
Abstract
Biodegradable materials like magnesium-based alloys are widely employed for making implants. Mg-based alloys show good biocompatibility, biodegradability, and mechanical properties similar to bone material unlike other commonly used implant materials, i.e., stainless steel, titanium, and Co–Cr alloy, which have negligible degradation rates and require revision surgery for the removal of the implant. Magnesium alloy-based implant has high degradation rates and avoids the need for a second surgery. But high degradation rates and poor mechanical properties in magnesium alloys also pose a challenge to their use as implant material. In the absence of controlled degradation, they can degrade completely before serving their intended purpose in the human body. Several surface modification techniques are used to control the degradation rates. Surface coating is one of the methods of surface modification. This paper discusses various types of surface coating techniques for magnesium-based alloys. This paper also discusses the future scope of surface technology of magnesium-based implant materials.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Medical implants are used to support a fractured bone or replace a missing biological part in the body. Various materials like zinc, magnesium, titanium, stainless steel, polymers, and others are widely used for making implants.1 The selection of a material for implant applications depends on requirements. In a minor fracture, biodegradable material can be an ideal choice as implant material. In case of severe fracture or replacing a missing part of the body, an implant with high strength and durability should be preferred. Materials like stainless steel, Ti alloys, and cobalt-chromium alloy have good corrosion resistance and mechanical strength but poor biodegradability. The implants made of these materials remain present for a longer duration in the body and cause endothelial dysfunction and other health-related problems.2 This necessitates the removal of the implant by a second surgery, which is costly and painful.3
In contrast, biodegradable materials like magnesium have favorable properties for implant applications. They have excellent biodegradability and biocompatibility. Biodegradable implant materials have mechanical properties like density and modulus of elasticity, similar to human bone. Stress shielding is caused due to differences in modulus of elasticity of the implant material and bone.4 In magnesium, the impact of stress shielding is negligible.5
Magnesium-based alloys also possess excellent biodegradability and biocompatibility.6 The implant made of magnesium-based alloys need not be removed through revision surgery as it fully degrades with time and mixes with body fluid to work as a nutrient in the body.7 The main problem associated with magnesium-based implants is the uncontrolled degradation rate in the body environment.8 These implants get corroded before completing their role as an implant to support the bone. Hence, to control higher degradation rates and to enhance mechanical properties, the surfaces of these implant materials must be modified. Various surface modification techniques have been developed by researchers, like alloying, protective coating, and chemical treatment.9
Surface coating is one of the techniques of surface modification to make implants corrosion resistant.10 Substrate surfaces are deposited with single or multiple layers of protective coating. While surface coating, the focus is not only on corrosion protection but also on other parameters like biocompatibility, bioactivity, adhesion, strength, hardness, and other properties.
Surface coating techniques in magnesium-based alloys include plasma electrolytic oxidation, anodization, radio-frequency magnetron sputtering, hydrothermal process, electrophoretic deposition, pulsed electrodeposition, physical vapor deposition, dip coating, and spin coating. Other used techniques include electrospinning, cold gas dynamic spraying, and surface cladding.
However, despite extensive work and the availability of multiple surface modification approaches, more dedicated research is needed to overcome the problems associated with magnesium-based implants. Improving the corrosion rate without sacrificing the biocompatibility and improving strength without stress shielding effects have become essential for a successful implant.
This review paper aims to give an account of various types of surface modification techniques being used for magnesium-based alloys and related aspects. Typical examples taken from recently published works in this area have been presented in this paper. We have also discussed the factors necessary for selecting an implant material and future scope.
Types of medical implants
An implant is a prosthetic device fabricated from biomaterials used to support a fractured bone or replace a missing part of the body. Implants can be classified on the basis of their applications as dental implants,11 orthopedic implants,12 cardiovascular implants,13 and neurological implants.14 Figure 1 shows types of medical implants with their applications.

Types of medical implants
Basic requirements of a suitable implant material
The important criteria on which the properties of the implant depend are grouped into four categories: (1) Physical, (2) Mechanical, (3) Chemical, and (4) Biological, as shown in Fig. 2.

Basic criteria for the selection of an implant material
The basic requirements for selecting a material for implant applications depend on the material properties. In Table 1, important properties related to implant material are given.
Commonly used materials for implant applications
Various types of materials are used for making implants for medical applications.31 Material selection for implants depends on the type of application. In some applications, implants are intended to stay inside the body for longer periods, then non-biodegradable materials are used. When implants are intended to remain inside the body for a limited time and are required to degrade completely inside the body, biodegradable materials are used. The most commonly used materials for implant applications are given in Table 2.
Importance of magnesium alloy for implant applications
Magnesium is a revolutionary material for implant applications. Mg has several properties that overcome the limitations of other implant materials. Magnesium has low density. Its strength-to-weight ratio is quite high.42 The elastic modulus of magnesium is 45 GPa, close to that of human bones (40–57 GPa).43 At the same time, other implant materials have a much higher modulus of elasticity. Commercially pure titanium has a modulus of elasticity of 106 GPa.44 Due to this favorable property, the stress shielding effect in magnesium-based implants is much lower than other metallic implants. Magnesium also has high degradation rates, and if degradation rates are controlled, implant material will degrade at the desired speed and degrade completely inside the body. This avoids the need for revision surgery for implant removal, thereby reducing health risks, costs, and scarring.45 Magnesium acts as a nutrient in human body. Hence, the remains of magnesium are not toxic and harmful to the body. Magnesium is also helpful in the prevention of many diseases.46 The daily requirement of Mg ions in a human body is between 250 and 500 mg depending on age and other factors.47 About 20 g of Mg remains present in a healthy human body of an average of 70 kg. Magnesium has various metabolic and biological functions in our body, and the degraded products of magnesium can aid in those functions.48
Designation of magnesium alloys
Magnesium alloys are designated based on the amount of principal alloying elements. The abbreviations used for the designation of magnesium alloy are given in Table 3 and an example of alphanumeric designation of magnesium alloy is given in Table 4.
Mechanical properties analysis of Mg with other metallic implants
Metallic materials like titanium alloys, cobalt-chromium alloys, and stainless steel have been extensively employed for making implants for a long time. These metallic materials have good strength, toughness, and low susceptibility to corrosion. Due to these properties, they remain for a longer time in the body and support the cracked or damaged bone until there is a full recovery. But, in case of minor damages in bones and tissues, these implants, which are less susceptible to corrosion, are not preferred. These metallic implants also differ from the properties of human bones. Biodegradable materials like zinc,50 biopolymers,51 and magnesium alloys nowadays replace conventional metallic implants. They possess good biodegradability and biocompatibility. Their properties are also comparable to bone material. The mechanical properties of various implant materials are given in Table 5.
Based on mechanical properties, we can compare magnesium alloys with other implant material. For implant applications, magnesium alloys have certain advantages and disadvantages which are mentioned in Tables 6 and 7, respectively.
Advantages and disadvantages of Mg alloys
Need of surface modification in magnesium-based implant materials
In the biological environment, magnesium degrades rapidly and even before the complete healing of the fractured bone.69 During degradation of the implant material, hydrogen evolution takes place, which further accelerates the corrosion rates. Also, there are high chances of alkalization at the implant-tissue interface. There will be premature implant failure, reduced bioactivity, and severe inflammatory reactions in these circumstances.70 Therefore, surface modification of the magnesium alloys is required to reduce or control the degradation rate to match the healing rate of the bone. The surface modification also improves the biocompatibility, bioactivity, and mechanical properties of the implant.71
Various surface modification techniques of magnesium-based alloys
Surface modification means modifying the implant surface by altering its microstructure, composition, or both. Surface modification can be achieved in the following ways:
-
(1)
Deposition: Protective layer is deposited on the substrate surface to prevent corrosion.72
-
(2)
Alloying: Two or more metals are mixed to form an alloy that is corrosion resistant.73
-
(3)
Microstructural modification: Techniques like severe plastic deformation74 or ultrasonic nanocrystalline surface modification.75
Surface modification based on deposition or surface coating techniques can be classified into two major categories: (1) conversion coatings and (2) non-conversion coatings. Figure 3 shows classification of surface coating techniques of magnesium-based alloy.

Classification of surface coating techniques for magnesium alloys
Conversion coatings
Conversion coatings of magnesium alloys consist of coating oxide or hydroxide of magnesium. The oxidation of the substrate surface results in the formation of oxides or hydroxides layers which act as barriers against corrosion. Various techniques come under conversion coatings like plasma electrolytic oxidation (PEO), anodization, or hydrothermal treatment.
Plasma electrolytic oxidation is the most versatile, simple, and eco-friendly coating technique in all conversion coating processes.76
Plasma electrolytic oxidation
Micro-arc oxidation or plasma electrolytic oxidation is the most commonly used surface coating technique to produce thick and dense oxide layers.77 In this method, plasma is generated and discharged using an external power supply in a low concentration electrolyte near the workpiece, which acts as anode of the system. A high-temperature plasma is generated between the electrodes. The generated plasma melts the workpiece surface. An inert and highly adhering oxide layer is formed over the substrate surface.78 The oxide layer formed on the surface of the implant material can have variables.79 This makes the process favorable for biomedical applications. The basic setup of the plasma electrolyte oxidation technique is shown in Fig. 4.

