
Abstract
The ceramic coatings were prepared on open-cell aluminum foams by microarc oxidation (MAO) treatment in an alkaline-silicon electrolyte. The morphology, microstructure, elemental distribution, and phase composition of the MAO coatings were investigated by scanning electron microscopy, energy-dispersive X-ray spectroscopy, and X-ray diffraction, respectively. The corrosion behaviors of the coated and uncoated foams were evaluated by electrochemical polarization measurement. The results show that the MAO coatings cover the surface of open-cell aluminum foams. The coatings were composed of an external porous layer and an internal dense layer. The main phase of the MAO coating phase is γ-Al2O3. The coated aluminum foams exhibit more positive corrosion potential and lower corrosion current density compared with the uncoated aluminum foams.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Open-cell aluminum foams have many outstanding physical and mechanical properties, such as low density, high energy absorption capacity, and excellent damping properties.1 These advantages make the foams suitable for many applicable fields, including filtration, separation, heat or mass exchange, and energy absorption.2 However, the poor corrosion resistance of metallic foams is an important problem that limits their wide application.3 Many surface technologies can be employed to obtain protective coating on bulk alloys, but there are some difficulties for surface treatment of the open-cell aluminum foam because of its special characteristic. The open-cell aluminum foams have large surface area.1,2 The surfaces of the foams are rough and contain a number of impurities. Therefore, the foams need to be pre-treated in order to clean the foams surface and to improve the bonding strength between the coatings and the substrates.3,4 However, the inner structures of the open-cell foams are extremely complex.1,2 Therefore, the pre-treatment will be cautious. Some surface treatment techniques are not fit for the open-cell foams. A suitable surface treatment technique is required.
Microarc oxidation (MAO) technique, also called plasma electrolytic oxidation (PEO), can synthesize the ceramic coatings on value metal, such as aluminum, magnesium, titanium, and their alloys.5–8 The MAO process is simple and the sample pre-treatment is not necessary. In addition, the bonding strength of coating/substrate interface is high because of the characteristic of in situ growth of the coatings. Furthermore, the coatings on aluminum exhibit some excellent properties, such as corrosion resistance, high hardness, and antiwear performance.6–8 Recently, the open-cell titanium foams with pore sizes of 150 μm were successfully modified by MAO treatment.9 The MAO technique is also applied to open-cell aluminum foams.10,11 The compression and tensile testing of the MAO treated foams were employed. It was found that the weight-specific strength of the aluminum foams can be improved by the MAO coating without prejudice to ductility and toughness.10,11 These studies indicated that the MAO technique is an appropriate way to embody the application of aluminum foams in various fields. Unfortunately, few reports can be found on the effect of MAO coating on corrosion resistance of aluminum foams. Therefore, in this study, the MAO technique was utilized to form a protective coating. And the microstructure, elemental distribution, phase composition, and the corrosion behavior of the MAO coating on aluminum foams were investigated.
Materials and methods
Material used for this study was Al alloy, whose composition (wt%) is 8.0–9.0Si, 0.2–0.3Mg, and Al balance. The open-cell aluminum foams were fabricated by infiltration process using NaCl as pre-form. First, NaCl particles with 0.9–4 mm in size were obtained by sieving, and then were sintered at 650–700°C for 3–5 h in a mold to make a pre-form. Afterwards, NaCl pre-forms were infiltrated with molten Al alloy under the pressure of 8 MPa. After the alloy melt solidified, NaCl particles were dissolved in water, and the open-cell Al alloy foams were obtained.
The foam samples with size of 10 × 30 × 30 mm were MAO-coated using an alternating current power source and an alkali electrolyte. The electrolysis environment was an aqueous electrolyte containing NaOH, Na2SiO3 at concentrations of 4 and 9 g/l, respectively. The foams were used as the anode, while a stainless steel was used as the cathode. The MAO oxidation experiments were carried out at a final voltage of 450 V for 15 min. The working frequency was 500 Hz. During the coating process, the temperature of the electrolyte was maintained constant at approximately 30°C using a stirring and cooling system.
The morphology and microstructure of the MAO coatings were investigated by scanning electron microscopy (SEM, EVO-18 ZEISS and S-3400N Hitachi). All the coated samples were sputtered with a thin gold layer to prevent surface charging effects during SEM observation. The elemental distribution of the foams and the coatings were analyzed by energy-dispersive X-ray spectroscopy (EDS, INCA Oxford). The phases of the MAO coatings were analyzed by X-ray diffraction (XRD, D/MAX2500PC, Cu Kα). The electrochemical corrosion tests were carried out using an electrochemical analyzer (Versa STAT-3, METEK), which was controlled and supported by a computer software system. Polarization experiments were performed in a 3.5 wt% NaCl solution using a three-electrode cell with a platinum plate (Pt) as counter electrode and a saturated calomel electrode (SCE) as reference electrode.
Results and discussion
Morphologies of the MAO coatings
The coated aluminum foam with open-cell structure is shown in Fig. 1. It can be seen that the foams are characterized by interconnected structure. The shape of the pore is polygonal. The pore sizes of the foams are equal to the sizes of NaCl particles (0.9–4 mm in size). Note that the interconnected channels among the foams pores (indicated by white arrows in Fig. 1) are irregular shape. These channels with size of 0.3–1.9 mm formed after the sintered neck of NaCl particles were dissolved in water.

