
Abstract
Thermally modified wood (TMW) is increasingly used in exterior applications as an alternative to tropical hardwoods or wood impregnated with biocides. Despite its enhanced biological durability and dimensional stability, a surface treatment of TMW with coating systems can be required in certain applications. This study assessed material characteristics of Norway spruce and Scots pine wood that was thermally modified according to the ThermoWood® process and their effect on the performance of commercially available coating systems: a solventborne oil, a waterborne alkyd-reinforced acrylate paint and a waterborne acrylate paint. Residual extractives and remaining degradation products found in TMW, carry the risk of causing discoloration or of interfering with the curing reactions of coating systems. The penetration of coating systems into TMW was not found to differ from unmodified wood, although an excessive penetration of solventborne oil was found occasionally for TMW. The adhesion strength of waterborne coatings depended on the system that was used. While one system performed sufficiently on TMW, the other coating systems showed a considerable reduction in adhesion strength already after a mild treatment (<200°C). This reduction could not be attributed to the increase in hydrophobicity of TMW that was evident from contact angle measurements, but was rather related to the mechanical interaction of the specific substrate/coating system.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The understanding of the interaction between coating systems and thermally modified wood (TMW) as substrate is essential for an optimization of the performance in exterior applications. TMW is increasingly recognized as an environmentally friendly alternative to tropical hardwoods or wood impregnated with biocides. It is used in many exterior applications, such as decking, cladding, or joinery, and various industrially implemented processes exist in Europe.1 Thermal modification (TM) processes are based on exposing wood to elevated temperatures while minimizing the oxygen content in the surrounding atmosphere, e.g., by steam, inert gas or oil. One of the predominant process technologies on the European market is the ThermoWood® process which uses superheated steam at atmospheric pressure and applies a high-temperature drying step (100–130°C) to decrease the wood moisture content severely before raising the temperature up to 200 or 212°C for hardwoods or softwoods, respectively.2
TMW is particularly suited for exterior applications due to its improved dimensional stability3 and biological durability.4 However, its reduced mechanical strength and ductility5 can be a limiting factor. This alteration of technological-relevant properties is primarily caused by chemical changes in the wood composition during the TM.6 These chemical changes in the wood start with the cleavage of acetyl groups of hemicelluloses resulting in the formation of acetic acid.7 In addition to acetic acid, formic acid is produced from the carboxylic group of the pentosan-glucuronic chain of the hemicelluloses.8 These carboxylic acids catalyze the subsequent thermal degradation of amorphous carbohydrates.7–9 With the lignin being more temperature-stable, its relative amount increases upon TM and crosslinking reactions take place.6,10 However, these chemical changes do not protect the wood from discoloration when exposed to outdoor conditions, thus the original brown color turns gray if no coating is applied.11,12 Furthermore, cracking of TMW in outdoor conditions or during repeated wetting and redrying is not improved compared to unmodified wood.11,13,14 Therefore, a surface treatment of TMW with coating systems can be needed depending on the requirements of the application and the end user.
When using TMW as a substrate, the improved dimensional stability should reduce stresses within the coating caused by movements of the substrate and thus prolong the service life of coatings in exterior applications.15 Furthermore, TM leads to a removal of native wood extractives16 which can cause discolorations of coatings, i.e., by staining from extractives in the knot area.17 However, studies on the performance of coating systems on TMW show varying results, since they are based on different TM technologies, wood species, or coating systems. On the one hand, there are studies showing that TMW is comparable to unmodified wood as a substrate for coating and that no alterations in the coating recommendation are required.11,18 On the other hand, some studies report on poor performances of selected coating systems on TMW. Feist and Sell13 found that a film-forming finish (commercial alkyd resin product) performed worse on thermally modified Norway spruce (Picea abies (L.) Karst.) wood than on the reference with respect to the formation of cracks and changes to the finish appearance during natural weathering. After thermal modification of several wood species at peak temperatures above 180°C, Kesik and Akyildiz19 report on a decrease in adhesion strength of a two-component waterborne coating. A similar finding was made by de Moura et al.20 for a UV-curable polyurethane coating and thermally modified eucalypt (Eucalyptus grandis) and pine (Pinus caribaea var. hondurensis) wood as substrate. Furthermore, coating cracks and adhesive coating failures occurred after artificial weathering of coated TMW in contrast to the coated references. These findings might be related to changes in the material characteristics during the TM process of wood that affect the performance of coatings, which are intended for the application on unmodified wood.
For a good coating performance in exterior applications, an effective adhesion is a prerequisite. As comprehensively reviewed,21,22 adhesion can be described by different phenomena, such as mechanical interlocking, diffusion mechanism, electrostatic forces, adsorption by secondary forces, or covalent chemical bonding. Although an effective mechanical interlocking is a beneficial effect, the adhesion by secondary forces is regarded as the predominant component in wood adhesion.22 By thermal modification, wood becomes more hydrophobic, which affects water sorption,23 capillary water uptake,24 or the wettability.25–27 In addition to the increased hydrophobicity, the wood becomes more acidic after the TM process, as a result of the formation of carboxylic acids, i.e., acetic and formic acid.28,29 When applying coating systems to TMW, this decrease in pH might affect the curing reactions of the coating. Finally, wood anatomical changes such as damages to the ray parenchyma cells and to the epithelial cells around resin canals or pit deaspiration might create a more open structure for some softwood species and thus potentially affect the penetration of coating systems.30,31
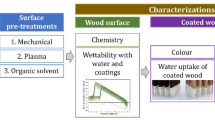
This study assessed if changes in TMW as a substrate affect the performance of coating systems. First, changes in the amount of soluble extractives, acidity, and contact angle during the TM were assessed with regard to their potential impact on the wood–coating interaction. Subsequently, the penetration and the adhesion strength of selected coating systems that are typically used on unmodified wood were investigated on TMW surfaces.
