
Abstract
The presented review will introduce the use of effect pigments as a powerful tool for the functionalization of textiles. This review starts with a short introduction on the basics of effect pigments and their properties. Subsequently, some principles of effect pigment application onto textiles and the interaction of pigment to binder systems are reported. Different possible functionalizations realized on textiles are presented. Four main types of application are discussed: optical properties, electrical properties, barrier coatings, and antimicrobial applications. Also a view of some prospective anisotropic materials is given. Altogether it is shown that the application of effect pigments can be a powerful tool to realize functional textiles for a broad range of applications in different fields.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Effect pigments are originally used to gain special optical effects of color and light reflectivity. The high reflectivity of effect pigments is related to their anisotropic plain shape, which is probably the main difference from ordinary pigments containing isotropic spherical shape. This anisotropic pigments can act like a mirror for light, which is reflected by those little mirrors directly back into the direction of origin (Scheme 1).1–4 Effect pigments are also named as high-performance pigments; however, the term “high-performance pigment” is used for many different types of organic and inorganic pigments supporting advantageous material properties.5 Besides the shape, the surface composition of the effect pigments and their interaction with the surrounding medium are important parameters influencing the color properties. Also the influence of pigment surface composition, embedding into the coating or scattering effects, is discussed as having an influence on the optical properties and effects of those special pigments.6 Classically, such effect pigments are used to introduce special optical effects on several different substrates, such as metal (e.g., in the automotive sector) or plastics.7,8 Also, the use of effect pigments to improve the quality of specialty papers for printing applications is reported.9 In contrast to application on these substrates, the application as coatings onto textiles is a less prominent one. Also rather new is the fact that the advantageous optical effects are not the primary focus for functionalization of textiles by effect pigments. In recent years, also other applications like electric conductive textiles, EMI-shielding, antimicrobial properties, or barrier coatings on textiles were reported.10–12 The aim of this review is mainly the summary of those useful functional applications attainable by effect pigment coatings on textiles. This review supports that topic with an adequate literature overview and discussion which are supported by experimental examples and a summary of some pigment and coatings properties. Besides this, some physical and chemical background information is provided to give a framework for the understanding of those functional effects.

Simple view—how the pigment geometry can determine the reflection of light
Pigments and properties
Overview on some available pigments
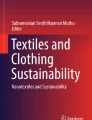
Of course, there are nearly hundreds of different effect pigments commercialized by several companies worldwide, as, for example, Sun Chemical (USA) with SpectraFlex™ pigments, BASF (Germany) with Lumina™ pigments, Merck (Germany) with Iriotec™ pigments, and Eckart (Germany) with Shinedecor™ pigments.1,13–19 The large amount of different pigments offered is related to the large variety of different color shades demanded by the customer. From this broad variety of different products, only few materials can be taken into account in the frame of such a review paper. A summary of several pigments is given in Table 1. Table 1 reports the pigment name and the main content as given by the supplier and also the type of preparation. The preparation can be as powder or as ready-to-use paste. The pastes are mostly water-based dispersions of the pigments and are ready-to-use systems quite comfortable during preparation of a coating paste of pigment and binder formulation for textile application. However, the use of pigment powders has the advantage that higher pigment concentrations can be easily realized in the final coating. Furthermore, Table 1 summarizes the color of the pigments as they are supplied. However, the final coloration of the coating applied on the textile could be different due to influences of the binder or textile. In general, it is helpful to distinguish effect pigments into two different categories. These categories are metal effect pigments and pearlescent effect pigments, which are built up by metal oxides or semimetal oxides. Pearlescent effect pigments built from semimetal oxide materials like mica, ceroxide, iron oxides, or titania could be also summarized under the term “mineral effect pigments.”1,7,20–25 For metal pigments, mainly three types of pigments are listed in Table 1, with the first being pigments from copper or copper alloy, which are often also named gold bronze pigments. These systems are mainly used to gain special visible optical effects. The second are copper pigments with a silver coating (distributed also under the brand name “econduct”) originally developed to realize electrically conductive coatings. And the third, aluminum pigments which are also related to the application of IR-light reflective coatings. An overview on the topography of some listed metal effect pigments is given in Fig. 1. All shown SEM-images were recorded with a Tabletop TM3000 from Hitachi. It is clearly seen that the lateral dimensions of the metal pigments range up to several micrometers in diameter, up to diameters of more than 60 μm determined for the aluminum pigment Texmed5000, which exhibits the so-called silver-dollar structure. Other gold bronze pigments contain the “cornflake” structure. The type of pigment particle structure is determined by the production process of metal pigments.1 In contrast to this, the morphology of the metal oxide pigments is reminiscent of pieces of broken glass or small crystals with sizes in micrometer scale (Fig. 2). Besides these two groups of metal and metal oxide pigments, a third type could also be named. This type can be understood from a material point of view as a mixture in the middle of metal pigment and pearlescent pigment. This third type consists of metal oxide core or flake coated with a very thin metal layer.26–28 One example is a glass flake coated with thin silver layer (Table 1) (Fig. 3). An image from a scanning electron microscope gives an impressive view of the small thickness of this pigment and the even smaller silver coating places on it (Fig. 4). The edge of the imaged pigment is damaged, so the brighter silver coating can be distinguished from the main body of the coated glass flake (Fig. 4). The elementary composition of pigments listed in Table 1 is given in the following Tables 2, 3, and 4. The reported composition is the surface composition determined by EDS-measurement using a Quantax EDS unit from Bruker which is attached to the scanning electron microscope used. By EDS-measurements, mainly the chemical elements near to the pigment surface are detected and quantitatively recorded. Elements with low content <0.5 wt% are not recorded as well as hydrogen. From EDS, it is clearly seen that the metal pigments contain one main metal component as well as smaller amounts of other metal, semimetals, and nonmetals. These additional elements are probably the result from stabilization agents on pigment surfaces, residues from the pigment paste, or the result of oxidative processes.

Overview of some metallic effect pigments; the SEM-images are recorded in a magnification of ×1000

Overview of some metal oxide effect pigments; the SEM-images are recorded in a magnification of ×1000

SEM-image of silver-coated glass pigment VP 66610/G; the SEM-image is recorded at a magnification of ×400. The anisotropic pigment shape is clearly seen

SEM-image of silver-coated glass pigment VP 66610/G; the SEM-image is recorded at a magnification of ×4000. The presence of silver coating on top of the glass pigment is impressively detected by damages of this coating, especially at the edges of the pigment
Pigment surfaces
In contrast to macroscopic scaled bodies, smaller microscopic pigments exhibit a larger surface area compared to the volume of the pigment. For this, surface effects are more important for the material properties of microscopic particles compared to macroscopic bodies. This statement can be described in more detail by the simple view of geometric bodies. The surface-to-volume ratio R S increases with the decreased size of the pigment. For spherical pigments, this ratio R S can be calculated as the function of the pigment diameter d by the following formula:
R S decreases linearly with increasing diameter d, so for larger pigments, surface effects become less important compared to smaller pigments. Compared with spherical isotropic pigments, anisotropic plain pigments like the effect pigments contain an even higher surface compared to their volume. In rough estimation, an anisotropic plain pigment can be described as a cylinder, where the diameter of the cylinder is much larger compared to its height. The shape of aluminum pigments Texmed5000 and Shinedecor3500 can be compared for this in Fig. 1. The ratio of surface to volume for a cylinder RC is given by the following equation:
In this equation r is the radius in the cylinder cycle, while h is the height of the cylinder. Usually for effect pigments, this radius r is significantly larger compared to the height h (e.g., 100 r = 1 h). For this, equation (2) can be roughly simplified to equation (3), which indicates that the size of the effect pigment does not have an influence on the surface/volume ratio. Only the height has an influence. However, this height should be as low as possible in the anisotropic pigment.
For this, even for plain pigments with diameters of 20 μm or more, the surface is of high importance, even more important than with spherical pigments containing the same dimensions. Besides shape and elemental composition, the surface of the effect pigments has an important influence on the pigment properties. For pearlescent pigments, the surface composition has a direct influence on the pigment color, e.g., by interference effects.3 In the case of metal pigments, the high surface area is a disadvantage in that it promotes the corrosion of the metal pigments by oxidation with air. This corrosion mainly takes place on metal pigments built up from metals which are not noble metals. This corrosion of the pigment surface is mostly disadvantageous as, for example, the color change of red copper materials toward dark black coloration by transfer of red copper to black copper oxide occurs on the particle surface. This color change is obviously observed by everyone when they look at old and new copper coins and compare their color shade. Impressively, this can be depicted by the view of an old German Pfennig (from 1967) and a new EuroCent (from 2011) (Fig. 5). These copper coins are in this case an ideal macroscopic model system for the microscopic copper containing effect pigments, because the coins are of analogous shape and elementary composition. To prevent this color change, often a protective coating is applied on metal pigments.29 This coating can be an organic polymer. Also, metalorganic polymers or silicon oxide can be found as protective layers. It is possible to use a more noble metal for anticorrosive coating of an effect pigment, e.g., a silver layer. However, such a silver layer will have an influence on the color properties of the pigment. For this, such type of coating is not possible, if the main application is the optical effect, as it is in the case with gold bronze pigments.

