
Abstract
The present study was carried out to investigate functional properties of roller milled fenugreek fractions. The coarse husk (CH) and fine husk (FH) were found rich in dietary fiber content and flour fraction (FL) rich in protein and oil. Bulk density of the milled fractions showed that the embryo fraction is lighter (0.51 g mL−1), and husk fraction is heavier (0.84 g mL−1) than the whole fenugreek flour (WFF)). CH and FH had highest water absorption capacities with values of 17.44 and 15.42% respectively. The highest apparent viscosity was recorded by CH while FL fraction observed lowest. All samples had a non-Newtonian behaviour at all tested temperatures. The measurement of foaming and emulsion properties of WFF and roller milled fractions showed that they were greatly affected by pH levels. The minimum values of emulsion properties were obtained at pH 4 which was nearer to isoelectric point of the protein.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Fenugreek is an annual dicotyledon plant belonging to the legume family, and it is widely grown in the Mediterranean region, India, Pakistan and China. Fenugreek is called by various names in different languages, viz, Methi (Hindi), Fenugrec (French), Cemenotu (Turkey), Koroha (Japanese), Bockshorklee (German), Pazhitnik (Russian), Hulba (Arabian) and Ku-Tou (China). Fenugreek is a cheap source of good quality protein (about 20–25%) and contains 4-hydroxyisoleucine amino acid, which has high potential for insulin-stimulating activity. The seed has 45–50% fibers and consists of both insoluble (30%) and soluble fraction (20%). The lipid content of fenugreek ranges from 5 to 10%. The fenugreek seeds also contain flavonoids, saponins, coumarins, and more micronutrients such as calcium, phosphorous, iron, zinc, and manganese than the most legumes [1]. Traditionally, fenugreek seeds are used for the treatment of various diseases. Many health benefits of fenugreek are reviewed [2]. Fenugreek is known to have hypoglycemic and hypocholesterolemic properties [3,4,5,6]. Fenugreek seed is dicotyledonous and contains the central hard yellow embryo which is surrounded by a corneous and comparatively large layer of whitish semi-transparent endosperm [7]. The seeds of fenugreek have strong aroma and somewhat bitter in taste, which is mainly due to the oil, steroidal saponins and alkaloids [2]. The distributions of nutrients are uneven into the different parts of the fenugreek seed. The endosperm is mainly composed of soluble galactomannan gum and embryo contains edible protein and fat. It gives an opportunity to fractionate the fenugreek seed into various nutritional rich fractions.
The roller milling is a unique process, which removes endosperm from outer bran layer of wheat grain gradually. This is carried out on grooved pair of rolls, which turn in opposite directions at a differential speed of about 2.5:1. The separated endosperm middlings are gradually pulverized to flour between smooth reduction rolls, which revolve at a differential of about 1.5:1. The roller milling process generates various grain fractions, which differ in nutritional and functional properties [8,9,10]. Roller milling system is traditionally used for the processing of wheat into different milled products, viz, bran, germ, semolina, and flour streams. Roller milled wheat products vary in their composition of mineral content, protein, starch damage, enzyme activity, functional as well as rheological properties [11]. Roller milling fractionation of fenugreek produced new and nutritionally valuable fenugreek products [9]. Fenugreek milled fractions paste flow properties showed non-Newtonian shear thinning and antitixotropic behaviour [12].
The objectives of the present study are to determine the functional properties of the roller milled fenugreek fractions for exploring the possibility of using them as an ingredient in food application. This will be expected to give insight into the possible utilization of roller milled fenugreek fractions as partial substitutes in the formulation in the bakery, confectionery, and other traditional products. The functional properties were evaluated by water holding capacity (WHC), Oil holding capacity (OHC), viscosity, emulsifying activity (EA), emulsifying stability (ES), foaming capacity (FC), foaming stability (FS) and pasting properties.
Materials and methods
Materials and roller milling
Fenugreek seeds were purchased from a local market in India and used for the present study.
