
Abstract
To help maintain the sustainability of the steel industry by improving slag utilization, we are developing a novel process to recover P and Fe from steelmaking slag by controlling oxygen partial pressure and adding slag modifier B2O3, to control the precipitation of targeted phases. In this paper, the precipitated phases of the molten synthetic CaO–SiO2–FeO–P2O5(–B2O3) slags were predicted through thermodynamic calculations using FactSage 8.1. A confocal laser scanning microscope (CLSM) was used to in situ observe the crystallization behavior of the targeted metal oxides in the slags. It was found that iron and phosphorus could be recovered in the form of magnetite (Fe3O4) and calcium phosphate (Ca10P6O25) phases by controlling oxygen partial pressure and adding slag modifier B2O3. By changing oxygen partial pressure from 0.21 to 10–6 atm, the iron-containing phase transformed from Ca2Fe2O5 to magnetite (Fe3O4). Through the introduction of B2O3 from 2 to 8 pct, the amount of calcium phosphate (Ca10P6O25) first increased and then decreased, with the maximum of 28 pct (e.g. 28/100 g slag studied) at 6 pct B2O3.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Steelmaking slag, about 15 pct of the crude steel output, is the primary solid waste in the steel industry.[1,2] During the steelmaking process, the slag is crucial for steel chemistry control and thermal insulation. Amongst the key reactions in the steelmaking process is de-phosphorization, and high dephosphorization ability and reasonable melting point are indispensable properties of steelmaking slag. However, phosphate-enriched phases in steelmaking slags hinder its recovery and utilization since phosphorus may reverse to the hot metal.[3] In order to treat and reuse the accumulated steelmaking slag in an environmentally friendly way, various technologies have been developed, such as flotation,[4] magnetic separation,[5] supergravity separation,[6,7,8] reduction,[9,10,11] and a three-stage continuous selective process (selective enrichment-selective growth-selective separation),[12,13,14] to extract phosphate from steelmaking slag. The above-mentioned technologies provide, to some degree, a better understanding of the phosphorus-containing phase formation and its removal from steelmaking slag, and the three-stage continuous selective process is regarded as the most promising process due to its high efficiency and low waste emission. The three-stage-continuous selective process to extract phosphate from steelmaking slag involves the following steps: (1) optimizing the chemical composition of molten slag to promote the enrichment of the targeted phosphorus-rich phase; (2) controlling temperature to promote the crystallization and growth of the phosphorus-rich particles; (3) separating the phosphorus-rich phases from slag according to the difference in physical and chemical properties between phosphorus-rich particles and slag residuals, such as density and magnetic field strength. Of the three steps, the first step is key since it determines the quality of the phosphorus-rich phases and the complexity of subsequent technical steps. Various additives have been applied for optimizing molten slag chemistry to facilitate the generation of phosphorus-rich phases, as summarized in Table I.[15,16,17,18,19,20,21,22] Although phosphorus-rich phases were obtained by these processes, the P2O5 content in the phosphorus-rich phases was less than 20 pct, particularly for the slag with basicity (CaO/SiO2) above 2.0.[15,23] Furthermore, the above-mentioned processes require a large amount of additives and significant energy consumption. It is therefore necessary to explore a more efficient additive to modify the steelmaking slag to obtain the phosphorus-richer phase, for example, calcium phosphate (Ca10P6O25). It is well known that B2O3 addition greatly affects the liquidus temperature,[24,25] surface tension,[26] viscosity,[27,28,29] structure[30,31,32] and crystallization behaviors[33,34] of common metallurgical slags, including blast furnace slag, steelmaking slag, mold slag, etc. Because of its acidic nature, B2O3 can be used to modify steelmaking slag by reacting with CaO to generate Ca2B2O5. Therefore, it can be reasonably expected that a small amount of B2O3 addition can influence the physicochemical property of steelmaking slag and restrict the precipitation of nC2S-C3P solid solution to obtain the phosphorus-rich phase (calcium phosphate) efficiently. Furthermore, it has been verified by many investigations[35,36,37] that the oxidation state of iron depends on oxygen partial pressure, and it is meaningful to obtain the magnetite (Fe3O4) phase for the purpose of recovering iron resource from steelmaking slag by magnetic separation.