Materials and methods
Material
Predried boards of Scots pine (Pinus sylvestris L.) and Norway spruce (Picea abies (L.) Karst.), with a length of 2 m and dimensions specified in Table 1 and typically used for the product classes decking, cladding, or joinery, were thermally modified according to the ThermoWood® process.2 Two treatment schedules, one resulting in a very mild treatment, the other one in a severe treatment, were applied for each product class in a laboratory treatment reactor using the peak temperatures and durations given in Table 1. In addition to a peak temperature of 212°C that is applied in the standard ThermoWood® class “Thermo-D”, a peak temperature of 190°C or lower was studied. Unmodified reference material originating from the same log as the treated boards was available for each product class.
Material characteristics
Extractive content
For the quantification of the amount of soluble extracts, material was collected from ten boards per wood species (pine and spruce) and treatment level (reference, mild and severe treatment), originating from the cladding material (see Table 1). The material was either collected from clear wood, with a minimum distance of 50 mm from any knot, or from the knot area, using a drill. For each variety, material from all ten boards was homogenized by milling and mixing in a cutting mill (SM2000, Retsch, Haan, Germany) with a mesh size of 2 mm. The extraction was performed using a Soxhlet apparatus with 6 g of dry wood particles and 200 ml of deionized water as well as ethanol-cyclohexane (1:2, v:v) as a solvent. After extraction, the solution of solvent and extractives was separated using a vacuum-rotary evaporator. The extractive content was calculated in percentage of the dry mass of the wood material (%). Measurements were done in duplicate for each variety, with the two measurements deviating by less than 8% from the respective mean value.
Acidity
The same material used for Soxhlet extractions was also used to measure the buffering capacity. Twenty-five grams of dry wood particles and 300 ml deionized water were added into 1000-ml beakers and placed on a flatbed horizontal shaker for 24 h. Extracts were filtrated and washed four times to a final volume of 1000 ml. Acidity was measured by titration using 200 ml of water extract and 0.025 M sodium hydroxide. The amount of sodium hydroxide required to reach the neutralization point was determined from the titration curve. This amount was used as a measure for the acidity of the wood extracts in mmol NaOH equivalents per 100 g dry wood (mmol 100 g−1). The measurements were done in duplicate for each variety, with the two measurements deviating by less than 5% from the respective mean value.
Contact angle of water
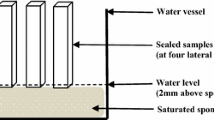
The contact angle of deionized water was measured on samples with dimensions of 40 × 15 × 100 mm3 (T × R × L); growth rings were oriented 45° with the tangential surface. Planed surfaces were prepared from four boards per variety, originating from the cladding material (see Table 1). Prior to the sample preparation, the boards were conditioned at 20°C and 65% relative humidity until the weight change was less than 0.1% (w/w) 24 h−1. The samples were taken from the longitudinal edge (near the bark) of the boards and thus consisted mainly of sapwood. Within 24 h after the sample preparation the contact angle of deionized water was measured following the sessile drop technique by using a Krüss G10 measurement system in connection with the corresponding Krüss DSA 1 software (Krüss GmbH, Hamburg, Germany). After applying a volume of 10 µl to the wood surface, the contact angle was recorded with 25 frames per second and a total of 250 frames. A minimum of 20 measurements per wood species (pine and spruce) and treatment level (unmodified, mild and severe treatment) was conducted. The contact angle was determined as constant wetting rate angle (CWRA) using the differential method described by Nussbaum.32 Besides clear wood (at least 50 mm distance from any knot), an additional ten measurements per wood species and treatment level were performed within the knot area. The measurement of clear wood was repeated after storing the samples for 15 days at a constant climate of 20°C, and 65% relative humidity. Statistical analysis of the TM effect on the CWRA was performed with the Origin 8G system. One-way ANOVA and Tukey’s pair wise comparison at a 95% confidence interval were used to investigate differences between TMW and the reference. Nonsignificant differences are indicated by a p value higher than 0.05.
Coating performance
Coating application
For the tests involving coating systems, samples with dimensions of 40 × 20 × 300 mm3 (T × R × L) were used; growth rings were oriented 45° with the tangential surface. The samples were prepared using different surfacing techniques: (1) planing, (2) sanding with 100 grit, and (3) sanding with 40-grit sanding paper. After sanding, the surfaces were cleaned using pressurized air. All samples were cut from conditioned boards and coated within 24 h after the sample preparation. For each product class, a commercially available coating system was selected that was originally intended for use on unmodified wood in the respective product class. For the decking material, a nonfilm-forming (penetrating) solventborne oil (coating A) was applied by brush in a first coat with 100 g m−2 followed by a second coat with 80 g m−2. For the cladding and joinery material, a waterborne alkyd-reinforced acrylate paint (coating B) and a waterborne acrylate paint (coating C) were selected, respectively. For both product classes, the coating system was applied by spray with a nozzle tip of 1.8 mm and a pressure between 0.2 and 0.3 MPa. The same priming oil was applied as a first coat, before applying the respective coating system in two layers (coating B or C). The solid content and the spreading amounts of the coating systems are given in Table 2.
