
Abstract
Fatigue lives of ST12 lap-shear resistance spot welded joints have been tested under the stress ratios of R = 0.4, 0.2 and 0.06. The experimental results reveal that fatigue lives are significantly affected by stress ratios. Subsequently, the growth rate curves for fatigue cracks on ST12 low carbon steel plates under the stress ratios of R = − 1.0, − 0.3, 0.2 are tested, respectively, and the da/dN − ΔKeff curve of the material is derived by using the Newman’s opening stress equation. Finally, with the findings of the study, a new approach for predicting fatigue lives of spot welded joints which can take the stress ratio effect into consideration is proposed. The accuracy of the approach has been verified using experimental data, which demonstrates good agreement of the fatigue lives from the predictions and the experimental measurements. These findings have important implications for understanding the spot welded joints with respect to their fatigue behaviors under cyclic loadings, particularly in scenarios where fatigue lives may be significantly impacted by stress ratios.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Determining how to rapidly and accurately assess the durability, and therefore ensuring the structural safety under both current and future operational environment is an important issue (Ref 1,2,3,4). All existing assessment methods have their own limitations. It has great significance to develop and improve new durability assessment methods. Resistance spot welding is a common and important technology in connecting metal plates by applying pressure and heat. It has advantages in welding efficiency and quality for automation and be widely used in fabricating sheet assemblies like vehicles, truck cabins, rail vehicles. As an example, a contemporary automotive body assembly requires 8000-10,000 welding spots (Ref 5). Due to the high stress concentration around a weld nugget edge, welding spots are often the weakest parts in an entire structure. Meanwhile, when a spot welded joint is subjected to cyclic loadings, fatigue cracks will firstly initiate at the weld nugget edge with high stress concentration and then will propagate along the plate thickness direction until final failure. Fatigue problems occur frequently and are recognized as the main mode of failure. Enhancing the predictions of fatigue lives for resistance spot welded joints can shorten the development cycle and reduce the development cost for a spot welded structure in design phase, and ensure that the structure can operate within a safe lifespan without or with less major accidents during a service period. These factors drive the establishment of fatigue life prediction methods for the joints.
Given the significance of this issue, many different fatigue life prediction methods have been developed for spot welded joints, e.g., the S–N curve method, the local stress-strain method (Ref 6), the volumetric method (Ref 7), the natural frequency method (Ref 8, 9), the interpolation-extrapolation method (Ref 10), the damage tolerance reliability analysis Method (Ref 11), the strain energy density factor method (Ref 12), the structural stress method (Ref 13), the thermodynamic entropy Method (Ref 14), the notch stress approach (Ref 15), the maximum principal strain approach (Ref 16).
As is known to all, a material’s fatigue life includes typically two distinct components: One is the fatigue crack initiation life, the other is the fatigue crack growth life (Ref 17). However, with regard to spot-welded joints, sharp notches present on the edge of a weld nugget (Ref 18) make it possible to neglect the fatigue crack initiation life and to predict the total fatigue life with calculation using a crack growth method based on fracture mechanics (Ref 19,20,21,22,23,24,25). To model how the stress intensity factor (SIF) range is correlated together with the fatigue crack growth rate in a spot welded joint, researchers often turn to the Paris’ law (Ref 26, 27). This correlation is typically expressed using Eq 1, which has been shown to be effective in describing the growth rate of a fatigue crack to the SIF range.
herein a is defined as the crack length, N as the cycle life or number, \(\Delta K\) as the range for the SIF, whereas c and m represent the material constants. Despite its usefulness, the Paris’ law only considers the correlation of the fatigue crack growth rate with the SIF range (\(\Delta K\)). However, in practice the fatigue crack rate depends not only on \(\Delta K\) but also on the stress ratio R. This means that a single set of c and m values may not be sufficient to accurately capture the effect of R for fatigue cracks with respect to their growth rates. Therefore, the influence of R over the rate of crack growth may not be fully accounted for when using Paris’ law for the predictions of the fatigue lives for spot welded joints. To address this limitation, more sophisticated approaches that incorporate the influence of R over the growth behaviors of fatigue cracks are required.