Corrosion on copper coins as macroscopic model system for copper effect pigments, left: German Pfennig from 1967 and right: EuroCent from 2011
Pigment behavior in binder recipe and pigment orientation
For application onto textile surfaces, effect pigments cannot be applied alone, because the adhesion of pigment to the textiles surface is not sufficiently high. For this, a binder is necessary to fix the pigment onto the textile properly. Through this combined application of binder and pigment as one coating system, several new parameters influencing the final coating properties have to be taken into account. These parameters can mainly be separated into the pigment behavior in the binder-containing coating recipe and the pigment properties in the final coating on the textile. The coating recipe containing binder and pigment has to be homogeneous and stable for a certain period of time to guarantee the application of regular and homogeneous coatings. The stability of such a dispersion is not natural, because the large pigment has a tendency to separate from precipitation. For this, the coating recipe could be understood as a metastable system which is stabilized for a certain duration long enough for the application process. However, the duration of use of such a recipe is not endless. Examples for pigment recipes after the occurance of precipitation are presented in Fig. 6. In that example, the used pigment and the binder system are indigestible. This situation can be solved by changing the used binder system or by adding stabilizers or components that increase the viscosity of the coating recipe. Figure 6 presents another case of a failed coating recipe. In that case, the binder recipe is reacting with the pigments by oxidation. This phenomenon occurs mainly with metal effect pigments which are sensitive to oxidative processes. Due to the high surface area of the metal pigments, the tendency for oxidation is quite high. In the case presented in Fig. 6, the oxidation of the aluminum metal pigment leads to a change in coloration of the silver-shining aluminum pigment into dark coloration. This color change probably results from the surface oxidation of the metal pigment and is, of course, absolutely unwanted in a coating recipe. One parameter significantly influencing this oxidation behavior is the solvent composition and the pH value of the binder system. Aqueous binder systems exhibiting strong alkaline or acidic conditions can lead to a reaction of metal effect pigments with water, resulting in the formation of metal hydroxide and hydrogen. An example shown is the reaction below for magnesium Mg as an alkaline earth metal of the second column.

Examples of failed binder/pigment recipes. Left with precipitation of pigments/right with oxidation of pigments
This reaction occurs with higher preference for less noble metals, as, e.g., aluminum. In addition to the decomposition of the pigment, the formation of hydrogen as explosive gas is here a point of concern. Metal pigments with protective coating on their surface could be stabilized against such a reaction.30 An interesting approach for aluminum pigment is the silica encapsulation realized by the sol–gel process, which enables similar stability and optical properties as gained with chromate-passivated pigment types.31 If such a stabilization is not possible, the change to an aqueous binder system with neutral pH of 7 or at least to a nonaqueous binder system is necessary. A further unwanted recipe feature is the formation of air bubbles (Fig. 7). Such a formation of bubbles can result from the stirring of pigment paste into the binder recipe and will lead in the case of coating application to an irregular coating formation including holes in the coating. However, such formed bubbles can be easily removed from the coating recipe by ultrasonic treatment or intensive stirring after recipe formulation. By using such kinds of treatments, a change in the coating recipe composition will be obsolete. After coating application, two parameters are especially important, if the behavior of the pigment in the coating layer has to be described. First, this is the concentration of the pigment in the coating (also named the filling rate or filling grade). Second, this is the orientation of the anisotropic pigment in the coating. In the case of functionalization of a textile by use of effect pigments, the intensity of gained functional effect is directly correlated with the amount of applied pigment. This applied amount of pigment is determined by the parameters—pigment concentration in the coating and the coating thickness on the textile. However, with increasing pigment concentration, the stability of the coating is reduced, leading to a reduction in adhesion of coating to the textile substrate, if pigments are applied in high concentrations. Often such deadhesive effects occur with pigment concentration of >20 wt% in the binder recipe. For practical application, deadhesive effects lead to a low abrasion stability or low washing stability of the coating on a textile substrate. Besides high pigment concentration in the coating, a high coating thickness can lead to detrimental properties. Usually with coating thickness, the flexibility of the material is decreased and the textile properties get lost. In addition to the flexibility, the air permeability is reduced, so the comfort properties of the coated materials are reduced. Besides less advantageous properties of materials with high coating thickness, another point is that with increasing coating thickness the stability of the coating itself could also be decreased. This means that the adhesion of coating to substrate can be reduced and crack formation in the coating can occur, if the coating has a certain thickness. These statements concerning the limited pigment concentration in the coating and the coating thickness are in fact valid for every type of pigment-containing coating on textile substrates and are not limited or special only for effect pigments. An issue that is typical for effect pigment-containing coatings is the orientation of the effect pigments in the final coating. Due to the fact that the effect pigments are of anisotropic shape, their orientation in a coating directly influences the optical properties of the final coating.32 As an example, the influence of pigment orientation on the reflection properties of effect pigment coating is depicted in Scheme 2. While a horizontally orientated pigment leads to direct reflection, a less ordered or diagonal pigment orientation leads to reflection in various directions and minimizes the desired optical effect. During the drying process after application of the pigment paste onto the substrate, a kind of self-orientation can lead to a horizontal orientation of the effect pigments inside the coating (Scheme 3).32 The driving force for this self-orientation is the shrinkage of the applied coating during the drying, because of the evaporation of water or other solvent. During the shrinkage of the coating, the effect pigment is forced to lay down on the substrate, and by this, a horizontal pigment orientation results. However, this picture is simplified and valid only for coatings onto flat substrates. Nevertheless, most textile substrates have a very rough surface, and by this, the orientation of the applied effect pigment can be significantly influenced. Schematically, this is also depicted in Scheme 4, and mainly two types of orientations could be distinguished. Pigments are placed in the area between the yarns with a more vertical orientation and pigments on top of the yarns with a more horizontal orientation. The areas between the yarns can be filled by using a kind of precoating or base coating without pigments. A subsequently applied coating with effect pigments will then gain a more horizontal orientation of the effect pigments (Scheme 5).

Example of disadvantageous formation of air bubbles in the paste prepared by combination of binder and copper containing effect pigment

Influence of pigment orientation on the reflection properties of effect pigment coating. Left: horizontal pigment orientation leads to direct reflection; right: a diagonal pigment orientation leads to reflection in various directions

Influence of drying and condensation of the binder layer on the orientation of anisotropic pigments in the coating

Influence of textile structure on the orientation of effect pigments in a coating

Horizontal orientation of effect pigments in a coating onto textile substrate that is pretreated with a base coating
Functionalization on textiles
Possible functionalization of textiles by use of effect pigment coatings could be best described if the acquired functions are roughly separated into four main fields: optical application, electrical properties, barrier coatings, and antimicrobial coatings. Following this schematic separation, these four fields are described in the four following sections. In addition, two short sections will discuss the possible flame-retardant properties and introduce some other plate-like materials with prospective applications on textile coatings, possibly leading to promising products in the future.
Optical properties
Functionalization related to optical properties summarizes all types of functions which influence the interaction of the coated samples with different kinds of light. Besides visible light, this is also valid for infrared light (IR-light) and ultraviolet light (UV-light).
Optical effects
This section on optical effects is related to the interaction of effect pigments with visible light. Usually, visible light (VIS) summarizes electromagnetic radiation with wavelengths from 400 nm (violet) to 800 nm (red). This is the traditional field of application of effect pigments and is also of importance in the case of coatings on textile substrates. With optical effects on textile substrates and clothing, usually elements of clothing design are summarized. On textiles, applied effect pigments transfer a high reflective property to the textile material, which can lead to metallic-like or glitter effect textile fabrics. As an example, Fig. 8 demonstrates the strong reflection effect gained on a polyester fabric after application of an effect pigment coating. The effect pigments used are gold bronze pigments leading to a red copper metallic appearance of the treated fabric. Figure 8 is recorded by using an optical light microscope in an on-light arrangement. In this arrangement, light is set on the sample and the reflected light is detected. By this, the high reflectivity of the horizontally arranged metal effect pigments can be impressively presented. It is clearly seen that effect pigments arranged like this are acting like little mirrors reflecting the light directly back into the detector of the optical microscope. Also, the pigments deposited diagonally or vertically in the areas between the yarns are observed as dark red areas. However, these diagonally arranged effect pigments do not reflect the light directly back into the detector of the microscope. This example also shows that textile surfaces contain an inherent roughness and the arrangement of plain effect pigments is not automatic in a horizontal position. This optical effect reached is of course no technical functionalization of the textile material, but is a well-known commercialized application leading to added value for the customer. An example of an optical effect realized by printing with effect pigments are jeans with a gold glitter effect. This glitter effect is also named sparkle effect and is realized in this example by the application of the pigment LuxanD393™ (Eckart) which is described as glass flake (Tables 1, 2).33 This pigment contains silicon dioxide and components of titanium oxide and iron oxide.