Setup diagram of DC plasma electrolytic oxidation technique
Tang et al. coated hydroxyapatite on AZ31 Mg alloy by plasma electrolyte oxidation.80 They studied the variation in HA-coated alloy properties with the variation in applied voltage. The corrosion studies of the substrates were done by placing them in the Hanks’ solution.81 SEM images of the substrates are shown in Fig. 5. The bonding strength of coatings decreased on increasing applied voltage. Both surface roughness and contact angles were increasing with the voltage. Hydrogen evolution was minimum at 400 V, and thus best corrosion resistance was observed at this voltage.

Surface morphologies of the PEO coatings produced at (a) 250 V, (b) 400 V, and (c) 500 V80
Hussein et al.79 studied the effects of process parameters on corrosion resistance of AJ62. The impact of current mode and discharge was studied. The unipolar current mode caused significant porosity and microcracks. The bipolar current mode caused a thick inner part, and a thin outer layer with a porous structure. The bipolar mode had better corrosion resistance than the unipolar mode.
Zhuang et al.82 investigated the effects of current density on PEO-coated magnesium alloy. From the SEM images taken (Fig. 6), after coating, pores were found on the surface. With the increase in current density, pore size increased, and the number of pores decreased. Coatings produced at higher current densities were thicker and thus had more corrosion resistance.

SEM images of the surface morphologies produce at current densities of (a) 5 A/dm2, and (b) 20 A/dm282
Toulabifard et al.83 investigated the effects of electrolytes on coating. Coatings were developed on AZ31. Electrolytes used were silicate, phosphate, and aluminate-based. From the surface morphology of the substrates, a volcano type of structure with craters was observed on the aluminate-based coating. Non-uniformly distributed micropores with sintered craters were obtained on phosphate-based coating and a highly porous structure with a network of micropores was obtained on silicate-based coating. During two days immersion test, the highest corrosion resistance was observed in silicate-based coatings.
Parichehr et al.84 deposited a composite coating of PEO/silane on AZ31 Mg alloy. The pores generated during PEO coating were filled by silane. The silane coating did not allow the electrolyte to enter into the substrate. This had improved corrosive strength of the alloy.
Wang et al.85 deposited MgO and ZrO2 and compared their corrosion behavior and cytotoxicity. From the polarization tests, the corrosion potential of ZrO2-based and MgO-based coating was − 1.3911 V and − 1.4174 V, respectively. Thus, ZrO2-based coating had better corrosion resistance than MgO-based coating. ZrO2-based coating did not cause any toxicity and promoted the growth of the cells.
da Silva Rodrigues et al.86 performed PEO coating on ZK30 alloy and investigated their corrosion resistance. The PEO-coated ZK30 exhibited increased corrosion resistance and decreased hydrogen evolution rates compared to the uncoated ZK30 alloy.
Anodization
Anodization is a simple technique of surface coating of magnesium alloys to control the degradation rate.87 This is an eco-friendly process. It employs low voltage and low energy. The coating thickness between 5 and 200 µm can be achieved by this process.88
Xue et al.89 deposited coatings pure Mg and AZ91D alloy from an electrolyte containing sodium hydroxide and sodium silicate showing increased corrosion resistance. Anodization time had substantial effects on corrosion resistance. Variation in the anodization parameters, like electrolytic concentration, time, and current density, greatly affected the porosity and quality of coatings.
Chai et al.90 studied the impact of various process parameters in anodized AZ31 Mg alloy. They studied the effect of sodium silicate in the electrolyte, corrosion current density, and temperature. The addition of sodium silicate resulted in sparking and anodic film formation. The film increased the corrosion resistance of the coating. The amount of sodium silicate also had a significant impact on coating. The optimum concentration was 90 g/L. The use of high current density increased porosity and corrosion resistance. The surface morphologies of the substrates at different current densities are shown in Fig. 7.

SEM images of the surface anodized at different current densities90
Forero López et al. studied the corrosion resistance of the AZ91D alloy-coated samples produced in molybdate solution. The corrosion current density obtained was 0.0165 ± 0.005 mA/cm2.91 The coating thickness was approximately 70 µm. The coating had shown good corrosion resistance. Mousa et al. investigated the corrosion resistance of AZ31B.92 They had also investigated the cytocompatibility of the coating. The addition of ZrO2 nanoparticles enhanced bioactivity and biocompatibility.
Chemical conversion coating
In this technique, magnesium alloy substrates are immersed into solutions containing calcium phosphate. Some organic constituents like tannic acid, epigallocatechin gallate,93 PLA,94 or phytic acid95 may also contain in the solutions. Calcium phosphates, such as HA or brushite, are the most common coating constituents while Mg(OH)2 being a minor component.
Zhu et al.96 deposited AZ31 alloy with HA/tannic acid. The surface morphologies of the bare and coated alloys are shown in Fig. 8. A uniform microstructure was obtained due to the inclusion of tannic acid, which promotes the increment of nucleation sites of hydroxyapatite. Corrosion current density decreased considerably and corrosion potential increased by about 160 mV. The coated alloy also promoted cell growth. SEM images of the substrates after the immersion tests for 7 days are shown in Fig. 9.

SEM images of (a) AZ31, (b) TA/AZ31, (c) HA/AZ31, and (d) TA/HA/AZ3196

SEM images of the surface after immersion test for 7 days (a) uncoated AZ31 (b) TA/AZ31, (c) HA/AZ31, and (d) TA/HA/AZ3196
A bilayer coating of DCPD/PLA was developed on Mg–Nd–Zn–Zr alloy by Zhang et al.94 The value of icorr for the coated alloy was 0.95 µA/cm2. The coated alloy showed good corrosion resistance biocompatibility and promoted cell growth.
Zeng et al.97 deposited chemical conversion coatings on AZ31 Mg alloy. Coatings of zinc calcium phosphate were developed. Coated samples improved corrosion resistance. But the presence of micro cracks and voids affected the corrosion resistance.
Liu et al.98 deposited calcium-phosphate chemical conversion coatings on AZ91D Mg alloy. Coating consisted of CaPO4·2H2O protected from corrosion.
Hydrothermal treatment
Conversion coating by hydrothermal treatment is used to deposit magnesium hydroxide layers on the magnesium alloys surface.99 By hydrothermal treatment, corrosion resistance of the substrate can be improved, and hydrogen evolution can be controlled.
Xu et al.100 treated ZK60 Mg alloy hydrothermally with time and temperature variation. After the treatment, the formation of Mg(OH)2 layers improved the corrosion resistance. A sample of 1.78 µm thickness of magnesium hydroxide film treated at 120°C for 24 h shows the best corrosion resistance.
Wang et al.101 deposited a coating of Mg(OH)2 on AZ31 substrates with hydrothermal treatment. The coating formed was dense and uniform, and coating thickness is directly proportional to time. But if treatment time became more than 6 h, coating quality deteriorated.
Peng et al.102 deposited Mg–Al double hydroxide layer into Mg(OH)2 coating on Mg-Nd-Zn-Zr alloy. The coating produced was corrosion-resistant and biocompatible. A compact film of MgCO3 was generated if the exposure was for more than 3 h. The corrosion current density of the coated alloy was lesser than that of the bare alloy. Therefore, better corrosion resistance in the case of a coated alloy compared to the bare alloy.
Guo et al.103 deposited a coating hydrothermally on AZ31 Mg alloy. The coated layer was sealed with polymethyltrimethoxysilane (PMTMS) and CeO2. A 13-µm-thick coating was obtained in the process. The sealed surface did not allow Cl− ions and H2O molecules to get into the substrate. This had increased the corrosion resistance. From the polarization tests, icorr for bare substrate was 1.51 ± 0.08 × 10−5A·cm−2. For coated substrates, icorr was significantly reduced. SEM images of the substrate surfaces of Mg(OH)2/PMTMS/ CeO2 were taken after the immersion for the periods of 3, 7, and 14 days (shown in Fig. 10). Microcracks were also sealed by coating.

SEM images of immersion test of Mg(OH)2/PMTMS/ CeO2-coated samples after: (a) 3 days, (b) 7 days, and (c) 14 days103
Zhang et al.104 used one-step hydrothermal to deposit a superhydrophobic coating on AZ31 Mg alloy. Corrosion tests of the coated and bare substrates were performed in NaCl solution. The coated alloy substrate had electric impedance 16 times more than bare alloy.
Cui et al.105 deposited SnO2-doped dicalcium phosphate using the hydrothermal treatment on AZ31. A thick coating of 40 µm was obtained. The surface smoothness of the coating increased by increasing the amount of SnO2. The addition of SnO2 increased corrosion resistance in the coated alloy.
Non-conversion coatings
In case of conversion coating, magnesium base metal is converted to get a coating of oxide or hydroxide of magnesium. While, in non-conversion coating, the coating material is not obtained from the base metal. Properties and composition of coating material may differ from base metal. Coating of calcium phosphates, predominantly hydroxyapatite, was done on the Mg alloy substrate. Both chemical and physical methods were used for the deposition of the coatings.
Physical deposition methods
Various methods of physical deposition have been used for the coating of magnesium alloys. These methods are physical vapor deposition, electrophoretic, magnetron sputtering, and cold gas dynamic spraying.
Physical vapor deposition
In physical vapor deposition, the material to be coated is first converted into vapor phase and then deposited onto the magnesium alloy substrate. This method is widely used for depositing thin coatings on magnesium alloys.106, 107 A duplex coating of MAO/TiN108 and MAO/Al109 was applied on AZ31 using multi-arc ion plating. The SEM images of the coated surfaces are shown in Fig. 11. The coating films tend to seal the porous oxide layers and enhance the corrosion resistance properties of the alloy. However, droplets and cavities within the surface films may cause corrosion.

