
Abstract
Large number of solid wastes is produced from ethanol and wine plants sourcing from grain and inedible plant wastes, for example, WDGS (wet distiller’s grain with soluble) and DDGS (dry distiller’s grain with soluble) produced from ethanol plants using corn. This study investigates alternative methods for using these co-products through combustion and anaerobic digestion. Process simulation and economic analysis were conducted using current market prices to evaluate the viability of the processes. Products in the form of energy are produced. Optimization of the corn ethanol plant was also explored for re-using the heat and electricity produced in those processes. These processes will supply more viable options to utilisation of those wastes. The anaerobic digestion of WDGS to produce electricity scenario was found to have the biggest profit among the four scenarios which can bring the annual income of 14.1 million Australian dollar to the ethanol plant. An environmental analysis of the CO2 emissions was also conducted. Using the Australian state emission factor, the amount of CO2 offset through both combustion and anaerobic digestion can be seen. The anaerobic digestion of WDGS to supply heat to the plant was proved having the largest CO2 abatement with the value of 0.58 kg-CO2e/L-EtOH.
Highlights
-
Different processing scenarios of wet solid residues in ethanol or wine plants were compared.
-
Process simulation and economic analysis were performed.
-
Anaerobic digestion to produce electricity has the best economic benefit.
-
Anaerobic digestion to produce heat is the most environmentally friendly.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In 2018, global energy consumption reached 13.86 billion tonnes oil equivalent, with an annual increase of 2.9% [1]. Although the COVID-19 severely hits the economy of the world since 2020, the global energy demands in 2021 and 2022 still increase by 4.6 [2] and 2.2% [3], respectively. To minimise the effects of fossil fuels, bioethanol has been added to fuel as a quasi-renewable supplement, reducing carbon monoxide and unburned hydrocarbon emissions. It was found that bioethanol can reduce petrol tailpipe carbon monoxide emissions by as much as 30% and tailpipe fine particle emissions by 50% [4]. As such, the whole world produced ca. 86.7 million tonnes of bioethanol as fuel additive in 2019 alone [5]. Beyond fuel, ethanol is also extensively used in many other usages such as alcoholic beverages.
Production of Bioethanol and Solid Residues
Fermentation process is widely used to produce the bioethanol for fuel and alcoholic consumption. The sources of bioethanol include corn, sorghum, wheat, sugarcane etc. [6, 7]. Among them, corn is one of the most popular resources for bioethanol production. According to a report of US Department of Agriculture (USDA) [8], the ethanol derived from corn accounted for roughly 94% of all biofuel in the USA by 2012. Corn kernels possess 70–72% of starch by weight. The ethanol formation process from corn is shown as [6]:
Comparative to the major players such as the USA and Brazil, Australia’s bioethanol industry mainly sources from wheat, sorghum, and sugarcane. However, the bioethanol production derived from inedible plant wastes is also being considered due to the wide availability of biomass in Australia [9].
The two most common methods for bioethanol production from corn are dry grind and wet milling, accounting for 67 and 33%, respectively [10]. The flow diagram of the dry grind process is show in Fig. S1 [6, 11]. The feedstock is liquefied, hydrolysed, and digested via a series of processes to produce ethanol. The remaining wet solid mass is called wet distiller’s grain (WDG). The syrup combined with the WDG is called wet distiller’s grain with soluble proteins (WDGS) which is further dried to get the dried distiller’s grain with soluble proteins (DDGS) [11]. More details are described in the supplement of this paper.
Despite bioethanol-based fuels burning cleaner than fossil fuels, the co-products such as WDGS and DDGS can cause environmental impact. Only in 2015, the USA produced 41.8 million tonnes of corn ethanol, but also generated 27 million tonnes of solid residue — DDGS [12]. For the ethanol plants using inedible plant wastes as feedstocks, the production of solid co-products is also high. For example, the mass of grape marc occupies between 11 and 25% of the crushed grapes for wine production [13].
Common Application of Solid Residues as Feed for Livestock
Distiller’s grain (DG) is commonly used as feed for livestock due to its high protein (approximately 27.8% by mass [14]) and vitamin contents. A rough approximation of the composition for the DDGS from corn is cellulose (9–16%), oil (8–11%), protein (25–30%), and the remaining, carbohydrates [15].
WDGS (approximately with 60–70% of moisture) only has a shelf life of 7–30 days, while DDGS (approximately with 10% of moisture) has almost indefinite shelf-life [16,17,18]. Thus, most corn ethanol plants dry WDGS to DDGS prior to distribution. However, the drying process is energy intensive, accounting for around 30–40% of the total energy requirement [19] and 50% of the natural gas usage in a typical dry mill ethanol plant [20]. This process increases the energy consumption significantly for the ethanol plant and largely reduces the energy efficiency.
Moreover, the solid residues produced from the ethanol plant using inedible plant wastes have less value and may only be used as a fertiliser or soil amendment. Thus, research into expanding the solid co-product uses is ongoing.
Cellulose Recovery from Solid Residues by Extraction
Xu et al. [15] have investigated the extraction of the cellulose (approximately 9–16 wt% in DDGS) from DDGS as well as directly from corn kernels. The cellulose obtained has potential to be used as an absorbent due to its capability to absorb water up to nine times of its weight. Additionally, it could be used for paper, textile materials, films, fibres, and chemical filters.
Production of Biochar and Carbon Materials from Solid Residues
Another alternative method currently being researched by Wang et al. [12] is the conversion of DDGS to form 3-dimensional porous activated carbons. Properties of activated carbon is eligible for removing dyes and heavy metals from liquids.
In a study carried out by our group [13], the pyrolysis of grape marc to produce biochar, bio-oil, and biogas was proposed and has shown big advantage in energy compensation for the wine industry in comparison with combustion.
However, both pyrolysis and gasification request huge energy input to reach the reaction temperature and to remove the extra moisture before the reaction.
Combustion of Solid Residues
Combustion of DDGS or WDGS from corn is a path currently being explored. In the research done by Wang et al. [21], all steam required can be provided by the combustion of WDGS. The benefits of this process are to eliminate the requirement in drying WDGS and to replace the use of fossil fuels, hence reducing greenhouse gas emissions. In our previous research [13], the technoeconomic analysis for the combustion of grape marc was also studied.
However, due to the lower content of carbon and higher content of oxygen in comparison to fossil fuels, solid co-products of ethanol industry have lower heating values, which will cause flame stability issues. Moreover, the high moisture content can lead to ignition delay and consume more heat in moisture removal [22].