Since crack growth rates are correlated with stress ratios in the description of crack growth with the driving force of the SIF range, Elber proposed to use the effective SIF range instead of the total SIF range as the driving factor to describe crack growth behaviors (Ref 28), and to employ a single curve unifying the rate curves for crack growth in varied stress conditions (Ref 29). The definition of the effective SIF range (\(\Delta K_{{{\text{eff}}}}\)) is as follows:
Here \(K_{{{\text{max}}}}\) denotes the maximum SIF in a load cycle, and \(K_{{{\text{op}}}}\) represents the crack opening SIF. The relation between the growth rate of a fatigue crack \({\text{d}}a/{\text{d}}N\) and \(\Delta K_{{{\text{eff}}}}\) is expressed in following Eq 3:
In this equation, c1 and m1 are the material constants that differ from those in Eq 1 represented by c and m, respectively.
Stress ratios are one of the important influence factors for fatigue lives of spot welded joints. Greater errors will occur if the influence of stress ratios is ignored. In this manuscript, ∆Keff instead of ∆K is used as the crack growth driving force to deal with the problem of the mixed mode (I and II) crack growth behavior during the failure process of a spot welded joint, and then a fatigue life prediction method for lap-shear resistance spot welded joints made of low carbon steel which can consider the influence of stress ratios on fatigue lives is established. To verify the effectiveness of this established method, fatigue lives of ST12 lap-shear resistance spot welded joints under the different stress ratios (R = 0.4, 0.2, 0.06) have been tested. In addition, for obtaining the da/dN − ΔKeff curve of the material, we have conducted fatigue crack growth tests on ST12 low carbon steel plates under the loading conditions of stress ratios R = − 1.0, − 0.3, 0.2. By comparison of the fatigue lives calculated using the established method with the test results, a great effectiveness is observed for the established method.
2 Experiments
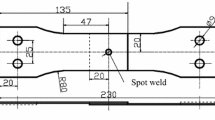
Figure 1 shows the lap-shear spot welded joint specimen used in fatigue life tests and the test process. The material is ST12 low carbon steel plates with a thickness of 1.6 mm. The chemical composition as well as the welding parameters of the specimen is summarized in Tables 1 and 2, separately. A 10 Hz sinusoidal loading waveform is adopted in the tests. In all the tests, complete rapture is applied as the failure criteria. Fatigue lives under three varied stress conditions (R = 0.4, 0.2, 0.06) are tested. The tested fatigue lives are illustrated in Fig. 2. The results reveal an clear increase in the fatigue life with an increase of the stress ratio when the maximum nominal stress is held constant, and a significant influence of stress ratios on ST12 lap-shear welded joints with respect to their fatigue lives.

Specimen and fatigue life test. (a) Specimen (mm). (b) Fatigue life test

Tested fatigue lives of Spot-Welded joints
The center-cracked tensile (CCT) fatigue specimen tested for fatigue crack growth rates is shown in Fig. 3. The material is ST12 low carbon steel plates with a thickness of 3 mm. The growth rates of fatigue cracks under three varied stress ratio (R = − 1, − 0.3 and 0.2) are tested in accordance with ASTM E647-11 (Ref 30). A 10 Hz sinusoidal loading waveform is adopted in the tests. As shown in Fig. 4, an anti-buckling guide is utilized to prevent buckling caused by the compressive loadings at R = − 1 and − 0.3. The test results are presented in Fig. 5. It can be found that the da/dN − ∆K data present a linear relationship and has a Paris-like form when plotted on a log–log scale. The exponents are 3.89, 5.58, 3.92 when the stress ratios are 0.2, − 0.3, − 1, respectively.

Center cracked tensile specimen (mm)

Fatigue crack growth test

Fatigue crack growth rates under different stress ratios
3 Proposed Approach
The life of fatigue crack initiation account for a small proportion for a spot welded joint compared with its total fatigue life. Therefore, we can establish a crack growth method to predict the total fatigue life. Obviously, the process of fatigue failure for a spot welded joint shows a three-dimensional crack behavior. As shown in Fig. 6, we firstly reduce the three-dimensional crack behavior to a two-dimensional form to simplify the calculation (Ref 31). Points A and B are the most dangerous locations where cracks will initiate because of the high stress concentration at these locations. Moreover, these locations can be regarded as crack tips, since the weld nugget edge is extremely sharp. The global SIF is then defined for the SIFs at both points A and B. The calculation of the values could be performed with the following equations (Ref 32):
wherein P is as the load applied to the sheet, \(K_{{\text{I}}}\) and \(K_{{{\text{II}}}}\) are as the mode I and mode II global SIFs, respectively, whereas d and t are defined to be the weld nugget diameter as well as the thickness of the sheet, separately. Specifically, d is 7.7 mm and t is 3 mm for the joints in present work.

