
Abstract
Polymers, such as plastics, are composed of polymeric compounds that may be formed into solid objects of different shapes formed by applying pressure and heat. Plastics are utilized in a range of sectors, including the medical area, automotive, electrical, and packaging. Most modern plastics are made of substances derived from fossil fuels, like natural gas or petroleum. Plastics used in containers and packaging include polyethylene (PE), polypropylene (PP), polystyrene (PS), and polycarbonate (PC). Plastic wastes are thermally pyrolyzed to yield a wide range of hydrocarbons, from waxy compounds to methane. High temperatures are involved in this procedure. Although it is possible to burn the gaseous compounds produced to provide the process heat requirements, the pyrolysis process is rarely used as a feedstock recycling method for the plastic waste stream because of the low overall output of useful gasoline range hydrocarbons. This study presents FT-IR and GC–MS investigations of a zeolite-catalyzed pyrolysis method for fuel extraction through plastic recycling.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In many developing countries worldwide, rapid population growth is accompanied by notable advancements in their developmental journey. This progress is accompanied by an increase in per capita energy consumption, leading to a growing demand for energy across various sectors. However, this surge in energy needs faces challenges due to the depletion of major sources like fossil fuels, coupled with their escalating prices. The use of conventional fuels also contributes to environmental issues such as air pollution and global warming. Recognizing these challenges, both governmental and non-governmental bodies are advocating for measures to reduce energy consumption and promote the adoption of energy-efficient devices.
In response to these energy-related concerns, researchers are actively working on enhancing the performance of energy conversion devices and exploring renewable fuel alternatives to replace conventional ones. Simultaneously, with the rising standards of living, there has been a substantial increase in the use of plastics in every aspect of life, particularly in developing countries like India. This popularity is attributed to the lightweight nature, cost-effectiveness, high efficiency, durability, rapid production, and flexibility of plastics. Practically every industry relies on plastics for packaging their products, and commonly used plastics include polyethylene terephthalate (PET), high-density polyethylene (HDPE), polyvinyl chloride (PVC), low-density polyethylene (LDPE), polypropylene (PP), and polystyrene (PS).
About 9% of the plastic we use gets recycled. The rest, a significant 91%, either ends up in the garbage (79%) or gets burned (12%), according to a recent survey [1]. In India, the daily production of plastic waste has reached a whopping 24,940 tons [2], presenting a major challenge in managing all this plastic waste.
Plastic decomposition is a lengthy process, taking around 400–500 years. This means that plastics disposed of in waste sites linger for an extended period, potentially causing soil erosion in the surrounding areas. Additionally, animals often mistakenly ingest these plastics, leading to harmful consequences as plastics do not break down in their digestive systems. While recycling is an alternative method of plastic management, it comes with its drawbacks [3]. Not all types of plastics can be recycled. The process requires sorting and cleaning of waste plastics, increasing the cost of recycled plastics. Moreover, repeated heating during recycling diminishes the favorable properties of plastics. Therefore, the most effective way to manage waste plastic is by converting it into a usable product.
Waxy oil fractions are often produced by thermal cracking at low temperatures, and these can be utilized in steam cracking units and catalytic fluid cracking units in industrial settings. Adding the right catalysts is another way to increase the quantity of gasoline produced during the pyrolysis of plastics. When polymers are cracked over zeolites, high conversion rates and facinating product distributions are achieved [4]. Depending on the catalyst, a range of products can be produced during the catalytic cracking of polymers, demonstrating the process' great versatility [5, 6]. The polymer, the kind of reactor, and the experimental setup are the factors in pyrolysis. According to F. Ali's research [7], substantial development of liquid and gaseous fuels throughout the boiling range of 100–480 °C was recovered, coupled with a little quantity of heavy oils and insoluble solids like gums and coke.
In a small-scale horizontal tube reactor operating at 520 °C, Miskolczi studied the pyrolysis of actual waste polymers (high-density polyethylene and polypropylene) with and without ZSM-5 catalyst. They also came to the conclusion that, depending on the parameters utilized, plastic wastes might be transformed into light oil and gasoline with yields of 17–36% and 20–48%, respectively [8]. Murphy et al. (2009) investigated the viability of using waste plastic oils made from PVC plastics as a substitute fuel for vehicles and verified their findings using a single-cylinder Kirloskar diesel engine performance test [9]. An experiment was conducted in 2015 by Dr. Nageshwara Rao to identify the characteristics of the pyrolysis oil [10].