SEM images of the surface of (a) MAO coated, (b) MAO/TiN coated108
Radio-frequency magnetron sputtering
Magnetron sputtering is a physical coating technique used for depositing thin films on the substrate by applying a magnetic field. It allows faster deposition at a lower pressure than other coating techniques.
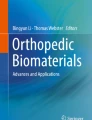
Surmeneva et al.110 had deposited an ultrathin layer of coating of HA on Mg-Ca alloy. Coating thickness was between 550 and 750 nm. SEM images of the coated substrate surface are shown in Fig. 12. The Tafel plots for uncoated and coated alloy are shown in Fig. 13. The corrosion current density, icorr of the bare electrode, was 90 ± 14.1 µA/cm2, while for coated alloy, icorr was 1.8 ± 1.8 µA/cm2. The addition of HA decreased corrosion current density by 98% and hence enhanced corrosion resistance significantly. In this study, researchers found that applying an ultrathin layer of HA on the substrate can cause a significant reduction in corrosion. This behavior can be utilized to develop long-lasting coatings on magnesium alloy-based implants.

Surface morphology of HA-coated Mg–Ca alloy110

Tafel plots for uncoated and HA-coated alloy110
Bita et al.111 deposited hydroxyapatite (HA) and bio-glass (BG) on Mg-Ca alloy substrates by RF-MS and evaluated the adhesion of the coatings. The mean adhesion values obtained from adhesion pull-out tests for both HA and BG were higher than required (15 MPa).
A thin nanostructured HA was coated on AZ91 alloy.112 SEM images uncoated and HA-coated alloy substrates are shown in Fig. 14. The coating was dense, smooth, and pore-free. Polarization tests were performed in which corrosion current density, icorr, was obtained lower in the coated alloy (0.35 µA/cm2) than the bare alloy (80.88 µA/cm2). SEM images after electrochemical corrosion tests are shown in Fig. 15. Corrosion pits were found in large numbers in uncoated alloy substrates. Immersion tests were conducted in the SBF solution. During immersion tests in the SBF fluid, a bone-like apatite was formed.

SEM images of AZ91 alloy (a) bare substrate and (b) coated substrate112

SEM images after the corrosion test (a) bare alloy and (b) HA-coated alloy112
Yoshimura113 deposited a thin coating of palladium on magnesium substrates using RF-magnetron sputtering process. The deposited layer acts as hydrogen absorbent which further protected the surface from corrosion.
Electrophoretic deposition
Electrophoretic deposition is a versatile technique for magnesium-based alloy coatings. Various biomaterials like hydroxyapatite, polymeric material, calcium magnesium silicate, graphene, and carbon nanotubes have been used for coating using the EPD process.114,115,116 This process has many advantages, including simple equipment, tight microstructural features, and orthopedic applications.
Manoj Kumar et al.117 applied hydroxyapatite on Mg-3Zn alloy. From morphological studies, at low surface roughness and high annealing temperature, coatings formed were uniform and homogeneous with the minimum number of cracks. At 400°C, when surface roughness decreased, fracture toughness elastic modulus, elastic modulus, and microhardness of the coating increased by 73%, 26%, and 30%, respectively. The corrosion resistance of HA coating deposited by the EPD process increased about 25 times. Cell adhesion and viability also improved in HA-coated Mg alloys. SEM images of the coated surface after immersion tests are shown in Fig. 16.

SEM images of the surface of HA-coated Mg-3Zn substrate after immersion for (a) 3 days, (b) 7 days, (c) 14 days117
Singh et al.118 deposited HA/Fe3O4/CS composite coating on AZ91 alloy. The potentiodynamic polarization tests revealed that icorr for uncoated AZ91 substrate was higher than other samples. HA-1Fe substrate had the lowest value of icorr and thus had better corrosion resistance.
Cordero-Arias et al.119 deposited nanostructured TiO2/alginate coating on AZ91D alloy and studied the corrosion behavior of the samples. Corrosion potential for coated alloy substrate was more than bare alloy.
Amiri et al.120 deposited nano-zirconia on AZ91D Mg alloy by electrophoretic deposition. The value of icorr for uncoated alloy was 18.4 µA/cm2, while for the coated substrate was 12 µA/cm2. This showed an increase in corrosion resistance after coating.
Rojaee et al.121 deposited MAO/BAG coating on AZ91 alloy. During immersion tests, apatite-like material was generated on the surface of coated alloy and thus promoting bioactivity. From the polarization curves obtained, icorr for uncoated AZ91 substrate was 22.14 ± 3.214 µA/cm2, for MAO-coated substrate 0.58 ± 0.010 µA/cm2 and for MAO/BAG substrate was 0.02 ± 0.006 µA/cm2. This showed improvement in corrosion resistance.
Cold gas dynamic spraying
In this technique, coatings were produced by spraying gas at lower temperatures and applying high pressure to deposit the coating material particles on substrates. A CGDS coating was deposited to AZ51 Mg alloy to obtain a thickness of 20–30 µm.122 Substrates were first preheated to 400°C. HA particles were then sprayed to get a coating thickness of 20–30 μm. The surface morphology of the HA-coated substrate is shown in Fig. 17. The surface morphologies during immersion tests for 4, 10, and 14 days are shown in Fig. 18. During immersion tests, coating started to dissolve initially but regenerated after 10 days. Degradation of HA coating caused the deposition of various calcium phosphate compounds. Thus, HA-coated samples reduced the degradation rates with the dissolution and re-precipitation of apatite.

Surface morphology of the HA-coated AZ51 substrate122

Surface morphologies of the substrate during immersion tests in the SBF solution after (a) 1 day, (b) 4 days, (c) 10 days, and (d) 14 days122
Chemical deposition techniques
Chemical deposition methods produce coatings by exposing the substrate surface to one or more volatile precursors. These precursors react or decompose on the substrate surface to produce the desired deposit of the coating.
Pulsed electrodeposition
Pulsed electrodeposition is more advantageous as compared to conventional electrodeposition. In the conventional electrodeposition, hydrogen bubbles get accumulated at the cathode. Hydrogen evolution disturbs the precipitation of the coating. In the case of pulsed electrodeposition, the use of pulsed current, the current gap allows the hydrogen bubbles to get desorbed from the substrate surface. This allows the use of higher current densities. However, even using higher current densities, a stoichiometric HA layer is difficult to obtain.123 Hence, hydrogen peroxide is used with the pulsed electrodeposition process to form HA.124
Wan et al.125 investigated the effects of pulsed electrodeposition in Si-doped calcium phosphate on AZ31 alloy. Both time and temperature affected morphology, composition, and homogeneity of Ca–P coating. Denser coatings were produced with the time at the same deposition temperature. At a deposition temperature of 40°C and deposition time of 40 min, a compact and uniform coating was obtained with improved corrosion resistance. Shangguan et al.126 studied the corrosion behavior of the inner corrosion layer formed on Mg–Sr alloy by pulsed electrodeposition. Figure 19 shows SEM images of the substrates. A corrosion layer was observed between the substrate and the outer surface of the PED coating. From corrosion test results, it was observed that the corrosion resistance of the coated alloy was lower than the uncoated alloy. From this observation, it can be concluded that the pulsed electrodeposition process is not suitable for materials with poor corrosion resistance like the Mg–Sr alloy used in this study.

SEM images of the surface of PEO coating on (a) as-cast Mg–Sr alloy and (b) as-extruded Mg–Sr alloy126
Heimann deposited a Si–HA layer on magnesium alloy.127 The effect of the inclusion of Si in the HA structure was studied. Four different electrolytes were taken having different molar ratios of SiO32−. The corrosion resistance of the coated samples prepared in 0.005 mol/L SiO32− electrolytic solution was higher than undoped HA-coated alloy.
Fluorine-doped hydroxyapatite (FHA) and brushite were deposited on Ca-doped magnesium alloy.128 The corrosion rate for bare alloy was 7.17 mm/year, for brushite-coated substrate was 0.14 mm/year and for FHA-coated substrate was 0.13 mm/year.
Hydrothermal deposition
Kaabi Falahieh Asl et al.129 deposited calcium phosphate on AZ31 alloy using hydrothermal deposition. The corrosion behavior and the biocompatibility of the coated alloy were studied. The deposited coating consisted of tricalcium phosphate and monetite. The corrosion protection of the coatings was dependent on deposition time and temperature. This had been confirmed by the corrosion studies. The mass loss in the simulated body fluid was higher in case of uncoated substrate. The corrosion current density of the coated magnesium decreased significantly.
Kaabi Falahieh Asl et al.130 used one-step hydrothermal process to deposit composite coatings of calcium phosphate/polymer on AZ31 Mg alloy. The elastic modulus of the coating was found comparable to that of human bones and hereby reducing the stress shielding effects. This was due to the inclusion of polymer in the coatings. The cracking tendency was also reduced, which was revealed by nanoindentation tests. The corrosion resistance increased significantly, which is necessary for implant applications. Cell adhesion capability was also improved as per the cell proliferation studies.
Kavitha et al.131 deposited strontium phosphate (Sr–P) coatings on magnesium by hydrothermal treatment process in the range of temperatures of 80–200°C. This process was performed in a short duration of 30 min. The effect of treatment temperature was significant on coatings. The surface obtained was homogenous and compact. As the treatment temperature was increased, parameters such as density and surface roughness also increased. The deposited coatings were extremely crystalline, with major constituents like magnesium phosphate and Sr phosphate and minor constituents like Mg(OH)2 and Sr(OH)2. The immersion tests were conducted in the simulated body fluid (SBF) solution for 240 h. Polarization curves are shown in Fig. 20. The values of icorr for uncoated alloy was 22.06 ± 2.7 µA/cm2 and for Sr–P-coated alloy treated at 200°C was 0.985 ± 0.3 µA/cm2. The coated magnesium was more corrosion resistant than the uncoated magnesium alloy in the SBF solution. During immersion, a bone like apatite was formed confirming its bioactivity.