Microscopic observations
Microscopic investigations of the penetration of the respective coating systems into the wood structure and different anatomical features at the wood surface were performed for all product classes and all surfacing techniques (planing/sanding). For the decking material with coating A, small blocks (approx. 10 × 10 × 10 mm3) were taken from the center of each test piece and were vacuum-impregnated with deionized water (30 min at 13 kPa). Sections (25–40 µm) were prepared using a sliding microtome (Sartorius Type 31A30, Göttingen, Germany), stained with 1% safranin and mounted on glass slides, before viewed under an Eclipse E600 fluorescence microscope with a DXM 1200 digital camera (both Nikon, Düsseldorf, Germany) using a G-2A filter. For the cladding and joinery material, thin blocks (approx. 5 mm in thickness) were collected from the central part of each sample and the transverse or longitudinal surface was smoothened using a sliding microtome. The smoothened surface was viewed under the fluorescence microscope using a UV-2A filter as well as under a reflected light microscope (Axioplan 2 Imaging, Zeiss, Oberkochen, Germany).
Adhesion
Adhesion strength was assessed for the cladding and joinery material that were coated with waterborne coating systems using the pull-off test on the basis of EN ISO 2462433 as well as the cross-cut test on the basis of EN ISO 2409.34 Only samples with planed surfaces were used for the analysis of adhesion strength. For the pull-off test, dowels with a diameter of 20 mm were bonded to the coating using a two-component adhesive (Araldite 2011, Huntsman Advanced Materials, Everberg, Germany). The coating surrounding each dowel was carefully removed 24 h after the adhesion of the dowels. Using the PosiTest pull-off adhesion tester, the dowels were detached from the surface in a direction perpendicular to the substrate and the required force was recorded. A minimum of 12 dowels per wood species (pine and spruce) and treatment level (reference, mild and severe treatment) was measured. For the cross-cut test, a right angle lattice was cut into the coating with a sharp blade with a distance of 2 mm between the cuts. The cuts were done at 45° to the direction of the grain. A transparent pressure sensitive tape was attached to the lattice while ensuring good contact to the coating. The tape was then pulled off steadily at an angle of approximately 60°. The cross-cut area was examined and classified from 0 (very good adhesion) to 5 (poor adhesion) based on the amount of flaked coating. A minimum of four cross-cuts was tested for each variety.
Results and discussion
Characteristics of thermally modified wood as a substrate
The wood material as a substrate was characterized before applying coating systems in order to identify changes caused by the TM that might affect the coating performance. Table 3 summarizes the determination of extractive content and acidity. For clear wood, the extractive content did not decrease but instead remained either constant (ethanol-cyclohexane-soluble extractives) or even increased (water-soluble extractives) with increasing treatment intensity. The extractive amount determined within the knot area exceeded the amounts in clear wood, with the highest amounts measured with ethanol-cyclohexane for the knot area of unmodified pine. TM reduced the amount of extractives in the knot area, i.e., in case of ethanol-cyclohexane soluble compounds. However, even after TM, the amount of extractives in the knot area still exceeded the amount determined for clear wood. The results strongly indicate that native extractives, i.e., nonpolar extractives in the knot area, become increasingly volatile at elevated temperatures and are emitted from the wood during the TM process. On the other hand, new, mainly polar extractives are formed as a consequence of thermal degradation of wood compounds that partly accumulate within the wood. The results thus coincide with the findings of Poncsak et al.16 Residual native extractives as well as newly formed degradation products might thus still carry the risk of causing discolorations for coating systems applied to TMW. This is particularly critical since many degradation products found in TMW, such as aldehydes or phenolic compounds,29,35 contain conjugated double bonds and therefore act as chromophores.
The acidity (Table 3) that was measured for cold water extracts does not correlate with the amount of soluble extractives determined for the same material. The acidity increased upon TM for both wood species, although pine generally featured a higher acidity than spruce. The increase in the acidity of the wood after the TM can be attributed to the formation of carboxylic acids.28 Acetic and formic acids are the predominant acids that are produced during the TM of wood. The formation of acetic acid is caused by the cleavage of acetyl groups of hemicelluloses, i.e., of glucuronoxylan,6,28,36 which already starts at temperatures lower than 200°C.9 Additionally, formic acid is formed from the carboxylic group of the pentosan-glucuronic chain.8 Accordingly, a high acidity is already evident after a mild treatment (180°C for 2 h). A severe treatment (212°C for 3 h), however, led to a lower acidity with 1.89 for spruce and 2.16 mmol 100 g−1 for pine. Although carboxylic acids are still being formed during the TM process, they are vaporized and emitted from the wood and the treatment kiln at higher temperatures.29,37
Acidic extractives in some wood species interfere with the curing and hardening reactions of adhesive and coating systems and are associated with increased brittleness of the coating film, reduced adhesion strength, and peeling of the coating from the wood.38–40 A similar effect might be caused by carboxylic acids that remain within the wood after TM. The low pH of Norway spruce after TM according to the PLATO® process has been previously linked to insufficient hardening and poor adhesion of a phenol-resorcinol-formaldehyde adhesive.41 Alternatively, the preferential removal of acidic extractives during the TM of European Ash (Fraxinus excelsior L.) decreased the acidity and was considered to be the cause for an increased adhesion of a waterborne coating that included an alkyd binder in a recent study by Herrera et al.42
When a water droplet is placed on a wood surface for contact angle measurement, two main processes occur as a function of time: spreading onto the surface and penetration into the wood bulk. In contrast to dynamic contact angle measurements, these two processes cause a nonlinear change in contact angle in dependence on the time after droplet application when using the sessile drop technique. The determination of the CWRA considers the different processes by dividing the change in contact angle as a function of time in a spreading stage with a rapid change in contact angle, and a penetration stage with a slower and nearly constant change in contact angle.32 This is not considered when simply measuring the contact angle after a specific time.