Image of the coated aluminum foam with open-cell structure
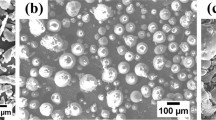
The SEM images of the MAO coatings on the surface of the foams are shown in Fig. 2. It can be seen that the coatings cover the foams surfaces. There were some pores with size of several microns on the coating surface, resulting from the microarc discharges. During MAO process the microarc discharges occur.7–10 When a microarc extinguishes, it brings a discharge channel and leaves a pore on the coating surface. Therefore, the MAO coatings usually show a porous surface in external layer. It is also found that some particles accumulate around the pores (Fig. 2c), indicating the instantaneous temperature of the microarc discharge might reach several thousand degrees. During MAO process, the molten oxides were ejected out of the discharge channel and then they were rapidly solidified under the cool effect of electrolyte.7,8

Scanning electron microscopy image of (a), (b), and (c) surface of MAO coatings in different magnifications
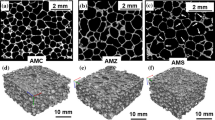
The SEM images of the MAO coatings on different locations of the foams are shown in Fig. 3. The polygonal hole with size of 600 μm is the channel of the foams, which is indicated and discussed in Fig. 1. It can be seen from Fig. 3 that the MAO coatings cover both inside and outside the pore surface of the open-cell aluminum foams. In a previous study, it was found that large enough pore size is critical to successfully form MAO coating on open-cell titanium foams.9 That is, when average pore size is small (less than 90 μm), MAO coatings cannot form on the inner pore surface of the foams, but when the average pore size is 150 μm, MAO coatings were formed on both outer and inner pore surface.9 Theoretically, the current density distribution on the electrode depends on the geometry and the activation overpotential, which is controlled by kinetics of the electrode reaction and ions transport.12 The ions are nonuniformly distributed in porous electrodes because the ions dispersion and diffusion vary with the pore size and depth of porous electrodes, which causes a nonuniform current density distribution, and therefore a nonuniform reaction rate in porous electrode. In general, the reduction of electrode width or thickness and increase of pore size are favorable for the ions transport process in porous electrodes.9,13 In the present study, the pore sizes of aluminum foams are at level of millimeter, much larger than those of titanium foams in the previous study.9

Scanning electron microscopy images of the coating on different locations of the foams: (a) MAO coating on outside surface of the foams, (b) MAO coating on inside surface of the foams
Elements of the MAO coatings
Energy-dispersive spectroscopy and element distributions of coating surface are shown in Figs. 4 and 5, respectively. It can be seen that the element compositions of the coatings contain oxygen, aluminum, and silicon. This indicates that the coatings are composed of metal oxides. These element compositions are uniformly distributed on the surface and no element segregation is found.