Tafel curves of uncoated and Sr–P-coated Mg hydrothermally treated at different temperatures131
Sol gel-based dip and spin coatings
The sol–gel process is a wet chemical method. It is commonly used to produce ceramic coatings by inorganic precursors or hydrolysis of organometallic compounds (alkoxides), producing a gel of hydrous oxides. A dense ceramic coating can be attained after the subsequent sintering.127
The dip-coating technique is similar to the sol–gel technique. A volatile medium is utilized in the dip-coating technique, which evaporates fast when the substrate is removed from the liquid coating medium.132, 133 Dip coating is a faster than sol–gel technique. In dip coating, the liquid gel transforms to solid surface film in few minutes. It depends on rate of evaporation of the solvent.134
In spin coating, viscosity and spin velocity are the two main parameters. The thickness of the coating deposited decreases with the increase in spin velocity. Coating thickness also varies with time.135 Sol–gel-based coatings were also generated using biopolymers.136 Figure 21 shows the steps in sol–gel-based spin coatings.

Steps in spin coating process: (a) Deposition, (b) Spin up, (c) Spin off, and (d) Evaporation
Widati et al.137 produced coatings of hydrophobic glass. They used silicon dioxide, titanium dioxide and methyltrimethoxysilane. Addition of titanium oxide improved surface roughness and hydrophobicity. Wang et al.138 deposited silane/Mg(OH)2 on AZ31. From the EIS and immersion tests, the coated samples were more corrosion resistant than uncoated samples. Coatings were also bioactive and promote cell growth.
Patil et al.139 deposited n-decyltriethoxysilane and tetramethoxysilane. Coated samples were corrosion resistant and non-toxic. Coatings were bioactive and promotes cell growth. In cell culture, no calcium phosphate was observed on the surface.
Ren et al.140 deposited nanostructured magnesium phosphate/PLA coatings on AZ31. Coating thickness was 500 nm. SEM images of the substrates are shown in Fig. 22. Corrosion resistance of the samples was increased after coating. During the immersion in the SBF solution, apatite precipitation observed on coated sample surface. This showed higher biomineralization capacity indicating its potential to be used in orthopedic applications.

SEM images of the surface of (a) uncoated AZ31, (b) PLA-coated AZ31, (c) nAMP/PLA-coated AZ31140
Córdoba et al.141 developed a hybrid collagen/chitosan and TiO2/silane coatings on AZ31 and ZE41 magnesium alloys. Due to biopolymers collagen and chitosan, CaCO3 and MgCO3 were produced as corrosion products. They provided corrosion protection to the magnesium substrate.
Upadhyay et al.142 deposited silica-based sol–gel coatings on AZ31B. Coatings were doped with dopamine hydrochloride, diazolidinyl urea, quinaldic acid, and betaine.
Johnson et al.143 deposited nanostructured hydroxyapatite(nHAp)/PLGA coatings to control magnesium-based alloy corrosion. Results of the characterization of the coated alloy substrate. Compared to uncoated Mg, the coated Mg increased the corrosion potential and decreased the corrosion current in the revised simulated body fluid. Deposition of calcium phosphate was observed on the surface of the nHAp/ PLGA-coated alloy after 24 h. of immersion in Rsbf, ensuring its potential bioactivity. While in the case of only PGLA-coated Mg alloy, no significant amount of calcium phosphate was observed.
Conclusions and future scope
In this literature, various surface modification techniques of magnesium-based alloys have been discussed for implant applications. The selection of a coating method depends on the requirements of the implant for a particular application. The coated surface obtained by various coating techniques was corrosion-resistant and biocompatible.
The critical factors to consider before introducing biodegradable coatings are discussed below:
Surface morphology
The surface morphology of coatings has impacts on the corrosion behavior and cell adhesion.144, 145 In most surface observations, surface topography was studied using SEM.146 The surface morphology mainly depends upon the type of alloy, principal alloying elements, and the type of biomaterial used for coating. In most of the studies, the biomaterials used for coating had increased the corrosion resistance of the base material. The coating thickness obtained was in the range of micron to nanometer, depending on the type of process and application. Other parameters like surface roughness, porosity, and surface wear also affect the performance of the implant.
Corrosion rate
Corrosion studies were done in most of the reviewed papers. The corrosion rates were found by immersion tests, EIS tests, and Tafel plots. The composition, concentration, time, and other related parameters of the electrolyte or the SBF solution were varied. The effect of these variations on the corrosion resistance of the coatings was studied.
The most commonly used technique for determining corrosion rates was the potentiodynamic polarization method.147 It is performed in the SBF or NaCl solution to find corrosion current density, icorr, and corrosion potential Ecorr.148 Higher Ecorr and lower icorr will have better corrosion protection.149
Materials used for coating
Various organic or inorganic materials are used to deposit a coating on the substrate surface of the magnesium alloy.150 Materials for coating magnesium alloys include calcium phosphates, titanium dioxide, and biopolymers like PLA, PLGA, polypropylene, etc. Various materials used for coating magnesium alloys reviewed in this paper are presented in Table 8.
Mechanical behavior
The success of an implant material depends not only on its superior corrosion resistance but also on its mechanical behavior. Mechanical properties like microhardness, compressive strength, and fatigue strength affect the performance of an implant. Implants used in the hip151 and knee152 require high load-bearing capacity, and the implants used in dental applications require good fracture strength153 and microhardness. By applying biomaterials coating on the substrate surface, mechanical properties had improved.
Type of method used for coating
The selection of a particular method of coating is also important. It depends upon various factors like the type of substrate material, the thickness of coating required, surface roughness, porosity, and others. The surface coating methods of magnesium-based alloys are mainly classified into two categories: conversion and non-conversion coatings. In Figs. 23 and 24, pie charts show the percentage of research articles related to conversion coating and non-conversion coating techniques, respectively (Table 9).

Research articles reviewed in this paper of various conversion coating techniques