The CWRA, shown in Fig. 1a and calculated for contact angle measurements with water on planed surfaces, is influenced by the TM process as well as by the storage duration. For measurements within 24 h after the sample preparation, the unmodified reference material featured the lowest CWRA with 40.41° for spruce and 51.33° for pine. TM increased the CWRA, reaching 58.45° and 84.75° after the severe treatment of spruce and pine, respectively. However, a mild treatment did not change the CWRA significantly for spruce or pine (p = 0.33 and 0.16). An increase in the contact angle of water after TM was recorded in several studies,25,27,43 but the results are not completely consistent, potentially due to differences in the measurement technique and the storage duration that was applied as well as due to differences in the TM technology and variations in the wood material. Increased contact angles of water have previously been explained by plasticization and reorganization of the lignocellulosic compounds43 as well as by the decrease in free reactive hydroxyl groups in TMW.25

Average constant wetting rate angle of the reference (Ref) as well as mild and severe treatments of Norway spruce and Scots pine. Top: measurement on clear wood 24 h and 15 days after planing; Bottom: measurement within the knot area 24 h after planning. (±95% confidence interval)
Repetitive measurements after storing the samples at a constant climate for 15 days resulted in an increase in the CWRA. Such an aging effect was less pronounced for TMW compared to the unmodified references. For unmodified spruce and pine the CWRA increased to 64.95 and 69.73°, respectively, which was even higher than the CWRA measured for material that was thermally modified by a mild treatment (60.08 and 62.91°). The CWRA of pine that was thermally modified at high intensity remained almost unchanged after storage. Generally, 15 days of storage diminished the differences in the CWRA between the varieties compared to a measurement on freshly prepared samples. An increase in the contact angle of water during storage of unmodified wood is a well-known phenomenon.32,44–47 It can be explained by the migration of extractives from the interior to the exterior of the wood, which creates a hydrophobic surface, as well as by the reorientation of functional groups at the wood–air interface.32,46 XPS measurements on aged wood surfaces indicate a decrease in polarity due to the decrease in oxygen and the increase in carbon percentage at the surface, which points toward a higher hydrophobicity.45,47 This decrease in polarity upon aging appears to be less pronounced on TMW surfaces which already feature reduced oxygen and increased carbon percentages prior to aging.25,48
The CWRA measured within the knot area (Fig. 1b) generally exceeds the CWRA measured on clear wood and suffers from high data variation in the case of unmodified spruce. Although differences in surface roughness or grain angle complicate the comparison of clear wood and the knot area, the increased CWRA on the knot area coincides with the higher amount of ethanol-cyclohexane soluble extractives. In the case of unmodified pine, which featured the highest amount ethanol-cyclohexane soluble extractives in the knot area, the CWRA was considerably higher than for clear wood. Consequently, no significant differences in the CWRA between thermally modified and unmodified pine can be observed for measurements within the knot area. Therefore, extractives within the knot area as well as an increase in the storage duration diminish an impact of the TM process on the CWRA.
Microscopic observations
The penetration into the wood substrate mainly depended on the coating system that was applied and was to a much lesser extent influenced by the surface preparation technique or the TM process. The solventborne oil (coating A) filled the outer tracheids and the second cell row, sometimes even the third (see Fig. 2a). Lumens filled with coating A could also be found in some distance from the surface, especially in the latewood region (see Fig. 2b) and more often in case of pine than for spruce. This deep penetration is most likely linked to the penetration through the rays and the spread of coating into adjacent longitudinal tracheids, as described by Nussbaum49 and de Meijer et al.50 for solventborne alkyd paints. The spread into longitudinal tracheids might be facilitated in the latewood, because the aspiration of bordered pits is less complete in the latewood tracheids than in the earlywood tracheids and because of the insertion of parenchyma cells in the ray tracheid rows at the boundary of an annual ring.49 Furthermore, capillary forces that drive the penetration of the solventborne oil are higher in the smaller lumen of the latewood tracheids. In contrast to the solventborne oil, the penetration of the two waterborne coating systems applied to the cladding (coating B) and joinery material (coating C) was limited to the flow into outer tracheids that were cut open by the surface preparation (Fig. 3a). Occasionally, coating could be found one cell row lower, which can be explained by the flow of paint into the open end of a tracheid over a short distance (Fig. 3b), as shown by de Meijer et al.50 There was, however, no sign of a penetration from cell to cell via the pits or through the ray cells.

