
Abstract
As a way to mitigate the harmful effects of fossil fuel utilization, the use of second-generation ethanol has been proposed. However, the microorganisms responsible for its production are not able to degrade structural polysaccharides, so their hydrolysis is necessary. Previously to this work, a factorial experimental design was carried out to investigate the relation between the NaOH and H2O2 concentrations with the yield of carbohydrates, and then this variable was optimized by using a response surface method. A study of the hydrolysis process was performed using enzymes to establish a process that maximizes the depolymerization of Agave tequilana fibers after an alkali-oxidative pretreatment with optimal reagents concentrations, this pretreatment was selected because it can remove almost the total content of lignin and destroys efficiently the crystallinity of cellulose fibers with a lower sugar losses and no production of toxic compounds. An orthogonal array using the novel enzymes Cellic CTec 3 and Cellic HTec 3 was performed to determinate the optimal combination of them, which has resulted in a concentration of 165.67 g/L at the supernatant with 82.21 % conversion and a yield of 352.18 g reducing sugars per kilogram of lignocellulosic material in dry basis. These results are 29 % better in comparison with the previous generation of enzymes with a reduction in the enzymatic charge of 82 %.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
At present, it is impossible to imagine daily activities without energy; all the development humanity has achieved as a species is linked to energy transformations. Multiple sources of energy have been used for this purpose, among which the most widely used has been fossil energy, including coal, natural gas, and petroleum, due to its low production cost and relative abundance. Petroleum is the most widely exploited energy source in the world. Approximately 80 % of the energy consumed comes from this source, and it is calculated that each person on the planet consumes 4.8 barrels of oil per year [1]. Oil is a nonrenewable resource, and its cost will be always uncertain because its availability is limited to certain territories. Despite ventures into biofuel production, effective technologies to produce advanced biofuels from biomass feedstock are still lacking compared with the well-established fossil fuel technologies [2]. Therefore, proposals have been made for the utilization of alternative fuels, such as ethanol, which is currently produced from food crops, such as sugarcane and corn, thus reducing their availability for human consumption. It is feasible to produce cellulosic ethanol from all plant parts that are not likely to be used as food, eliminating the utilization of resources oriented toward human consumption to produce fuel. Ethanol produced in this way is known as second-generation ethanol.
Mexico is considered the central origin of the Agave genus [3, 4], which according to Granados [5], includes 272 species, while other authors report from 136 to 150 species [3, 6]. Agave species have been used to meet and complement a number of basic needs, such as food, fiber, fodder, medicine, construction, and the production of alcoholic beverages [7]. The Agaves are widely distributed in limiting environments (shallow, infertile, and dry soils), which makes them attractive for use as energetic crops.
Agave tequilana is a succulent plant species belonging to the ancient family of the agavaceas, now subfamily Agavoideae. It is monocarpic, blooms once in its life and then dies. Its flowering occurs after a decade. The plant produces a flower stalk a few meters high, with many umbels of greenish tubular and vertical flowers. Pollination depends exclusively on the Leptonycteris nivalis species of nectarivore bat.
This plant is used mainly for tequila production in the western part of Mexico. Under the laws of the country, only Agave tequilana azul weber can be used to produce the spirit drink [1]. Other species may be used to produce mezcal. The part of the plant with the major commercial interest is the stem of the plant, called the “pineapple,” which is used to obtain, through a cooking process, a fructose-rich syrup that is fermented to produce tequila. Afterward, a material with no important application is obtained, the bagasse, which is considered a possible residue for use in the second-generation biofuel production of bioethanol. In the western state of Jalisco, Mexico, approximately 1.7 million tons of annual Agave tequilana are produced, according to the INEGI [2].