Research articles reviewed in this paper of various non-conversion techniques
Although a lot of research has been done in the field of surface modification of Mg alloys for implant applications, there is still a lot of work to be done to modify the surface of the magnesium-based implant. Controlling the degradation rate without compromising the biocompatibility and bioactivity is necessary for a successful implant. This paper gives an overview of magnesium-based alloys in medical applications and compares their properties with other commonly used biomaterials. This comparison can help researchers to develop a basic understanding of material selection for implants. This paper gives an insight into surface coating techniques used for magnesium-based alloys and related works done previously by different researchers. The study of corrosion behavior and other properties of a specific coating process can help researchers in future studies of the process.
Abbreviations
- PEO:
-
Plasma electrolytic oxidation
- MAO:
-
Micro-arc oxidation
- HA:
-
Hydroxyapatite
- SEM:
-
Scanning electron microscopy
- PLA:
-
Polylactic acid
- DCPD:
-
Dicyclopentadiene
- DCPA:
-
Dicalcium phosphate anhydrous
- MAO/TiN:
-
Micro-arc oxidation/titanium nitrate
- MAO/Al:
-
Micro-arc oxidation/aluminum
- CS:
-
Chitosan
- RF-MS:
-
Radio-frequency magnetron sputtering
- BG:
-
Bioglass
- SBF:
-
Simulated body fluid
- EPD:
-
Electrophoretic deposition
- MAO/BAG:
-
Micro-arc oxidation/bio-active glass
- CGDS:
-
Cold gas dynamic spraying
- PED:
-
Pulsed electrodeposition
- EIS:
-
Electrochemical impedance spectroscopy
- PLGA:
-
Poly(lactic-co-glycolic acid)
- nHAp:
-
Nanostructured hydroxyapatite
- Rsbf:
-
Revised simulated body fluid
References
Basova, TV, Vikulova, ES, Dorovskikh, SI, et al. “The Use of Noble Metal Coatings and Nanoparticles for the Modification of Medical Implant Materials.” Mater. Des., 204 109672 (2021)
Scarcello, E, Lobysheva, I, Bouzin, C, et al. “Endothelial Dysfunction Induced by Hydroxyl Radicals—The Hidden Face of Biodegradable Fe-Based Materials for Coronary Stents.” Mater. Sci. Engi. C, 112 110938 (2020)
Salman, SA, Kuroda, K, Okido, M, “Preparation and Characterization of Hydroxyapatite Coating on AZ31 Mg Alloy for Implant Applications.” Bioinorg. Chem. Appl., 2013 1–6 (2013)
Srinivasan, A, Ranjani, P, Rajendran, N, “Electrochemical Polymerization of Pyrrole Over AZ31 Mg Alloy for Biomedical Applications.” Electrochim. Acta, 88 310–321 (2013)
Vaira Vignesh, R, Padmanaban, R, Govindaraju, M, “Study on the Corrosion and Wear Characteristics of Magnesium Alloy AZ91D in Simulated Body Fluids.” Bull. Mater. Sci., 43 8 (2020)
Dziuba, D, Meyer-Lindenberg, A, Seitz, JM, et al. “Long-Term In Vivo Degradation Behaviour and Biocompatibility of the Magnesium Alloy ZEK100 for Use as a Biodegradable Bone Implant.” Acta Biomater., 9 8548–8560 (2013)
Yang, J, Cui, F, Lee, IS, “Surface Modifications of Magnesium Alloys for Biomedical Applications.” Ann. Biomed. Eng., 39 1857–1871 (2011)
Wang, H, Shi, Z, “In Vitro Biodegradation Behavior of Magnesium and Magnesium Alloy.” J. Biomed. Mater. Res. B Appl. Biomater., 98B 203–209 (2011)
Nouri, A, Wen, C. “Introduction to Surface Coating and Modification for Metallic Biomaterials.” In: Surface Coating and Modification of Metallic Biomaterials, pp. 3–60. Elsevier Inc. (2015)
Fares, C, Hsu, S-M, Xian, M, et al. “Demonstration of a SiC Protective Coating for Titanium Implants.” Materials, 13 3321 (2020)
Labis, V, Bazikyan, E, Zhigalina, O, et al. “Assessment of Dental Implant Surface Stability at the Nanoscale Level.” Dent. Mater., 38 924–934 (2022)
Figueiredo, L, Makhni, EC, Dierks, M, et al. “Early Cost Estimating Model for New Bioabsorbable Orthopedic Implant Candidates: A Theoretical Study.” J. Mech. Behav. Biomed. Mater., 124 104731 (2021)
Zou, D, Li, J, Kou, F, et al. “Reveal Crucial Subtype of Natural Chondroitin Sulfate on the Functionalized Coatings for Cardiovascular Implants.” J. Mater. Sci. Technol., 91 67–77 (2021)
Naser, Moghadasi A, “Neural Implant for the Treatment of Multiple Sclerosis.” Med. Hypotheses, 145 110324 (2020)
Braceras, I, de Maeztu, MA, Alava, JI, et al. “In Vivo Low-Density Bone Apposition on Different Implant Surface Materials.” Int. J. Oral Maxillofac. Surg., 38 274–278 (2009)
Carpenter, RD, Klosterhoff, BS, Torstrick, FB, et al. “Effect of Porous Orthopaedic Implant Material and Structure on Load Sharing with Simulated Bone Ingrowth: A Finite Element Analysis Comparing Titanium and PEEK.” J. Mech. Behav. Biomed. Mater., 80 68–76 (2018)
Wątroba, M, Bednarczyk, W, Kawałko, J, et al. “Design of Novel Zn-Ag-Zr Alloy with Enhanced Strength as a Potential Biodegradable Implant Material.” Mater. Des., 183 108154 (2019)
Li, J, Hu, J, Zhu, Y, et al. “Surface Roughness Control of Root Analogue Dental Implants Fabricated Using Selective Laser Melting.” Addit. Manuf., 34 101283 (2020)
Bartolomeu, F, Fonseca, J, Peixinho, N, et al. “Predicting the Output Dimensions, Porosity and Elastic Modulus of Additive Manufactured Biomaterial Structures Targeting Orthopedic Implants.” J. Mech. Behav. Biomed. Mater., 99 104–117 (2019)
Kashef, S, Asgari, A, Hilditch, TB, et al. “Fracture Toughness of Titanium Foams for Medical Applications.” Mater. Sci. Eng. A, 527 7689–7693 (2010)
Kumar, P, Ahuja, IS, Singh, R, “Experimental Investigations on Hardness of the Biomedical Implants Prepared by Hybrid Investment Casting.” J. Manuf. Process., 21 160–171 (2016)
Wang, S, Wu, D, She, H, et al. “Design of High-Ductile Medium Entropy Alloys for Dental Implants.” Mater. Sci. Eng. C, 113 110959 (2020)
Falkowska, A, Seweryn, A, Szusta, J, “Predicting the Fatigue Strength and Life of 316L Steel Sinters of Varying Porosity for Implants in a Uniaxial Loading State.” Eng. Fract. Mech., 200 146–165 (2018)
Hua, N, Hong, X, Liao, Z, et al. “A Biocompatible Pd-based BMG with Excellent Corrosive-Wear Resistance for Implant Applications.” Intermetallics (Barking), 124 106847 (2020)
Wu, C, Ramaswamy, Y, Soeparto, A, et al. “Incorporation of Titanium into Calcium Silicate Improved Their Chemical Stability and Biological Properties.” J. Biomed. Mater. Res. A, 86 402–410 (2008)
Paun, IA, Moldovan, A, Luculescu, CR, et al. “Biocompatible Polymeric Implants for Controlled Drug Delivery Produced by MAPLE.” Appl. Surf. Sci., 257 10780–10788 (2011)
Zhu, W, Guo, J, Yang, W, et al. “Biodegradable Magnesium Implant Enhances Angiogenesis and Alleviates Medication-Related Osteonecrosis of the Jaw in Rats.” J. Orthop. Translat., 33 153–161 (2022)
Lee, BEJ, Exir, H, Weck, A, et al. “Characterization and Evaluation of Femtosecond Laser-Induced Sub-micron Periodic Structures Generated on Titanium to Improve Osseointegration of Implants.” Appl. Surf. Sci., 441 1034–1042 (2018)
Golasiński, KM, Detsch, R, Szklarska, M, et al. “Evaluation of Mechanical Properties, In Vitro Corrosion Resistance and Biocompatibility of Gum Metal in the Context of Implant Applications.” J. Mech. Behav. Biomed. Mater., 115 104289 (2021)
Tuomi, JT, Björkstrand, RV, Pernu, ML, et al. “In Vitro Cytotoxicity and Surface Topography Evaluation of Additive Manufacturing Titanium Implant Materials.” J. Mater. Sci. Mater. Med., 28 53 (2017)
Kumar, R, Dubey, R, Singh, S, et al. “Multiple-Criteria Decision-Making and Sensitivity Analysis for Selection of Materials for Knee Implant Femoral Component.” Materials, 14 2084 (2021)
Muley, SV, Vidvans, AN, Chaudhari, GP, et al. “An Assessment of Ultra Fine Grained 316L Stainless Steel for Implant Applications.” Acta Biomater., 30 408–419 (2016)