Anaerobic Digestion of Solid Residues
The topic of converting wastes from biotechnology and biodegradation of environmental pollutants to synthetic chemicals and sustainable energy has attracted attentions from researchers, as well as from industries. A special issue with relevant studies and reports has been published in Biotechnology Reports [23]. Dalke et al. [24] investigated the challenges and opportunities by converting food-based wastes to energy via anaerobic digestion based on the USA.
One of the greatest issues faced when disposing of ethanol co-products is the high biochemical oxygen demand (BOD) with strict environmental laws in place. Anaerobic digestion of those solid co-products using microorganisms to produce biogas in the absence of oxygen is a sustainable and environmentally efficient method. The biogas produced typically consists of methane, carbon dioxide, ammonia, as well as hydrogen sulphide and water [25]. The produced methane can be consumed locally to reduce the consumption of fuel.
In a study conducted by Belhadj et al. [26], the production of biogas was measured by assessing the stability of the process and the biodegradability of the bacteria applied. The stability of the reaction was optimal at a neutral pH range between 6.5 and 7.5. The anaerobic digestion was generally carried out at the temperature between 35 and 55 °C [27, 28].
In the 1980s, the energy recovery by biogas from stillage was integrated in a biofuel plant in Germany [29]. Ziganshin et al. [30] illustrated the digestion of DDGS and WDGS. Aceticlastic methanogens and hydrogenotrophic methanogens were proved the proper catalysts for the digestion. Alkan-Ozkaynak and Karthikeyan [31] directly used the thin stillage generated from corn-ethanol plants in anaerobic digestion to produce larger volumes of biogas. Baez-Smith [32] investigates the potential to anaerobically digest vinasse from sugarcane through a mathematical model. It was noted that substrates highly rich in lipids and easily degradable carbohydrates exhibit higher methane potential than lignocellulosic materials [33].
Except for selling DDGS and WDGS as food for livestock, re-purposing solid co-products such as WDGS and DDGS will encourage the growth of the bioethanol industry in countries such as Australia and deter reliance on non-renewable energy sources, fossil fuels.
This paper investigated alternative methods for utilising the co-products of the bioethanol industries such as DDGS and WDGS through combustion and anaerobic digestion. An economic analysis was conducted to assess the quality of products. To establish a basis of comparison, the value of selling the WDGS and DDGS as feed for livestock was also calculated. Optimisation of the corn ethanol process was explored through the recovery energy produced via combustion and anaerobic digestion of the biomass. This would ultimately improve the efficiency of the overall system and provide economic benefits, especially at the current market where the natural gas price has reached an extremely high value.
Methodology
The comparison of anaerobic digestion and combustion processes was performed using the mass and energy balance capabilities of Aspen Plus (v10). The non-random two-liquid (NRTL) fluid package was selected in Aspen Plus when modelling. A techno-economic analysis was performed on the results from these simulations to assess the economic viability. An environmental analysis was also performed based on the modelling results.
Composition of the Feedstocks
In this study, corn dry-grind ethanol by-products in the form of WDGS and DDGS (Table 1) were used to compare the energetic and economic balances. For comparison, the dry base wastes originated from other resources such as bagasse [34] and grape marc [13] as well as collected from other sections of the ethanol plant resourcing from corn [35] were also listed in Table 1. It is noted that the dry base compositions of WDGS and DDGS are the same, but they have different moisture contents. Sulphur, nitrogen, and chlorine concentrations are negligible and hence omitted. All carbon and hydrogen will be fully oxidised during the combustion. However, the processing via anaerobic digestion is more complicated and more detailed composition analysis is needed for the process simulation.
The lower heating value of the dry matter was estimated by the contents of hydrogen and carbon with:
where \({C}_{i}\) is the mass content (wt%) and \({LHV}_{i}\) is the lower heating value of the combustible component i in the biomass, i refers to the element hydrogen or carbon. The lower heating values of hydrogen and carbon are 119.96 and 32.8 MJ/kg, respectively [36].
It is well known that the structural composition of biomass can be characterised with the ratio of cellulose, hemicellulose, and lignin. Ninety percent of lignocellulosic and 80% of herbaceous biomass are composed by cellulose, hemicellulose, and lignin inside the lignocellulosic substrates [37]. Both hemicellulose and amorphous cellulose can be easily hydrolysed, while crystalline cellulose and lignin are resistant to bioconversion [38]. Therefore, the composition of cellulose, hemicellulose, and lignin cannot supply enough information about how much biomass is anaerobically digestible.
For the application of pyrolysis or gasification, the biomass is normally divided into volatiles, fixed carbon, and ash, which is called proximate composition [37]. For anaerobic digestion, we are more interested in the digestible part, which overlaps but does not equal the volatiles content. Solvent extraction and high-performance liquid chromatography (HPLC) analysis are applied in proximate analysis which supplies more meaningful information for anaerobic digestion. A standard extraction procedure developed by the National Renewable Energy Laboratory (NREL) [39]. Kim et al. [39] further modified the procedure by doing the acid hydrolysis for the raw material. The composition of DDGS and WDGS from a variety of sources [15, 39,40,41] as well as the values adopted in this study are listed in Table 2.
The proximate analysis groups the dry matter into crude protein, crude fat, carbohydrates, and ash. Carbohydrates contain crude fibre and nitrogen-free extracts with 9.73 and 39.00 wt% of DDGS, respectively, in this study. Thus, the item of carbohydrates refers to all other nitrogen-free extracts except crude fibre.
Crude protein is the measurement of protein content, which can be digested into amino acids during the hydrolysis. The distribution of various amino acids was reported by Kim et al. [39], as shown in Table S1. The content of crude protein has a link with a so-called nitrogen factor as [39]:
where \({C}_{\mathrm{CrudeProtein}}\) and \({C}_{\mathrm{Nitrogen}}\) are the mass contents of crude protein and the element nitrogen within the biomass, respectively, in wt%; NF represents the nitrogen factor with the value of 5.9 for DDGS and 5.4 for WDGS, depending on the resources of the biomass [39].
Crude fat, represented by the ether extract or the free lipid content, refers to the crude mixture of fat-soluble material present in a sample [42]. As the content of crude fat in DDGS and WDGS is small, we simply use oleic acid (C18H34O2) to represent the average formula of the soluble part of crude fat.