In previous studies, such as Saucedo-Luna et al. [11], the hydrolysis of lignocellulosic materials of Agave tequilana was conducted. However, the results were unsatisfactory, both in sugar concentration in the hydrolysate and the total yield. A similar study used ammonia fiber explosion (AFEX) to treat the lignocellulosic material of prairie grass taken from several stations and locations [3]. This study used the enzymes Acellerase, Novozyme 188, Multieffect Xilanase, and Multieffect Pectinase. This configuration achieved between 400 and 500 g of reducing sugars per kilogram of lignocellulosic material, depending on the station and the place where the samples were taken. On the other hand, the work of Equihua S. [4] reported reducing sugar concentrations near 80 g/L using the Acellerase 1500 enzyme acting on sweet sorghum bagasse pretreated with the same conditions as in this study. Therefore, it is necessary to continue the use of synergies between different types of enzymes, as proposed in Hu et al. [5], where Celluclast 1.5 L, Novozyme 188, and Multieffect Xilanase were used in combination to achieve near 70 % conversion.
Based on this information, this work studied the synergistic effect of a mixture of several enzymes: Celluclast 1.5 L as cellulase, Novoenzyme 188 as beta-glucosidase, and Viscozyme L as xylanase. Furthermore, the new generation enzymes Cellic CTec3 and Cellic HTec3 (enzyme complexes including all necessary components to achieve high levels of fiber depolymerization) from Novoenzyme were used in the enzymatic hydrolysis of the Agave bagasse tequilana weber previously treated by an alkaline-oxidative method.
Materials and Methods
Raw Material Conditioning
Lignocellulosic material, a residue of the cooking of Agave tequilana pineapples, was obtained from the mezcal industry “Ex hacienda de Zacapendo,” located in the municipality of Indaparapeo, Michoacan, Mexico. It was dried at 80 °C for 24 h in a Novatech electric furnace and then partially reduced in size in a generic blade mill at 1500 W to obtain heterogeneous fibers ranging from 15 to 3 mm long with diameters of 0.3 mm. The experiments were performed with this fiber size, which is higher than the size usually used, mesh 40 spherical particles.
Fiber Composition Analysis
A sample of the conditioned material was subjected to leaching with saturated water at 120 °C for 1 h to remove the water-soluble compounds, which were determined by weight difference. The remaining material was analyzed to determine the lignin content through total hydrolysis of the polysaccharides with sulfuric and hydrobromic acid [6]. Holocellulose [7] and alpha cellulose [8] were all determined in extractive-free bagasse. Finally, the ash content was determined by calcination [9]. The differences between holocellulose and alpha cellulose were considered as hemicellulose.
Pretreatment
The dried and ground lignocellulosic material was treated by an alkaline-oxidative method consisting of two stages. In the first stage, a solution of sodium hydroxide was added, 6 % by weight dry basis, in a 1 to 5 proportion in relation to the solid, and the mixture was placed in an autoclave at 120 °C and 2 atm for 1 h. Then, the mixture as left to cool, and a solution of 6 % hydrogen peroxide by weight dry basis was added at the same solid-liquid ratio, then maintained at 30 °C without agitation and protected from light for 24 h. At the end, the material suspensions were acidified with hydrochloric acid to a pH of 5 before filtration. The material intended for enzymatic hydrolysis was not dried to avoid the structural changes induced by dryness [10]; however, samples were dried to determine process’ efficiency and the residual lignin by total hydrolysis with sulfuric acid and hydrobromic acid, according to the procedure of Runkel, Wilke [6].
Enzymatic Hydrolysis
To maximize the depolymerization of the cellulose fiber and the hemicelluloses present in the pretreated material, the combination of enzymes was proposed and tested in an orthogonal L8 array of two levels and three factors. Each factor was one of the three enzymes used: Viscozyme L, Celluclast 1.5 L, and Novozyme 188. The lowest level was 0.1 mL/g material dry basis, and the highest was 0.5 mL/g of material dry basis. Details of the orthogonal array are shown in Table 1.
At the same time, hydrolysis of the same pretreated material was performed using a combination of ultimate generation enzymes, which were generously donated by Novoenzymes: Cellic CTec3 and Cellic HTec3. The manufacturer recommends that the amount to be used should be between 5 and 10 % of the weight dry basis of the material to be hydrolyzed. For this reason, an orthogonal L4 array of two factors and two levels was proposed to analyze the combined effect of those two enzymes. In this case, the highest level was 9 % enzyme in relation to the total amount of material to be hydrolyzed, and the lowest level was 3 %. The series of experiments is shown in Table 2.