Mahajan, A, Sidhu, SS, “In Vitro Corrosion and Hemocompatibility Evaluation of Electrical Discharge Treated Cobalt-Chromium Implant.” J. Mater. Res., 34 1363–1370 (2019)
Zheng, Q, Mao, L, Shi, Y, et al. “Biocompatibility of Ti-6Al-4V Titanium Alloy Implants with Laser Microgrooved Surfaces.” Mater. Technol. 1–10 (2020). https://doi.org/10.1080/10667857.2020.1816011
Wauthle, R, van der Stok, J, Yavari, SA, et al. “Additively Manufactured Porous Tantalum Implants.” Acta Biomater., 14 217–225 (2015)
Bian, D, Zhou, W, Deng, J, et al. “Development of Magnesium-Based Biodegradable Metals with Dietary Trace Element Germanium as Orthopaedic Implant Applications.” Acta Biomater., 64 421–436 (2017)
Hagelstein, S, Zankovic, S, Kovacs, A, et al. “Mechanical Analysis and Corrosion Analysis of Zinc Alloys for Bioabsorbable Implants for Osteosynthesis.” Materials, 15 421 (2022)
Francis, A, Yang, Y, Virtanen, S, et al. “Iron and Iron-Based Alloys for Temporary Cardiovascular Applications.” J. Mater. Sci. Mater. Med., 26 1–16 (2015)
Gueye, M, Ammar-Merah, S, Nowak, S, et al. “Study of the Stability Under In Vitro Physiological Conditions of Surface Silanized Equimolar HfNbTaTiZr High-Entropy Alloy: A First Step Toward Bio-implant Applications.” Surf. Coat. Technol., 385 125374 (2020)
Lee, PW, Shukla, S, Wallat, JD, et al. “Biodegradable Viral Nanoparticle/Polymer Implants Prepared via Melt-Processing.” ACS Nano, 11 8777–8789 (2017)
Vorndran, E, Moseke, C, Gbureck, U, “3D Printing of Ceramic Implants.” MRS Bull., 40 127–136 (2015)
Guo, S, Liu, R, Jiang, X, et al. “Statistical Analysis on the Mechanical Properties of Magnesium Alloys.” Materials, 10 1271 (2017)
Zeng, R, Dietzel, W, Witte, F, et al. “Progress and Challenge for Magnesium Alloys as Biomaterials.” Adv. Eng. Mater., 10 B3–B14 (2008)
Niinomi, M, “Mechanical Properties of Biomedical Titanium Alloys.” Mater. Sci. Eng., 243 (1–2) 231–236 (1998)
Bazhenov, VE, Li, AV, Komissarov, AA, et al. “Microstructure and Mechanical and Corrosion Properties of Hot-Extruded Mg–Zn–Ca–(Mn) Biodegradable Alloys.” J. Magn. Alloys., 9 1428–1442 (2021)
Volpe, SL, “Magnesium in Disease Prevention and Overall Health.” Adv. Nutr., 4 378S-383S (2013)
Seelig, MS, “Perspectives in Nutrition the Requirement of Magnesium by the Normal Adult Summary and Analysis of Published Data.” Am. J. Clin. Nutr., 14 (6) 342–390 (1964)
Gohari-Kahou, M, Darroudi, S, Saberi-Karimian, M, et al. “The Association Between Serum and Dietary Magnesium with Cardiovascular Disease Risk Factors in Iranian Adults with Metabolic Syndrome.” Transl. Metab. Syndr. Res., 3 42–48 (2020)
Dieringa, H, Kainer, KU, Magnesium and Magnesium Alloys. Springer Handbooks, Springer, Berlin, pp. 147–155 (2018)
Guillory, RJ, Sikora-Jasinska, M, Drelich, JW, et al. “In Vitro Corrosion and In Vivo Response to Zinc Implants with Electropolished and Anodized Surfaces.” ACS Appl. Mater. Interfaces, 11 19884–19893 (2019)
Sasireka, A, Rajendran, R, Raj, V, “In Vitro Corrosion Resistance and Cytocompatibility of Minerals Substituted Apatite/Biopolymers Duplex Coatings on Anodized Ti for Orthopedic Implant Applications.” Arab. J. Chem., 13 6312–6326 (2020)
Niu, D, Zhang, C, Sui, X, et al. “Microstructure, Mechanical Properties and Tribo-Corrosion Mechanism of (CrNbTiAlVMo)xN1−x Coated 316 L Stainless Steel in 3.5 wt% NaCl Solution.” Tribol. Int., 173 107638 (2022)
Ko, K-H, Kang, H-G, Huh, Y-H, et al. “Effects of Heat Treatment on the Microstructure, Residual Stress, and Mechanical Properties of Co–Cr Alloy Fabricated by Selective Laser Melting.” J. Mech. Behav. Biomed. Mater., 126 105051 (2022)
Petrovskiy, P, Khomutov, M, Cheverikin, V, et al. “Influence of Hot Isostatic Pressing on the Properties of 316L Stainless Steel, Al–Mg–Sc–Zr Alloy, Titanium and Ti6Al4V Cold Spray Deposits.” Surf. Coat. Technol., 405 126736 (2021)
Kim, Y, Kim, EP, Noh, JW, et al. “Fabrication and Mechanical Properties of Powder Metallurgy Tantalum Prepared by Hot Isostatic Pressing.” Int. J. Refract. Met. Hard Mater., 48 211–216 (2015)
Bagherifard, S, Naderi Beni, R, Kajanek, D, et al. “Inclined and Multi-directional Surface Impacts Accelerate Biodegradation and Improve Mechanical Properties of Pure Iron.” J. Mech. Behav. Biomed. Mater., 119 104476 (2021)
Vojtěch, D, Kubásek, J, Šerák, J, et al. “Mechanical and Corrosion Properties of Newly Developed Biodegradable Zn-based Alloys for Bone Fixation.” Acta Biomater., 7 3515–3522 (2011)
Jiang, HS, Zheng, MY, Qiao, XG, et al. “Microstructure and Mechanical Properties of WE43 Magnesium Alloy Fabricated by Direct-Chill Casting.” Mater. Sci. Eng. A, 684 158–164 (2017)
Abdullaev, RN, Khairulin, RA, Kozlovskii, YM, et al. “Density of Magnesium and Magnesium-Lithium Alloys in Solid and Liquid States.” Trans. Nonferr. Met. Soc. China (Engl. Edit.), 29 507–514 (2019)
Xu, W, Birbilis, N, Sha, G, et al. “A High-Specific-Strength and Corrosion-Resistant Magnesium Alloy.” Nat. Mater., 14 1229–1235 (2015)
Kirkland, NT, Kolbeinsson, I, Woodfield, T, et al. “Synthesis and Properties of Topologically Ordered Porous Magnesium.” Mater. Sci. Eng. B Solid State Mater. Adv. Technol., 176 1666–1672 (2011)
López, HY, Cortés-Hernández, DA, Escobedo, S, et al. “In Vitro Bioactivity Assessment of Metallic Magnesium.” Key Eng. Mater., 309–311 453–456 (2006)
Wan, Y, Xiong, G, Luo, H, et al. “Preparation and Characterization of a New Biomedical Magnesium-Calcium Alloy.” Mater. Des., 29 2034–2037 (2008)
Chagnon, M, Guy, LG, Jackson, N, “Evaluation of Magnesium-based Medical Devices in Preclinical Studies: Challenges and Points to Consider.” Toxicol. Pathol., 47 390–400 (2019)
Song, G, “Control of Biodegradation of Biocompatable Magnesium Alloys.” Corros. Sci., 49 1696–1701 (2007)
Wu, G, Gong, L, Feng, K, et al. “Rapid Degradation of Biomedical Magnesium Induced by Zinc Ion Implantation.” Mater. Lett., 65 661–663 (2011)
Song, Y, Han, EH, Dong, K, et al. “Effect of Hydrogen on the Corrosion Behavior of the Mg-xZn Alloys.” J. Magn. Alloys, 2 208–213 (2014)
Nguyen, NT, Seo, OS, Lee, CA, et al. “Mechanical Behavior of AZ31B Mg Alloy Sheets Under Monotonic and Cyclic Loadings at Room and Moderately Elevated Temperatures.” Materials, 7 1271–1295 (2014)
Li, Z, Gu, X, Lou, S, et al. “The Development of Binary Mg–Ca Alloys for Use as Biodegradable Materials within Bone.” Biomaterials, 29 1329–1344 (2008)
Kuhlmann, J, Bartsch, I, Willbold, E, et al. “Fast Escape of Hydrogen from Gas Cavities Around Corroding Magnesium Implants.” Acta Biomater., 9 8714–8721 (2013)
Yang, J, Cui, F, Lee, IS, et al. “Plasma Surface Modification of Magnesium Alloy for Biomedical Application.” Surf. Coat. Technol., 205 S182–S187 (2010)
Aydın, İ, Bahçepınar, Aİ, Kırman, M, et al. “HA Coating on Ti6Al7Nb Alloy Using an Electrophoretic Deposition Method and Surface Properties Examination of the Resulting Coatings.” Coatings, 9 402 (2019)
Raducanu, D, Cojocaru, VD, Nocivin, A, et al. “Mechanical Alloying Process Applied for Obtaining a New Biodegradable Mg–xZn–Zr–Ca Alloy.” Metals (Basel), 12 132 (2022)
Mansoor, P, Dasharath, SM, “Microstructural and Mechanical Properties of Magnesium Alloy Processed by Severe Plastic Deformation (SPD)—A Review.” Mater. Today Proc., 20 145–154 (2020)
Baek, SM, Choi, IY, Moon, JH, et al. “Control of Magnesium In Vitro Degradation Based on Ultrafine-Grained Surface Gradient Structure Using Ultrasonic Nanocrystalline Surface Modification.” Materialia (Oxf.), 12 100821 (2020)
Wang, L, Wang, D, “Study on Energy Consumption of Al2O3 Coating Prepared by Cathode Plasma Electrolytic Deposition.” Ceram. Int., 44 657–662 (2018)