Polyester fabric printed with an acrylate binder containing the pigment Shinedecor 9350; light microscopic image with back reflection
UV-protection
Natural UV-light from sun or artificial UV-light emitted from lamps condenses radiation with a wavelength smaller than 400 nm and a photoenergy higher than visible light. UV-light occurring in daily life as terrestrial sunlight usually does not exhibit wavelengths below 290 nm.34 Besides the occurrence in the natural sunlight, UV-light is also part of artificial light emitted in households and technical applications.35,36 UV-light is not visible by the human eye, but is quite useful for some analytical issues and industrial processes. Examples for such processes are identification of bank notes by UV-light or the initiation of photocatalytic processes.37,38 Nevertheless, the exposure to UV-light can damage human skin by sunburn and cause DNA damage and skin cancer.39,40 Through exposure to UV-light, significant damage to the human eye is also possible.41 With this background, the protection against UV-light is of great importance. Textiles that absorb UV-light could be a part of a UV-protection concept. Applications are found in clothes, workwear, home textiles, or sun-screening textiles.42,43 An ideal UV-absorbing material would absorb UV-light to λ < 400 nm completely, while it exhibits no absorption for visible light λ > 400 nm. Thus, the UV-protection is optimal and the color properties are not changed if the UV-absorber is added. Of course, such an ideal absorption curve cannot be realized accurately, and most UV-absorbers will also lead to color changes of the substrates on which they are applied.44 A quite common example is the use of the natural compound melanin as a UV-absorbing pigment for introduction in different types of UV-protective materials. This melanin exhibits an excellent absorption of UV-radiation but also an absorption of visible light, leading to a significant coloration of the melanin-containing materials.45 By coating textiles with effect pigments, the transmission of those textiles against UV-radiation can be significantly reduced, allowing the UV-protective function to be realized. The decrease in UV-transmission can be caused mainly by two processes: (1) increased reflection or (2) increased absorption of UV-light by the applied pigments. Figure 9 shows SEM-images of an open polyester fabric with polyurethane coating containing aluminum effect pigment (Shinedecor IR 5000). On the sample presented on top, the coating process is performed once and the sample shown below is coated twice. These SEM-images show very well that the free areas between the polyester yarns are filled with the binder and the metal effect pigment is deposited there in a horizontal arrangement. Therefore, the open structure of the polyester can be closed with a composition of binder and metal effect pigments. The corresponding UV/Vis transmission and reflection spectra for the uncoated polyester fabric and the fabrics after coating are presented in Fig. 10. The uncoated polyester fabric is nearly fully transparent for visible light and UV-light; also the reflection of light is less than 10%. Compared to the uncoated polyester, it can be clearly seen that the amount of UV-light transmitted can be significantly reduced by such a metal effect pigment coating. Also, the coating thickness is directly related to the decrease in UV-transmission and the increase in the reflection of light. Nevertheless, it has to be stated that only for UV-light with wavelength less than 300 nm, can a full protection with 0% UV-transmission be reached. In the UV-range 300–400 nm, the decrease in UV-transmission is mainly based on the light reflection of the aluminum effect pigments. At wavelengths below 300 nm, the reflection as well as the absorption of the effect pigments and the binder composition lead to an additional decrease in UV-transmission. In conclusion, for UV-light in the range of 300–400 nm, this coating system based on aluminum effect pigments cannot perform a full UV-protection. The ability for UV-protection of an effect pigment is directly related to the absorption the pigment and the used binder composition. The absorption properties are determined by the material composition of the effect pigment. To solve this problem and to gain a textile with full UV-protection up to 400 nm, a combination of the effect pigment coating with a first applied base coating can be used. This base coating can be used to apply titanium dioxide pigments which exhibit a strong UV-absorption property (Fig. 11). Through this combination of two different coatings with two different pigment types, a full UV-protective textile can be realized. Another approach for realization of UV-protection by effect pigment coatings on textiles is the application of mineral pearlescent pigment containing a significant amount of titanium dioxide (Fig. 12). This mineral effect pigment has an absorption edge nearly at 400 nm, which is typical for its titanium dioxide component and leads to excellent UV-absorption properties. These pearlescent pigments (here shown as different Iriotec™ types) are, in addition to their optical properties for visible light, also inherent UV-absorbers. So, by this coating application, a full UV-protection to 400 nm can be reached (Fig. 12). For those coatings with Iriotec™ pigments, the transmission for visible light is still significantly high, so the gained UV-protective coatings are still transparent for visible light. By choosing the type of pigment, the color of the transmitted light can be influenced, so certain optical color effects can be applied to the textile in addition to the UV-protection.

Open polyester fabric with polyurethane coating containing aluminum effect pigment (Shinedecor IR 5000). On the top sample, the coating process is performed once, and on the sample below, the coating is done twice

Spectra of diffuse transmission and diffuse reflection of uncoated and coated polyester fabrics (samples related to the SEM-images in Fig. 7). The polyester fabric is coated with polyurethane layer containing aluminum effect pigment (Shinedecor IR 5000). The coating process is performed one time or double. The different spectral ranges of UV-, visible-, and IR-light are indicated

Spectra of diffuse transmission of coated cotton fabrics, coated with a two-layer system containing a first base coating and a second top coating with an aluminum effect pigment. (Binder: polyurethane based; titania: Helizarin White; aluminum pigment: Shinedecor 5000). The different spectral ranges of UV-, visible-, and IR-light are indicated. Reference spectra for uncoated cotton and cotton fabric with pure binder coating are depicted as well

