Q. Ye, J. Li, C. Liu, Y. Yu, Purification Method of Al-Ti-B Alloy Melt. CN 201010110046
X. Zhang, X. Chen, J. Li, C. Liu, S. Li, Method for Controlling Variable Quantity of Grain Refining Capability of Aluminum-Titanium-Carbon Alloy During Pressure Processing of Aluminum-Titanium-Carbon Alloy. CN 201010110051
YS/T 447.1-2002, Aluminium and aluminium alloys grain refiners: Part 1: Al-Ti-B wire
G. Song, D. Shu, W. Lei, H. Yan-Feng, W. Jun, S. Bao-de, Research progress of Al-Ti-B grain refiner. Light Alloy Fab. Technol. 35(12), 7–10 (2007)
Acknowledgements
We thank the GDAS’ Project of Science and Technology Development (Grants No. 2018GDASCX-0966, 2018GDASCX-0117) and the Science and Technology Planning Project of Guangdong Province, China (Grants No. 2017A070702019, 2017A070701019) for the financial support.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kang, Y., Wang, S., Zhou, N., Song, D. (2019). Microstructure and Grain Refining Performance of High-Quality Al–5Ti–1B Master Alloy. In: Han, Y. (eds) Physics and Engineering of Metallic Materials. CMC 2018. Springer Proceedings in Physics, vol 217. Springer, Singapore. https://doi.org/10.1007/978-981-13-5944-6_14
Download citation
DOI: https://doi.org/10.1007/978-981-13-5944-6_14
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-5943-9
Online ISBN: 978-981-13-5944-6
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)