Transverse sections showing the penetration of the solventborne oil investigated by fluorescence microscopy and a G-2A filter. (a) and (b) unmodified Scots pine sanded with 100-grit sanding paper (scale bars 100 µm), (c) thermally modified Scots pine with planed surface showing an area with high penetration (scale bar 1000 µm)

Penetration of waterborne coating systems. (a) Transverse section of unmodified pine with planed surface and coating B; (b) oblique tangential section of unmodified pine with sanded (100 grit) surface and coating B, showing the flow of coating into open tracheid ends (fluorescence microscopic image using a UV-2A filter); (c) transverse section of spruce treated at 212°C/4 h with planed surface and coating C; (d) transverse section of pine treated at 212°C/3 h with sanded surface (40 grit) and coating B. Scale bars: 100 µm
On TMW, the penetration of the waterborne coating systems was not found to differ from the penetration on unmodified pine and spruce that is described above (Fig. 3c). Additional features that might indicate a weak boundary layer, such as air bubbles at the interface, which might be created if the coating cures prior to a complete wetting, were not observed for the waterborne coating systems applied to TMW surfaces. In the case of the solventborne oil, large sections with filled lumen of longitudinal tracheids were found occasionally in depths exceeding 1000 µm for pine and spruce that were modified in a severe treatment (Fig. 2c). This feature was found independent of the wood species, the surfacing technique (planing/sanding) prior to the oil application, or defects potentially caused during the preparation of thin slides for microscopic analysis. As a potential explanation, microscopic defects such as the destruction of ray cells that has been reported for thermally modified softwoods,14,30,31 might facilitate the above described penetration through the rays and the spread of the coating into the adjacent longitudinal tracheids. TMW might therefore require a higher wood oil coverage per area than unmodified wood to ensure a sufficient amount of oil at the surface layer where it is required.
As to be expected, the main impact of the surface preparation technique was a change in the structure of the outer tracheids of pine and spruce. In line with the investigations of de Meijer et al.,50 planed surfaces showed less evidence of compressed cells or damaged cell walls than sanded surfaces. In particular, the latewood tracheids appeared almost entirely intact for planed surfaces. Sanding resulted in compression of earlywood tracheids and a higher extent of damages to the outer cells, as can be observed in Fig. 2a. This effect was of course most pronounced for a very coarse sanding paper (40 grit). The very rough surface of samples sanded with a coarse sanding paper also resulted in an uneven thickness of the two film-forming waterborne coating systems with partly detached fibers occasionally reaching through the coating film. By creating more damage to the outer cells, the sanding process led to a higher surface area. Although this did not affect the penetration depth, it affected the amount of solvent-based wood oil that was taken up. Consequently, planed surfaces featured residual oil at the surface, while this could not be observed for sanded surfaces. For the waterborne coating systems, a higher surface area might be beneficial in terms of adhesion by secondary forces on the one hand, because the damages to the outer cells result in more open connection for the coating to flow into. On the other hand, this might also arise in a mechanical weak surface layer, as described by Stehr and Johansson.51
Adhesion
For the two waterborne coating systems, the adhesion was assessed using the pull-off test and the cross-cut test, with the two test procedures showing the same basic tendencies (see Fig. 4). On unmodified wood surfaces, both waterborne coating systems performed well, with pull-off strengths exceeding 3 N mm−2 and cross-cut test ratings of 1.5 or lower. On TMW surfaces, the pull-off strength depended strongly on the coating system that was applied. Coating C that was applied to the joinery material resulted in similar pull-off strengths on TMW as on the unmodified references. No change in pull-off strength was found in the case of thermally modified pine and only a slight reduction to 2.5 and 2.7 N mm−2 was evident for spruce that was modified in a mild and severe treatment, respectively. In contrast, coating B that was applied to the cladding material resulted in a considerable decrease in the pull-off strength for thermally modified pine and spruce with a maximum of 2 N mm−2. This decrease was confirmed by the cross-cut test, which resulted in an almost complete flaking of coating B when applied to TMW surfaces, leading to an average test rating of 4.9 or higher.

Pull-off strength (N mm−2) and cross-cut test rating for the reference (Ref) as well as for mild and severe treatment intensities of the cladding and joinery material with planed surfaces. (a) Norway spruce; (b) Scots pine. Error bars represent 95% confidence interval
A reduction in mechanical interlocking or in adhesion by secondary forces would explain the loss in pull-off strength observed for coating B on TMW surfaces. However, the investigation of the penetration of the two waterborne coating systems into the wood did not indicate a reduced mechanical interlocking or a reduced area for coating contact for TMW as substrate. Moreover, results of the contact angle of water do not coincide with the measured pull-off strength. A mild treatment with no significant change in the CWRA compared to the reference already resulted in low pull-off strengths for coating B, while a drastic increase in the CWRA after a severe treatment did not reduce the pull-off strength of coating C. Gindl et al.47 stated that the wettability of wood by water does not sufficiently explain the interaction between wood and coating systems. Indeed, Petrič et al.26 found much better wetting of waterborne coating systems on TMW than on unmodified wood surfaces, even though the contact angle of water increased upon TM. The hydrophobic character of TMW is therefore considered as insignificant with regard to the adhesion strength measured in the present study and should not be regarded as a general drawback for the application of waterborne coating systems.