Spectra of diffuse transmission and diffuse reflection of polyester fabrics with Iriotec pigment-containing coatings. The different spectral ranges of UV-, visible-, and IR-light are indicated
IR-protection and heat collection
Infrared light (IR-light) condenses electromagnetic radiation with wavelengths in the range of 800 nm to 1 mm and is also called heat radiation.46 The IR-light of wavelengths up to 1400 nm is also known as NIR (near-IR) or IR-A.46,47 For this, the protection against IR-light can be also described as protection against heat. Alternatively, the collection of IR-radiation can be described as the collection of heat energy. Textiles with IR manipulative properties can therefore be used as an ideal tool for heat regulation in buildings. In principle, for heat regulation in buildings performed by textile window coverings, two situations described best as “summer situation” and “winter situation” should be distinguished. The “summer” situation means a cool in-room climate is wanted and heat from outdoors has to be kept out of the building. Here, a reflection of incoming IR-radiation back to the outdoors is advantageous and could be reached by sun-screening textile applications. The “summer” situation is related to the need for high reflectance against IR-radiation leading to the protection against the heat radiation. The “winter” situation means a room has to be kept warm even if the outside temperature is cold. In this situation, the heat produced indoors by humans or machines has to be kept in the room, e.g., by IR-reflective materials. However, the protective effect–cause by IR-reflection is of a general nature and not only limited to solar heat radiation. Also, protective applications reflecting IR-radiation from fire are developed using IR-reflective pigments.48 This is especially done through a combination of different pigments as titanium dioxide of rutile type, iron oxide red, and aluminum flake pigments.48,49 High near-IR-light-reflecting materials can be realized by application of color pigments from mixed metal oxides leading to a certain cooling effect in the case of exposure to sunlight. Cooling effect means, in that case, the material containing that type of IR-reflecting pigments contains lower temperature in sunlight compared to the material without those pigments.50 Another important aspect of using dyes or pigment with special absorption properties in the near-IR-range to wavelengths up to 1500 nm is the realization of textiles with camouflage properties working also in the nonvisible IR area. This is especially of interest in military applications to gain a certain “invisibility” also for IR-detecting cameras. For the aim of an IR-camouflage, the textile should contain the same IR-reflection values as the surrounding vegetation or desert area.51 Analogously, IR-active pigments could be used to realize an IR signature on textile material, e.g., as quality label or for brand protection.52 An important overview on industrially used IR-reflective inorganic pigments is given by Bendiganavale and Malshe.53 Especially mentioned are different types of titanium oxides, ceramic pigments, mica-coated pigments, and aluminum pigments. Also of academic interest are pigments from rare earth molybdates as Y6MoO12, whose reflection properties can be modified by doping with silicon and praseodymium.54 These IR-reflective pigments usually do not absorb IR-light. Instead of absorption, the IR-light is reflected by the pigments and one reason for this is the difference in the refractive index for IR-light of the pigment and the surrounding binder.55 In addition to the refractive properties, the particle size of the pigments is reported to be an imported parameter. For high reflective properties, the particle size should be more than half of the wavelength of the reflected light.53 With this background, for IR-reflecting pigments, a minimum size of around 0.5 μm should be a requirement. However, this requirement is mostly fulfilled by the anisotropic effect pigments with their large lateral dimension. Coatings containing metal effect pigments can significantly influence the IR-reflection–absorption spectrum of the coated substrate materials.56 By this, also the transmission properties of the material are determined and the property for IR-protection is influenced. The effect of different effect pigment coatings on textile on the IR-transmission and IR-reflection is presented in Figs. 10, 11, and 12. These figures give information on the transmission in the near-IR area up to 1400 nm and allow a comparison to the transmission properties for visible light. In fact, it is clearly seen that by application of aluminum effect pigment, the transmission and reflection of the textile for near-IR-light can be significantly reduced and this decrease is correlated with the amount of applied aluminum pigments. However, two points have to be mentioned. First, in comparison with the transmission for UV-light, the transmission against IR-light is not completely diminished. The change of the IR-transmission is mainly based on a change in reflection properties and less influence by the absorption of IR-light by the effect pigments. Second, in the same range of decrease of IR-transmission, the transmission for visible light is also decreased. For this, it is not possible by this coating system to realize a textile with full optical transparency for visible light containing simultaneously full protection against IR-light. An useful coating system for such an application is the coating application with mineral pearlescent pigments (Iriotec type) (Fig. 12). With these pigments, it is possible to decrease the IR-transmission more, as compared with the lesser decrease in transmission for visible light. These coated textiles contain a certain higher transmittance for visible light compared to IR-light, and for this, they could be a first step for development of heat-protective sun-screening textiles which allow the heat radiation in the summer to be kept out of the building, but transmit a certain amount of visible light to illuminate the indoor rooms.
Electric conductivity
Antistatic and conductive coatings
The electric conductivity of textiles is primarily related to the antistatic and conductive properties of the textiles. These properties are usually determined by the electrical surface resistance of the textile. Most synthetic fibers exhibit a high electrical resistance, so they are susceptible to a build up of a static electrical charge.57 Textile surfaces with antistatic properties are supposed to contain an electrical surface resistance of <109 Ohm.58 Such surfaces are not statically chargeable, e.g., by rubbing them onto another material, because below this surface resistance electrical charges are not statically built up on the textile. Antistatic properties of textiles are quite useful for manifold applications. One issue is the safety reason; often a static built-up charge is discharged in one moment together with a spark formation. This spark can lead to a painful shock but can also lead to the ignition of explosive gases or dust, so for many fields of textile application the antistatic property is a significant safety property.59,60 A second issue of static charging of textiles is that these textiles tend to soil faster, because they can electrically attract soil or dust particles to their surface. For this reason, carpets made of synthetic fibers are often treated with antistatic finishing agents to reduce their soiling properties.61 Electrical conductive textiles exhibit significantly lower surface resistance compared to textiles with antistatic properties. Besides antistatic application, conductive textiles are of interest for the preparation of so-called smart textiles, combining the cloth with computer technology and for preparation of textiles used for shielding against radiowaves and microwaves.62–65 Applications for conductive yarns or textiles can be found as electrodes for medical applications.66 The conductivity for electricity of a coating system is related to the materials incorporated in this coating. For realization of an antistatic coating, these materials should contain an intrinsically high conductivity. In the case of effect pigments, such a conductivity can be expected for metal effect pigments containing elemental metals of high conductivity, such as copper or silver. This statement is valid for pure metal effect pigments but also for pigments containing a core of glass and a coating of elemental silver. An advantage for production of conductive coating is the anisotropic shape of effect pigments leading to a conductive pathway horizontally to the coated surface.10 Antistatic properties can be easily realized on textiles by application of metal pigment-containing coatings, since, for this application, only the surface resistance has to be reduced to values <109 Ohm. This reduction can be reached with many different types of metal pigment, even from steel, gold bronze, copper, or silver pigment, in lower concentration. To realize a conductive textile by an effect pigment coating is in fact not that simple. For high conductivity, a higher concentration of pigment in the coating of >10 wt% is necessary and not every metal pigment is of the same effectiveness. Most metal effect pigments are coated to prevent the corrosion of the pigments’ surface.29 However, such a protective coating can also act as an electrical isolator, so the electron transport from a conductive copper pigment to the next pigment can be hindered. In fact, this is one reason why most gold bronze pigments are not useful for the realization of electric conductive coatings onto textiles.12 For such conductive coatings, pigments from silver or silver-coated pigments are a good choice. Silver as a noble metal does not need a corrosion protective coating, so there is no insulating layer preventing the electron transport between connected silver pigment surfaces. Prominent examples for this type of pigments are econduct pigments as listed in Tables 1 and 2. This type of pigment contains a copper core and a silver coating. To realize electrically conductive coatings, it is also an effective method to combine metal effect pigments with intrinsically conductive polymers. Some examples of such coatings and their electrical resistances are summarized in Table 5. As conductive polymers, polyaniline (PANI) or poly(3,4-ethylenedioxythiophene) (PEDOT–PSS) is combined with different effect pigments of econduct type. It is clearly seen that the presence of the conductive polymers can lead to a significant reduction in electrical resistance of the samples. Another significant influence is related to the lateral size of the anisotropic econduct pigments. A larger lateral pigment size can also support the conductivity of the realized coatings.
EMI-shielding
EMI-shielding is often understood as the shielding from electromagnetic radiation or electromagnetic pollution.67 However, this definition is not exact enough, because the term electromagnetic radiation usually summarizes the whole spectrum from X-ray to radiowaves. The EMI-shielding is mainly related to the part of the full electromagnetic spectrum containing microwaves and radiowaves. These types of radiation have low frequency and for this also low quantum energy. The source of those types of radiation is mainly electrical devices used daily in modern life, such as wireless networks or microwave ovens in the household.68,69 Another interesting issue for shielding is the shielding of mobile phones:68 first, to be protected from such radiation, and second, to keep your anonymity by placement of the mobile phone in a pocket made of the shielding material. Conductive textile materials as electromagnetic shield in physiotherapy are also mentioned.70 Due to the increasing occurrence of such radiation, it is also summarized under the buzzword “electromagnetic pollution.” The designation “electromagnetic pollution” leads to a negative image of such radiation, implying a potential health risk for humans. Some studies on potential health risks are published; however, the intensity and the processes behind them today are not fully understood.71,72 Nevertheless, a material like a coated textile capable of EMI-shielding is demanded by several customers and is therefore attractive for commercialization. An additional important application is the camouflage in the military sector. Clothes absorbing electromagnetic radiation in the radar range could be a useful tool to hide acting persons and soldiers.73,74 The electrical conductivity of a material is related to its property to shield “electromagnetic pollution.”75 For this, metal effect coatings with high conductivity can be used to prepare textiles with EMI-shielding properties. As reported by Topp et al.,10 polymer coatings containing silver-coated copper-based effect pigments (econduct type) exhibit a strong shielding effect for radiation in the range of 6.5–15 GHz. To gain such significant shielding effects of more than 30 db, coatings of high pigment concentration (10–20%) and a thickness of 100–200 μm are needed. As a product example, Fig. 13 shows photographs of pockets useful for protecting a credit card or mobile phone. Those products are prepared from cotton fabrics coated with an acrylate binder system containing effect pigments of econduct type. Besides conductive materials, also several types of metal oxide nanocomposites are reported to be able to improve EMI-shielding properties and to manipulate the EMI-reflection.76–80 The EMI-reflection of wool can be significantly improved by a zirconium oxide nanocomposite treatment. However, compared to the above-mentioned metallic effect pigments, the influence of the zirconia material is strongly related to the frequency of the applied radiation showing maxima in reflection for frequencies around 5.7 and 7.2 GHz.76 The EMI-reflection can be also influenced by clay nanomaterials, but the doping of the clay with aluminum or iron reduces that influence.77,78 In contrast to this, modification with silver nanoparticles in a silver/silica/kaolinite nanocomposite can improve the EMI-shielding properties compared to an untreated silica/kaolinite material.79 The application of those silica/kaolinite nanocomposites for textile treatment is also reported.80

Textile pocket with coating containing metallic effect pigment for EMI-shielding purposes
Barrier coatings
The use of effect pigments for preparation of barrier coatings is directly related to their anisotropic shape, because the point of barrier formation is mainly a geometrical issue. Other factors such as pigment composition and surface composition of the pigment are less relevant to this type of application. This is one main difference to the other functionalization reported in this article. The task of a barrier coating applied on a substrate is to decrease significantly its permeability against gases such as air. A common coating based on an organic polymer or a silicone rubber could contain pores which enable the transfer of gas molecules through the coating. By comparison, effect pigments are of an inorganic nature and usually not permeable for gases. The incorporation of such inorganic particles in an organic coating would naturally reduce the air permeability of the complete coating. However, it should be clear that for this purpose, anisotropic plane pigments are more advantageous compared to spherical pigments. This statement is especially valid if the effect pigments are arranged in the coating in double or multilayer positions. In that case, a direct transfer of air is not possible and detours have to be taken to transfer through the coating.81 The advantage of anisotropic pigments compared to isotropic pigments is schematically illustrated in Scheme 6. Also the difference between single to multilayer arrangement of effect pigments in barrier coatings is depicted.