Fourier Transform Infrared Spectroscopy (FTIR) is a crucial analytical method that finds several distinctive functional groups in oil, according to Sachin Kumar et al. in 2011 [11]. Using hydrogen and a catalyst, Walendziewsky et al. performed thermal pyrolysis in closed autoclaves. Lower levels of unsaturated hydrocarbons are present in the liquid fractions produced with hydrocracking catalyst than in those obtained with cracking catalyst for thermal cracking [12].
In this study, plastic wastes low-density polyethylene (LDPE) were used for the pyrolysis to get fuel oil that has the same physical properties as the fuels like petrol, diesel, etc. Plastics waste can be utilized for producing a fuel by the process called pyrolysis. The waste plastics are subjected to depolymerization, pyrolysis, thermal cracking, and distillation to obtain different value-added fuels such as diesel, gasoline, and wax, heavy oil, etc. Converting waste plastics into fuel holds great promise for both the environmental and economic scenarios. Thus, the process of converting plastics to fuel has now turned the problems into an opportunity to make wealth from waste. The hazards of plastic waste are well known to us. The conversion of oil from plastic has dual benefits.
Experimental Procedure
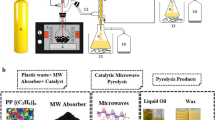
In a batch reactor, around 10 g of waste plastic and 2.5 g of zeolite catalyst are added. It is heated to 100 °C in a heating mantle without the presence of air. The vapors are then condensed using a water-cooled spiral condenser and collected in a conical flask. The pyrolysis takes four hours to complete. Throughout the experiment, the process pressure is higher than air pressure, and the temperature is raised above room temperature. The components in the thermal–catalytic process are heated in a batch reactor without oxygen or air until a liquid form of plastic is formed and the white fumes cease to exist. Because there is more catalyst present, cracking will be more efficient as temperature rises, resulting in lower temperature conditions. The gasoline produced by this method has a faint yellow color and an unpleasant smell.
Results and Discussion
Effects of Catalyst on Reaction Time
Catalysts play a crucial role in enhancing product quality, optimizing overall process parameters, and minimizing both process temperature and retention time. Various catalysts, including Fe2O3, Ca(OH)2, fluid catalytic cracking, natural zeolite (kaolin clay (KC)), and synthetic zeolite, have been widely employed by different researchers in catalytic pyrolysis processes [13].
The incorporation of catalysts facilitates an accelerated rate of cracking reactions, resulting in increased gas production at the expense of reduced liquid oil yield [14]. Despite this trade-off, the liquid oil produced exhibits improved quality due to the adsorption of some larger carbon chain compounds onto the catalyst or their further breakdown into smaller carbon chain compounds.
Critical catalyst characteristics, including BET surface area, pore size, pore volume, and acidity, are pivotal factors influencing the catalytic activity of any catalyst. These properties contribute to the catalyst's efficacy in promoting cracking reactions and influencing the distribution of pyrolysis products, ultimately impacting the quality and yield of the resulting liquid oil [15].
The data presented in Table 1 reveal the impact of catalysts on the reaction time during waste plastic pyrolysis at a consistent temperature of 100 °C and a catalyst to feed ratio of 1:4. The absence of a catalyst (thermal pyrolysis) results in the longest reaction time of 170 min. In contrast, the introduction of various acid- and alkaline-treated catalysts demonstrates a trend where the reaction time decreases with an increase in catalyst concentration. The effectiveness of catalysts in breaking down plastic and reducing the pyrolysis duration is evident. Notably, HNO3-treated kaolin clay, KC(HNO3), emerges as the most efficient catalyst, showcasing a reaction time of 90 min. Subsequent catalysts in order of decreasing effectiveness are KC(HCl) with a reaction time of 132 min, KC(CH3COOH) with a reaction time of 145 min, KC(H3PO4) with a reaction time of 148 min, and KC with a reaction time of 155 min. The collective findings bring out that the catalytic pyrolysis is more efficient for waste plastic treatment compared to thermal pyrolysis. The catalysts not only minimize the required pyrolysis time but also enhance the yield of valuable products. Further insights into the characteristics of the produced fuel are detailed in Table 2.