Carbohydrates except for crude fibre come in the forms of sugars, starches, and fibre including glucan, xylan, and arabinan with the general formula of C6H12O6 [43]. In this study, we assume that the carbohydrates include all nitrogen free extracts except for crude fibre, such as acid detergent fibre (ADF) and the extractives without the fat, with the average structure of dextrose (C6H12O6) after the water treatment.
Crude fibre refers to indigestible cellulose (60–80 wt%), pentosans, lignin (4–6 wt%), and other components of this type in biomass [44, 45]. In this study, we assume the crude fibre has the formula of basic unit of cellulose (C6H10O5) [46].
Fixed carbon is the solid carbon in biomass which remains in the char during pyrolysis [47]. Ash is composed of inorganic solid residua left after combustion [37, 47].
Process Description
Based on a report in 2013, the mean production capacity across all 214 existing ethanol plants in the USA is 321 thousand tonnes per year, equalling to a median plant capacity [48]. In our simulation, a plant with an annual ethanol production of 378.5 million litres (298.7 thousand tonnes) was applied. Using the information supplied by Urbanchuk [49], the following assumptions were made: (1) the plant with capability of 2.99 × 105 tonnes (3.79 × 108 l) of ethanol production, (2) the plant is operated for 24 h × 7 days × 42 weeks per year, (3) 7.2 × 105 tonnes of WDGS with moisture content of 64.46% (assuming the same with WDG) is produced annually, (4) 2.8 × 105 tonnes of DDGS with moisture content of 10.12% is produced annually, and (5) only the corn grain is used and there is no other loss in grain mass except for moisture during the drying process.
The simulation was carried out with the following 4 scenarios: (1) combustion of DDGS to produce electricity, (2) combustion of WDGS to produce electricity, (3) anaerobic digestion of WDGS to produce heat, and (4) anaerobic digestion of WDGS to produce electricity.
Combustion of WDGS and DDGS
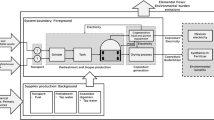
Simplified block diagrams of the combustion processes of DDGS and WDGS can be seen in Fig. 1a and b. More details can be found in Fig. S2a and b in the Supplement. The combustion of those solid co-products can be simply expressed as [13]:

Simplified flow sheet of different scenarios: a combustion of DDGS to produce heat, b combustion of WDGS to produce electricity, c anaerobic digestion to produce heat, and d anaerobic digestion to produce electricity
The combustion of WDGS involves drying the biomass to 10.12% of moisture before entering the combustor (Figs. 1b and S2b) at 70 °C [50, 51]. The recycled hot flue gas from the combustion is fed into a separator to separate the dry biomass and the exhaust. The air for combustion enters the reactor as a separate stream. Heat from the combustor is used to heat water in a boiler. Ash is removed from the stream and the hot flue gas is recycled back to the drier. Water entering the boiler is superheated to generate high pressured steam before entering the turbine. The resulting steam from the turbine then passes through a condenser cooling by ambient air. The turbine is assumed to operate at 70% isentropic efficiency.
The combustion processes of DDGS and WDGS are modelled very similarly. However, in the combustion of DDGS (Figs. 1a and S2a), the drying sections (the yellow section in Fig. S2b) are eliminated, and the feed with 10% moisture enters the combustor directly. However, it should be noted that extra energy is already applied to evaporate the moisture of WDGS down to approximately 10% in DDGS.
Anaerobic Digestion of WDGS
Generally, a non-biological step so called disintegration which converts biomass particulate to carbohydrate, protein, and lipids is included before anaerobic digestion, which is not discussed in this work. Thus, anaerobic digestion involves four main processes: hydrolysis, acidogenesis, acetogenesis, and methanogenesis [27, 52,53,54]. Each process involves different bacteria and microorganisms and different optimal conditions. The overall reaction can be expressed as [25]:
For anaerobic digestion of biomass, a biodegradable factor is applied to calculate the maximum conversion [33, 55] with:
where fD is the substrate biodegradable factor, CODD is the degradable chemical oxygen demand (mg/L) representing the specific methane yields, and CODT is the total chemical oxygen demand (mg/L).
Kim et al. [39] calculated the total digestible nutrients (TDN) in wt% of the DDGS by estimating the digestive factor of each part with:
where \({C}_{i}\) is the mass content (wt%) and \({f}_{D,i}\) is the digestive factor of the component i in the biomass, i refers to crude protein, crude fat, crude fibre, and other carbohydrates. The digestive factors for crude protein, crude fat, crude fibre, and other carbohydrates are set as 0.78, 0.90, 0.57, and 0.85, respectively, in this study.
The first stage of anaerobic digestion is hydrolysis. The purpose of hydrolysis is to covert the degradable portion of biomass (carbohydrates, proteins, and lipids) into free monomers, water soluble fragments including sugars, amino acids, and fatty acids. Pre-treatments such as oxidation, and alkali and acid addition for structural modification of lignocellulosic substrates are necessary to increase the enzymatic digestibility of cellulose [56]. During the hydrolysis, cellulose is converted into glucose and hemicellulose into both pentoses and hexoses. Hydrolysis is not discussed in detail in this paper. We just simply assume that all soluble COD within stillage and syrup is hydrolysable. The soluble COD contents in the stillage of different inedible resources were reported by Cesaro and Belgiorno [27]. The amino acid contents generated from the hydrolysation of WDGS were reported by Kim et al. [39].
The hydrolyses of cellulose and carbohydrates result in the production of sugar molecule, glucose, formulated as C6H12O6 [57]. The hydrolysed products of crude protein are a series of amino acids with the average molecular formula of C3.7H7.2O2N in this study, a little bit heavier than alanine (C3H7O2N). The mass balance is calculated by considering that the production of one mole of glucose or amino acid consumes one mole of water during the hydrolysis step. The consumed water is in the WDGS already. All possible involved components are listed in Table S1, and the stream composition of WDGS after hydrolysis in this simulation is listed in Table S2.
Acidogenesis is a biological reaction where simple monomers are further hydrolysed into volatile fatty acids and gas components by facultative anaerobic bacteria, while acetogenesis is a biological reaction where volatile fatty acids are degraded into acetic acid, carbon dioxide, and hydrogen [58] with the presence of acetogenic bacteria which is an obligatory H2 producer. During the acetogenesis, amino acids are mainly degraded through Stickland reactions in which one amino-acid acts as an electron donor and the other as an acceptor [59], for example:
Amino-acid can also be fermented with the presence of hydrogen-utilising bacteria, a homo-acetogenic microorganism, for example:
However, Stickland reactions are the simplest and kinetically faster than uncoupled amino-acid reactions [60].