Comparison of barrier properties of different pigment-containing coatings on textile substrates; left: coating with spherical pigments; middle: coating with effect pigment single layer; and right: coating with effect pigment multilayer
Antimicrobial coatings
As it has been known since ancient times, the surface of several metals can act antimicrobially, which means these metals are able to inhibit the growth of germs or even destroy them completely.82 This statement is valid for bacteria but also for fungi and yeast. The intensity of the antimicrobial property is individual for every type of metal, and some metals as, for example, iron do not exhibit any antimicrobial effect at all. Sometimes the antimicrobial materials are ranked due to their antimicrobial properties in the so-called oligodynamic series.83–86 The effect of metals on bacteria is also known as oligodynamic effect, which summarizes all possible effects a metal can have on bacteria. Usually, it is believed that it is not the pure metal itself that is the antimicrobially active compound. Instead, active are the metal ions released from the metal surface into the surrounding medium.87 Plainly spoken, a metal particle can be understood as a controlled release system, discharging small amounts of bactericidal metal ions. For this, effect pigments containing metals from the oligodynamic series (mainly copper or silver) can act as antimicrobial compounds and the application of them in a coating on textiles leads to antimicrobially active textile materials.10,11 Antimicrobial textiles can be a helpful tool to destroy pathogens that are resistant to conventional antibiotics. By these so-called hygiene textiles, the fight against such dangerous pathogens can be supported.88,89 Applications are reported, for example, for wound healing purposes.90 Another important application is the treatment of atopic dermatitis.91–93 Although this disease is not originally caused by bacteria, it can be significantly worsened by secondary infection of the atopic skin; hence, an antimicrobial textile could help to support the healing process.
In recent decades, silver nanoparticles were discussed as special antimicrobial agents, mainly for two reasons: First, silver is one of the most antibacterially active metals often used in many examples of textile products and applications.94,95 Second, the surface-to-volume ratio of nanoparticles is especially high, so in relation to larger silver objects, more active Ag+-ions can be released into the surrounding medium.96,97 However, especially due to the nanoscaled size of the particles, in public serious concerns are discussed related to the possible health risks of nanomaterials. Until now, it has not been fully investigated how significant these possible health risks which result from nanoparticles.98,99 However, it is clear that the customer can fear the risks of such products and will thus avoid their use. Metallic effect pigments could be an attractive alternative material to replace metallic nanoparticles. On the one hand, metal effect pigments contain sizes of several micrometers, so they are clearly not nanosized. On the other hand, they still have a high surface-to-volume ratio and should for this reason be an excellent source for releasing antimicrobial metal ions.
Some experimental results on antimicrobial properties of effect pigment-containing coatings on polyester fabrics are summarized in Figs. 14 and 15. As binder, an acrylate system is used and applied in a thickness of 50 μm with increasing concentration of effect pigment. Different types of effect pigments based on silver, copper, iron, or steel are used. The econduct pigment mentioned is of a copper core and a silver surface. The antimicrobial effect is determined as a decrease in bacterial viability of the bacteria Escherichia coli and Staphylococcus aureus. The testing procedure has previously been described in detail.100 It is clearly seen that the bacterial viability is decreased if the concentrations of copper- or silver-containing effect pigments are increased in the coating on the textile. Both metals are well known for their antimicrobial property, and this is confirmed by the antibacterial action against E. coli and S. aureus. Also, the stronger antimicrobial effect gained with silver pigments compared to the pure copper pigment is clearly seen. The use of the iron-containing pigments (steel pigment and ferricon pigment) does not lead to a decrease in bacterial viability. The silver-coated copper pigment (econduct) exhibits an antimicrobial activity in the range of the pure silver pigment. If these silver-coated effect pigments are used for antibacterial reasons, only small amounts of silver are needed compared to pure silver pigments. Of course, this is of special interest from an economic and cost efficiency perspective. In the presented investigations, obviously S. aureus is more sensitive compared to E.coli, because the viability of S. aureus is strongly decreased in the presence of the effect pigment coatings. A certain decrease in bacterial viability is also observed for the pure binder coating without any pigment addition. Obviously, the binder system itself contains a certain antimicrobial property. A possible explanation for this issue could be the residues of biocides added to the binder by the supplier to increase the lifetime of the binder system by preventing biological contamination. Figure 15 presents the antibacterial effect of the different effect pigment coatings on polyester against E.coli bacteria. Depicted is the remaining bacterial viability as a function of the thickness of the coating. The pigment concentration in the coating recipe is set to 20 wt%. Also with increasing thickness of the effect pigment coating, the bacterial viability is reduced. By this, it is shown that not only the surface of the coating is affecting the bacteria, but also the coating over the whole thickness has a significant influence and is probably acting as a controlled release system for antibacterial metal ions. The coatings containing copper effect pigments presented in Figs. 14 and 15 exhibit a significant antibacterial activity. However, it has to be mentioned that for coatings containing copper-based effect pigments, very different results are reported.11 Here, mainly two influences could be taken into account. First, copper is often used as an alloy that contains a certain amount of other metals. Second, surfaces of copper pigments mostly contain a protective coating to prevent corrosion on the pigment surface. The prevention of corrosion could mean in the same way the prevention of the release of Cu2+ ions in the surrounding medium. By this prevented release, the antimicrobial function is reduced in the same way. Both statements are mainly valid for copper-based gold bronze pigments, which are developed and mainly used to gain optical effects. By contrast, their antimicrobial effects are less significant. From earlier studies, little antibacterial activity was reported for coatings containing aluminum effect pigments.101 Due to the fact that aluminum is usually not listed in the oligodynamic series, such an antimicrobial effect should not be expected. One possible explanation in that case could be a low content of silver also observed for some aluminum pigments (Table 1). The reason for the silver content could be a better surface and corrosion stability of the aluminum pigments. However, a small additional effect could be an antimicrobial one, if the silver is present on the pigment surface.

Antibacterial effect of pigment-containing acrylate coatings on polyester. Depicted is the remaining bacterial viability as a function of pigment concentration in the coating. The coating thickness is set to 50 μm. On top, the antimicrobial effect is presented against E. coli bacteria; below the effect is presented against S. aureus bacteria