Fenugreek seeds were cleaned and then conditioned to 15.5% moisture for 24 h in airtight container before milling. The conditioned fenugreek sample was milled using a Buhler laboratory-scale roller mill (MLU-202) according to the method of Sakhare et al. [9]. The Buhler laboratory-scale mill consists of three breaks and three reduction passages. Break rolls with corrugated surface were adjusted to scrap embryo from the husk portion of the fenugreek seeds gradually. The ground stock was sifted in sifter with two size separation attached to each passage. The coarse husk (CH) comes off from top sieve of last break passage and fine husk (FH) from the top sieve of last reduction passage. Two bran dusters were employed in the flow sheet to treat the CH and FH for further cleaning of husk from the embryo before packing. The throughs of the bran dusters were sieved by laboratory sifter using the 180 µ sieve to recover the fine flour and overtails are packed as Pollard (PL). Flour recovered from the bran duster stocks were combined with the flours produced by break and reductions passages to get final flour (FL). The CH, FH, PL and FL fractions of fenugreek obtained by roller along with the whole fenugreek flour (WFF) were used for the study. All coarse samples were ground by laboratory Hammer Mill into powder form and used for the study.
Chemical analysis of WFF and milled fractions
The WFF and roller milled fractions of fenugreek were characterised for moisture content (method 44–15), ash (method 08–01), protein (method 46–10), fat (method 30–10) according to the standard AACC methods [13] and dietary fiber by AOAC method [14].
Functional properties
Swelling power and solubility index
The swelling power of WFF and roller milled fractions were determined at 30 °C and at 97 °C. Sample of 0.5 g was weighed in centrifuge tube, to which 10 mL water was added and thoroughly mixed using pointed glass rod. The suspension was left for 30 min at 30 °C followed by centrifugation at 3000g at room temperature for 15–20 min. The supernatant was decanted to a pre weighed petri plate and dried in a water bath followed by drying in a hot air oven at 105 °C for 1 h. The residue in the centrifuge tubes as well as the weight of the petri plate was weighed to calculate swelling power and solubility index. The experiment was repeated in the same way at 97 °C.
Bulk density
The bulk density was determined according to the method of Jones et al. [15]. The sample of 100 g of was gently filled into 250 mL measuring cylinder, previously tared. The bottom of cylinder was gently tapped on a wooden plank several times until no visible decrease in volume was noticed. Based on the weight and volume, the apparent (bulk) density was calculated. Bulk density was expressed as g mL−1 of the material.
Water and oil holding capacity
Water holding capacity (WHC) and oil holding capacity (OHC) were determined by the method of Lawal et al. [16] with slight modifications. Sample of 0.5 g (dry basis) was mixed with 10 mL distilled water or vegetable oil (sunflower). Mixed samples were then allowed to stand at room temperature (30 °C) for 30 min and centrifuged at 5000 g at room temperature for 30 min. The volume of supernatant in the tube was decanted. Water-holding capacity was expressed as the number of grams of water held by 1 g of sample. Oil-holding capacity was expressed as the number of grams of oil held by 1 g of sample. The density of the oil was found to be 0.92 g mL−1.
Viscosity
Aqueous solutions of fractions and whole fenugreek flour were prepared using a magnetic stirrer by taking care to avoid any lump formation. The concentration level of 3% w/v was employed for WFF, CH, PL, FH and 6% w/v for FL fraction. Selection of lower concentration of WWF, CH, PL & FH and higher concentration of FL fraction is based on trials and its effect on viscosity of solution. Samples were evaluated for the viscosity at different temperatures (20, 40 and 60 °C) by using MCR-52 rheometer 75 (Anton Paar, Graz, Austria). After loading the sample, there was a 5 min waiting period to allow the sample to recover and achieve temperature equilibrium. Then the samples were subjected to a programmed shear rate linearly increasing from 0 to 100 s−1 and viscosity-shear rate data were gathered as rheograms.
