
Abstract
Hot tearing of Al–7Si–3Cu alloys with addition of as received Al–5Ti–1B grain refiner and ball milled grain refiner have been studied with constrained mould casting to investigate the effect of these additions on hot tear resistance. Al–5Ti–1B master alloy contains TiAl3 and sub-microscopic TiB2 particles of sizes, 20–80 and 0.5–2 µm respectively. After ball milling of Al–5Ti–1B master alloy, TiAl3 particles get reduced in size from 80 to 9 µm. Thus the number of finer TiAl3 particles increases, resulting in improvement of grain refining performance of the grain refiner and thus eliminating hot tearing.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Hot tearing is an inherent defect in Al–7Si–3Cu alloys which is generally attributed to their long freezing range [1, 2]. This defect essentially involves the formation of a macroscopic and microscopic tear as a result of strain localization in the solidifying metal above the solidus temperature of the alloy. Hot tearing requires both a susceptible microstructure and a mechanical constraint, the latter being most of the time imposed by the mould. It generally consists of the main tear and numerous minor offshoots, which follow intergranular paths, and the failure surface reveals a dendritic morphology [1,2,3,4,5]. Eskin and Katgerman [6] suggested that impurities can considerably affect the ductility and the freezing range of alloys. Recent investigation [7, 8] suggested that hot tearing is a strain controlled phenomenon and occurs when it reaches a critical value in hot spot zone. In the first stage of solidification, liquid film is relatively thick enough and continuous throughout, while in the latter stage, the film become thinner and the deformation is localized on a few hot zones, giving rise to high strains. Furthermore, Campbell [9] quantified Pellini’s theory and expressed that strain in the hot spot is directly influenced by the coefficient of thermal expansion, the length of mushy zone, length of the casting, and length of a hot spot.
Grain refinement is generally used in die and sand casting foundries to achieved fine and equiaxed grains structure. Furthermore, grain refinement by inoculation (Al–5Ti–1B) of master alloys is now a standard procedure in aluminum industry to control the cast grain size [10]. One more important application of grain refinement treatment is to reduce the brittle phase which is formed by the high level of impurities. The brittle phase leads to hot tearing severity in Al–Si–Cu alloy. The boride (TiB2) and aluminide (TiAl3) particles, dispersed in the master alloy, can provide activated nucleating sites for heterogeneous nucleation events upon solidification. By now, various attempts have been made to improve the grain refinement response on the Al–Si–Cu alloys [11]. One effective route is to increase the addition level of Al–5Ti–B master alloy, which is undesirable in practice. Alternate route is to find new refiners with lower Ti content. There is one more possibility which includes reduction in the size of TiAl3 particles in Al–5Ti–1B master alloy viz. hot rolling, cold rolling, and ball milling. In the present investigation, possibility is explored to refine the TiAl3 particles in Al–5Ti–1B grain refiner by ball milling technique and eliminate hot tearing in Al–7Si–3Cu alloy at lower addition level of grain refiner.
2 Materials and Methods
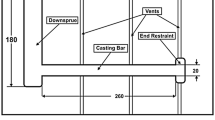
The as received Al–5Ti–B grain refiner was cut into small chips and then ball-milled for 10, 30 and 50 h, respectively in inert atmosphere. As-cast Al–5Ti–1B master alloy was cut into small chips with the help of lathe machine and then cleaned by acetone to remove dirt and oil. After cleaning, chips were ball-milled under controlled atmosphere of argon gas for 10, 30 and 50 h, respectively. The ratio of ball to powder was kept 15:1 and the rotational speed of 400 r/min was used. The particle size distribution along with average particle size and surface area was measured by particle size analyzer. Al–7Si–3Cu alloy was melted in electric resistance furnace at 720 °C and covered with flux to avoid oxidation of the melt. After removing the dross, the melt was degassed with hexachlorothane tablets to remove hydrogen gas. Ball milled grain refiners (0.045 wt%) were added to Al–7Si–3Cu melt at 720 °C by wrapping in aluminium foil. After 10 min, the melt was mechanically stirred for 2 min with the help of graphite rod. The melt was poured into a steel mould (length 260 mm and height 20 mm), coated with the refractory material to avoid oxidation pickup by the melt. X-ray diffraction (XRD, X’Pert Powder PAN alytical), optical microscopy (OM, Leica DMLA), and scanning electron microscopy (SEM, NOVA NANO 450) were used for structural examinations. XRD measurements were performed with a diffractometer, using CuKα radiation, operated at 40 kV and 40 mA. The diffraction patterns were obtained in the 2-theta degree range of 30–85° with a step size of 0.03°. The macrostructures of cast metals and the microstructure of Al–5Ti–B master alloy were revealed by etching in a standard Poulton’s reagent and a 0.5% HF solution, respectively. The chemical composition of as cast Al–7Si–3Cu master alloy and as received Al–5Ti–1B grain refiner is given in Table 1.
3 Results and Discussion
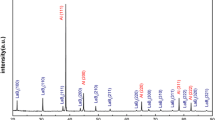
Figure 1 shows the XRD analysis of as cast, ball milled 10, 30 and 50 h Al–5Ti–1B grain refiner respectively. This analysis confirms the presence of Al, TiB2, and TiAl3 phase. This results clearly indicates that as ball milled time is increased the relative intensity of TiAl3 particle is increased. Figure 2a–c show the morphology of ball milled Al–5Ti–1B grain refiner powder after 10, 30 and 50 h, respectively. From Fig. 2b, c, it is clearly observed that the TiAl3 particles are fragmented after 30 and 50 h milling, which leads to more number of heterogeneous particles thus improving the efficiency of Al–5Ti–1B master alloy grain refiner. Furthermore, the Fig. 3 also illustrates that as ball milling time increases, the average diameter of heterogeneous nucleation particles decreases from 75 to 9 µm.