A schematic of the cross section near a weld nugget
The schematic of a kinked crack during the fatigue failure process of a spot welded joint is shown in Fig. 7. It will pass through the plate thickness direction with a kink angle α until the final unstable fracture. To make a distinction with the global SIFs, the SIFs of the kinked crack are defined to be the local SIF, which are represented by \(k_{{\text{I}}}\) and \(k_{{{\text{II}}}}\) for the mode I and mode II respectively. In the figure, the arrows point to the positive directions for \(K_{{\text{I}}}\), \(K_{{{\text{II}}}}\), \(k_{{\text{I}}}\) and \(k_{{{\text{II}}}}\). From a previous study, when the length of the kinked crack is near zero, the local SIFs could be determined by their functional relationships with the global SIFs and the kink angle α (Ref 33). Specifically, we have Eq 6 and 7.

A schematic of a kinked crack
As shown in Eq 6 and 7, the kink angle α should be firstly determined when calculating the local SIFs. For determining the kink angle α, we assume that the maximum principal normal stress direction before the kinked crack growth is normal to its subsequent growth direction (Ref 32). Subsequently, the parameter kink angle α can be defined in Eq 8 based on the crack-tip singularity field equations by which the principal stress directions for the mixed mode (I and II) crack can be found (Ref 34).
The concept of local equivalent SIF can be employed for calculating the mixed mode (I and II) crack propagation type in the fatigue failure process of a spot welded joint, which can be defined as Eq 9 (Ref 35):
wherein the empirical constant \(\gamma\) is defined for considering the sensitivity to the local mode II loading during the mixed fatigue crack growth.
Now the crack growth life for a spot welded joint can be calculated according to the concept of crack closure, where the correlation of \(\Delta K_{{{\text{eff}}}}\) with \(\Delta K\) is shown in Eq 10.
where U is the crack open ratio, and related to R, the crack tip constraint, the material property and so on. R has the most serious impact and is the dominant factor among all the factors that affect U (Ref 36). As presented in Eq 11, the crack opening ratio U for structural steels was proposed to have a function relation with the stress ratio R (Ref 37).
Combining Eq 10 and 11, the effective SIF range for the local equivalent SIF, \(\Delta k_{{{\text{eq}},{\text{eff }}}}\), could be obtained by Eq 12.
where \(k_{{{\text{eq}},{\text{max}}}}\) is the maximum local equivalent SIF, which can be calculated with Eq. 13 from Eq 9.
wherein \(k_{{{\text{I}},\max }}\) and \(k_{{{\text{II,}}\max }}\) are the maximum local mode I and mode II SIFs for the kinked crack, respectively. From Eq 6 and 7, the \(k_{{{\text{I}},\max }}\) and \(k_{{{\text{II}},\max }}\) can be obtained by Eq 14 and 15.
wherein \(K_{{{\text{I}},\max }}\) and \(K_{{{\text{II}},\max }}\) are the maximum global mode I and II SIFs, respectively. From Eq 4 and 5, the \(K_{{{\text{I}},\max }}\) and \(K_{{{\text{II}},\max }}\) can be obtained by Eq 16 and 17.
where Pmax is the maximum applied load.
Now we can adopt Eq 3 to describe the fatigue crack growth in a spot welded joint as Eq 18.
It has been noted that, when the ratio of t/d is small and the loading condition is a constant amplitude loading, it has been found that the growth rate of the kinked crack remains nearly constant during the test proceeding (Ref 38).This suggests that the local SIFs can be considered to keep approximately constant during the growth of the kinked crack. In addition, if we assume a joint will fracture when the kinked crack completely penetrates the plate thickness, it is possible to determine the overall distance of the crack growth using the kink angle α together with the parameter of sheet thickness t (Fig. 6), which is equal to \(t/\sin \alpha\). Finally, the fatigue life of a spot welded joint could be achieved using Eq 19.