Foaming properties
Foam capacity (FC) and foam stability (FS) of WFF and roller milled fractions of fenugreek were determined according to the method of Chau et al. [17] with slight modifications. One g of sample was added to 100 mL of distilled water at different pH (2, 4, 6, 8 & 10). The mixture was homogenized at speed of 1000 rpm for 5 min by using homogenizer and then transferred to a measuring cylinder. The volume of foam at 30 s was calculated. The foam stability was determined by measuring the reduction in volume of foam at 60 min. Both FC and FS were determined as a function of pH.
The foam capacity (FC) was calculated as follows:
where ifv is the initial foam volume and tsv is total volume.
The foam stability (FS) was calculated as follows:
where ffv is the volume of foam at different time and tsv is total suspension volume.
Emulsion capacity and stability
The emulsion capacity and stability of roller milled fractions and WFF were determined according to Chang et al. [18] with some modifications. A sample of 0.5 g was suspended in distilled water (10 mL) before mixing with vegetable oil (10 mL). The mixture was emulsified using a homogenizer at 10,000 rpm for 1 min, and then the mixture was centrifuged at 3000g at room temperature for 5 min. Emulsion properties were determined as a function of pH (2, 4, 6, 8, and 10).
Emulsion capacity was calculated as follows:
where ev is the emulsion volume and tv is total volume.
Emulsion stability at higher temperature was determined by heating the emulsion at 80 °C for 30 min in water bath followed by cooling with running tap water for 15 min. It was than centrifuged at 3000g at room temperature for 5 min. Emulsion stability was calculated as follows:
where fev is the final emulsion volume and tv is total volume.
RVA pasting parameters
Slurry of the samples 4% (w/v) for CH, FH, PL, WFF and 8% for FL fraction were taken in the measuring bowl of amylograph and heated to raise the temperature from 30 to 92 °C at a rate of 7.5 °C/min, maintained at 92 °C for 5 min and cooled to 50 °C at the same rate and the changes in the viscosity was recorded in a Brabender Viscoamylograph (Model No. 803202, Brabender, Duisburg, Germany).
Statistically analysis
All tests were performed in triplicate and the data obtained were analysed using a one-way analysis of variance (ANOVA) with significance at p < 0.05. Significant differences among mean values were determined by Duncan’s multiple range test [19].
Results and discussion
Chemical analysis of WFF and milled fractions
The chemical compositions of rolled milled fenugreek fractions are shown in Table 1. The results show that the moisture content of CH was higher than those of other milled fractions and WFF. CH contained higher total dietary fibre (TDF) with 26.81% soluble dietary fiber (SDF), which is mainly soluble galactomannan gum. The SDF lowers cholesterol and helps in reducing risk of heart attack and colon cancer. It dissolves and forms a viscous gel in the gut and lowers the absorption of released glucose. The CH fraction with high fiber and low-fat content may be utilized as ingredients in weight restriction diets. Mathern et al. [20] observed that the fenugreek fiber significantly increased satiety and reduced energy intake using a visual analog scale in healthy obese subjects, which may act supportive for treating acute obesity patients. The hypocholesterolemic effects of fenugreek have been found because of its fiber constitute galactomannan [2]. The TDF content of 63.52, 55.69 and 36.10% were found in fine husk, pollard and flour fractions, respectively. The FL fraction observed higher protein content of (43.42%), which comes from the embryo part of the fenugreek seed followed by PL, FH and CH. Fat distribution was uneven among the milled fractions with FL fraction showed 14.81% following by pollard (8.65%), fine husk (4.21%) and coarse husk (1.65%).
Functional properties
Swelling power and solubility index
The swelling power and solubility index of WFF and fenugreek milled fraction are shown in Fig. 1. The data showed that the CH had higher swelling power followed by FH, PL and FL fraction. The swelling power increased at 97 °C for all the samples. The increase was more for the FL, PL and WFF compared to CH and FH. The high swelling power of CH and FH may be due to its soluble fiber present in them. When ground fenugreek mixed with water, it swells and gives more viscous solution [21]. The solubility index of FL fraction was higher compared to other milled fractions. The solubility index decreased at a higher temperature (97 °C) for all milled fractions and WFF. CH and FH fraction showed a lower solubility index.