Methanogenesis is the last step in which acetates are further decomposed into methane and carbon dioxide, some CO2 is hydrogenated into methane [60]:
All hydrolysed organic compounds are assumed to be converted into methane by methanogens in this simulation.
There have been a lot of researches published on the kinetics of anaerobic digestion by different groups [60,61,62,63,64]. However, the kinetic reaction rates and parameters vary with the types of biomasses and reactors, as well as the reaction conditions. To simplify the simulation, yield-based reactors were applied by assuming all dissolved monomers and small molecules can be fully converted to produce biogas. The solubilities of the proximate components equalise the digestive factors showed in Eq. 4. The only exception is the conversion of hydrogen in reaction 7 which was set as 93%. These processes are modelled with Aspen Plus (v10) using specific amino acid reactions sourcing from the model applied by Serrano [60], including 45 compounds (as shown in Table S1). The simplified reactions applied in this simulation were listed in Table S3. It is notable that the reactions applied in this study are only for the simulation purpose to meet the overall mass balance, and the actual reactions may occur in different ways as discussed above.
Figure 1c and d depict simplified block diagrams of the anaerobic digestion process in two approaches: the biogas is simply burnt to produce heat (Fig. 1c) or is used to drive a steam turbine to produce electricity (Fig. 1d). More detailed diagrams are shown in Fig. S2c and d in the Supplement. The anaerobic digester was modelled as a two-stage plant with a flash vaporiser. The first digester conditions are set for acidogenesis to undergo optimally at 55 °C and atmosphere pressure, and the second digester for acetogenesis and methanation also at the same temperature and pressure [60]. Biogas and waste are separated from the flash unit. The biogas produced is cooled down to further reduce the moisture content and then is combusted producing heat (scenario 3) or electricity (scenario 4), and the waste is centrifuged to separate the liquid with the solid wastes.
Economic Analysis
An economic analysis is conducted to gauge the feasibility of their real-world applications. Capital costs are calculated using the equipment costs from reference values. The exponential method is used to estimate the equipment costs based on existing costs and data from credible sources or published data to establish a capacity-ratio exponent:
where \({Cost}_{i}\) is the cost of equipment at a given size capacity of \({q}_{i}\), the value of the exponent \(n\) depends on the type of the equipment. The chemical engineering plant cost index (CEPCI) value is considered accounting for inflation over the given period [65, 66]:
where \({Cost}_{i}\) and \({CEPCI}_{i}\) are the cost and the chemical engineering plant cost index at the year i, respectively.
The Lang factor (L) is used to estimate the installation costs of the plant on different locations (L = 1.25 for Melbourne, Australia) relative to the US Gulf Coast Basis (USGC) [67].
The following assumptions were made within the cost calculation: (1) the non-variable operating costs equates to 5% of the total capital costs, (2) the investment term is 10 years, (3) the operation term is 10 years, (4) construction is undergone in 1 year, (5) interest rate is 5% of capital costs, and (6) depreciation is 5% of capital costs.
Selling the WDGS and DDGS at market value at the end of 2019 was used in comparison with the profits made from combustion and anaerobic digestion. The market price of DDGS from Kansas sold by United BioEnergy on 3rd September 2020 is 140 US$/tonne [68]. In this study, we adopt 191.78 A$/tonne by considering the currency exchange rate at 1 A$ = 0.73 US$ on 4th September 2020. The market price of WDGS on the same day is 45 US$/tonne, equivalent to 61.64 A$/tonne. The average electricity price was 0.29 A$/kWh in Australia in March 2020 [69]. The natural gas price on 22 February 2021 equals 0.14 A$/Nm3 (N refers to the value at the normal conditions at 25 °C and atmospheric pressure) [70]. The natural gas is assumed as the heating fuel in the corn ethanol process, which is equivalent to 9.14 MJ/t-corn [71]. Drying of WDGS to DDGS is also required eternal heat generated by combustion of natural gas.
For the depreciation of the plant, a straight depreciation line was applied [72]. The annual loan payment was calculated as [73]:
with
where LP is the loan payment (A$), LA is the loan amount (A$), and DF is the discount factor, r is the interest rate, and n is the loan life in years.
Environmental Analysis
The environmental analysis was conducted accounting for the CO2 emissions from the digestion processes as well as in comparison of combustion. The CO2 offsets by combustion and anaerobic digestion are calculated. The CO2 emission from the heat consumption was calculated by assuming the heat is supplied from the combustion of methane. The CO2 emission from the electricity consumption was calculated based on 0.98 kg-CO2e/kWh [74]. Selling DDGS as feed for livestock was set as the baseline of the CO2 emission. More details will be discussed in the “Results and Discussions: Environmental Analysis” section.
Results and Discussions
The products from the combustion and anaerobic models are energy in the form of electricity or heat. The processes were modelled with the scale for the annual DDGS production of 2.8 × 105 tonnes and WDGS of 7.2 × 105 tonnes by assuming the plant is continuously operated for 42 weeks per year, in responding to the flow rates of DDGS and WDGS at 40.3 and 102.0 tonnes/h, respectively, in which the dry mass equals 36.3 tonnes/h.
Combustion of WDGS and DDGS
When modelling the combustion processes, the air was input with an excess of 25% of the stoichiometric requirement to ensure full combustion.
The combustion of DDGS yields a greater electricity output than the combustion of WGDS: 33.8 and 27.2 MW for combustion of DDGS and WDGS after offsetting the electricity consumption of the pump, as seen in Table 3. However, considering the large heat requirement for drying (153.7 MW) in the production of DDGS, using WDGS is beneficial as the waste heat of the combustion can be integrated into the drying of WDGS. In this simulation, the temperature of the drier was controlled at 75 °C. Conversely, as the combustion of DDGS does not require a drier, the flue gas is discharged to the atmosphere at 110 °C.
Anaerobic Digestion of WDGS
As anaerobic digestion requires the biomass to be wet, WDGS is chosen as the feed, skipping the energetic costly drying process. The reactors are set to be operated at 55 °C. The yield of biogas is 1127.6 Nm3 per tonne of dry mass by converting the flow rate of biogas into volume under normal conditions. As the biogas is a mixture of methane, CO2 and hydrogen, and small amount of NH3, H2S etc. (Table S4), the purification system will be complex which has been well studied [75,76,77].