XRD analysis of a as cast, b 10 h, c 30 h and d 50 h ball milled grain refiner, respectively

SEM analysis of a 10 h, b 30 h and c 50 h ball milled grain refiner, respectively

TiAl3 particle diameter versus ball milling time (h)
The morphology, size and size distribution of nucleation particles play a vital role in the performance of grain refiner [12]. Under nucleant paradigm, widely accepted theory for grain refinement is duplex nucleation theory which suggests that TiB2 is not a strong nucleation particle but it forms a layer on the surface of TiAl3 phase which improves its stability. Solute paradigm is also considered as a responsible factor for grain refinement where Ti get segregated to the α-Al-liquid interface, which leads to constitutional supercoiling, and nucleation occurs rapidly.
The macrostructure of Al–7Si–3Cu alloy, grains refined with as cast and ball milled Al–5Ti–1B master alloy (addition level 0.045 wt% Ti) are shown in Fig. 4a–d. Figure 4a shows coarser grain structure (1150 µm) in as cast Al–7Si–3Cu alloy. Furthermore, no significant conversion of columnar grain structure to equiaxed structure is observed (as shown in Fig. 4b). The macrostructure of Al–5Ti–1B master alloy ball milled for 30 h clearly shows the conversion of coarse columnar structure to equiaxed with grain size of 550 µm (Fig. 4c). Completely equiaxed structures are obtained with grain size of 350 µm by similar addition of 50 h ball milled grain refiner as presented in Fig. 4d.

Macrostructures of cast Al–7Si–3Cu alloy inoculated with Al–5Ti–B master alloy with 0.035 wt% Ti, a Starting material as reference; b 10; c 30 and d 50 h ball milled grain refiner respectively
Figure 5a–d show the hot tearing image of Al–7Si–3Cu alloy with 0.045 wt% Ti added to the melt. Figure 5a, b clearly display that hot tears are present at the 90º junction between the downsprue and casting bar. Grain refinement occurs but the amount is not able to reduce hot tearing and fails to accelerate an effective growth restriction of primary α-Al phase. While the introduction of same amount of 30 and 50 h ball milled grain refiner to the melt removes the crack completely (as shown in Fig. 5c, d). This has happened due to the presence of more heterogeneous nucleation sites in 30 and 50 h ball milled grain refiner. The morphology, size and type of particles are very important to decide the grain refiner efficiency of Al–5Ti–1B master alloy. The existence of TiAl3 particles increases the grain refinement efficiency. Finer TiAl3 particles increases the nucleation sites. Other nucleant particles get triggered for the nucleation due to the segregation of Ti into the nucleant–liquid interface, which leads to constitutional supercooling. Therefore, the grain refinement efficiency is improved at lower addition level of grain refiner and finer equiaxed grains are observed. The grain size is correlated to hot tearing severity of the cast alloy such that an increase in hot tearing severity is due to a larger grain size [8].