Functional properties of roller milled fenugreek fractions. WFF whole fenugreek flour; CH coarse husk; FH fine husk; PL pollard; FL flour. Error bars indicate the standard deviation of replicates
Bulk density
The bulk density values of roller milled fractions ranged from 0.51 to 0.84 g mL−1 (Fig. 1). The results show that the CH observed the highest bulk density (0.84 g mL−1) among the milled fractions. This may be due to the presence of the endosperm part, which is mainly composed of denser gum. The FL fraction was lighter (0.51 g mL−1) and came from the embryo part of the seed. Nasri and Tinay [22] reported the value of 0.66 g mL−1 bulk density for the protein concentrate prepared from the fenugreek. The WFF observed 0.61 g mL−1 bulk density and it contained all part of the seed. From the results, it can be concluded that the husk portion is denser than the embryo part of the fenugreek seed.
Water and oil holding capacity
WHC and OHC of food components play an important role in food preparation, and it influences other functional and sensory properties. The application of roller milled fractions as a food ingredient is largely dependents on their interaction with water during processing and storage. The WHC of the roller milled fractions were in the range of 3.96–17.80 g g−1, where CH had the highest and FL fraction lowest WHC (Fig. 1). The result shows that the WHC of CH, PL and FH are higher than that of the FL fraction. The WHC of WFF was observed as 11.52 g g−1 of the sample. WHC of the food mainly depends on the protein and carbohydrates content. The FL fractions content showed the highest protein content of 42.3% and recorded the WHC of 3.96 g g−1. This value is higher to the reported values for dehulled legume flours of cowpea (1.285 g g−1), green gram (1.226 g g−1) and chickpea (1.362 g g−1) by Ghavidel and Prakash [23] and lower to those reported by Chau et al. [16] for the protein concentrate from P. calcaratus (5.28 g g−1), P. Angularis (5.05 g g−1) and D. lablab (5.08 g g−1). The polar amino acid residues of proteins have an affinity for water molecules and content of these amino acids in different legumes could be responsible for their differences in WHC [24]. The WHC of protein depends on several parameters, viz, size, shape, conformational characteristics, steric factors, hydrophilic-hydrophobic balance of amino acid in protein along with lipids, carbohydrates and tannin associated with protein [25]. These differences in the WHC of different legume flours may be due to protein concentration and possibly due to their conformational characteristics.
The highest WHC of the CH (17.80 g g−1) is could be due to the presence of soluble galactomannan gum. Galactomannans are characterized by their high water-holding capacity, which can hold 16 fold by their weight and forms the viscous gels even when relatively diluted [26]. Chang et al. [17] earlier reported the 27.38 g g−1 WHC for the fenugreek gum and Sciarini et al. [27] observed the WHC of 25.77 g g−1, 27.33 g g−1 and 15.20 g g−1 for xanthan gum, guar gum and gleditsia triacanthos gum, respectively. CH with high WHC could be a good ingredient for the development of bakery products like bread formulation. Higher water WHC enables the baker to add more water to the dough and improves dough handling properties and maintains freshness in bread for a longer time.
High WHC of milled fractions will be a good ingredient for the development of bakery products like bread formulation, which improves the economy, texture and shelf life of bread. Higher swelling capacity and viscosity of CH fraction can be utilized as a thickening, gelling and binding agent in the food formulations. CH fraction may find uses in gravies, sauces, soups, salad, dressings and toppings as a thickening agent.