Liu, J, Zhu, X, Huang, Z, et al. “Characterization and Property of Microarc Oxidation Coatings on Open-Cell Aluminum Foams.” J. Coat. Technol. Res., 9 357–363 (2012)
Malayoglu, U, Tekin, KC, Shrestha, S, “Influence of Post-Treatment on the Corrosion Resistance of PEO Coated AM50B and AM60B Mg Alloys.” Surf. Coat. Technol., 205 1793–1798 (2010)
Hussein, RO, Zhang, P, Nie, X, et al. “The Effect of Current Mode and Discharge Type on the Corrosion Resistance of Plasma Electrolytic Oxidation (PEO) Coated Magnesium Alloy AJ62.” Surf. Coat. Technol., 206 1990–1997 (2011)
Tang, H, Han, Y, Wu, T, et al. “Synthesis and Properties of Hydroxyapatite-Containing Coating on AZ31 Magnesium Alloy by Micro-arc Oxidation.” Appl. Surf. Sci., 400 391–404 (2017)
Tang, H, Wu, T, Wang, H, et al. “Corrosion Behavior of HA Containing Ceramic Coated Magnesium Alloy in Hank’s Solution.” J. Alloys Compd., 698 643–653 (2017)
Zhuang, JJ, Song, RG, Xiang, N, et al. “Effect of Current Density on Microstructure and Properties of PEO Ceramic Coatings on Magnesium Alloy.” Surf. Eng., 33 744–752 (2017)
Toulabifard, A, Rahmati, M, Raeissi, K, et al. “The Effect of Electrolytic Solution Composition on the Structure, Corrosion, and Wear Resistance of PEO Coatings on AZ31 Magnesium Alloy.” Coatings, 10 1–19 (2020)
Parichehr, R, Dehghanian, C, Nikbakht, A, “Preparation of PEO/Silane Composite Coating on AZ31 Magnesium Alloy and Investigation of Its Properties.” J. Alloys Compd., 876 159995 (2021)
Wang, S, Fu, L, Nai, Z, et al. “Comparison of Corrosion Resistance and Cytocompatibility of MgO and ZrO2 Coatings on AZ31 Magnesium Alloy Formed via Plasma Electrolytic Oxidation.” Coatings, 8 441 (2018)
da Silva, Rodrigues J, Marasca Antonini, L, da Cunha Bastos, AA, et al. “Corrosion Resistance and Tribological Behavior of ZK30 Magnesium Alloy Coated by Plasma Electrolytic Oxidation.” Surf. Coat. Technol., 410 126983 (2021)
Murakami, K, Hino, M, Hiramatsu, M, et al. “Corrosion Protection of AZ91D Magnesium Alloy by Anodization Using Phosphate Electrolyte.” Mater. Trans., 48 3101–3108 (2007)
Blawert, C, Dietzel, W, Ghali, E, et al. “Anodizing Treatments for Magnesium Alloys and Their Effect on Corrosion Resistance in Various Environments.” Adv. Eng. Mater., 8 511–533 (2006)
Xue, D, Yun, Y, Schulz, MJ, et al. “Corrosion Protection of Biodegradable Magnesium Implants Using Anodization.” Mater. Sci. Eng. C, 31 215–223 (2011)
Chai, L, Yu, X, Yang, Z, et al. “Anodizing of Magnesium Alloy AZ31 in Alkaline Solutions with Silicate Under Continuous Sparking.” Corros. Sci., 50 3274–3279 (2008)
Forero López, AD, Lehr, IL, Saidman, SB, “Anodisation of AZ91D Magnesium Alloy in Molybdate Solution for Corrosion Protection.” J. Alloys Compd., 702 338–345 (2017)
Mousa, HM, Hussein, KH, Pant, HR, et al. “In Vitro Degradation Behavior and Cytocompatibility of a Bioceramic Anodization Films on the Biodegradable Magnesium Alloy.” Colloids Surf. A Physicochem. Eng. Asp., 488 82–92 (2016)
Zhang, H, Luo, R, Li, W, et al. “Epigallocatechin Gallate (EGCG) Induced Chemical Conversion Coatings for Corrosion Protection of Biomedical MgZnMn Alloys.” Corros. Sci., 94 305–315 (2015)
Zhang, L, Pei, J, Wang, H, et al. “Facile Preparation of Poly(lactic acid)/Brushite Bilayer Coating on Biodegradable Magnesium Alloys with Multiple Functionalities for Orthopedic Application.” ACS Appl. Mater. Interfaces, 9 9437–9448 (2017)
Zhang, M, Cai, S, Zhang, F, et al. “Preparation and Corrosion Resistance of Magnesium Phytic Acid/Hydroxyapatite Composite Coatings on Biodegradable AZ31 Magnesium Alloy.” J. Mater. Sci. Mater. Med., 28 82 (2017)
Zhu, B, Wang, S, Wang, L, et al. “Preparation of Hydroxyapatite/Tannic Acid Coating to Enhance the Corrosion Resistance and Cytocompatibility of AZ31 Magnesium Alloys.” Coatings, 7 105 (2017)
Zeng, RC, Hu, Y, Zhang, F, et al. “Corrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings on AZ31 Magnesium Alloy.” Trans. Nonferr. Met. Soc. China (Engl. Edit.), 26 472–483 (2016)
Liu, D, Li, Y, Zhou, Y, et al. “The Preparation, Characterization and Formation Mechanism of a Calcium Phosphate Conversion Coating on Magnesium Alloy AZ91D.” Materials, 11 908 (2018)
Gupta, RK, Mensah-Darkwa, K, Kumar, D, “Corrosion Protective Conversion Coatings on Magnesium Disks Using a Hydrothermal Technique.” J. Mater. Sci. Technol., 30 47–53 (2014)
Xu, R, Shen, Y, Zheng, J, et al. “Effects of One-Step Hydrothermal Treatment on the Surface Morphology and Corrosion Resistance of ZK60 Magnesium Alloy.” Surf. Coat. Technol., 309 490–496 (2017)
Wang, Y, Tan, M-J, Wah Chua, B, et al. “Tungstate Ion-Assisted Hydrothermal Conversion of Magnesium Hydroxide Coatings on AZ31 Magnesium Alloy.” Int. J. Surf. Sci. Eng., 8 (2–3) 188–200 (2014)
Peng, F, Li, H, Wang, D, et al. “Enhanced Corrosion Resistance and Biocompatibility of Magnesium Alloy by Mg–Al-Layered Double Hydroxide.” ACS Appl. Mater. Interfaces, 8 35033–35044 (2016)
Guo, L, Zhang, F, Song, L, et al. “Corrosion Resistance of Ceria/Polymethyltrimethoxysilane Modified Magnesium Hydroxide Coating on AZ31 Magnesium Alloy.” Surf. Coat. Technol., 328 121–133 (2017)
Zhang, X, Loiko, P, Mateos, X, et al. “Crystal Growth, Low-Temperature Spectroscopy and Multi-watt Laser Operation of Yb:Ca3NbGa3Si2O14.” J. Lumin., 197 90–97 (2018)
Cui, LY, Wei, GB, Zeng, RC, et al. “Corrosion Resistance of a Novel SnO2-Doped Dicalcium Phosphate Coating on AZ31 Magnesium Alloy.” Bioact. Mater., 3 245–249 (2018)
Bakhta, A, Vidal, J, “Modeling and Optimization of the Fabrication Process of Thin-Film Solar Cells by Multi-source Physical Vapor Deposition.” Math. Comput. Simul., 185 115–133 (2021)
Taha, MA, El-Mahallawy, NA, Hammouda, RM, et al. “PVD Coating of Mg–AZ31 by Thin Layer of Al and Al–Si.” J. Coat. Technol. Res., 7 793–800 (2010)
Cui, XJ, Ping, J, Zhang, YJ, et al. “Structure and Properties of Newly Designed MAO/TiN Coating on AZ31B Mg Alloy.” Surf. Coat. Technol., 328 319–325 (2017)
Cui, X-J, Zhang, Y-J, Dou, B-J, et al. “Deposition Time Effects on Structure and Corrosion Resistance of Duplex MAO/Al Coatings on AZ31B Mg Alloy.” Anti-Corros. Methods Mater., 64 357–364 (2017)
Surmeneva, MA, Mukhametkaliyev, TM, Khakbaz, H, et al. “Ultrathin Film Coating of Hydroxyapatite (HA) on a Magnesium-Calcium Alloy Using RF Magnetron Sputtering for Bioimplant Applications.” Mater. Lett., 152 280–282 (2015)
Bita, AI, Stan, GE, Niculescu, M, et al. “Adhesion Evaluation of Different Bioceramic Coatings on Mg-Ca Alloys for Biomedical Applications.” J. Adhes. Sci. Technol., 30 1968–1983 (2016)
Mukhametkaliyev, TM, Surmeneva, MA, Vladescu, A, et al. “A Biodegradable AZ91 Magnesium Alloy Coated with a Thin Nanostructured Hydroxyapatite for Improving the Corrosion Resistance.” Mater. Sci. Eng. C, 75 95–103 (2017)
Yoshimura, K, “Anomalous Structure of Palladium-Capped Magnesium Thin Films.” Metals (Basel), 2 253–257 (2012)
Zhitomirsky, D, Roether, JA, Boccaccini, AR, et al. “Electrophoretic Deposition of Bioactive Glass/Polymer Composite Coatings With and Without HA Nanoparticle Inclusions for Biomedical Applications.” J. Mater. Process. Technol., 209 1853–1860 (2009)
Farrokhi-Rad, M, Shahrabi, T, Mahmoodi, S, et al. “Electrophoretic Deposition of Hydroxyapatite-Chitosan-CNTs Nanocomposite Coatings.” Ceram. Int., 43 4663–4669 (2017)
Maqsood, MF, Raza, MA, Ghauri, FA, et al. “Corrosion Study of Graphene Oxide Coatings on AZ31B Magnesium Alloy.” J. Coat. Technol. Res., 17 (5) 1321–1329 (2020)
Manoj Kumar, R, Kuntal, KK, Singh, S, et al. “Electrophoretic Deposition of Hydroxyapatite Coating on Mg-3Zn Alloy for Orthopaedic Application.” Surf. Coat. Technol., 287 82–92 (2016)