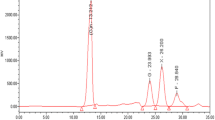
For the enzyme addition, we carry out the next process; we dilute the needed commercial product in the solution of citrate buffer 0.05 M with a pH = 5.0 until the reaction volume was complete. So the total reaction volume was the same for every experience. All experiments were performed in triplicate on a Polyscience orbital shaker at 50 °C and a pH of 5 in 0.05 M citrate buffer. The solid/liquid ratio was in all cases 1:5. The time of the reaction was 72 h. At the end of this period, a sample was taken for analysis by a standardized method in a high-resolution liquid chromatography (HPLC) Varian Pro Star instrument, using a Metacarb 87 C column at 70 °C and a refraction index detector at 50 °C with isocratic water flux to 1 mL/m to determine the simple sugars. Data were analyzed by a signal to noise ratio method.
Reaction Kinetics
To determine the kinetics of the enzymatic reaction, a hydrolysis experiment was conducted in triplicate in 0.05 M citrate buffer, pH 5. The pretreated material/liquid ratio was 1:5. The optimal combination of enzymes was used (6 % Cellic CTec 3 y 6 % HTec 3), and the temperature was maintained at 50 °C, with stirring at 150 rpm in a Polyscience orbital shaker. Samples were taken at 1, 6, 24, 48, and 72 h and analyzed by HPLC.
Results and Discussion
Composition of Agave tequilana bagasse
The composition of the lignocellulosic material is shown in Table 3.
It is observed that in agave bagasse obtained as residue from the tequila production is a large amount of soluble material, which can be removed by simple boiling water; this soluble material consists mainly of inulin, this was confirmed by analyzing the sample supernatant removal process soluble material by HPLC with the standardized method. Experimental results on the composition of agave bagasse correspond with the data obtained by other authors as Yang et al. [11], who reports 13.8 ± 1.3 % lignin, 43.8 ± 1.3 % of holocellulose and 6 % ash and Flores-Sahagun et al. [12], who reports 21.10 ± 1.13 % lignin, 73.6 ± 0.01 % of holocellulose and 5.3 ± 0.07 % ash in dry soluble free base, these small changes can be attributed to the growth zone harvest time and Agave tequilana.
Analysis of the Experimental Designs
Table 4 shows the results of the enzymatic hydrolysis with the ternary combination of enzymes (Celluclast 1.5 L, Novozyme 188, and Viscozyme L), and Table 5 shows the results of the experiment with the ultimate generation enzymes (Cellic CTec 3 and Cellic HTec 3). Data obtained throughout the experiment are shown as averages of triplicate experiments.
The total sugar concentration data at 72 h was analyzed by the methodology described in Taguchi et al. [13] for the signal to noise index. The best combination of enzymes to maximize the amount of simple sugars released was found to be represented by experiment number 3, i.e., for each gram of the sample dry basis, it is optimal to add 0.5 mL of Celluclast 1.5 L, 0.1 mL of Viscozyme L, and 0.1 mL of Novozyme 188 to obtain the highest content of 128.07 ± 1.15 g/L of sugars. Saha, Cotta [14], reported a concentration of sugar equal to 41.5 g/L using a commercial enzyme pretreatment (cellulase, α-glucosidase, and xylanase) with a 24 h alkaline-oxidative pretreatment of wheat straw with NaOH 8.6 %, w/v and H2O2, 2.15 % v/v at 35 °C. The solid-liquid ratio in the hydrolysis was not reported.
When analyzed by the same methodology, the results obtained using the Cellic enzymes show that the superior combination of enzymes is experiment number 2, with 6 % Cellic CTec3 and 6 % Cellic HTec3.