FTIR Analysis of Pyrolytic Oil
Fourier Transform Infrared Spectroscopy (FTIR) is a crucial analytical method that detects various functional groups that are present in oil. Regardless of the other molecules' structures, a chemical bond in oil will expand, shrink, and absorb IR-rays within a certain wave length range when it interacts with infrared light. The FTIR spectra of pyrolyzed oil are displayed in Fig. 1. Table 3 summarizes various assignments of the oil's FTIR spectra and reveals the existence of primarily alkane and alkenes.

Fourier Transform Infrared Spectroscopy of pyrolytic oil
Fourier Transform Infrared Spectroscopy (FTIR): KBr pellets were used to record FTIR spectra in the 400–4000 cm−1 range using a PerkinElmer infrared spectrophotometer with a resolution of 4 cm–1. Before the FTIR measurement, the sample and analytical-grade KBr were dried at 100 °C for a whole night.
From the above graph, the frequency, vibration, functional groups are tabulated in Table 3.
The Fourier Transform Infrared (FTIR) Spectroscopy analysis of the plastic pyrolytic oil reveals a diverse range of organic compounds, offering insights into its complex composition. The observed peaks in the FTIR spectrum provide valuable information about the functional groups present in the oil.
From Table 3, it is seen that there are a total of 7 functional groups identified in the obtained FTIR spectra. The broad peak centered around 3447 cm−1 signifies O–H stretching vibrations, pointing toward the presence of compounds such as alcohols, phenols, or carboxylic acids. The peaks at 2923 and 2866 cm−1 correspond to C–H stretching vibrations of alkanes, indicating the existence of aliphatic hydrocarbons in the oil. The characteristic peak around 1690 cm−1 is attributed to C=O stretching vibrations, potentially originating from ketones, aldehydes, or carboxylic acids.
Additional peaks at 1457 and 1377 cm−1 are indicative of C-H bending vibrations of alkanes, while the peak at 1279 cm−1 suggests C–O stretching vibrations of ethers or esters. Peaks at 962 and 904 cm−1 are associated with out-of-plane C–H bending vibrations of aromatic rings, implying the presence of aromatic compounds. Collectively, these findings support that the plastic pyrolytic oil is a complex mixture comprising alcohols, phenols, carboxylic acids, alkanes, ketones, aldehydes, ethers, esters, and aromatic compounds which are similar to the previous findings reported by Krishna Murthy et al. [16].
The specific composition of the oil is likely influenced by factors such as the type of plastic feedstock, pyrolysis conditions, and the potential use of catalysts. Based on the FTIR analysis, several inferences can be drawn regarding the properties of the oil. The presence of long-chain hydrocarbons suggests that the oil is likely to be viscous with a high boiling point. The identification of carboxylic acids indicates potential acidic properties, and the presence of aldehydes and ketones suggests the likelihood of a slight odor in the oil. These inferences contribute to a comprehensive understanding of the plastic pyrolytic oil's chemical nature and properties.
The FTIR spectrum of pyrolytic oil from waste plastic reflects its complex and varied chemical composition, with a predominance of aliphatic and aromatic hydrocarbons. The existence of other functional groups, such as carbonyl groups and ether groups, suggests a range of potential applications for this material. Hence, further treatment of pyrolysis oil can definitely yield different petroleum products according to their boiling point.
Gas Chromatography–Mass Spectrometry of Pyrolytic Oil
To determine the chemicals present in the pyrolytic oil, a GC–MS analysis of the liquid fuel sample generated by catalytic pyrolysis of waste plastic was conducted. Figure 2 shows the spectrum graph, and the results are presented in Table 4. By the evidence of GC–MS graph, it is seen that the plastic pyrolytic oil obtained at 100 °C has a lot of long-chain n-alkanes, specifically from pentacosane to decene. This likely means the plastic used originally had a high amount of paraffinic compounds. These n-alkanes are a big part of why the oil is thick and has a high boiling point.

Gas chromatography–mass spectroscopy graph
The analysis reveals that the sampled substance has longer hydrocarbon chains with molecular bonding compared to alkenes and alkanes. This molecular structure contributes to the fuel having an elevated fire point, making it more suitable for combustion. Importantly, harmful polyaromatic hydrocarbons, known for their carcinogenic, mutagenic, and teratogenic properties, are absent. Instead, there is a fractional formation of benzene rings, which have been found to be non-hazardous. Furthermore, the observed benzene rings can undergo oxidation when combined with alkanes and alkenes, particularly with the introduction of an emulsion. This emulsion addition proves effective in mitigating the formation of extended hydrocarbon chains within the combustion chamber. These findings align well with the previous report made by Lakshmana Kumar et al. 2020 [17].