4 Experimental Verification
4.1 Determination of da/dN − ΔK eff Curve
The da/dN − ΔKeff curve is requisite when predicting fatigue lives using the proposed method from the above description. In the present work, the da/dN − ΔKeff curve of ST12 low carbon steel is obtained by using the Newman’s opening stress equation (Ref 39) to correlate the da/dN − ΔK values at varied stress ratios. The equation is as follows:
wherein Smax is the maximum applied stress, and Sop is the crack opening stress. A0, A1, A2, A3 can be calculated with the equations below:
where \(\sigma_{{\text{O}}}\) is the flow stress, which acts as the mean value for the ultimate tensile strength as well as the yield stress. The value of \(\sigma_{{\text{O}}}\) for ST12 low carbon steel equals to 200MPa.The constraint factor \(\beta\) is usually achieved by a trial-and-error process. It is possible to determine its value in case the growth rate data of fatigue cracks under different ratios from a wide range are well correlated. For ST12 low carbon steel, \(\beta\) is determined to be 0.1.
The da/dN − ΔK values under the three varied stress ratios of R = 0.2, − 0.3, − 1 in Fig. 5 are replotted as the form of da/dN − ΔKeff using the equation. The as-resulted data are presented in the Fig. 8, where the most data of da/dN − ΔKeff under the varied stress ratios are observed to converge into an arrow band leading to a nearly single fatigue crack growth curve. By fitting the da/dN − ΔKeff values, the two constants c1 and m1 of Eq 3 are calculated to be c1 = 10−17.12 and m1 = 4.63 (da/dN with unit of mm/cycle and ∆Keff of N mm−3/2), respectively.

da/dN − ΔKeff curve for ST12 low carbon steels
4.2 Results of Fatigue Life Prediction
The fatigue lives of the ST12 spot welded joints as shown in Fig. 2 are predicted using the approach proposed in this work. The empirical constant \(\gamma\) in Eq 9 is taken as 1 in the predictions without attempt to adjust any value to fit experimental data. Figure 9 and Table 3 present the predicted results. A good agreement was observed between the predicted and experimental lives at the different stress ratios R = 0.4, 0.2, 0.06, in which the predicted fatigue lives are found to be within a scatter band of factor 2 for all the cases.

Fatigue life prediction results
5 Discussion
The fatigue lives for ST12 resistance spot welded joints at R = 0.4, 0.2, 0.06 are tested. A significant impact of stress ratios on fatigue lives has been observed, which indicated that the impact of stress ratios cannot be ignored in fatigue life predictions. Meanwhile, the fatigue crack growth rates of ST12 low carbon steel plates at R = − 1, − 0.3 and 0.2 are tested using CCT specimens. The da/dN − ∆K data are found to have a Paris-like form when plotted on a log–log scale, and the Paris constants c, m for the three different stress ratios are determined. Subsequently, the required da/dN − ∆Keff curve when predicting fatigue lives by the proposed method is obtained by combining the tested da/dN − ∆K data and the Newman’s opening stress equation.
Due to the existence of a nugget edge which can behave as a sharp crack, it is reasonable to consider that fatigue lives of resistance spot welded joints are dominated by the lives of crack growth and can be calculated based on fracture mechanics. The Paris’ law is often used for the calculation of fatigue crack growth. However, the two constants of c and m for the Paris’ law are related to stress ratios, and the crack growth at different stress ratios cannot be described using a single set of c and m values. Furthermore, as the fatigue lives of ST12 spot welded joints at R = 0.4, 0.2, 0.06 plotted in Fig. 2, the influence of stress ratios over fatigue lives for spot welded joints is obvious and cannot be neglected in fatigue life predictions. So errors are inevitable when calculating the fatigue lives of spot welded joints at varied stress ratios using single material constants of c and m. Aiming at obtaining more accurate predictions by using the Paris’ law, it would require extensive crack growth experiments to determine the material constants of c and m under different stress ratios.