Antibacterial effect against E. coli bacteria is shown for pigment-containing acrylate coatings on polyester. Depicted is the remaining bacterial viability as a function of the thickness of the coating. The pigment concentration in the coating recipe is set to 20 wt%
Fire-resistant coatings
In this section, it will be discussed whether coatings containing effect pigments are useful in the preparation of fire-resistant or flame-resistant textiles. To answer this question, it has to be asked what happens if the pigments are in contact with fire. In the case of pigments consisting of different metal oxides, it is clear they cannot react with oxygen—they cannot burn. However, a different situation is given for metal effect pigments, if the metal is significantly not a noble metal. In particular, fine-dispersed aluminum is known to react strongly with oxygen. From that point of view, a coating containing aluminum effect pigments could be the contrary of a fire-resistant coating. By contrast, effect pigments consisting of metal oxides could lead to a certain flame-retardant effect, because they can act as a nonflammable inorganic shielding material covering the organic textile fiber. An advantageous approach could be, for example, the combination of the inorganic pigment with an inorganic binder system. An inorganic binder system can be, for example, from sol–gel origin as zirconia sols like isys-MTX are supplied by CHT. For example, a zirconium oxide nanocomposite application on wool is reported to improve the flame-retardant properties of wool fabrics.76 However, inorganic coating systems are not supposed to be of the same effectiveness as commonly used flame-retardant finishing. Common finishing systems extinguish the fire not only by barrier effect, but they contain an active property, such as radical catching, smoke formation, or the formation of a char layer.102 Another disadvantageous effect possibly occurring after coating of polyester fabrics should be taken into account. Polyester fabrics contain a certain inherent flame-retardant effect, because these polyester fabrics can withdraw from the flame by melting and shrinking back from the source of heat. An inorganic coating on a polyester fabric can hinder such a shrinking behavior and therefore cause a better flammability of polyester fabrics.103 For this, an inorganic coating can be advantageous for cotton fabric but is less advantageous for PES fabrics with respect to the flammability properties of the coated textile fabric. To summarize the discussion above, effect pigment-containing coatings are probably in most cases not an effective means to realize fire-resistant textiles.
High prospective anisotropic materials
In this section, some microscaled anisotropic-like materials should be introduced which are not classically named as effect pigment. However, due to their size and shape, they could also be known as anisotropic microscaled materials or even pigments.
One substance that falls into this category is layered silicates of the illite type. Such silicates are distributed as natural sourced products, for example, as Arginotec by the company Nottenkämper.104 An interesting property of this material is that it does not swell with water and the containing cations can be exchanged. The exchange of sodium cation Na+ by silver or copper ions (Ag+/Cu2+) leads to a layered silicate material that carries antimicrobially active metal ions. If this material is applied as an additive in a coating onto textiles, textile fabrics with strong antimicrobial properties can be realized.105 The silver-loaded layered silicates act here as a reservoir of a controlled release system, setting free antimicrobially active silver ions. Of less activity are systems loaded with Cu2+ or Zn2+ ions, because of lower biocidal potential of those metal ions.
Another example for anisotropic materials is perovskite crystals grown in plate-like shape.106 For perovskite structures, different kinds of compositions are possible as alkali niobates, lead niobates, lead titanates, or bismuth sodium titanates.106–111 These anisotropic perovskite materials are reported to contain piezoelectric properties.112 Other interesting properties such as photoluminescence, ferroelectric and photocatalytic properties are also reported.108,109,113 It would be very interesting and could be realized in the future that by application of perovskite containing coatings onto textiles, special advantageous textile materials with outstanding properties can be achieved. However, one disadvantage should be mentioned, which limits the way to broad commercial application. This disadvantage is the content of the heavy metal lead, which is present in many very effective perovskites but is also known to be of high toxicity. So a challenge is still the research for a nonlead perovskite with similar advantageous properties.
Another anisotropic microscopic material is a modification of graphite, described as natural flake graphite.114 These graphite flakes can occur as platelets of hexagonal structure or round outlines.114 Due to their anisotropic shape and the electrical conductivity, these graphite flakes could be used in a similar way as metal effect pigments for the realization of conductive coatings. One example from patent literature is the use of pulverized graphite platelets for coating preparation on glass fibers. The electrically insulating glass fibers can thereby gain a certain fiber surface conductivity. The use in reinforced composite materials is also mentioned.115 Graphite is built up by layers of carbon atoms in hexagonal arrangement. By increasing the distance of those layers, a modification of graphite is possible. For natural flake graphite, such a modification is reported by an expanding treatment procedure using acid treatment and heating procedure. From this, the production of electrically conductive composites from acrylate and expanded graphite is possible.116 This composite system could be also transferred to coating applications onto textile surfaces.
Summary and conclusions
An introduction into effect pigments with respect to their use for textile functionalization is given. Those pigments could be also understood as anisotropic plain and microscaled materials. Besides the general introduction into types and properties of effect pigments, the main focus was to present the possible functions that could be reached by effect pigment coatings onto textiles. In addition to the traditional optical effect, it was shown that effect pigments can be used for realization of nearly all type of functionalization of textiles. While the use for fire-retardant functionalization seems to be less suitable, main promising examples discussed are the radiation protection and antimicrobial functions. In these fields, useful functional textile products can be developed by effect pigment coatings.
References
Wißling, P, et al., Metallic Effect Pigments: Fundamentals and Applications. Vincentz Network, Hannover (2006)
Weitzel, J, Maile, FJ, Kieser, M, Gabel, P, Pfaff, G, Special Effect Pigments. Vincentz Network, Hannover (2008)
Maisch, R, Weigand, M, Perlglanzpigmente. Verlag Moderne Industrie, Landsberg/Lech (1991)
Chorro, E, Perales, E, Martinez-Verdu, FM, Campos, J, Pons, A, “Colorimetric and Spectral Evaluation of the Optical Anisotropy of Metallic and Pearlescent Samples.” J. Mod. Opt., 56 1457–1465 (2009)
Faulkner, EB, Schwartz, RJ, High Performance Pigments. Wiley, Weinheim (2009)
Germer, TA, Nadal, ME, “Modelling the Appearance of Special Effect Pigment Coatings.” Proc. SPIE, 4447 77–86 (2001)
Maile, FJ, Pfaff, G, Reynders, P, “Effect Pigments—Past, Present and Future.” Prog. Org. Coat., 54 150–163 (2005)
Kerr, S, “Creating Special Effects in Plastics.” Plast. Addit. Compd., 8 40–43 (2006)
Debeljak, M, Hladnik, A, Cerne, L, Gregor-Svetec, D, “Use of Effect Pigments for Quality Enhancement of Offset Printed Specialty Papers.” Color Res. Appl., 38 168–176 (2013)