Energy-dispersive spectra of surface of MAO coatings

Element distributions of surface of MAO coatings from energy-dispersive spectra
Energy-dispersive spectroscopy and element distributions of coating cross section are shown in Figs. 6 and 7, respectively. Figure 6 also indicates that the coatings are composed of metal oxides. It can be seen from Fig. 7 that the thickness of coating is about 15±3.9 μm. In addition, the MAO coatings are composed of an external layer and an internal layer. Compared with the internal layer, the external layer was more porous. There are some micropores in the cross section, but these micropores do not pass through the MAO coatings. This result is similar to previous studies on different bulk aluminum alloys.7,14 The MAO coating can play an important role in corrosion resistance of aluminum foams. The corrosive process would be suppressed due to barrier effect of dense internal layer to corrosive.

Energy-dispersive spectra of cross section of MAO coatings

Element distributions of cross section of MAO coatings from energy-dispersive spectra
Phases of the MAO coatings
X-ray diffraction pattern of MAO coatings surface is shown in Fig. 8. It can be seen that the coatings mainly consist of γ-Al2O3. The presence of Al and Si patterns are due to the substrates material. It was reported that γ-Al2O3 is a meta-stable phase which can be formed easily in interior of the discharge channel.15–18 During the plasma discharging process, the aluminates ions assemble near the surface of the anode. They are driven by the electric field and then enter into the microarc area. After a series of complex chemical reactions (thermal chemical reactions and plasma chemical reactions), the aluminum oxide is produced.

X-ray diffraction pattern of MAO coatings
Electrochemical corrosion test
The potentiodynamic polarization curves of the coated and uncoated aluminum foams are shown in Fig. 9. The corrosion potential and corrosion current of samples which are important parameters to evaluate the corrosion resistances of materials can be derived from the polarization curves by Tafel region extrapolation.19,20 The corrosion potentials increase from −1.55 V, for uncoated aluminum foams, to −0.78 V, for coated aluminum foams. The corrosion current density of the coated foams is about two orders lower than that of the uncoated foams. The results indicate that the corrosion resistances of aluminum foams were improved by the formation of protective MAO ceramic coatings. During the electrochemical corrosion process, corrosive ion (Cl−) could be rapidly passed through the external porous layer and then reached the internal dense layer of the MAO coatings in this experiment, as shown in cross section image of the coatings (Fig. 7). Due to the barrier effect of the internal dense layer, the corrosive process would be suppressed. As a consequence, the coated foams have more positive corrosion potential and much lower corrosion rate compared with uncoated foams.