In the present work, a new method based on fracture mechanics for predicting fatigue lives of lap-shear resistance spot welded joints made of low carbon steel has been proposed, which can take the stress ratio effect over fatigue lives into consideration. In this method, when the loading amplitude applied to a spot welded joint is identical, the alteration of stress ratio will change the crack opening ratio U, then affect ∆keq,eff, and result in the ultimate influence on the predicted fatigue life. Different from the existing fracture mechanics methods for spot welded joints, ∆Keff instead of ∆K is used as the crack growth driving force to deal with the problem of the mixed mode (I and II) crack growth during the failure process of a spot welded joint. The fatigue crack growth life is calculated according to the da/dN − ∆Keff curve, where the constants c1 and m1 are independent of stress ratios for a given material and can be obtained by combining the tested fatigue crack growth data under the constant amplitude loading conditions of several different stress ratios with the Newman’s opening stress equation. An experimental verification with varied stress ratios in a wide range confirms the validity of the developed prediction approach for analyzing the fatigue lives of spot welded joints, in which the predicted fatigue lives are found to be within a scatter band of factor 2. From the outcomes of this study, a fatigue prediction method for spot welded joints under variable amplitude loading conditions may be able to be established based on the concept of crack closure combined with a cycle count method in the future research.
Moreover, the local parts of spot weld joints are composed of the fusion zone, the heat affected zone, and the base material zone. The fatigue failure of a spot welded joint usually starts from the weld nugget edge, and the fatigue crack will pass through the different zones during an entire failure process. Strictly speaking, since the mechanical properties of the materials in the various zones are different, the fatigue crack growth curves of the materials in various zones are needed for accurate fatigue life predictions. However, it can be found that the prediction accuracy is acceptable for resistance spot welded joints made of low carbon steel using only the crack growth curve of the base material from the fatigue life prediction results in this work.
6 Conclusions
A new method based on crack closure for predicting the fatigue lives of lap-shear resistance spot welded joints made of low carbon steel under constant amplitude loading conditions is proposed and investigated in this study. The conclusions are summarized as follows:
-
1.
The fatigue lives of ST12 resistance spot welded joints are tested at R = 0.4, 0.2, 0.06, revealing an obvious influence of stress ratios on fatigue lives.
-
2.
The da/dN − ΔK curves at R = − 1, − 0.3 and 0.2 for ST12 low carbon steel plates are tested. Stress ratios are found to have a pronounced effect on the fatigue crack growth rate, and the da/dN − ΔKeff curve of the material is derived from the relevant da/dN − ΔK data at different stress ratios using the Newman’s opening stress equation.
-
3.
A new approach which considers the stress ratio effect on fatigue lives is proposed. Experimental verification demonstrates that the approach can provide accurate fatigue life predictions for resistance spot welded joints.
Abbreviations
- da/dN :
-
Crack growth rate
- c, m :
-
Paris material constants
- ∆K eff :
-
Effective stress intensity factor range
- K max :
-
Maximum stress intensity factor
- K op :
-
Crack opening stress intensity factor
- ∆K eff :
-
Effective stress intensity factor range
- σ n ,max :
-
Maximum nominal stress
- m 1 :
-
Material constants
- K I :
-
Mode I global stress intensity factor
- K II :
-
Mode II global stress intensity factor
- P :
-
Load applied to the sheet
- d :
-
Nugget diameter
- t :
-
Sheet thickness
- k I :
-
Mode I local stress intensity factor
- k II :
-
Mode II local stress intensity factor
- α :
-
Kink angle
- k eq :
-
Equivalent stress intensity factor
- \(\gamma\) :
-
Empirical constant
- U :
-
Crack open ratio
- R :
-
Stress ratio
- \(\Delta k_{{{\text{eq}},{\text{eff}}}}\) :
-
Effective stress intensity factor range for the local equivalent stress intensity factor
- k eq,max :
-
Maximum local equivalent stress intensity factor
- k I,max :
-
Maximum local mode I stress intensity factor
- k II,max :
-
Maximum local mode II stress intensity factor
- K I,max :
-
Maximum global mode I stress intensity factor
- K II,max :
-
Maximum global mode II stress intensity factor
- P max :
-
Maximum applied load
- S max :
-
Maximum applied stress
- S op :
-
Crack opening stress
- \(\beta\) :
-
Constraint factor
- \(\sigma_{{\text{O}}}\) :
-
Flow stress
References
R. Feng, J.D. Pan, J.Z. Zhang, Y.B. Shao, B.S. Chen, Z.Y. Fang, K. Roy, and J.B.P. Lim, Effects of Corrosion Morphology on the Fatigue Life of Corroded Q235B and 42CrMo Steels: Numerical Modelling and Proposed Design Rules, Structures, 2023, 57, p 1–11.