Kinsella [28] explained the mechanism of oil absorption capacity as a physical entrapment of oil. In the formulation of emulsion-type meat products, the ability of food components to entrap oil is an important property because of fat acts a flavour retainer, consistency trait and mouthfeel enhancer [29]. OHC of roller milled fenugreek fractions and WFF was found to be higher for FL (4.01 g g−1), PL (2.52 g g−1) and WFF (2.15), lower for CH (1.36 g g−1) and FH (1.11 g g−1). The value of OHC of FL fraction is comparable to the reported values of 3.48 g g-1, 3.89 g g-1 and 4.01 g g−1 for the protein concentrate from legume seed such as black gram, defatted lupin seed and winged beans respectively [30,31,32]. The absorption and retention of water and oil by flour may help to improve the binding structure, enhance mouthfeel, retain flavour and reduce fat and moisture losses of extended meat products [33]. Thus, the results show that roller milling produces different fractions with good WHC and OHC compared to WFF.
Viscosity
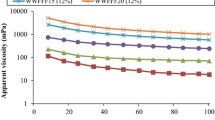
The viscosity of food is an important parameter for the quality evaluation, food process and equipment, control of food products and understanding of food material structure. The reograms obtained for the viscosity measurement with an increased shear rate for the roller milled fenugreek fractions and WFF at different temperatures are shown in Fig. 2. The CH observed the highest viscosity among the fractions followed by the PL, FH and FL fraction. During the roller milling, galactomannan is separated with the CH. Fenugreek contains high galactomannan, which swells in cold water. The galactomannan has high water-binding capacity and forms a very viscous solution.

Viscosity of WFF and roller milled fractions paste as a function of temperature. WFF whole fenugreek flour; CH coarse husk; FH fine husk; PL pollard; FL flour
The viscosity of all samples decreased with an increase in shear rate with the shear-thinning effect. It can be observed that all samples had a non-Newtonian behaviour and a pseudoplastic flow. Similar results were reported by researcher working with polysaccharides [34]. The temperature effect on viscosity observed that the viscosity increase in viscosity as temperature increases for CH, FH, PL and WFF, whereas viscosity decreased with an increase in temperature for FL fraction. The increase in the apparent viscosity of fenugreek samples is a result of the solubilization of some compounds in gum. Işıklı and Karababa [20] reported in their study that the apparent viscosity of fenugreek paste increased with increasing in temperatures. They explained that this behavior of fenugreek paste is due to an increase of the water solubility of higher molecular mass compounds with temperature and change in the soluble mass ratio of galactose/mannose in the aqueous suspension of fenugreek powder. Higher swelling capacity and viscosity of CH fraction can be utilized as a thickening, gelling and binding agent in the food formulations. CH fraction may find uses in gravies, sauces, soups, salad, dressings and toppings as a thickening agent.
Foaming properties
Foaming properties of WFF and roller milled fenugreek fractions are presented in Fig. 3. The foaming property is pH dependent. Foaming capacity and stability depend on proteins and other components, such as carbohydrates present in the sample. The FC varied among of roller milled fractions. The highest FC was observed for the CH fraction, followed by FH at all pH the studies. The highest foam volume was obtained at pH of 10. Higher FC of CH and FH implies greater incorporation of air bubbles into the products. WFF observed 9.91% foaming capacity, whereas PL (8.25%) and FL (9.35%) fractions showed lower foaming capacity than the WFF at pH 2. In general, the FC was increased with an increase in pH value from 2 to 10 for all fractions and WFF. FL fraction is protein and oil-rich fraction from the embryo part of the fenugreek seed showed the lower value of FC compared to CH and FH, fiber rich fractions. The other legume flours also reported the lower value of FC compared to the protein isolates [23, 35, 36]. This could be due to differences in the type of proteins and quantity. The effect of pH on the foam stability (FS) at 60 min is also shown in Fig. 3. The CH fraction observed more decrease in FS compared to other fractions and WFF. In general, CH and FH fractions depicted high FC and can be used for the formulation of bakery and confectionery products.