During the pull-off test, the amount of cohesive failure of wood increased for TMW compared to the unmodified reference. This indicates that the pull-off test was additionally influenced by the reduced strength of TMW as a substrate rather than being solely determined by the interface bonding. A similar observation was made by de Moura et al.20 for Eucalyptus grandis and Pinus caribaea wood samples that were thermally modified at maximum temperatures between 140 and 200°C and roll-coated with a UV-curable polyurethane coating. They related a reduction in the adhesion strength to a decrease in the mechanical properties during the TM process. However, differences in the pull-off strength and the cross-cut test ratings between the two waterborne coating systems show that the adhesion of coatings to TMW is not a simple function of the loss in mechanical strength of the substrate. While a pull-off strength of 2.5 N mm−2 or more was achieved for coating C even after a severe treatment, a severe reduction in pull-off strength for coating B was already evident after a mild treatment at which strength loss of the wood was minor.5 This leads to the conclusion that the observed loss in adhesion strength, instead, depends on the specific substrate/coating system.
If the interface bonding is good, a brittle coating on a brittle substrate results in a system that tends to behave in the same way as a brittle bulk material,52 thus leading to a low pull-off strength and poor cross-cut test rating. Under tension, such a system typically leads to film cracking followed by the extension of the cracks into the substrate.53 TM of wood results in a significant increase in brittleness even at mild treatments and temperatures as low as 160°C.54 Due to their three-dimensional structure when cured, alkyd resins are more rigid and brittle compared to chain-like acrylic resins. The alkyd reinforcement in coating B (see Table 2) might thus lead to a more brittle behavior compared to coating C, which explains the poor adhesion strength of the TMW/coating B system. In this context, it would be interesting to test if the increased acidity of TMW contributed to such an increased coating brittleness. Using a more ductile substrate (unmodified spruce or pine) and/or a more ductile coating system (coating C) seems to improve the adhesion strength assessed by the pull-off and cross-cut tests.
Conclusions
TM of spruce and pine leads to changes that should be considered when applying coating systems to TMW. High amounts of extractable compounds that might cause discolorations, increased acidity due to the formation of carboxylic acids that might interfere with the curing of coatings and an increased contact angle of water after TM and/or storage, were recorded for thermally modified spruce and pine. The performance of coating systems strongly depended on the individual substrate/coating. The penetration into TMW was generally not found to differ from unmodified wood, although extensively high penetrations of a solventborne oil were occasionally found for thermally modified wood, which might necessitate a higher wood oil coverage per area. Results of the adhesion strength testing suggest that sufficient adhesion strength can be achieved on TMW with waterborne coating systems that are intended for the use on unmodified wood, but it should be verified that the respective coating system can cope with the changes in the substrate induced by TM.
References
Militz, H, Altgen, M, “Processes and properties of thermally modified wood manufactured in Europe.” In: Schultz, TP, Goodell, B, Nicholas DD (eds.) Deterioration and protection of sustainable biomaterials, ACS Symposium Series, vol 1158, pp 269–285, American Chemical Society, Washington, DC, 2014
Mayes, D, Oksanen, O, ThermoWood Handbook. Finnish ThermoWood Association, Helsinki (2003)
Popper, R, Niemz, P, Eberle, G, “Investigations on the Sorption and Swelling Properties of Thermally Treated Wood.” Holz Roh Werkst., 63 (2) 135–148 (2005)
Kamdem, DP, Pizzi, A, Jermannaud, A, “Durability of Heat-Treated Wood.” Eur. J. Wood Wood Prod., 60 (1) 1–6 (2002)
Boonstra, MJ, Van Acker, J, Tjeerdsma, BF, Kegel, EV, “Strength Properties of Thermally Modified Softwoods and its Relation to Polymeric Structural Wood Constituents.” Ann. For. Sci., 64 (7) 679–690 (2007)
Tjeerdsma, BF, Boonstra, M, Pizzi, A, Tekely, P, Militz, H, “Characterisation of Thermally Modified Wood: Molecular Reasons for Wood Performance Improvement.” Holz Roh Werkst., 56 (3) 149–153 (1998)