The biogas can be combusted to generate heat or electricity. The produced heat can be recycled back to the ethanol plant to offset the natural gas requirement. In addition of this, the biogas could also be used for (1) the production of synthetic methane via CO2 methanation reaction [78, 79]; (2) the production of renewable hydrogen via bi-reforming [80] followed by water–gas shift reaction [53, 81]; and (3) biofuel production via reverse water–gas shift reaction [82] followed by fuel synthesis [52, 83], depending on the need of market and the scale of plant.
As seen from the energy balance in Table 3, biogas combustion can generate 28.95 MW of electricity, even slightly larger than the electricity output of the direct combustion of WDGS. It is because the anaerobic digestion does not need the drying step. As we know, the electricity generation requires a higher capital cost as the turbine and boiler are the two most expensive items. Moreover, the energy loss during the energy conversion makes the process less efficient. The biogas can be directly burnt to generate 159 MW of heat. By considering the lower heating value of methane is 50 MJ/kg [36], the plant can save about 8.08 × 104 tonne of natural gas every year, which is 1.21 × 108 m3/year. For a small size of ethanol plant, this scenario might be more affordable.
The waste sludge from the digester has little value and is centrifuged prior to disposal. The non-digestible solid waste separated by the centrifugation still maintains enough nutrition which can be applied as the compost and fertiliser after proper neutralisation [84].
Economic Analysis
The capital expenditure (CAPEX) and main operating expenditure (OPEX) are also listed in Table 3 and plotted in Fig. 2, in which the positive values represent the cash flowing in and the negative ones refer to the cash flowing out. The OPEX includes the production and non-manufacturing costs. The production cost can be decomposed into variable and fixed costs, in which the variable cost includes raw material and utility consumptions, and the fixed cost can be further divided into labour cost, plant overheads, maintenance, insurance, and property tax. The non-manufacturing cost covers the corporate administration and selling expenses, and the investment in the research and the development, etc. [82]. Here, we just simply separate the variable cost out of other operating costs. The main cash flow segments for all simulated scenarios are shown in Fig. 2.

The main cash flows for different scenarios with the positive values as the cash flow in and the negative as the cash flow out
As seen in Table 3, the estimated capital costs for the combustions of WDGS and DDGS are 1.63 and 1.40 million Australian dollars, respectively. The difference is due to the omission of the dryer in the combustion of DDGS. The capital costs for the anaerobic digestion process are higher than that for combustion, which are 2.22 and 2.72 million Australian dollars for heat and electricity production, respectively. Waste handling and treatment for digestion are also included in the operating cost. The cost of microorganisms was not accounted in this simulation. The price of the anaerobic digester is estimated from plants in the USA used in the digestion of animal manure [85] with the similar size ranges of the digesters.
The electricity value produced from the combustion of DDGS (scenario 1) is higher than those produced from the combustion (scenario 2) and anaerobic digestion (scenario 4) of WDGS. However, the negative natural gas offset for the combustion of DDGS describes the additional energy costs consumed in the dryer to produce DDGS. Thus, a third of the natural gas requirement in the corn ethanol plant can be eliminated by direct processing WGDS in which the heat transferred from the recycled flue gas can offset the heat requirement for drying.
Like combustion process of WDGS, the natural gas value shown in Table 3 and Fig. 2 depicts the value of natural gas offset by using the heat produced from the combustion of the biogas. When the natural gas price is at a low level, the scenario 3 is not profitable. The efficiency of investment for the anaerobic digestion of WDGS to produce electricity (scenario 4) is the highest among the four simulated scenarios. This scenario can bring 14.10 million Australian dollars of income per year to the plant, equalling to 3.72 ¢/L-EtOH.
To optimise the corn ethanol process, it is assumed that electricity produced from combustion is used in the corn ethanol plant, which offsets portion of the electricity requirement. It is also possible to sell the electricity back to the grid. In addition, the solid wastes could be used as the soil mediation purpose after neutralisation. Moreover, gas combustor will be more efficient than solid combustor.
Feasibility and Sensitivity Analyses
It is clearly demonstrated from Table 3 and Fig. 2 that the profit of the plant is mainly determined by the prices of electricity, natural gas, DDGS, and WDGS. The OPEX is affected by the prices of various parameters such as the feed cost, utility cost, product price, labour cost, as well as the scale of the plant [82]. To perform the sensitivity analysis, we only focus on the feed and utility costs within the range of \({k}_{i}(1\pm 20\%)\) where \({k}_{i}\) refers to individual parameters. Then the OPEX changes relative to the base value are calculated as:
which are plotted in Fig. 3.

Parameter sensitivity analysis to the OPEX of all simulated scenarios with a the price of electricity, b the price of natural gas, and c the price of DDGS/WDGS
The prices of electricity and natural gas play a critical role in the sustainable utilisation of ethanol production residues from grain and inedible plant wastes. The electricity values generated from all processes except scenario 3 are quite similar. When the price of electricity increases, it is expected that all electricity production scenarios will have more profit. The price of natural gas has opposite effects to scenarios 1 and 3. If the price of natural gas increases, the negative gain of scenario 3 may drop down to an acceptable range and even will be overturned into positive when the price reaches 0.37 A$/m3 as shown in Fig. 4. The line represents the cash flows under different natural gas prices. Moreover, when the price of natural gas reaches 0.48 A$/m3, scenario 3 will take turns scenario 4 becoming the most profitable choice. In this case, drying WDGS to make DDGS will be more costly. The prices of feedstocks (DDGS and WDGS) have similar effects to all scenarios. In the extreme case, where the DDGS and WDGS have good market, they would be sold directly.

Effect of natural gas price to annual cash flow
Environmental Analysis
The processing of biomass is a carbon–neutral process. The production of electricity or fuel offset from the processing of biomass will result in a reduction of energy input of the ethanol plant, and therefore lead a negative carbon emission to the environment. From a report issued by Australian government in 2020 [74], the emission intensity of electricity production in Victoria was found to be 0.98 kg-CO2e/kWh (e stands for emission). Thus, from the energy production and fuel offset, the CO2 equivalent emissions for the combustion and digestion processes can be easily calculated.