Topp, K, Haase, H, Degen, C, Illing, G, Mahltig, B, “Coatings with Metallic Effect Pigments for Antimicrobial and Conductive Coating of Textiles with Electromagnetic Shielding Properties.” J. Coat. Technol. Res., 11 943–957 (2014)
Mahltig, B, Darko, D, Günther, K, Haase, H, “Copper Containing Coatings for Metallized Textile Fabrics.” J. Fash. Technol. Text. Eng., 3 (1) 1–10 (2015)
Wißling, P, et al., Metalleffekt-Pigmente. Vincentz Network, Hannover, 2 edition, 2013
Sunchemical (Cincinnati, USA) www.sunpigments.com
BASF (Ludwigshafen, Germany) www.dispersions-pigments.basf.com
Merck (Darmstadt, Germany) www.merck-performance-materials.com
Eckart (Hartenstein, Germany) http://www.eckart.de/
Ostertag, W, “Preparation of Effect Pigments Coated with Metal Oxides.” US patent, 4,552,593, 1985.
Ostertag, W, Schmidt, H, Interference Pigments for Preparing Forgeryproof Documents. US patent, US5573584A, 1992
Schmidt, C, Pfaff, G, Schank C, Schoen, S, Interference Pigments. US patent, US6596070B1, 1997
Cavalcante, PMT, Dondi, M, Guarini, G, Barros, FM, da Luz Benvindo, A, “Ceramic Application of Mica Titania Pearlescent Pigments.” Dyes Pigments, 74 1–8 (2007)
Schwarz, S, Endriss, H, “Inorganic Colour Pigments and Effect Pigments—Technical and Environmental Aspects.” Color. Technol., 25 6–17 (1995)
Maisch, R, Stahlecker, O, Kieser, M, “Mica Pigments in Solvent Free Coatings Systems.” Prog. Org. Coat., 27 145–152 (1996)
Kirchner, E, van den Kleboom, G-J, Njo, L, Super, R, Gottenbos, R, “Observation of Visual Texture of Metallic and Pearlescent Materials.” Color. Res. Appl., 32 256–266 (2007)
Bertaux, S, Reynders, P, Schweda, E, “The Reaction of Ceria Coatings on Mica with H2S: an In Situ X-ray Diffraction Study.” Mater. Res. Bull., 39 793–801 (2004)
Pfaff, G, “Perlglanzpigmente.” Chem. unserer Zeit, 31 6–16 (1997)
Moini, A, Fuller, DS, Kober, AE, Zimmermann, CJ, Noble Metal Coated Substrate Pigment. US patent, US6517939B1, 1999
Schmid, R, Mronga, N, Multiply Coated Metallic Luster Pigments. US patent, US5624486A, 1994
Anselmann, R, Ambrosius, K, Mathias, M, Effect Pigments Based on Coated Glass Flakes. US patent, US7226503B2, 2001
Müller, B, Schubert, M, “Corrosion Inhibition of Copper and Brass Pigments in Aqueous Alkaline Media by Copolymers.” Prog. Org. Coat., 37 193–197 (1999)
Wissling, P, “State-of-the-Art Technology in Aluminium Pigments for Aqueous Paints.” Surf. Coat. Int., 82 335–336 (1999)
Kiehl, A, Greiwe, K, “Encapsulated Aluminium Pigments.” Prog. Org. Coat., 37 179–183 (1999)
Kirchner, E, “Film Shrinkage and Flake Orientation.” Prog. Org. Coat., 65 333–336 (2009)
Wißling, P., Funktionale Effektpigmente für Technische Textilien. Company information of Eckart/Altana (2015)
Diffey, BL, “Sources and Measurement of Ultraviolet Radiation.” Methods, 28 4–13 (2002)
Maslowsky, E, “Comparison of the Electromagnetic Spectra of Common Light Sources.” J. Chem. Educ., 90 1488–1492 (2013)
MacIssac, D, Kanner, G, Anderson, G, “Basic Physics of the Incandescent Lamp (lightbulb).” Phys. Teach., 37 520–525 (1999)
Laxer, H, Safety Inks and Documents. US patent, US3886083A, 1974
Mahltig, B, Haufe, H, Kim, CW, Kang, YS, Gutmann, E, Leisegang, T, Meyer, DC, “Manganese/TiO2 Composites Prepared and Used for Photocatalytic Active Textiles.” Croat. Chem. Acta, 86 143–149 (2013)
Horneck, G, “Quantification of the Biological Effectiveness of Environmental UV Radiation.” J. Photochem. Photobiol. B, 31 43–49 (1995)
Brasch, DE, Rudolph, JA, Simon, JA, Lin, A, McKenna, GJ, Baden, HP, Halpern, AJ, Ponten, J, “A Role for Sunlight in Skin Cancer.” Proc. Natl. Acad. Sci. USA, 88 10124–10128 (1991)
Cerkova, J, Stipek, S, Crkovska, J, Ardan, T, Platenik, J, Cejka, C, Midelfart, A, “UV Rays, the Prooxidant/Antioxidant Imbalance in the Cornea and Oxidative Eye Damage.” Physiol. Rev., 53 1–10 (2004)
Saravanan, D, “UV Protection Textile Materials.” AUTEX Res. J., 7 53–62 (2007)
Tarbuk, A, Grancaric, AM, Situm, M, Martinis, M, “UV Clothing and Skin Cancer.” Coll. Antropol., 34 179–183 (2010)
Mahltig, B, Böttcher, H, Rauch, K, Dieckmann, U, Nitsche, R, Fritz, T, “Optimized UV Protecting Coatings by Combination of Organic and Inorganic UV Absorbers.” Thin Solid Films, 485 108–114 (2005)
Gallas, JM, Medium Incorporating Melanin as an Absorbing Pigment Against Electromagnetic Radiation. US patent, US5112883, 1992
Schieke, SM, Schroeder, P, Krutmann, J, “Cutaneous Effect of Infrared Radiation: From Clinical Observations to Molecular Response Mechanisms.” Photodermatol. Photoimmunol. Photomed., 19 228–234 (2003)
Karu, T, “Primary and Secondary Mechanisms of Action of Visible to Near-IR Radiation on Cells.” J. Photochem. Photobiol. B, 49 1–17 (1999)
Berdahl, PH, Pigments Which Reflect Infrared Radiation from Fire. US patent, US5811180A, 1994
Gunde, MK, Kunaver, M, “Infrared Reflection–Absorption Spectra of Metal-Effect Coatings.” Appl. Spectrosc., 57 1266–1272 (2003)
Levinson, R, Berdahl, P, Akbari, H, “Solar Spectral Optical Properties of Pigments—Part II: Survey of Common Colorants.” Sol. Energy Mater. Sol. Cells, 89 351–389 (2005)
Gupta, KK, Nishkam, A, Kasturiya, N, “Camouflage in the Non-Visible Region.” J. Ind. Text., 31 27–42 (2001)
Sutter, CR, Petelinkar, RA, Reeves, RE, Infrared Reflective Colored Metallic Compositions. US patent, US6468647B1, 1998
Bendiganavale, AK, Malshe, VC, “Infrared Reflective Inorganic Pigments.” Recent Patents Chem. Eng., 1 67–79 (2008)
George, G, Vishnu, VS, Reddy, MIP, “The Synthesis, Characterization and Optical Properties of Silicon Praseodymium Y6MoO12 Compounds: Environmentally Benign Inorganic Pigments with High NIR Reflectance.” Dyes Pigments, 88 109–115 (2011)
Hunter, RS, The Measurement of Appearance. Wiley-IEEE, New York (1987)
Gunde, MK, Kunaver, M, “Infrared Reflection–Absorption Spectra of Metal-Effect Coatings.” Appl. Spectrosc., 57 1266–1272 (2003)
Wong, YWV, Yuen, CWM, Leung, MYS, Ku, SKA, Lam, HLI, “Selected Applications of Nanotechnology in Textiles.” AUTEX Res. J., 6 1–8 (2006)
Textor, T, Mahltig, B, “A Sol–Gel Based Surface Treatment for Preparation of Water Repellent Antistatic Textiles.” Appl. Surf. Sci., 256 1668–1674 (2010)
Talawar, MB, Agrawal, AP, Wani, DS, Bansode, MK, Gore, GM, “Primary Explosives: Electrostatic Discharge Initiation, Additive Effect and Its Relation to Thermal and Explosive Characteristics.” J. Hazardous Mater., 137 1074–1078 (2006)
Wilson, N, “The Risk of Fire or Explosion Due to Static Charges on Textile Clothing.” J. Electrost., 4 67–84 (1977)
Warburton, CE, Benischeck, JJ, Antisoiling Treatment for Carpets and Carpet Yarns. US patent, US4081383A
Meoli, D, May-Plumlee, T, “Interactive Electronic Textile Development.” J. Text. Appar. Technol. Manag., 2 1–12 (2002)
Li, T-T, Wang, R, Lou, C-W, Lin, M-C, Lin, J-H, “Manufacture and Effectiveness Evaluations of High-Modulus Electromagnetic Interference Shielding/Puncture Resisting Composites.” Text. Res. J., 83 1796–1807 (2013)
Ceken, F, Kayacan, Ö, Özkurt, A, Ugurlu, SS, “The Electromagnetic Shielding Properties of Some Conductive Knitted Fabrics Produced on Single or Double Needle Bed of a Flat Knitting Machine.” J. Text. Inst., 103 968–979 (2012)
Wieckowski, TW, Janukiewicz, JM, “Methods for Evaluating the Shielding Effectiveness of Textiles.” Fibers Text. East. Eur., 14 18–22 (2006)
Rattfalt, L, Linden, M, Hult, P, Berglin, L, Ask, P, “Electrical Characteristics of Conductive Yarns and Textile Electrodes for Medical Applications.” Med. Biol. Eng. Comput., 45 1251–1257 (2007)
Ortlek, HG, Alpyildiz, T, Kilic, G, “Determination of Electromagnetic Shielding Performance of Hybrid Yarn Knitted Fabrics with Anechoic Chamber Method.” Text. Res. J., 83 90–99 (2013)
Calabro, E, Magazu, S, “Monitoring Electromagnetic Field Emitted by High Frequencies Home Utilities.” J. Electromagn. Anal. Appl., 2 1–9 (2010)
Abdul-Razzaq, W, Bushey, RK, “Household Electrosmog.” Am. J. Health Sci., 4 131–135 (2013)
Aniolczyk, H, Koprowska, J, Mamrot, P, Lichawska, J, “Application of Electrically Conductive Textiles as Electromagnetic Shields in Physiotherapy.” Fibres Text. East. Eur., 12 47–50 (2004)