The results of the experimental designs identified the optimal combinations of enzymes in their corresponding series; however, only through using the Cellic enzymes could the amount of enzyme used be decreased, as hydrolyzing the Agave tequilana bagasse with these enzymes requires almost six times less than the set load of Viscozyme L, Celluclast 1.5 L, and Novozyme 188. Therefore, it is concluded that to hydrolyze 1 g of the pretreated material dry basis by the alkaline-oxidative method, 60 mg of Cellic CTec 3 and 60 mg of Cellic HTec 3 are required, with a conversion of 80.49 % and a yield of 614.09 sugars per kilogram of Agave tequilana removals-free bagasse with a concentration of 165.67 g/L of reducing sugars (136.44 g/L of glucose and 29.23 g/L of xylose). These yields are high compared to the results of Farías-Sánchez et al. [15], who obtained a concentration of 46.24 g/L reducing sugars with a pretreatment using 7.5 % nitric acid at 120 °C, followed by 1 % sodium hydroxide at 90 °C and enzymatic hydrolysis with 25 UPF of Celluclast 1.5 L from NOVOZYME per gram of pretreated sample from pine sawdust, this study was carry out with a solid-liquid ratio of 1:10. Saucedo-Luna et al. [16] obtained 41 g/L of fermentable sugars, corresponding to a yield of 73.6 %, with 2 % sulfuric acid at 147 °C for 15 min and enzymatic hydrolysis of agave bagasse for 72 h at 40 °C using a solid-liquid ratio of 1:10. Cheng et al. [17] obtained 32.5 g/L of fermentable sugars from sugarcane bagasse using an alkaline-oxidative pretreatment with 1 % NaOH and 0.6 % H2O2 and enzymatic hydrolysis with 4 % cellulase at 50 °C, pH 4.5, stirring at 140 rpm with a solid liquid ratio of 1:20. Finally, Rana et al. [18] obtained 130.94 g/L of total sugars and a yield of 81 % using Cellic CTec2 to hydrolyze corn stover with a solid liquid ratio of 1:5. As shown in the above comparisons solid-liquid ratio is higher with all the authors except Rana et al. [18] who use 1:5, the hydrolysis yields remain higher in this article.
Kinetics Reaction
After optimizing the combination of enzymes, it is necessary to approximate the results by a mathematic model that allows future scaling. Because the commercial solutions of enzymes used are themselves combinations of unknown composition and enzyme types, it is not possible to determine the Michaelis-Menten kinetics. However, during hydrolysis, at least the following reactions occur:
-
The breaking of the cellulose chains into variable length oligosaccharides.
-
The conversion of oligosaccharides chains into cellobiose.
-
The cleavage of molecules of cellobiose to glucose.
-
The hydrolysis of hemicellulose.
Each reaction is catalyzed by a specific type of enzyme, and the concentration of each reagents involved is difficult to measure in a given time. Thus, to construct the kinetic model, only the overall effect of all enzymes was considered, which consists of breaking the holocellulose into simple sugars (or reducing sugars).
In Table 6, the total sugar concentrations obtained in this experiment are listed along with their averages (using 60 mg Cellic CTec3 and 60 mg Cellic HTec3 per gram of raw material pretreated in dry basis).
Because the enzymatic reaction rate is related to the substrate concentration, the polysaccharide concentration [S] was calculated according to Eq. (1)
where the variable meanings are as follows: w 0, weight of the initial pretreated material in grams; f lig, fraction of lignin in the initial solid; [P], concentration in grams per liter of total sugars at the time calculated [S]; V R , total reaction volume, which includes the moisture contained in the fibers of the pretreated material and the citrate buffer added to produce a desirable solid-liquid proportion. The factor 1.1 is dimensionless and represents the fact that for each mole of sugar hydrolyzed, a mole of water is necessary.
By performing this calculation for each instant with a calculation basis of 1 L as a total reaction volume and a 1:5 ratio to the added solid, the data in Table 7 were obtained and fitted to a second-order kinetics model in the form expressed by Eq. (2):
where [S] is the substrate concentration (polysaccharides), t is the reaction time in hours, and k is the rate constant to be determined in liters per gram-hour (L/g*h).
After integration and mathematical transformation, it was possible to adjust the data by the least squares method, finding that k = 3.29 × 10−4 L/g*h with an R 2 = 0.9952. The actual modeling is very similar to the real experimental data, as shown in Fig. 1. The dotted line represents the kinetics model, and the single red squares indicate the experimental data.