M.J. Russell, J.B.P. Lim, K. Roy, G.C. Clifton, and J.M. Ingham, Welded Steel Beam with Novel Cross-Section and Web Openings Subject to Concentrated Flange Loading, Structures, 2020, 24, p 580–599.
K. Roy, J.B.P. Lim, A.M. Yousefi, G. Charles Clifton, and M. Mahendran, Low fatigue response of crest-fixed cold-formed steel drape curved roof claddings. In Wei-Wen Yu International Specialty Conference on Cold-Formed Steel Structures (2018), pp. 713–727.
D.L. Chandramohan, K. Roy, H. Taheri, M. Karpenko, Z.Y. Fang, and J.B.P. Lim, A State of the Art Review of Fillet Welded Joints, Materials, 2022, 15, p 8743.
V. Wagare, Fatigue Life Prediction of Spot Welded Joints: A Review, Lect. Notes Mech. Eng., 2018 https://doi.org/10.1007/978-981-10-6002-1_36
S.D. Sheppard and M. Strange, Fatigue Life Estimation in Resistance Spot Welds: Initiation and Early Growth Phase, Fatigue Fract. Eng. Mater. Struct., 1992, 15, p 531–549.
H. Adib, J. Gilbert, and G. Pluvinage, Fatigue Life Duration Prediction for Welded Spots by Volumetric Method, Int. J. Fatigue, 2004, 26, p 81–94.
R.J. Wang, D.G. Shang, L.S. Li, and C.S. Li, Fatigue Damage Model Based on the Natural Frequency Changes for Spot-Welded Joints, Int. J. Fatigue, 2008, 30, p 1047–1055.
R.J. Wang and D.G. Shang, Fatigue Life Prediction Based on the Natural Frequency Changes for Spot Welds under Random Loading, Int. J. Fatigue, 2009, 31, p 361–366.
H. Kang and M.E. Barkey, Fatigue Life Estimation of Spot Welded Joints Using an Interpolation/Extrapolation Technique, Int. J. Fatigue, 1999, 21, p 769–777.
S. Mahadevan and K. Ni, Damage Tolerance Reliability Analysis of Automotive Spot-Welded Joints, Reliab. Eng. Syst. Saf., 2003, 81, p 9–21.
I. Sohn and D. Bae, Fatigue Life Prediction of Spot-Welded Joint by Strain Energy Density Factor Using Artificial Neural Network, Key Engineering Materials, 2000, 183, p 957–962.
P. Dong, A Structural Stress Definition and Numerical Implementation for Fatigue Analysis of Welded Joints, Int. J. Fatigue, 2001, 23, p 865–76.
X. Jia, P. Zhu, K.N. Guan, W. Wei, J.L. Ma, L. Zou, and X.H. Yang, Fatigue Evaluation Method Based on Fracture Fatigue Entropy and Its Application on Spot Welded Joints, Eng. Fract. Mech., 2022, 275, p 1–11.
C.J. Wei and H.T. Kang, Fatigue Life Prediction of Spot-Welded Joints with a Notch Stress Approach, Theor. Appl. Fract. Mech., 2020, 106, p 1–6.
L. Shi, J. Kang, M. Gesing, X. Chen, and B.E. Carlson, Fatigue Life Assessment of Al-Steel Resistance Spot Welds Using the Maximum Principal Strain Approach Considering Material in Homogeneity, Int. J. Fatigue, 2020, 140, p 1–11.
H. Liu, D.G. Shang, J.Z. Liu, and Z.K. Guo, Fatigue Life Prediction Based on Crack Closure for 6156 Al-Alloy Laser Welded Joints Under Variable Amplitude Loading, Int. J. Fatigue, 2015, 72, p 11–18.
J.A. Newmen and N.E. Dowling, A Crack Growth Approach to Life Prediction of Spot-Welded Lap Joints, Fatigue Fract. Eng. Mater. Struct., 1998, 21, p 1123–1132.
X. Wu and H.T. Kang, A Fracture Mechanics-Based Stress Approach for Fatigue Life Prediction of Welded Joints Considering Weld Profile Effect, Theor. Appl. Fract. Mech., 2023, 123, p 103698.