Tjeerdsma, BF, Militz, H, “Chemical Changes in Hydrothermal Treated Wood: FTIR Analysis of Combined Hydrothermal and Dry Heat-Treated Wood.” Holz Roh Werkst., 63 (2) 102–111 (2005)
Bourgois, J, Guyonnet, R, “Characterization and Analysis of Torrefied Wood.” Wood Sci. Technol., 22 (2) 143–155 (1988)
Wienhaus, O, “Modifizierung des Holzes durch eine milde Pyrolyse: abgeleitet aus den allgemeinen Prinzipien der Thermolyse des Holzes.” Wissenschaftliche Zeitschrift der Technischen Universität Dresden, 48 (2) 17–22 (1999)
Sivonen, H, Maunu, SL, Sundholm, F, Jämsa, S, Viitaniemi, P, “Magnetic Resonance Studies of Thermally Modified Wood.” Holzforschung, 56 (6) 648–654 (2002)
Jämsä, S, Ahola, P, Viitaniemi, P, “Long-term Natural Weathering of Coated ThermoWood.” Pigment Resin Technol., 29 (2) 68–74 (2000)
Huang, XA, Kocaefe, D, Kocaefe, Y, Boluk, Y, Pichette, A, “A Spectrocolorimetric and Chemical Study on Color Modification of Heat-Treated Wood During Artificial Weathering.” Appl. Surf. Sci., 258 (14) 5360–5369 (2012)
Feist, WC, Sell, J, “Weathering Behavior of Dimensionally Stabilized Wood Treated by Heating Under Pressure of Nitrogen Gas.” Wood Fiber Sci., 19 (2) 183–195 (1987)
Altgen, M, Adamopoulos, S, Militz, H, “Wood Defects During Industrial-Scale Production of Thermally-Modified Norway Spruce and Scots Pine.” Wood Mater. Sci. Eng., (2015). doi:10.1080/17480272.2014.988750
Podgorski, L, Roux, M, “Wood Modification to Improve the Durability of Coatings.” JOCCA Surf. Coat. Int., 82 (12) 590–596 (1999)
Poncsak, S, Kocaefe, D, Simard, F, Pichette, A, “Evolution of Extractive Composition During Thermal Treatment of Jack Pine.” J. Wood Chem. Technol., 29 (3) 251–264 (2009)
Nussbaum, RM, “The Effect of Processing and Treatment Parameters on the Discoloration of Painted Joinery Due to Resin Exudation from Knots.” Surf. Coat. Int. Part B Coat. Trans., 87 (3) 181–186 (2004)
Grüll, G, Podgorski, L, Truskaller, M, Spitaler, I, Georges, V, Bollmus, S, Steitz, A, “Performance of Selected Types of Coated and Uncoated Modified Wood in Artificial and Natural Weathering.” In: The International Research Group on Wood Protection, Doc. No IRG/WP 10-40510, Biarritz, Fance, May 2010
Kesik, HI, Akyildiz, MH, “Effect of Heat Treatment on the Adhesion Strength of Water Based Wood Varnishes.” Wood Res., 60 (6) 987–994 (2015)
de Moura, LF, Brito, JO, Nolasco, AM, Uliana, LR, De Muniz, GIB, “Evaluation of Coating Performance and Color Stability on Thermally Rectified Eucalyptus Gradis and Pinus Caribaea var Hondurensis Woods.” Wood Res., 58 (2) 231–242 (2013)
Allen, KW, “A Review of Contemporary Views of Theories of Adhesion.” J. Adhes., 21 (3–4) 261–277 (1987)
Pizzi, A, “A Brief, Non-Mathematical Review of Adhesion Theories as Regards Their Applicability to Wood.” Holzforschung und Holzverwertung, 44 (1) 6–11 (1992)
Kollmann, F, Schneider, A, “Über das Sorptionsverhalten wärmebehandelter Hölzer.” Eur. J. Wood Wood Prod., 21 (3) 77–85 (1963)
Metsa-Kortelainen, S, Antikainen, T, Viitaniemi, P, “The Water Absorption of Sapwood and Heartwood of Scots Pine and Norway Spruce Heat-Treated at 170°C, 190°C, 210°C and 230°C.” Holz Roh Werkst., 64 (3) 192–197 (2006)
Gérardin, P, Petrič, M, Pétrissans, M, Lambert, J, Ehrhrardt, JJ, “Evolution of Wood Surface Free Energy After Heat Treatment.” Polym. Degrad. Stab., 92 (4) 653–657 (2007)
Petrič, M, Knehtl, B, Krause, A, Militz, H, Pavlic, M, Petrissans, M, Rapp, A, Tomazic, M, Welzbacher, C, Gerardin, P, “Wettability of Waterborne Coatings on Chemically and Thermally Modified Pine Wood.” J. Coat. Technol. Res., 4 (2) 203–206 (2007)
Metsä-Kortelainen, S, Viitanen, H, “Wettability of Sapwood and Heartwood of Thermally Modified Norway Spruce and Scots Pine.” Eur. J. Wood Wood Prod., 70 (1) 135–139 (2012)
Sundqvist, B, Karlsson, O, Westermark, U, “Determination of Formic-Acid and Acetic Acid Concentrations Formed During Hydrothermal Treatment of Birch Wood and its Relation to Colour, Strength and Hardness.” Wood Sci. Technol., 40 (7) 549–561 (2006)
Hofmann, T, Wetzig, M, Rétfalvi, T, Sieverts, T, Bergemann, H, Niemz, P, “Heat-Treatment with the Vacuum-Press Dewatering Method: Chemical Properties of the Manufactured Wood and the Condensation Water.” Eur. J. Wood Wood Prod., 71 (1) 121–127 (2013)
Boonstra, M, Rijsdijk, JF, Sander, C, Kegel, E, Tjeerdsma, B, Militz, H, Van Acker, J, Stevens, M, “Microstructural and Physical Aspects of Heat Treated Wood. Part 1: Softwoods.” Maderas Ciencia i tecnología, 8 (3) 193–208 (2006)