Elvers, H-D, Jandrig, B, Grummich, K, Tannert, C, “Mobile Phones and Health: Media Coverage Study of German Newspapers on Possible Adverse Health Effects of Mobile Phone Use.” Health Risk Soc., 11 165–179 (2009)
Wiedemann, PM, Schütz, H, “The Precautionary Principle and Risk Perception: Experimental Studies in the EMF Area.” Environ. Health Perspect., 113 402–405 (2005)
Hebeish, AA, Elgamel, MA, Abdelhady, RA, Abdelaziz, AA, “Factors Affecting the Performance of the Radar Absorbant Textile Materials of Different Types and Structures.” Prog. Electromagn. Res. B, 3 219–226 (2008)
Huang, C-W, Lee, K-C, “Application of ICA Technique to PCA Based Radar Target Recognition.” Prog. Electromagn. Res., 105 157–170 (2010)
Safarova, V, Mility, J, “Electromagnetic Field Shielding Fabrics with Increased Comfort Properties.” Adv. Mater. Res., 677 161–168 (2013)
Gashti, MP, Almasian, A, Gashti, MP, “Preparation of Electromagnetic Reflective Wool Using Nano-ZrO2/citric Acid as Inorganic/Organic Hybrid Coating.” Sens. Actuators A, 187 1–9 (2012)
Gashti, MP, Eslami, S, “Structural, Optical and Electromagnetic Properties of Aluminum-Clay Nanocomposites.” Superlattices Microstruct., 51 135–148 (2012)
Parvinzadeh, M, Eslami, S, “Optical and Electromagnetic Characteristics of Clay-Iron Oxide Nanocomposites.” Res. Chem. Intermed., 37 771–784 (2011)
Gashti, MP, Almasian, A, “Synthesizing Tertiary Silver/Silica/Kaolinite Nanocomposite Using Photo-Reduction Method: Characterization of Morphology and Electromagnetic Properties.” Compos. B, 43 3374–3383 (2012)
Gashti, MP, Elahi, A, Gashti, MP, “UV Radiation Inducing Succinic Acid/Silica-Kaolinite Network on Cellulose Fiber to Improve the Functionality.” Compos. B, 48 158–166 (2013)
Eckart, Speziell beschichtete Effektpigmente. Technische Textilien 56 64 (2013)
Borkow, G, Gabbay, J, “Copper, An Ancient Remedy Returning to Fight Microbial, Fungal and Viral Infections.” Curr. Chem. Biol., 3 272–278 (2009)
Kim, TN, Feng, QL, Kim, JO, Wu, J, Wang, H, Chen, GC, Cui, FZ, “Antimicrobial Effects of Metal Ions (Ag+, Cu2+, Zn2+) in Hydroxyapatite.” J. Mater. Sci. Mater. Med., 9 129–134 (1998)
Mahltig, B, Soltmann, U, Haase, H, “Modification of Algae with Zinc, Copper and Silver Ions for Usage as Natural Composite for Antibacterial Applications.” Mater. Sci. Eng. C, 33 979–983 (2013)
Wallhäußer, KH, Praxis der Sterilisation Desinfektion-Konservierung. Georg Thieme Verlag, Stuttgart (1995)
Shrestha, R, Joshi, DR, Gopali, J, Piya, S, “Oligodynamic Action of Silver, Copper and Brass on Enteric Bacteria Isolated from Water of Kathmandu Valley.” Nepal J. Sci. Technol., 10 189–193 (2009)
Kumar, R, Munstedt, H, “Silver Ion Release from Antimicrobial Polyamide/Silver Composites.” Biomaterials, 26 2081–2088 (2005)
Borkow, G, Gabbay, J, “Biocidal Textiles Can Help Fight Nosocomial Infections.” Med. Hypotheses, 70 990–994 (2008)
Gao, Y, Cranston, R, “Recent Advances in Antimicrobial Treatments of Textiles.” Text. Res. J., 78 60–72 (2008)
Blaker, JJ, Nazhat, SN, Boccaccini, AR, “Development and Characterisation of Silver-Doped Bioactive Glass-Coated Sutures for Tissue Engineering and Wound Healing Applications.” Biomaterials, 25 1319–1329 (2004)
Haug, S, Roll, A, Schmid-Grendelmeier, P, Johansen, P, Wüthrich, B, Kündig, TM, Senit, G, “Coated Textiles in the Treatment of Atopic Dermatitis.” Curr. Probl. Dermatol., 33 144–151 (2006)
Ricci, G, Patrizi, A, Bellini, F, Medri, M, “Use of Textiles in Atopic Dermatitis.” Curr. Probl. Dermatol., 33 127–143 (2006)
Gauger, A, Mempel, M, Schekatz, A, Schäfer, T, Ring, J, Abeck, D, “Silver-Coated Textiles Reduce Staphylococcus Aureus Colonization in Patients with Atopic Eczema.” Dermatology, 207 15–21 (2003)
Mahltig, B, Haase, H, “Comparison of the Effectiveness of Different Silver-Containing Textile Products on Bacteria and Human Cells.” J Text. Inst., 103 1262–1266 (2012)
Haufe, H, Thron, A, Fiedler, D, Mahltig, B, Böttcher, H, “Biocidal Nanosol Coatings.” Surf. Coat. Int. Part B: Coat. Trans., 88 55–60 (2005)
Sondi, I, Salopek-Sondi, B, “Silver Nanoparticles as Antimicrobial Agent.” J. Colloid Interface Sci., 275 177–182 (2004)
Simoncic, B, Tomsic, B, “Structures of Novel Antimicrobial Agents for Textiles: A Review.” Text. Res. J., 80 1721–1737 (2010)
Christensen, FM, Johnston, HJ, Stone, V, Aitken, RJ, Hankin, S, Peters, S, Aschberger, K, “Nano-Silver—Feasibility and Challenges for Human Health Risk Assessment based on Open Literature.” Nanotoxicology, 4 284–295 (2010)
Ahamed, M, AlSalhi, MS, Siddiqui, MKJ, “Silver Nanoparticle Applications and Human Health.” Clin. Chim. Acta, 411 1841–1848 (2010)
Mahltig, B, Reibold, M, Gutmann, E, Textor, T, Gutmann, J, Haufe, H, Haase, H, “Preparation of Silver Nanoparticles Suitable for Textile Finishing Processes to Produce Textiles with Strong Antibacterial Properties Against Different Bacteria Types.” Z. Naturforsch. B Chem. Sci., 66B 905–916 (2011)
Mahltig, B, Natarajan, HS, ElBrini, Q, Wissling, P, Haase, H, “Metallhaltige Beschichtungen auf Textil—Konzepte und Eigenschaften.” TextilPlus, 1 (1/2) 30–33 (2013)
Horrocks, AR, Kandola, BK, Davies, PJ, Zhang, S, Padbury, SA, “Developments in Flame Retardant Texties: A Review.” Polym. Degrad. Stab., 88 3–12 (2005)
Mahltig, B, Textor, T, Nanosols and Textiles. World Scientific, Singapore (2008)
Gallavardin, S, Lohmann, U, Cziczo, D, “Analysis and Differentiation of Mineral Dust by Single Particle Laser Mass Spectrometry.” Int. J. Mass Spectrosc., 274 56–63 (2008)
Grethe, T, Bidu, J, Mahltig, B, Haase, H, “Antimicrobial Finishing of Textiles by Modified Clay Minerals.” Melliand Int., 20 173–174 (2014)
Pribosic, I, Makovec, D, Drofenik, M, “Formation of Nanoneedles and Nanoplatelets of KNbO3 Perovskite During Templated Crystallization of the Precursor Gel.” Chem. Mater., 17 2953–2958 (2005)
Saito, Y, Takao, H, “Synthesis of Polycrystalline Platelike NaNbO3 Particles.” J. Electroceram., 24 39–45 (2010)
Franoombe, MH, Lewis, B, “Structural, Dielectric and Optical Properties of Ferroelectric Lead Metaniobte.” Acta Cryst., 11 696–703 (1958)
Miseki, Y, Kato, H, Kudo, A, “Water Splitting into H2 and O2 Over Niobate and Titanate Photocatalysts with (111) Plane-Type Layered Perovskite Structure.” Energy Environ. Sci., 2 306–314 (2009)
Moon, J, Carasso, ML, Krarup, HG, Kerchner, JA, Adair, JH, “Particle-Shape Control and Formation Mechanisms of Hydrothermally Derived Lead Titanate.” J. Mater. Res., 14 866–875 (1999)
Lu, R, Yuan, J, Shi, H, Li, B, Wang, W, Wang, D, Cao, M, “Morphology-Controlled Synthesis and Growth Mechanism of Lead-Free Bismuth Sodium Titanate Nanostructures Via the Hydrothermal Route.” CrystEngComm, 15 3984–3991 (2013)
Suyal, G, Colla, E, Gysel, R, Cantoni, M, Setter, N, “Piezoelectric Response and Polarization Switching in Small Anisotropic Perovskite Particles.” Nano Lett., 4 1339–1342 (2004)
Ida, S, Ogata, C, Eguchi, M, Youngblood, WJ, Mallouk, TE, Matsumoto, Y, “Photoluminescence of Perovskite Nanosheets Prepared by Exfoliation of Layered Oxides.” J. Am. Chem. Soc., 130 7052–7059 (2008)
Kwiecinska, B, Petersen, HI, “Graphite, Semi-Graphite, Natural Coke, and Natural Char Classification-ICCP System.” Int. J. Coal Geol., 57 99–116 (2004)
Drzal, LT, Do, I, Conductive Coatings Produced by Monolayer Deposition on Surfaces. US patent, US200802280031A1, 2006
Zheng, W, Wong, S-C, “Electrical Conductivity and Dielectric Properties of PMMA/Expanded Graphite Composites.” Compos. Sci. Technol., 63 225–235 (2003)
Acknowledgments
For funding of the electromicroscopic equipment, the authors acknowledge very gratefully the program FH-Basis of the German federal country North Rhine-Westphalia NRW. All products and company names mentioned in this article may be trademarks of their respective owners, even without labeling.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Mahltig, B., Zhang, J., Wu, L. et al. Effect pigments for textile coating: a review of the broad range of advantageous functionalization. J Coat Technol Res 14, 35–55 (2017). https://doi.org/10.1007/s11998-016-9854-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-016-9854-9