As expected, all processes have positive benefit to the reduction of carbon footprint (Table 3). The combustion of DDGS has the least advantage from the view of CO2 emission due to the significant energy penalty during drying WDGS. All other three scenarios have similar effect on carbon emissions with the anaerobic digestion to produce heat (scenario 3) as the best due to the large offset in natural gas. The CO2 abatement from the amount of CO2 sequestered by the anaerobic digestion process is more than the direct combustion of DDGS and WDGS as the solid waste rich of carbon produced from the anaerobic digestion can be disposed without direct CO2 emission.
To further reduce the CO2 emission, carbon capture and storage (CCS) strategy can be applied. In combination of carbon capture by either solvents [86, 87] or solid adsorbents [77, 88], the carbon neutral biomass processing can be further improved into carbon negative processing. However, it is beyond the research scope of this paper.
Conclusion
This study supplied alternative methods of sustainably utilising solid co-products, WDGS and DDGS produced from ethanol plants, in an environmentally and economically viable manner. The sustainability of bioethanol production from grain and inedible plant wastes can be increased and potentially the ethanol production process can also be improved by introducing the processes investigated in this study.
Two alternative methods, combustion of WDGS and DDGS and anaerobic digestion of WDGS to produce energies in the forms of electricity and heat, were investigated. From the results, a huge difference between the combustions of WDGS and DDGS was shown. By incorporating the drying process into the combustion process of WDGS without additional energy input, it offsets the energy requirement for current drying process in corn ethanol plant. Furthermore, the electricity generation reduces the reliance on the electricity grid. By investigating the combustion and anaerobic digestion of both WDGS and DDGS, it caters to a wider range of existing corn ethanol plants. Although with the current prices of WDGS and DDGS, electricity, and natural gas, it is still economically beneficial to maintain current processes to sell WDGS and DDGS as feeds for livestock, and the processes investigated in this study are still seen to be more valuable. These will supply more attractive options based on the market prices of those variable operating expenditures. The alternative method of anaerobic digestion to produce electricity has environmental benefits, profitable, and is more energy efficient. Moreover, this process also has potentials as a pathway to other products such as bio-hydrogen, biomethane, or biofuel. The solid wastes produced from the anaerobic digestion can also be used in soil mediation purpose.
An economic analysis was conducted which accounted for estimates of capital, operating, and waste handling costs, where necessary. The products were quantified using current market values for industrial electricity and natural gas in Australian dollars. The combustion of WDGS offsets both heat and electricity from the corn ethanol process and hence was the more economically lucrative process than the combustion of DDGS. The large amount of heat requirement during the production of DDGS makes the combustion of DDGS non-profitable on the current market. The anaerobic digestion of WDGS to produce electricity scenario generates the biggest profit among the four scenarios. If the price of natural gas continuously increases, drying WDGS to make DDGS will be more costly, and the negative gain of heat production from direct processing of wet solid residue will be overturned into positive when the price reaches 0.37 A$/m3. When the price of natural gas reaches 0.48 A$/m3, this scenario will become the most profitable choice.
An environmental assessment of the CO2 emissions was also conducted. As expected, the combustion of DDGS has a significantly higher CO2 equivalent emission compared to other scenarios, while the anaerobic digestion of WDGS to supply heat to the plant has the largest CO2 abatement effect.
Data Availability
Supplementary data related to this article can be found in the online version. No more data available.
References
BP, (2019) BP statistical review of world energy. p. 1 - 64
IEA (2021) Global energy review1 - assessing the effects of economic recoveries on global energy demand and CO2 emissions in 2021. p 1–36
Economist Intelligence (2022) Energy in 2022 - a report by EIU. p 1–8
United Petroleum (2021) Facts about ethanol [cited 2021 October 19]; Available from: https://www.unitedpetroleum.com.au/fuel/ethanol-production/
Renewable Fuels Association (2020) 2019 Ethanol Industry Outlook. p 1–36
Wiedemann SG et al (2008) Review of grain-based ethanol production effects on Australian livestock industries. Meat & Livestock, Australia, p 1–148
Rabelo SC et al (2011) Production of bioethanol, methane and heat from sugarcane bagasse in a biorefinery concept. Biores Technol 102(17):7887–7895
Capehart T (2020) U.S. bioenergy statistics. Economic Research Service 2020 [cited 2020 April 21]; Available from: https://www.ers.usda.gov/data-products/us-bioenergy-statistics/
Puri M, Abraham RE, Barrow CJ (2012) Biofuel production: prospects, challenges and feedstock in Australia. Renew Sustain Energy Rev 16(8):6022–6031
Bothast RJ, Schlicher MA (2005) Biotechnological processes for conversion of corn into ethanol. Appl Microbiol Biotechnol 67(1):19–25
Quintero JA et al (2008) Fuel ethanol production from sugarcane and corn: comparative analysis for a Colombian case. Energy 33(3):385–399
Wang Y et al (2015) Development of low-cost DDGS-based activated carbons and their applications in environmental remediation and high-performance electrodes for supercapacitors. J Polym Environ 23(4):595–605
Zhang N et al (2017) Sustainable options for the utilization of solid residues from wine production. Waste Management 60:173–183
Kwiatkowski JR et al (2006) Modeling the process and costs of fuel ethanol production by the corn dry-grind process. Ind Crops Prod 23(3):288–296
Xu W, Reddy N, Yang Y (2009) Extraction, characterization and potential applications of cellulose in corn kernels and Distillers’ dried grains with solubles (DDGS). Carbohyd Polym 76(4):521–527