Singh, S, Singh, G, Bala, N, “Corrosion Behavior and Characterization of HA/Fe3O4/CS Composite Coatings on AZ91 Mg Alloy by Electrophoretic Deposition.” Mater. Chem. Phys., 237 121884 (2019)
Cordero-Arias, L, Boccaccini, AR, Virtanen, S, “Electrochemical Behavior of Nanostructured TiO2/Alginate Composite Coating on Magnesium Alloy AZ91D via Electrophoretic Deposition.” Surf. Coat. Technol., 265 212–217 (2015)
Amiri, H, Mohammadi, I, Afshar, A, “Electrophoretic Deposition of Nano-zirconia Coating on AZ91D Magnesium Alloy for Bio-corrosion Control Purposes.” Surf. Coat. Technol., 311 182–190 (2017)
Rojaee, R, Fathi, M, Raeissi, K, et al. “Electrophoretic Deposition of Bioactive Glass Nanopowders on Magnesium Based Alloy for Biomedical Applications.” Ceram. Int., 40 7879–7888 (2014)
Noorakma, ACW, Zuhailawati, H, Aishvarya, V, et al. “Hydroxyapatite-Coated Magnesium-Based Biodegradable Alloy: Cold Spray Deposition and Simulated Body Fluid Studies.” J. Mater. Eng. Perform., 22 2997–3004 (2013)
Anand Raj, M, Arumainathan, S, “Comparative Study of Hydrogen Evolution Behavior of Nickel Cobalt and Nickel Cobalt Magnesium Alloy Film Prepared by Pulsed Electrodeposition.” Vacuum, 160 461–466 (2019)
Gopi, D, Indira, J, Kavitha, L, “A Comparative Study on the Direct and Pulsed Current Electrodeposition of Hydroxyapatite Coatings on Surgical Grade Stainless Steel.” Surf. Coat. Technol., 206 2859–2869 (2012)
Wan, P, Qiu, X, Tan, L, et al. “The Effects of Pulse Electrodeposition Parameters on Morphology and Formation of Dual-Layer Si-Doped Calcium Phosphate Coating on AZ31 Alloy.” Ceram. Int., 41 787–796 (2015)
Shangguan, Y, Wan, P, Tan, L, et al. “Investigation of the Inner Corrosion Layer Formed in Pulse Electrodeposition Coating on Mg–Sr Alloy and Corresponding Degradation Behavior.” J. Colloid Interface Sci., 481 1–12 (2016)
Heimann, RB, “Plasma-Sprayed Hydroxylapatite Coatings as Biocompatible Intermediaries Between Inorganic Implant Surfaces and Living Tissue.” J. Therm. Spray Technol., 27 1212–1237 (2018)
Bakhsheshi-Rad, HR, Hamzah, E, Daroonparvar, M, et al. “In-Vitro Corrosion Inhibition Mechanism of Fluorine-Doped Hydroxyapatite and Brushite Coated Mg–Ca Alloys for Biomedical Applications.” Ceram. Int., 40 7971–7982 (2014)
Kaabi Falahieh Asl, S, Nemeth, S, Tan, MJ, “Improved Corrosion Protection of Magnesium by Hydrothermally Deposited Biodegradable Calcium Phosphate Coating.” Mater. Chem. Phys., 161 185–193 (2015)
Kaabi Falahieh Asl, S, Nemeth, S, Tan, MJ, “Novel Biodegradable Calcium Phosphate/Polymer Composite Coating with Adjustable Mechanical Properties Formed by Hydrothermal Process for Corrosion Protection of Magnesium Substrate.” J. Biomed. Mater. Res. B Appl. Biomater., 104 1643–1657 (2016)
Kavitha, RJ, Ravichandran, K, Sankara Narayanan, TSN, “Deposition of Strontium Phosphate Coatings on Magnesium by Hydrothermal Treatment: Characteristics, Corrosion Resistance and Bioactivity.” J. Alloys Compd., 745 725–743 (2018)
Liu, J, Hua, L, Li, S, et al. “Graphene Dip Coatings: An Effective Anticorrosion Barrier on Aluminum.” Appl. Surf. Sci., 327 241–245 (2015)
Li, Y, Cai, S, Shen, S, et al. “Self-healing Hybrid Coating of Phytic Acid/Silane for Improving the Corrosion Resistance of Magnesium Alloy.” J. Coat. Technol. Res., 15 571–581 (2018)
Faustini, M, Louis, B, Albouy, PA, et al. “Preparation of Sol-Gel Films by Dip-Coating in Extreme Conditions.” J. Phys. Chem. C, 114 7637–7645 (2010)
Park, H, “Hydrodynamic Analysis of the Thickness Variation in a Solid Film Formed by a Spin Coating Process.” Coatings, 12 698 (2022)
Shojaeiarani, J, Bajwa, DS, Stark, NM, et al. “Spin Coating Method Improved the Performance Characteristics of Films Obtained from Poly(Lactic Acid) and Cellulose Nanocrystals.” Sustain. Mater. Technol., 26 e00212 (2020)
Widati, AA, Nuryono, N, Kartini, I, “Water-Repellent Glass Coated with SiO2-TiO2-Methyltrimethoxysilane Through Sol-Gel Coating.” AIMS Mater. Sci., 6 10–24 (2019)
Wang, C, Shen, J, Zhang, X, et al. “In Vitro Degradation and Cytocompatibility of a Silane/Mg(OH)2 Composite Coating on AZ31 Alloy by Spin Coating.” J. Alloys Compd., 714 186–193 (2017)
Patil, AJ, Jackson, O, Fulton, LB, et al. “Anticorrosive Self-Assembled Hybrid Alkylsilane Coatings for Resorbable Magnesium Metal Devices.” ACS Biomater. Sci. Eng., 3 518–529 (2017)
Ren, Y, Babaie, E, Bhaduri, SB, “Nanostructured Amorphous Magnesium Phosphate/Poly (Lactic Acid) Composite Coating for Enhanced Corrosion Resistance and Bioactivity of Biodegradable AZ31 Magnesium Alloy.” Prog. Org. Coat., 118 1–8 (2018)
Córdoba, LC, Marques, A, Taryba, M, et al. “Hybrid Coatings with Collagen and Chitosan for Improved Bioactivity of Mg Alloys.” Surf. Coat. Technol., 341 103–113 (2018)
Upadhyay, V, Bergseth, Z, Kelly, B, et al. “Silica-Based Sol-Gel Coating on Magnesium Alloy with Green Inhibitors.” Coatings, 7 86 (2017)
Johnson, I, Akari, K, Liu, H, “Nanostructured Hydroxyapatite/Poly(Lactic-co-Glycolic Acid) Composite Coating for Controlling Magnesium Degradation in Simulated Body Fluid.” Nanotechnology, 24 375103 (2013)
Kheimehsari, H, Izman, S, Shirdar, MR, “Effects of HA-Coating on the Surface Morphology and Corrosion Behavior of a Co-Cr-Based Implant in Different Conditions.” J. Mater. Eng. Perform., 24 2294–2302 (2015)
Iwamoto, T, Hieda, Y, Kogai, Y, “Effect of Hydroxyapatite Surface Morphology on Cell Adhesion.” Mater. Sci. Eng. C, 69 1263–1267 (2016)
Engel, A, “Biological Applications of the Scanning Transmission Electron Microscope.” J. Struct. Biol., 214 107843 (2022)
Wohlschlögel, M, Steegmüller, R, Schüler, A, “Potentiodynamic Polarization Study on Electropolished Nitinol Vascular Implants.” J. Biomed. Mater. Res. B Appl. Biomater., 100 2231–2238 (2012)
Thirumalaikumarasamy, D, Shanmugam, K, Balasubramanian, V, “Comparison of the Corrosion Behaviour of AZ31B Magnesium Alloy Under Immersion Test and Potentiodynamic Polarization Test in NaCl Solution.” J. Magn. Alloys, 2 36–49 (2014)
García, C, Martín, F, Blanco, Y, et al. “Corrosion Behaviour of Duplex Stainless Steels Sintered in Nitrogen.” Corros. Sci., 51 76–86 (2009)
Vraníková, B, Svačinová, P, Marushka, J, et al. “The Importance of the Coating Material Type and Amount in the Preparation of Liquisolid Systems Based on Magnesium Aluminometasilicate Carrier.” Eur. J. Pharm. Sci., 165 105952 (2021)
Sivarasu, S, Beulah, P, Mathew, L, “Novel Approach for Designing a Low Weight Hip Implant Used in Total Hip Arthroplasty Adopting Skeletal Design Techniques.” Artif. Organs, 35 663–666 (2011)
Arami, A, Delaloye, JR, Rouhani, H, et al. “Knee Implant Loosening Detection: A Vibration Analysis Investigation.” Ann. Biomed. Eng., 46 97–107 (2018)
Wu, Y, Feng, F, Xin, H, et al. “Fracture Strength and Osseointegration of an Ultrafine-Grained Titanium Mini Dental Implant after Macromorphology Optimization.” ACS Biomater. Sci. Eng., 5 4122–4130 (2019)
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflicts of interest to declare. All authors have seen and agree with the contents of the manuscript and there is no financial interest to report. We certify that the submission is original work and is not under review at any other publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mahto, V.K., Singh, A.K. & Malik, A. Surface modification techniques of magnesium-based alloys for implant applications. J Coat Technol Res 20, 433–455 (2023). https://doi.org/10.1007/s11998-022-00716-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-022-00716-9