Effect of pH on foam capacity and stability of WFF and roller milled fenugreek fractions. WFF whole fenugreek flour; CH coarse husk; FH fine husk; PL pollard; FL flour. Error bars indicate the standard deviation of replicates
Emulsion properties
Emulsion capacity (EC) of the WFF and roller milled fractions of fenugreek are shown in Fig. 4. This property is markedly affected by pH. The minimum EC was observed for all the samples at a pH of 4. This could be due to protein precipitation, resulting in a reduction in emulsion formation. The EC increased on either side of the pH 4. Many researchers observed that EC depends on the hydrophobic-lipophilic balance, which is affected by pH conditions. The PL and FL fractions showed good EC compared to the CH and FH fractions. This may be due to the presence of more proteins into these milled fractions. The EC of seed proteins is dependent on the processing procedure and to the protein composition [37]. The EC of CH and FH may be due to the presence of protein content in it. The emulsion capacity of polysaccharides is due to the presence of a small amount of protein closely associated with the sample [38].

Effect of pH on emulsion capacity and stability of WFF and roller milled fenugreek fractions. WFF whole fenugreek flour; CH coarse husk; FH fine husk; PL pollard; FL flour. Error bars indicate the standard deviation of replicates
The emulsion stability (ES) was lower for the WFF. The milled fractions observed higher ES. The ES is usually the ability of proteins to provide strength to an emulsion for resistance to stress and changes. The polysaccharides associated with hydrophobic protein components can absorb at oil–water interfaces to form a stabilizing layer around oil droplets [39]. The ES for the CH, FH, PL, and FL fraction was greater than 65% at pH of 2, 8, and 10. These nutritional and functional properties of roller milled fractions of fenugreek could be exploited in the formulation and development of food products such as bread, cake, etc.
RVA pasting parameters
The results of the rapid visco analyzer (RVA) are summarized in Table 2. Gelatinization temperature (GT) of WFF fractions was comparatively higher than roller milled fenugreek fractions. The hot paste viscosity (HPV) for WFF and milled fractions were lower than the cold paste viscosity (CPV). The highest HPV of 788 BU was observed for the CH fraction followed by the FH (222 BU), PL (202 BU), and FL (13 BU). A similar trend was observed for the CPV with 810 BU CPV for the CH. The higher HPV and CPV of CH fractions could be due to the higher soluble fiber, which is mainly content galactomannan. The fenugreek contains galactomannan and produces the viscous paste when mixed with water. The FL fraction rich in protein and oil observed lower HPV and CPV. No peak of viscosity curve was found for the WFF and fenugreek roller milled fraction. A similar result was reported by Mohammed et al. [40] for the chickpea flour.
Conclusions
The results of this study showed that the physical roller milling process produced fractions rich in proteins and fibers. The FL fraction was found rich in protein content and had good emulsion capacity and stability. FL fraction with high protein content suggests its high potential as a cheap source of alternative protein. Higher water holding capacity and oil holding capacity were observed for the CH and FL fraction, respectively. It was found that CH had higher apparent viscosity and all the fractions exhibited shear thinning behaviour.
The emulsion and foaming properties of CH and FL were higher, indicating an important role in food systems. Highest values for hot paste viscosity and cold paste viscosity were observed for the CH fraction. Based on the results obtained, we can conclude that CH fraction is a potential nutritional, emulsifier, foam stabilizer and thinking agent in the food industry. The FL fraction from this underutilized legume can be used as a supplement to enhance the low nitrogen content of traditional cereals and their products.
These nutritional and functional properties of roller milled fractions of fenugreek could be exploited in the formulation and development of food products, such as bakery, soups and other food products. The present study is aimed at providing the basic information of functional properties of roller milled fenugreek fractions, however, further investigations are necessary to understand the inherent complexity of these roller milled fractions in food systems.