From the above graph, residence time, area, name of compound, and molecular formula are tabulated in Table 4.
The pyrolytic oil has been found to include about twenty-five different chemicals. The most abundant hydrocarbons in the fuel are alkanes, followed by alkenes and aromatics. The average molecular weight of the hydrocarbons in the fuel is between 100 and 200 g/mol. The fuel has a relatively high boiling point, which suggests that it is suitable for use as a diesel fuel. The peak at 8.07 corresponds to n-decane, 7.83 corresponds to n-nonane, 6.72 corresponds to toluene, and 4.63 corresponds to n-hexane. With carbon numbers ranging from C10 to C25, aliphatic hydrocarbons, also known as alkanes and alkenes, make up the majority of the components in waste plastic liquid fuel.
Physical Properties of Pyrolytic Oil
The density and specific gravity measurements have a precision of ± 0.0005 g/ml. In contrast, measurements for other parameters, such as pour point, cloud point, flash point, and fire point, are accurate to within ± 1 °C. Waste plastic oil comprises organic molecules in the C10 to C30 range. Compared to diesel, waste plastic oil exhibits reduced sulfur content and calorific value. Table 5 provides details on primary process variables and product yields. By weight, waste plastic oil yields 75% liquid hydrocarbon, consisting of a blend of kerosene, diesel, and gasoline; residual coke constitutes 5–10% of the total, while the remaining portion is LPG. These results are consistent with the earlier research presented by Paul Palmay et al. in 2022 [18]. Table 5 compares the measured waste plastic oil and diesel's characteristics.
We observed that fuel made from plastics has characteristics comparable to those of diesel by examining the FTIR graph, the GC–MS graph, and comparing the waste pyrolytic oil qualities with diesel. This pyrolysis oil cannot be used directly as fuel. Due to its boiling point, it needs to be further refined using procedures like fractional distillation in order to produce gas, diesel, gasoline, heavy oil, and other petrochemical products. The method as a whole is shown below. Figure 3 shows the suggested process flow sheet for the pyrolysis approach, which uses waste plastic to recover fuels.

Proposed process flow sheet for extraction of fuels using pyrolysis technique
Mass Balance Calculations and Product Yield During Pyrolysis of Waste Plastic
For an industrial scale up of pyrolysis process, it is important to know the quantity of plastic waste that is needed to produce a certain amount of fuel oil at optimum conditions. Mass balance is always based on the law of conservation of mass. The flow sheet for a mass balance on plastic wastes in reactor is illustrated in Fig. 4.

Mass balance on waste plastics
Mass of fuel can be calculated by using Eq. 1 as follows:
Volume of the liquid fuel can be estimated by using Eq. 2 as follows:
Conclusions
Fuel produced via pyrolysis process should be further treated in the fractionating tower. Gasoline from pyrolysis oil has a low octane number. Pyrolysis oil is more demand in the industry due to its low cost. Its production is eco-friendly under controlled conditions. Pyrolysis oil from plastics has a very low amount or negligible quantity of sulfur content compared to the regular fuel with other petroleum products. FT-IR indicated that most alkanes and alkene compounds have been present in the produced oil; GC–MS results also support the findings.