Polarization curves of coated and uncoated foams
Conclusion
The ceramic coatings were deposited on open-cell aluminum foams by MAO process. The SEM results show that the MAO coatings cover the whole surface of aluminum foams. The coatings are composed of an external porous layer and an internal dense layer. The X-ray diffraction pattern implies that the main phase in the MAO coatings is γ-Al2O3. The internal dense layer is beneficial for increasing the corrosion resistance by inhibiting the attack from the corrosive ion. The electrochemical corrosion test indicates that the corrosion resistances of open-cell aluminum foams are improved by utilizing MAO coatings.
References
Banhart, J, “Manufacture, Characterization and Application of Cellular Metals and Metal Foams.” Prog. Mater. Sci., 46 (6) 559–632 (2001)
Degischer, HP, Handbook of Cellular Metals. Wiley-VCH-Verlag, Weinheim (2002)
Maurer, M, Zhao, L, Lugscheider, E, “Surface Refinement of Metal Foams.” Adv. Eng. Mater., 4 (10) 791–797 (2002)
Yuttanant, B, Christopher, AS, David, CD, “Mechanical Properties of Reticulated Aluminum Foams with Electrodeposited Ni-W Coatings.” Scripta Mater., 59 (3) 336–339 (2008)
Cimenoglu, H, Gunyuz, M, Kose, GT, Baydogan, M, Uğurlu, F, Sener, C, “Micro-arc Oxidation of Ti6Al4V and Ti6Al7Nb Alloys for Biomedical Applications.” Mater. Charact., 62 (3) 304–311 (2011)
Srinivasan, PB, Zettler, R, Blawert, C, Dietzel, W, “A Study on the Effect of Plasma Electrolytic Oxidation on the Stress Corrosion Cracking Behaviour of a Wrought AZ61 Magnesium Alloy and Its Friction Stir Weldment.” Mater. Charact., 60 (5) 389–396 (2011)
Cui, S, Han, J, Yongping, D, Li, W, “Corrosion Resistance and Wear Resistance of Plasma Electrolytic Oxidation Coatings on Metal Matrix Composites.” Surf. Coat. Technol., 201 (9–11) 5306–5309 (2007)
Nie, X, Leyland, A, Song, HW, “Thickness Effects on the Mechanical Properties of Micro-arc Discharge Oxide Coatings on Aluminium Alloys.” Surf. Coat. Technol., 116–119 1055–1060 (1999)
Yan, Y, Sun, J, Han, Y, Li, D, Cui, K, “Microstructure and Bioactivity of Ca, P and Sr Doped TiO2 Coating Formed on Porous Titanium by Micro-arc Oxidation.” Surf. Coat. Technol., 205 (6) 1702–1713 (2010)
Dunleavy, CS, Curran, JA, Clyne, TW, “Plasma Electrolytic Oxidation of Aluminium Networks to form a Metal-Cored Ceramic Composite Hybrid Material.” Compos. Sci. Technol., 71 (6) 908–915 (2011)
Abdulla, T, Yerokhin, A, Goodall, R, “Effect of Plasma Electrolytic Oxidation Coating on the Specific Strength of Open-Cell Aluminium Foams.” Mater. Des., 32 (7) 3742–3749 (2011)
Ibl, N, Comprehensive Treatise of Electrochemistry. Plenum Press, New York (1983)
Prins-Jansen, JA, Hemmes, K, “An Extensive Treatment of the Agglomerate Model for Porous Electrodes in Molten Carbonate Fuel Cells-II. Qualitative Analysis of the Steady-State Model.” Electrochim. Acta, 42 (23–24) 3585–3600 (1997)
Xue, W, Shi, X, Hua, M, Li, Y, “Preparation of Anti-corrosion Films by Microarc Oxidation on an Al-Si Alloy.” Appl. Surf. Sci., 253 (14) 6118–6124 (2007)
Xu, JL, Liu, F, Wang, FP, Yu, DZ, Zhao, LC, “Formation of Al2O3 Coatings on NiTi Alloy by Micro-arc Oxidation Method.” Curr. Appl. Phys., 9 (3) 663–666 (2009)
Wei, TB, Yan, FY, Tian, J, “Characterization and Wear- and Corrosion-Resistance of Microarc Oxidation Ceramic Coatings on Aluminum Alloy.” J. Alloys Compd., 389 (1–2) 169–176 (2005)
Wu, HH, Jin, ZS, Long, BY, “Characterization of Microarc Oxidation Process on Aluminum Alloy.” Chin. Phys. Lett., 20 (10) 1815–1818 (2003)
Xin, S-G, Song, L-X, Zhao, R-G, “Composition and Thermal Properties of the Coating Containing Mullite and Alumina.” Mater. Chem. Phys., 97 (1) 132–136 (2006)
Stern, M, Geary, AL, “The Shape of Electrochemical Polarization Curves.” J. Electrochem. Soc., 104 (5) 56–63 (1957)
Raj, V, Mubarak Ali, M, “Formation of Ceramic Alumina Nanocomposite Coatings on Aluminium for Enhanced Corrosion Resistance.” J. Mater. Process Technol., 209 (12–13) 5341–5352 (2009)
Acknowledgments
This work was supported by “the Fundamental Research Funds for the Central Universities (No. 200903011)”, Science and Technology Development Projects of Jilin Province (No. 20100550, No. 20100555) and the National Science Foundation of China (51075184).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Liu, J., Zhu, X., Huang, Z. et al. Characterization and property of microarc oxidation coatings on open-cell aluminum foams. J Coat Technol Res 9, 357–363 (2012). https://doi.org/10.1007/s11998-011-9377-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-011-9377-3