Graphic representation of kinetics model vs experimental data
In order to describe the actual process completely, a matter balance was established and it is showed in Fig. 2. The raw material was considered soluble free basis because the soluble matter is mainly inulin, which is removed from the fibers by the pretreatment. This mass balance does not show any inlet stream in order to simplification of the diagram, but the reader must take into account that in the pretreatment process, there is two inlet streams, 5 L of 6 % w/w sodium hydroxide solution and 5 L of 6 % w/w hydrogen peroxide solution. After the pretreatment, the reaction volume (10 l) is neutralized with concentrated HCl until pH = 5.0. Then, the solid is separated by filtration and moisture is determinated. Before the hydrolysis, another stream made up mainly by the mixture of citrate buffer (0.05 M, pH = 5.0) and the necessary amount of Cellic enzymes (6 % of CTec3, 6 % of HTec3; dry basis) until the 1:5 solid-liquid ratio is complete. For the calculus base showed in the diagram, the total volume of reaction is about 3.71 L. The concentration of reducing sugars must be considerate in this base (3.71 L). There is an important assumption we made writing this mass balance, the solid-liquid separations are showed as every liquid can be separated from the solid phase.

Diagram showing mass balance for the complete process
During the pretreatment, there is not a significant loss of carbohydrates (approximately 3.7 %); on the other hand, an 82.62 % of lignin was solubilized by the effect of pretreatment. This lignin removal can be seen visually in the Fig. 3. The (a) part is a microphotograph at 50× of the raw material and the (b) part is the pretreated material seen at the same magnification, in fact the black color observed is an indicator of lignin content.

Optical microphotograph at 50× of A. tequilana bagasse a before the pretreatment and b after pretreatment
On the other hand, the pretreated matter did not need any detoxification procedure further to the neutralization until pH = 5.0, this fact suggest the idea that alkaline-oxidative pretreatment does not produce toxic compounds like furfural. Also, because the pretreated material did not wash with fresh water, this pretreatment could be environmentally feasible.
After the hydrolysis process a small amount of solid material remained, this residual matter contents approximately the 3 % of structural carbohydrates of the raw material.
Conclusion
This research demonstrates the effectiveness of alkaline oxidative pretreatment since there was a loss of structural carbohydrates equal to 3.84 % while 82.62 % of a lignin in the raw material was removed. Furthermore, the crystal structure of the cellulose was destroyed effectively as evidenced by the fact that 98.09 % of the cellulose in the pretreated material was depolymerized; however, only 47.69 % of the hemicellulose is hydrolyzed. By testing combinations of enzyme complexes (Celluclast 1.5 L, Viscozyme L y Novozyme 188), the interactions and synergetic workings achieved can be observed. These combinations increase the obtainable yields compared to a single-enzyme complex (Celluclast 1.5 L). In addition, upon comparing these results with ultimate generation enzyme complexes (Cellic Ctec 3 and Cellic HTec 3), the yield was enhanced by much more than for common enzyme complexes, from 128.07 ± 1.15 to 165.67 ± 2.26 g/L of sugars, which represents an increase of 29.35 %. All of these results indicate that the ultimate generation enzyme complexes Cellic Ctec3 and Cellic HTec3 are viable for use at an industrial level to increase the yield of sugar with a reduction of 82.85 % of enzyme required than for the old enzymes.
Because the commercial solutions of enzymes used are themselves combinations of unknown composition and enzyme types, it is not possible to determine the Michaelis-Menten kinetics, so the data were approximated by a second-order kinetics model, which should be useful for scaling up the process. The reaction constant obtained by that procedure is small compared with the catalytic chemical process; however, it is not comparable because it is a biochemical reaction and no data have been reported on this enzyme complex.
References
Iñiguez-Covarrubias G, Lange SE, Rowell RM (2001) Utilization of byproducts from the tequila industry: part 1: agave bagasse as a raw material for animal feeding and fiberboard production. Bioresour Technol 77(1):25–32
INEGI (2007) VIII Censo Agrícola, Ganadero y Forestal 2007. http://www.inegiorgmx/prod_serv/contenidos/espanol/bvinegi/productos/metodologias/censo_agrope/2007/metodo_2007/SinMetCAGyFpdf (Consultado: Noviembre 1, 2015.)