References
R. Geyer, J.R. Jambeck, K.L. Law, Production, use, and fate of all plastics ever made—supplementary information. Sci. Adv. 3(7), 19–24 (2017). https://doi.org/10.1126/sciadv.1700782
Press Trust of India, India produces 25,000 tonnes plastic waste daily, 40% uncollected: centre. NDTV.com, November 22, vol. 45 (2019)
M.K. Biddinika, M. Syamsiro, A.N. Hadiyanto, Z. Mufrodi, F. Takahashi, Technology for public outreach of fuel oil production from municipal plastic wastes. Energy Procedia 142, 2797–2801 (2017). https://doi.org/10.1016/j.egypro.2017.12.424
A. Garfroth, S. Ali, J.H. Martínez, A. Akah, Feed stock recycling of polymer wastes. Curr. Opin. Solid State Mater. Sci. 6, 419–425 (2004)
G. Scott, Antioxidant control of polymer biodegradation, in Degradability, Renewability and Recycling. 5th International Science Workshop on Biodegradable Plastics and Polymers, Macromolecular Symposia (1998)
W. Sriningsih, M.G. Saerodji, W. Trisunaryanti, A. Triyono, R. Armunanto, I.I. Falah, Fuel production from LDPE plastic waste over natural zeolite supported Ni, Ni-Mo, Co and Co-Mo metals. Procedia Environ. Sci. 20, 215–224 (2014). https://doi.org/10.1016/j.proenv.2014.03.028
M.F. Ali, S. Ahmed, M.S. Qureshi, Catalytic coprocessing of coal and petroleum residues with waste plastics to produce transportation fuels. Fuel Process. Technol. 92, 1109–1120 (2011). https://doi.org/10.1016/j.fuproc.2011.01.006
N. Miskolczi, L. Bartha, A. Angyal, High energy containing fractions from plastic wastes by their chemical recycling. Macromol. Symp. 245–246, 599–606 (2006). https://doi.org/10.1002/masy.200651386
M. Fionnuala, M. Kevin, G. Devlin, The evaluation of viscosity and density of blends of Cyn-diesel pyrolysis fuel with conventional diesel fuel in relation to compliance with fuel specifications. Fuel 91, 112–118 (2012). https://doi.org/10.1016/j.fuel.2011.06.032
S. Pooja, V. Bharath, P.N. Rao, Ionic liquid-encapsulated zeolite catalysts for the conversion of glucose to 5-hydroxymethylfurfural. Chem. Sel. 2, 10379–10386 (2017). https://doi.org/10.1002/slct.201701955
K. Sachin, Preparation and characterization of acids and alkali treated kaolin clay. Bull. Chem. React. Eng. 8, 61–69 (2013)
G. Scott, Abiotic control of polymer biodegradation. Trends Polym. Sci. 11, 361–368 (1997)
M. Sarker, M.M. Rashid, Waste plastics mixture of polystyrene and polypropylene into light grade fuel using Fe2O3 catalyst. Int. J. Renew. Energy Technol. Res. (IJRETR) 2(1), 17–28 (2013)
M. Syamsiro, H. Saptoadi, T. Norsujianto, P. Noviasri, S. Cheng, Z. Alimuddin, K. Yoshikawa, Fuel oil production from municipal plastic wastes in sequential pyrolysis and catalytic reforming reactors. Energy Procedia 47, 180–188 (2014)
A. Lopez, I. Marco d, B.M. Caballero, M.F. Laresgoiti, A. Adrados, A. Torres, Pyrolysis of municipal plastic waste II: influence of raw material composition under catalytic conditions. Waste Manag. 31, 1973–1983 (2011)
K. Murthy, R.J. Shetty, K. Shiva, Plastic waste conversion to fuel: a review on pyrolysis process and influence of operating parameters. Energy Sources A Recov. Util. Environ. Eff. 45(4), 11904–11924 (2020). https://doi.org/10.1080/15567036.2020.1818892
S.L. Kumar, S. Radjarejesri, R. Jawahar, Characterization of waste plastic oil as biodiesel in IC engines. Mater. Today Proc. (2020). https://doi.org/10.1016/j.matpr.2020.06.272
P. Palmay, C. Haro, I. Huacho, D. Barzallo, J.C. Bruno, Production and analysis of the physicochemical properties of the pyrolytic oil obtained from pyrolysis of different thermoplastics and plastic mixtures. Molecules 27(10), 3287 (2022). https://doi.org/10.3390/molecules27103287
F. Mabood, J. Shah, M.R. Jan, Z. Hussain, F. Jabeen, Catalytic conversion of waste low density polyethylene into valuable products. J. Chem. Soc. Pak. 32(5), 767–773 (2010)
Funding
The authors declare that no funds, grants, or other support was received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
NDSGB involved in conceptualization, methodology, formal analysis, investigation, validation, and writing—original draft. VP took part in visualization, data analysis, and data curation. SPS involved in supervision, writing—review and project administration. ST involved in final draft writing and editing.
Corresponding author
Ethics declarations
Competing interests
Authors have no relevant financial or non-financial interest to disclose. The authors declare that this work was not carried out by anyone so far.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Babu, N.D.S.G., Ponnam, V., Tondepu, S. et al. Enhanced Catalytic Pyrolysis for Sustainable Transformation of Waste Plastics into Energy Resources. J. Inst. Eng. India Ser. D (2024). https://doi.org/10.1007/s40033-024-00672-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-024-00672-1