Baskett J et al (2009) Storage and handling of high moisture Co-products from ethanol production in beef operations—beef producer study. Iowa State University, p 1–7
Rutherford B (2011) Low-cost storage of wet distillers grains. Beef [cited 2011 May 06]; Available from: https://www.beefmagazine.com/cowcalfweekly/0506-low-cost-storage-distillers-grain
Zimmerman M (2022) DDGS 101: the basics [cited 2022 July 24]; Available from: https://www.mnbiofuels.org/media-mba/blog/item/1378-ddgs-101-the-basics
Braid A (2007) Biofuel co-products as livestock feed. RIRDC publication No 07/175. p 1–31
Nyendu GC (2011) Storability of modified wet distillers grains with solubles, in Agricultural Engineering and Biorenewable Resources and Technology Iowa State University: Ames, Iowa, p 1–122
Wang M, Wu M, Huo H (2007) Life-cycle energy and greenhouse gas emission impacts of different corn ethanol plant types. Environ Res Lett 2(2):024001
Demirbas A (2005) Potential applications of renewable energy sources, biomass combustion problems in boiler power systems and combustion related environmental issues. Prog Energy Combust Sci 31(2):171–192
Liu X (2020) Microbial technology for the sustainable development of energy and environment. Biotechnol Rep 27:e00486
Dalke R et al (2021) Current status of anaerobic digestion of food waste in the United States. Renew Sustain Energy Rev 151:111554
Kiatkittipong W, Wongsuchoto P, Pavasant P (2009) Life cycle assessment of bagasse waste management options. Waste Manage 29(5):1628–1633
Belhadj S et al (2013) The biogas production from mesophilic anaerobic digestion of vinasse IOSR. J Environ Sci Toxicol Technol (IOSR-JESTFT) 5(6):72–77
Cesaro A, Belgiorno V (2015) Combined biogas and bioethanol production: opportunities and challenges for industrial application. Energies 8(8):8121–8144
Rajendran K et al (2019) Chapter 5 - influential aspects in waste management practices. In: Taherzadeh MJ et al (ed) Sustainable resource recovery and zero waste approaches. Elsevier, p 65–78
Drosg B et al (2013) Anaerobic digestion of stillage fractions – estimation of the potential for energy recovery in bioethanol plants. Water Sci Technol 67(3):494–505
Ziganshin AM et al (2011) Bacteria and archaea involved in anaerobic digestion of distillers grains with solubles. Appl Microbiol Biotechnol 89(6):2039–2052
Alkan-Ozkaynak A, Karthikeyan KG (2011) Anaerobic digestion of thin stillage for energy recovery and water reuse in corn-ethanol plants. Biores Technol 102(21):9891–9896
Baez-Smith C (2006) Anaerobic digestion of vinasse for the production of methane in the sugar cane distillery. In Sugar Processing Research Conference. Águas de São Pedro, S. P., Brazil, p 268–287
Labatut RA, Angenent LT, Scott NR (2011) Biochemical methane potential and biodegradability of complex organic substrates. Biores Technol 102(3):2255–2264
Janghathaikul D, Gheewala SH (2005) Environmental assessment of power generation from bagasse at a sugar factory in Thailand. Int Energy J 6(1):357–366
Morey RV et al (2009) Fuel properties of biomass feed streams at ethanol plants. Appl Eng Agric 25(1):57–64
Wikipedia (2021) Heat of combustion [cited 2021 January 09]; Available from: https://en.wikipedia.org/wiki/Heat_of_combustion
Williams CL, Emerson RM, Tumuluru JS (2017) Biomass compositional analysis for conversion to renewable fuels and chemicals. In: Tumuluru JS (ed) Biomass volume estimation and valorization for energy. IntechOpen, p 251–270
Holloway WD, Tasman-Jones C, Lee SP (1978) Digestion of certain fractions of dietary fiber in humans. Am J Clin Nutr 31(6):927–930
Kim Y et al (2008) Composition of corn dry-grind ethanol by-products: DDGS, wet cake, and thin stillage. Biores Technol 99(12):5165–5176
Spiehs MJ, Whitney MH, Shurson GC (2002) Nutrient database for distiller’s dried grains with solubles produced from new ethanol plants in Minnesota and South Dakota. J Anim Sci 80(10):2639–2645
Belyea RL, Rausch KD, Tumbleson ME (2004) Composition of corn and distillers dried grains with solubles from dry grind ethanol processing. Biores Technol 94(3):293–298
Food Science (2008) Crude fat. 2008 [cited 2008 April 16]; Available from: https://www.foodscience-avenue.com/2008/04/crude-fat.html#:~:text=Crude%20fat%20is%20the%20term,of%20fat%20in%20food%20products
Davidson EA (2021) Carbohydrate., Encyclopædia Britannica [cited 2021 January 20]; Available from: https://www.britannica.com/science/carbohydrate
Biocyclopedia (2022) Methodology for carbohydrates - estimation of crude fiber. Plant Lab Protocols 2022 [cited 2022 July 24]; Available from: https://biocyclopedia.com/index/plant_protocols/carbohydrates/Estimation_of_crude_fiber.php
Food Science (2008) Crude fiber [cited 2008 April 24]; Available from: https://www.foodscience-avenue.com/2008/04/crude-fiber.html
Heinze T (2016) Cellulose: structure and properties. In: Rojas OJ (ed) Cellulose Chemistry and Properties: Fibers, Nanocelluloses and Advanced Materials. Springer Int Pub, Cham, pp 1–52
Basu P (2018) Chapter 3 - biomass characteristics. In: Basu P (ed) Biomass gasification, pyrolysis and torrefaction, 3rd edn. Academic Press, p 49–91
Hoagland K (2013) Comparing plant capacities of U.S. ethanol & biodiesel industries. In Biomass. BBI International [cited 2013 December 13]; Available from: http://biomassmagazine.com/articles/9801/comparing-plant-capacities-of-u-s-ethanol-biodiesel-industries
Urbanchuk J (2010) Current state of the U.S. ethanol industry 2010, Cardno ENTRIX. p 1–48
Monceaux DA, Kuehner D (2009) Dryhouse technologies and DDGS production. In The Alcohol Textbook. Lallemand Ethanol Technology and Nottingham University Press, p 303–322
ZJN (2021) Distiller's Grains/DDGS Drying [cited 2021 October 19]; Available from: http://www.zjndrying.com/product/Distillers-Grains-Drying.html?gclid=EAIaIQobChMI68Pf5sSr7QIVzjArCh3fKgsjEAAYASAAEgJ-lPD_BwE
Beschkov V (2017) Biogas, biodiesel and bioethanol as multifunctional renewable fuels and raw materials. In: Jacob-Lopes E, Zepka LQ (eds) Frontiers in Bioenergy and Biofuels. IntechOpen, p 185–205
Khan I (2020) Waste to biogas through anaerobic digestion: Hydrogen production potential in the developing world - a case of Bangladesh. Int J Hydrogen Energy 45(32):15951–15962