Bals B, Rogers C, Jin M, Balan V, Dale B (2010) Evaluation of ammonia fibre expansion (AFEX) pretreatment for enzymatic hydrolysis of switchgrass harvested in different seasons and locations. Biotechnol Biofuels 3(1):1
Equihua SM (2013) Obtención de etanol por sacarificación y fermentación simultáneas, a partir de la biomasa lignocelulósica de tallos de sorgo dulce.
Hu J, Arantes V, Saddler JN (2011) The enhancement of enzymatic hydrolysis of lignocellulosic substrates by the addition of accessory enzymes such as xylanase: is it an additive or synergistic effect? Biotechnol Biofuels 4(1):1–14
Runkel R, Wilke K (1951) Chemical composition and properties of wood heated at 140C to 200C in a closed system without free space. Part II. Holz Roh Werkst 9:260–270
Wise LE, Murphy M, D’Addieco AA (1946) Chlorite holocellulose, its fractionation and bearing on summative wood analysis and on studies on the hemicelluloses. Paper Tr J 122(2):35
ASTM Annual book of ASTM standards. Standard test method for α-cellulose, USA, ASTM D 1103-60, 1978., ate 2000. American Society for Testing & Materials
TAPPI T (2000) Technical Association of the Pulp and Paper Industry, 205 sp-06. Forming handsheets for physical tests of pulp
Luo X, Zhu J (2011) Effects of drying-induced fiber hornification on enzymatic saccharification of lignocelluloses. Enzym Microb Technol 48(1):92–99
Yang L, Lu M, Carl S, Mayer JA, Cushman JC, Tian E, Lin H (2015) Biomass characterization of agave and opuntia as potential biofuel feedstocks. Biomass Bioenergy 76:43–53
Flores-Sahagun TH, Dos Santos LP, Dos Santos J, Mazzaro I, Mikowski A (2013) Characterization of blue agave bagasse fibers of Mexico. Compos A: Appl Sci Manuf 45:153–161
Taguchi G, Chowdhury S, Wu Y (2005) Taguchi’s quality engineering handbook. Wiley, Hoboken
Saha BC, Cotta MA (2006) Ethanol production from alkaline peroxide pretreated enzymatically saccharified wheat straw. Biotechnol Prog 22(2):449–453. doi:10.1021/bp050310r
Farías-Sánchez JC, López-Miranda J, Castro-Montoya AJ, Saucedo-Luna J, Carrillo-Parra A, López-Albarrán P, Pineda-Pimentel MG, Rutiaga-Quiñones JG (2015) Comparison of five pretreatments for the production of fermentable sugars obtained from Pinus pseudostrobus L. wood
Saucedo-Luna J, Castro-Montoya AJ, Martinez-Pacheco MM, Sosa-Aguirre CR, Campos-Garcia J (2011) Efficient chemical and enzymatic saccharification of the lignocellulosic residue from Agave tequilana bagasse to produce ethanol by Pichia caribbica. J Ind Microbiol Biotechnol 38(6):725–732
Cheng K-K, Zhang J-A, Ping W-X, Ge J-P, Zhou Y-J, Ling H-Z, Xu J-M (2008) Sugarcane bagasse mild alkaline/oxidative pretreatment for ethanol production by alkaline recycle process. Appl Biochem Biotechnol 151(1):43–50
Rana V, Rana D, Ahring BK (2014) Process modeling of enzymatic hydrolysis of wet-exploded corn stover. BioEnergy Res 7(1):450–459
Acknowledgments
This work was supported by the Mexican Council of Science and Technology (CONACYT) through the Bioenergy Thematic Network (“Red Temática de Bioenergía”).
This paper could not be possible without the generous donation of Cellic CTec 3 and HTec 3 made by Novozymes.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Velázquez-Valadez, U., Farías-Sánchez, J.C., Vargas-Santillán, A. et al. Tequilana weber Agave Bagasse Enzymatic Hydrolysis for the Production of Fermentable Sugars: Oxidative-Alkaline Pretreatment and Kinetic Modeling. Bioenerg. Res. 9, 998–1004 (2016). https://doi.org/10.1007/s12155-016-9757-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12155-016-9757-8