Awoyemi, L, Jones, IP, “Anatomical Explanations for the Changes in Properties of Western Red Cedar (Thuja plicata) Wood During Heat Treatment.” Wood Sci. Technol., 45 (2) 261–267 (2011)
Nussbaum, RM, “Natural Surface Inactivation of Scots Pine and Norway Spruce Evaluated by Contact Angle Measurements.” Holz Roh Werkst., 57 (6) 419–424 (1999)
EN ISO 24624, “Paint and varnishes: Pull-off test.” International Organization for Standardization, 2003
EN ISO 2409, “Paint and varnishes: Cross-cut test.” International Organization for Standardization, 1994
Karlsson, O, Torniainen, P, Dagbro, O, Granlund, K, Moren, T, “Presence of Water-Soluble Compounds in Thermally Modified Wood: Carbohydrates and Furfurals.” BioResources, 7 (3) 3679–3689 (2012)
Manninen, A-M, Pasanen, P, Holopainen, JK, “Comparing the VOC Emissions Between Air-Dried and Heat-Treated Scots Pine Wood.” Atmos. Environ., 36 (11) 1763–1768 (2002)
Altgen, M, Ala-Viikari, J, Hukka, A, Tetri, T, Militz, H, “Impact of elevated steam pressure during the thermal modification of Scots pine and Norway spruce.” In: COST Action FP0904 workshop, Skelleftea, Sweden, May 2014
Wellons, JD, Krahmer, RL, Raymond, R, Sleet, G, “Durability of Exterior Siding Plywood with Southeast Asian Hardwood Veneers.” For. Prod. J., 27 (2) 38–44 (1977)
Hse, CY, Kuo, MI, “Influence of Extractives on Wood Gluing and Finishing: A Review.” For. Prod. J., 38 (1) 52–56 (1988)
Stefke, B, Dunky, M, “Catalytic Influence of Wood on the Hardening Behavior of Formaldehyde-Based Resin Adhesives Used for Wood-Based Panels.” J. Adhes. Sci. Technol., 20 (8) 761–785 (2006)
Sernek, M, Boonstra, M, Pizzi, A, Despres, A, Gérardin, P, “Bonding Performance of Heat Treated Wood with Structural Adhesives.” Holz Roh Werkst., 66 (3) 173–180 (2008)
Herrera, R, Muszyńska, M, Krystofiak, T, Labidi, J, “Comparative Evaluation of Different Thermally Modified Wood Samples Finishing with UV-Curable and Waterborne Coatings.” Appl. Surf. Sci., 357 (Part B) 1444–1453 (2015)
Hakkou, M, Pétrissans, M, El Bakali, I, Gérardin, P, Zoulalian, A, “Wettability Changes and Mass Loss During Heat Treatment of Wood.” Holzforschung, 59 (1) 35–37 (2005)
Nguyen, T, Johns, WE, “The Effects of Aging and Extraction on the Surface Free Energy of Douglas Fir and Redwood.” Wood Sci. Technol., 13 (1) 29–40 (1979)
Gardner, DJ, Generalla, NC, Gunnells, DW, Wolcott, MP, “Dynamic Wettability of Wood.” Langmuir, 7 (11) 2498–2502 (1991)
Wålinder, MEP, “Study of Lewis Acid-Base Properties of Wood by Contact Angle Analysis.” Holzforschung, 56 (4) 363–371 (2002)
Gindl, M, Reiterer, A, Sinn, G, Stanzl-Tschegg, SE, “Effects of Surface Ageing on Wettability, Surface Chemistry, and Adhesion of Wood.” Holz Roh Werkst., 62 (4) 273–280 (2004)
Inari, GN, Pétrissans, M, Lambert, J, Ehrhardt, JJ, Gérardin, P, “XPS Characterization of Wood Chemical Composition After Heat-Treatment.” Surf. Interface Anal., 38 (10) 1336–1342 (2006)
Nussbaum, RM, “Penetration of Water-Borne Alkyd Emulsions and Solvent-Borne Alkyds into Wood: Autoradiographic and SEM-EDXA Studies.” Holz Roh Werkst., 52 (6) 389–393 (1994)
de Meijer, M, Thurich, K, Militz, H, “Comparative Study on Penetration Characteristics of Modern Wood Coatings.” Wood Sci. Technol., 32 (5) 347–365 (1998)
Stehr, M, Johansson, I, “Weak Boundary Layers on Wood Surfaces.” J. Adhes. Sci. Technol., 14 (10) 1211–1224 (2000)
Bull, SJ, Berasetegui, EG, “An Overview of the Potential of Quantitative Coating Adhesion Measurement by Scratch Testing.” In: Sinha, SK (ed.) Scratching of Materials and Applications. Tribology and Interface Engineering Series, No. 51, Elsevier B.V., Amsterdam, 2006
Evans, AG, Drory, MD, Hu, MS, “The Cracking and Decohesion of Thin Films.” J. Mater. Res., 3 (5) 1043–1049 (1988)
Phuong, LX, Shida, S, Saito, Y, “Effects of Heat Treatment on Brittleness of Styrax Tonkinensis Wood.” J. Wood Sci., 53 (3) 181–186 (2007)
Acknowledgments
The authors thank the International ThermoWood Association (Helsinki, Finland) for their financial support, the provision of test material and fruitful discussions.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Altgen, M., Militz, H. Thermally modified Scots pine and Norway spruce wood as substrate for coating systems. J Coat Technol Res 14, 531–541 (2017). https://doi.org/10.1007/s11998-016-9871-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-016-9871-8