References
T. Schryver, Fenugreek. Total Health 24, 42–44 (2002)
K. Srinivasan, Fenugreek (Trigonellafoenum-graecum): a review of health beneficial physiological effects. Food Rev. Int. 22(2), 203–224 (2006)
N. Nahar, Nur-e-Alam, T. Nasreen, M. Mosihuzzaman, L. Ali, R. Begum, A.K.A. Khan, Studies of blood glucose lowering effects of Trigonella foenum-graecum seeds. Med. Aromat. Plant Extracts 14, 2264 (1992)
T. Zia, S.N. Hasnain, S.K. Hasan, Evaluation of the oral hypoglycaemic effect of Trigonella foenum-graecum L. (methi) in normal mice. J. Ethnopharmacol. 75, 191–195 (2001)
A. Stark, Z. Madar, The effect of an ethanol extract derived from fenugreek (Trigonella foenum-graecum) on bile acid absorption and cholesterol levels in rats. Br. J. Nutr 69, 277–287 (1993)
P. Sowmya, P. Rajyalakshmi, Hypocholesterolemic effect of germinated fenugreek seeds in human subjects. Plant Food Hum Nutr 53, 359–365 (1999)
R.I. Betty, The many healing virtues of fenugreek. Spice India 1, 17–19 (2008)
S.D. Sakhare, A.A. Inamdar, S.B. Gaikwad, D. Indrani, Roller milling fractionation of green gram (Vigna radiata): optimization of milling conditions and chemical characterization of millstreams. J. Food Sci. Technol. 51, 3854–3861 (2014)
S.D. Sakhare, A.A. Inamdar, P. Prabhasankar, Roller milling process for fractionation of fenugreek seeds (Trigonella foenumgraecum) and characterization of milled fractions. J. Food Sci. Technol. 52, 2211–2219 (2014)
J. Kiryluk, A. Kawka, A. Gasiorowski, A. Chalcarz, J. Aniola, Milling of barley to obtain β-glucan enriched products. Nahrung 44, 238–241 (2000)
B. Iuliana, S. Georgeta, I. Violeta, A. Iuliana, Physicochemical and rheological analysis of flour mill streams. Cereal Chem. 87, 112–117 (2010)
S.D. Sakhare, A.A. Inamdar, P. Prabhasankar, A study on rheological characteristics of roller milled fenugreek fractions. J. Food Sci. Technol. 53(1), 421–430 (2016)
AACC, Approved methods of the American Association of Cereal Chemists American (Association of Cereal Chemists, Inc., St. Paul, MN, 2000)
AOAC. Official methods of analysis of AOAC international. Association of Official Analytical Chemists, Gaithersburg, MD (No. 991.43) (1999)
D. Jones, R. Chinnaswamy, Y. Tan, M. Hanna, Physiochemical properties of ready-to-eat breakfast cereals. Cereal Foods World. 45, 164–168 (2000)
O.S. Lawal, K.O. Adebowale, B.M. Ogunsanwo, O.A. Sosanwo, S.A. Bankole, On the functional properties of globulin and albumin protein fractions and flour of African locust bean (Parkia biglobossa). Food Chem. 92, 681–691 (2005)
C.F. Chau, P.C. Cheung, Y.S. Wong, Functional properties of protein concentrates from three Chinese indigenous legume seeds. J. Agr. Food Chem. 45, 2500–2503 (1997)
Y.H. Chang, S.W. Cui, K.T. Roberts, P.K.W. Ng, Q. Wang, Evaluation of extrusion-modified fenugreek gum. Food Hydrocoll 25, 1296–1301 (2011)
D.B. Duncan, Multiple range and multiple F-test. Biometrics 11, 1–42 (1955)
J.R. Mathern, S.K. Raatz, W. Thomas, J.L. Slavin, Effect of fenugreek fiber on satiety, blood glucose and insulin response and energy intake in obese subjects. Phytother. Res. 23, 1543–1548 (2009)
N.D. Işıklı, E. Karababa, Rheological characterization of fenugreek paste (çemen). J. Food Eng. 69, 185–190 (2005)