Hot tear image of Al–7Si–3Cu alloy by adding ball milled grain refiner (0.045 wt% Ti) at (a) as received; b 10; c 30 and d 50 h
Typical hot tearing fracture surfaces as observed in Al–7Si–3Cu alloy is shown in Fig. 6a–d. Evidence of density difference from liquid to solid is seen in all the fracture surfaces, which clearly proves the tensile loading present during tearing (Fig. 6a). As shown in Fig. 6b, it is obvious that hot tearing occurs due to porosity formation. Solid skeleton formation begins to transfer tensile forces at an early stage, which suggests that a continuous dendritic network formed in the mushy zone begins to separate under the applied tensile force. It is indicated that hot tearing initiates and propagates under the applied tensile force [5]. At this point, the remaining liquid between interdendritic region is insufficient on latter stage of solidification, hence liquid folds are generated at the hot tear surface (Fig. 6c). Inner cracks with openings between grains on the fracture surface are shown in Fig. 6d which shows that crack propagates through liquid metal at the last stage of solidification. These gaps can either mature to a continuous tear or get filled with the remaining eutectic liquid. If the stresses exceed the strength built up from the solid bridging, it is easy for the formed gap (crack) to propagate through the adjacent grain bridge [2]. If the strength built up through grain bridging is high enough to resist the crack propagation, there is no continuous hot tear.

Fracture surface SEM analysis (a–d) with addition of 0.045 wt% Ti after 10 h ball milled
4 Concluding Remarks
-
1.
Ball milling of the Al–5Ti–1B master alloy increases its grain refining efficiency.
-
2.
The improved grain refining efficiency of the master alloy after ball milled can be attributed to the smaller size of more number of TiAl3 particles.
-
3.
The hot tears initiate at grain boundaries and propagate along the grain boundaries through the thin liquid film at the later stage of solidification.
-
4.
Porosity present at the hot tear region due to lack of liquid melt at the last stage of solidification.
-
5.
The addition of 30 h and 50 h ball milled grain refiner (0.045 wt% Ti) completely eliminates hot tearing in Al–7Si–3Cu alloy.
References
Birru AK, Karunakar DB, Mahapatra MM, Trans Indian Inst Met 65 (2012) 97.
Song J, Wang Z, Huang Y, Srinivasan A, Beckmann F, Kainer KU, Hort N, J Mater Sci 51 (2016) 2687.
Farup I, Drezet J, Rappaz M, Acta mater 49 (2001) 1261.
A Dissertation, Hot Tearing in Cast Aluminum Alloys (2010).
Xu RF, Zheng HL,Luo J, Ding SP, Zhang Sp, Tian XL, Trans Nonferrous Met Soc China (English Ed. 24) (2014) 2203.
Eskin DG, Katgerman L, Metall Mater Trans A Phys Metall Mater Sci 38 A (2007) 1511.
He Y, Li S, Sadayappan K, Apelian D, Int J Cast Met Res 26 (2013) 72.
Huang H, Fu P, Wang Y, Peng L, Jiang H, Trans Nonferrous Met Soc China 24 (2014) 922.
Campbell J, Castings Practice: The Ten Rules of Castings, Butterworth-Heinemann (2004).
Elia FD, Ravindran C, Trans Indian Inst Met 62 (2009) 315.
Ghadimi H, Nedjhad SH, Eghbali B, Trans Nonferrous Met Soc China (English Ed. 23) (2013) 1563.
Venkateswarlu K, Murty BS, Chakraborty M, 301 (2001) 180.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rathi, S.K., Sharma, A. & Di Sabatino, M. Performance of Al–5Ti–1B Master Alloy After Ball Milling on Minimizing Hot Tearing in Al–7Si–3Cu Alloy. Trans Indian Inst Met 70, 827–831 (2017). https://doi.org/10.1007/s12666-017-1065-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-017-1065-2