Cañote SJB et al (2021) Energy and economic evaluation of the production of biogas from anaerobic and aerobic sludge in Brazil. Waste Biomass Valorization 12(2):947–969
Agler MT et al (2008) Thermophilic anaerobic digestion to increase the net energy balance of corn grain ethanol. Environ Sci Technol 42(17):6723–6729
Cesaro A, Belgiorno V (2014) Pretreatment methods to improve anaerobic biodegradability of organic municipal solid waste fractions. Chem Eng J 240:24–37
Huang Y-B, Fu Y (2013) Hydrolysis of cellulose to glucose by solid acid catalysts. Green Chem 15(5):1095–1111
Xu F et al (2019) Anaerobic digestion of food waste for bioenergy production. In: Ferranti P, Berry EM, Anderson JR (eds) Encyclopedia of Food Security and Sustainability. Elsevier, Oxford, pp 530–537
Nisman B (1954) The stickland reaction. Microbiol Mol Biol Rev 18(1):16–37
Serrano RP (2011) Biogas process simulation using aspen plus. In Department of Chemical Engineering, Biotechnology and Environmental Technology. Syddansk Universitet. p 1–88
Mähnert P, Linke B (2009) Kinetic study of biogas production from energy crops and animal waste slurry: effect of organic loading rate and reactor size. Environ Technol 30(1):93–99
Fernández FJ, Villaseñor J, Infantes D (2011) Kinetic and stoichiometric modelling of acidogenic fermentation of glucose and fructose. Biomass Bioenerg 35(9):3877–3883
Madenoğlu TG et al (2019) Kinetic analysis of methane production from anaerobic digestion of water lettuce Pistia stratiotes L with waste sludge. J Chem Technol Biotechnol 94(6):1893–1903
Bakraoui M et al (2020) Kinetics study of methane production from anaerobic digestion of sludge and wastewater recycled pulp and paper. IOP Confe Ser: Mater Sci Eng 946:012009
Green DW, Perry RH (2008) Process economics. In: Green DW, Perry RH (eds) Perry’s Chemical Engineers’ Handbook. McGraw Hill Professional, Access Engineering [cited 2022 August 15]; Available from: https://www.accessengineeringlibrary.com/content/book/9780071422949
Jenkins S (2020) 2019 Chemical engineering plant cost index annual average. Chemical Engineering 2020 [cited 2020 March 20]; Available from: https://www.chemengonline.com/2019-chemical-engineering-plant-cost-index-annual-average/
Cost Data On Line (2008) Richardson international construction factors manual™. 2008: Pahrump, NV 89041 USA 866–446–0974. p 1–20
Kennedy M (2020) Market matters blog: DTN weekly average DDG price strengthens [cited 2020 September 04]; Available from: https://www.dtnpf.com/agriculture/web/ag/blogs/market-matters-blog/blog-post/2020/09/04/dtn-weekly-average-ddg-price
Calma V (2020) Cost of electricity in Australia – how are we doing in 2020? [cited 2020 June 16]; Available from: https://www.leadingedgeenergy.com.au/news/cost-of-electricity-in-australia-in-2020/
Markets Insider (2021) Natural gas (Henry Hub) [cited 2021 February 22]; Available from: https://markets.businessinsider.com/commodities/natural-gas-price
Gallagher PW, Yee WC, Baumes HS (2016) 2015 energy balance for the corn-ethanol industry. United States Department of Agriculture (USDA), p 1–21
Corporate Finance Institute (2022) Depreciation methods [cited 2022 February 25]; Available from: https://corporatefinanceinstitute.com/resources/knowledge/accounting/types-depreciation-methods/
Kasasa (2020) How to calculate loan payments in 3 easy steps [cited 2020 November 13]; Available from: https://www.kasasa.com/blog/how-to-calculate-loan-payments-in-3-easy-steps#:~:text=Loan%20Payment%20%3D%20Loan%20Balance%20x%20(annual%20interest%20rate%2F12)&text=An%20interest%2Donly%20loan%20will,principal%20amount%20at%20some%20point
ISER (2020) National greenhouse accounts factors. p 1–84
Tang L, Li C, Lim S (2019) Solid–liquid–vapor equilibrium model applied for a CH4–CO2 binary mixture. Ind Eng Chem Res 58(39):18355–18366
Yurata T et al (2019) Feasibility and sustainability analyses of carbon dioxide – hydrogen separation via de-sublimation process in comparison with other processes. Int J Hydrogen Energy 44(41):23120–23134
Hu X et al (2020) A review of N-functionalized solid adsorbents for post-combustion CO2 capture. Appl Energy 260:114244
Lee WJ et al (2020) Recent trend in thermal catalytic low temperature CO2 methanation: a critical review. Catalysis Today 368:2–19
Lippi R et al (2020) Unveiling the structural transitions during activation of a CO2 methanation catalyst Ru0/ZrO2 synthesised from a MOF precursor. Catalysis Today 368:66–77
Lee WJ, Li C, Patel J (2021) Upgrading of bio-syngas via steam-CO2 reforming using Rh/alumina monolith catalysts. Catalysts 11(2):180
Idriss H, Scott M, Subramani V (2015) 1 - Introduction to hydrogen and its properties. In: Subramani V, Basile A, Veziroğlu TN (eds) Compendium of Hydrogen Energy. Woodhead Pub, Oxford, pp 3–19
Elsernagawy OYH et al (2020) Thermo-economic analysis of reverse water-gas shift process with different temperatures for green methanol production as a hydrogen carrier. J CO2 Utilization 41:101280
Bhatelia T et al (2014) Chain length dependent olefin re-adsorption model for Fischer-Tropsch synthesis over Co-Al2O3 catalyst. Fuel Process Technol 125:277–289
Arvanitoyannis IS, Ladas D, Mavromatis A (2006) Potential uses and applications of treated wine waste: a review. Int J Food Sci Technol 41(5):475–487
Beddoes JC et al (2007) An analysis of energy production costs from anaerobic digestion systems on U.S. livestock production facilities. United States Department of Agriculture and Natural Resources Conservation Service, p 1–34
Hu XE et al (2020) NMR techniques and prediction models for the analysis of species formed in CO2 capture processes with amine-based sorbents: a critical review. ACS Sustain Chem Eng 8(16):6173–6193
Zhang R et al (2020) New approach with universal applicability for evaluating the heat requirements in the solvent regeneration process for postcombustion CO2 capture. Ind Eng Chem Res 59(7):3261–3268
Liu L et al (2018) Low-cost DETA impregnation of acid-activated sepiolite for CO2 capture. Chem Eng J 353:940–948
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Lee, MS., Hoadley, A., Patel, J. et al. Techno-Economic Analysis for Direct Processing of Wet Solid Residues Originated from Grain and Inedible Plant Wastes. Bioenerg. Res. 16, 940–953 (2023). https://doi.org/10.1007/s12155-022-10501-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12155-022-10501-6