N.A. Nasri, A.H. Tinay, Functional properties of fenugreek (Trigonella foenum graecum) protein concentrate. Food Chem. 103, 582–589 (2007)
R.A. Ghavidel, J. Prakash, Effect of germination and dehulling on functional properties of legume flours. J. Sci. Food Agric. 86, 1189–1195 (2006)
Y.N. Sreerama, V.B. Sashikala, V.M. Pratape, V. Singh, Nutrients and antinutrients in cowpea and horse gram flours in comparison to chickpea flour: Evaluation of their flour functionality. Food Chem. 131, 462–468 (2012)
U.D. Chavan, D.B. McKenzie, F. Shahidi, Functional properties of protein isolates from beach pea (Lathyrus maritimus L.). Food Chem. 74, 177–187 (2001)
Z. Madar, I. Shomer, Polysaccharide composition of a gel fraction derived from fenugreek and its effect on starch digestion and bile acid absorption in rats. J. Agric. Food Chem. 38, 1535–1539 (1990)
L.S. Sciarini, F. Maldonado, P.D. Ribotta, G.T. Pérez, A.E. León, Chemical composition and functional properties of Gleditsia triacanthos gum. Food Hydrocoll. 23, 306–313 (2009)
J.E. Kinsella, Functional properties of soy protein. J. Am. Oil Chem. Soc. 56, 242–249 (1979)
R.Y. Khattab, S.D. Arntfield, Functional properties of raw and processed canola meal. LWT-Food Sci. Technol. 42, 1119–1124 (2009)
S.K. Sathe, S.S. Deshpande, D.K. Salunkhe, Functional properties of black gram (Phaseolus mungo L.) proteins. Lebensm.-Wiss. Technol. 16, 69–72 (1983)
S.K. Sathe, S.S. Deshpande, D.K. Salunkhe, Functional properties of lupin seed (Lupinus mutabilis) proteins and protein concentrates. J. Food Sci. 47, 491–497 (1982)
S.K. Sathe, S.S. Deshpande, D.K. Salunkhe, Functional properties of winged bean (Psophocarpus tetragonolobus (L.) DC.) proteins. J. Food Sci. 47, 503–509 (1982)
K.H. Mcwatters, E.K. Heaton, Quality characteristics of ground beef patties extended with moist-heated and unheated seed meals. J. Am. Oil Chem. Soc. 56, A86–A90 (1979)
F. Garcia-Ochoa, V. Santos, J. Casas, E. Gomez, Xanthan gum: Production, recovery and properties. Biotechnol. Adv. 18, 549–579 (2000)
P.I. Akubor, F.O. Adamolekun, C.A. Oba, H. Obari, I.O. Abudu, Chemical composition and functional properties of cowpea and plantain flour blends for cookie production. Plant Food Hum. Nutr. 58, 1–9 (2003)
R. Horax, N.S. Hettiarachchy, P. Chen, A.M. Jalaluddin, Functional properties of protein isolate from cowpea (Vigna unguiculata (L.) Walp.). J. Food Sci. 69, 119–121 (2004)
A.G. Kiosseoglou, S. Doxastakis, K.S. Alevisopoulos, Functional properties of Amaranth seed protein isolate. Int. J Food Sci. 34, 253–260 (1999)
E. Dickinson, Hydrocolloids at interfaces and the influence on the properties of dispersed systems. Food Hydrocoll 17, 25–39 (2003)
C.K. Siew, P.A. Williams, S.W. Cui, Q. Wang, Characterization of the surface-active components of sugar beet pectin and the hydrodynamic thickness of the adsorbed pectin layer. J. Agric. Food Chem. 56, 8111–8120 (2008)
I. Mohammed, A.R. Ahmed, B. Senge, Effects of chickpea flour on wheat pasting properties and bread making quality. J. Food Sci. Technol. 51, 1902–1910 (2014)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sakhare, S.D., Inamdar, A.A. & Prabhasankar, P. Functional properties of roller mill processed fenugreek fractions. Food Measure 14, 3103–3111 (2020). https://doi.org/10.1007/s11694-020-00550-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11694-020-00550-w