P.C. Lin, J. Pan, and T. Pan, Failure Modes and Fatigue Life Estimations of Spot Friction Welds in Lap-Shear Specimens of Aluminum 6111–T4 Sheets, Part 1: Welds Made by a Concave Tool, Int. J. Fatigue, 2008, 30, p 74–89.
P.C. Lin, J. Pan, and T. Pan, Failure Modes and Fatigue Life Estimations of Spot Friction Welds in Lap-Shear Specimens of Aluminum 6111–T4 Sheets, Part 2: Welds Made by a Flat Tool, Int. J. Fatigue, 2008, 30, p 90–105.
V.K. Patel, S.D. Bhole, and D.L. Chen, Fatigue Life Estimation of Ultrasonic Spot Welded Mg Alloy Joints, Mater. Des., 2014, 62, p 124–132.
Z.M. Su, R.Y. He, P.C. Lin, and K. Dong, Fatigue Analyses for Swept Friction Stir Spot Welds in Lap-Shear Specimens of Alclad 2024–T3 Aluminum Sheets, Int. J. Fatigue, 2014, 61, p 129–140.
L. Molent, R. Jones, S. Barter, and S. Pitt, Recent Developments in Fatigue Crack Growth Assessment, Int. J. Fatigue, 2006, 28, p 1759–1768.
J.C. Newman, E.P. Phillips, and M.H. Swain, Fatigue-Life Prediction Methodology Using Small-Crack Theory, Int. J. Fatigue, 1999, 21, p 109–119.
H. Liu, D.G. Shang, J.Z. Liu, and Z.K. Guo, Fatigue Life Prediction of Laser Welded 6156 Al-Alloy Joints Based on Crack Closure, Theor. Appl. Fract. Mech., 2014, 74, p 181–187.
P.C. Paris and F. Erdogn, A Critical Analysis of Crack Propagation Laws, J. Basic. Eng., 1963, 85, p 528–534.
W. Elber, The Significance of Fatigue Crack Closure, Damage Tolerance in Aircraft Structures, ASTM STP 486, American Society for Testing and Materials, Philadelphia, 1971, p 230–272
J.C. Newman and K.F. Walker, Fatigue-Crack Growth in Two Aluminum Alloys and Crack-Closure Analyses Under Constant-Amplitude and Spectrum Loading, Theor. Appl. Fract. Mech., 2019, 100, p 307–318.
ASTM E647-11, Standard Test Method for Measurement of Fatigue Cracks Growth Rates (2011).
S.H. Lin, J. Pan, P. Wung, and J. Chiang, A Fatigue Crack Growth Model for Spot Welds Under Cyclic Loading Conditions, Int. J. Fatigue, 2006, 28, p 792–803.
L.P. Pook, Fracture Mechanics Analysis of the Fatigue Behavior of Spot Welds, Int. J. Fract, 1975, 11, p 173–176.
S. Suresh, Fatigue of Materials, 2nd ed. Cambridge University Press, Cambridge, 1998.
H. Tada, P. Paris, and G. Irwin, The Stress Analysis of Cracks Handbook, Del Research Corp, Fallon, 1985.
D. Broek, Elementary Engineering Fracture Mechanics, 4th ed. Martinus Nijhoff Publishers, Dordrecht, 1987.
X.P. Huang, Y. Han, W.C. Cui, Z.Q. Wan, and R.G. Bian, Fatigue Life Prediction of Weld Joints Under Variable Amplitude Fatigue Loads, J. Ship Mech., 2005, 9, p 89–97.
S.J. Maddox, An Investigation of the Influence of Applied Stress Ratio on Fatigue Crack Propagation in Structural Steels. The welding institute, the research report (1978), p. 72.
J.F. Cooper and R.A. Smith, The Measurement of Fatigue Cracks at Spot-Welds, Int. J. Fatigue, 1985, 7, p 137–140.
J.C. Newman, A Crack Opening Stress Equation for Fatigue Crack Growth, Int. J. Fract., 1984, 24, p 131–135.
Acknowledgments
The authors are highly grateful to the financial support of the Key Research and Development Program of Hubei Province (2022BBA0016).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Liu, H., Huo, XH., Zhang, ZH. et al. A Fatigue Life Prediction Approach for Resistance Spot Welded Joints with Consideration of the Stress Ratio Effect. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-09168-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-09168-1