In this study, a method is explored to simultaneously recover iron and phosphorus from CaO–SiO2–FeO–P2O5 slag by oxygen partial pressure control and B2O3 addition. FactSage 8.1 calculations and confocal laser scanning microscope (CLSM) are employed to predict the precipitated phases and to in situ observe the crystallization behavior of slags, respectively. The effect of oxygen partial pressure and B2O3 on crystallization behavior of molten slag is discussed.
Material and Methods
Materials and Sample Preparation
The chemical composition of synthetic slags is presented in Table II and the P2O5 content in all slags is 10 pct. The chemical reagents of CaO and SiO2 were dried at 1000 °C for 4 hours under Ar atmosphere to remove the small amount of volatiles and hydrones. The synthetic slags were made in a platinum crucible by heating the mixtures of chemical reagents of CaO, SiO2, FeO, P2O5 and B2O3 at 1600 °C in a vertical tube furnace for 2 hours under high purity Ar atmosphere (with flow rate 0.5 L/min, 99.999 pct), and then the slag samples were rapidly quenched into water. Finally, the quenched slag sample was ground for the experiment.
Experimental Apparatus and Procedure
In this study, the crystallization event was observed in situ under the CLSM (SVF-SP; Yonekura MFG. Co. LTD, Japan), and recorded at various temperatures in an Ar atmosphere (PO2 = 10–6 atm). The schematic diagram of the equipment is shown in Figure 1.

Schematic diagram of CLSM equipment
Prior to each experiment, 0.2 g of the prepared slag was placed in a Pt crucible, heated in the hot stage of CLSM, and held for full melting at 1600 °C under Ar gas (PO2 = 10–6 atm) for 5 min. Then the molten slag sample was quenched at a cooling rate of 10 °C/min. The microstructure and elemental distribution of the quenched slag were analyzed through scanning electron microscopy (ZEISS EVO 18) equipped with energy-dispersive X-ray spectroscopy (Xmax50 from Oxford Instrument) (SEM–EDS). Considering that the quantity of quenched slags obtained in the CLSM experiment could not meet the requirement of XRD analysis, repeated experiments were carried out in a vertical tube furnace with 40 g slag in each test to detect the precipitated phases of quenched samples by XRD (TTRIII from Rigaku Corporation). Complementary SEM–EDS analysis for the samples obtained in the vertical tube furnace was also carried out to verify the results from the samples obtained in the CLSM experiment.
To investigate the effect of oxygen partial pressure on the phase chemistry in the CaO–SiO2–FeO–P2O5 melt, an experiment was carried out in parallel throughout under air atmosphere (PO2 = 0.21 atm), that is, the molten slag was melted, held and quenched under air. The sample obtained in the experiment under air is thereafter labeled as “0#” slag.
Results
Thermodynamic Simulation of Precipitated Phases
To investigate the effect of oxygen partial pressure and B2O3 addition on the crystallization behavior of slags, FactSage 8.1 calculations were conducted to predict the precipitated phases of the slags studied. The calculations comprise two steps of molten slag equilibration and solidification in air (PO2 = 0.21 atm) or Ar (PO2 = 10–6 atm). Figures 2(a) and (b) show the change in accumulated amount of different phases precipitated in slags 0# (PO2 = 0.21 atm) and 1# (PO2 = 10–6 atm). The effect of oxygen partial pressure on the precipitation of phosphorus-containing phase (nC2S-C3P) was found negligible. However, it completely changed the iron-containing phase from Fe2O3 in air (PO2 = 0.21 atm, Figure 2(a)) to spinel phase (Fe3O4) in argon (PO2 = 10–6 atm, Figure 2(b)). Similar results were also found in previous papers for exposing the molten CaO–SiO2–FeO–MnO–Al2O3–MgO slag in Ar atmosphere.[38,39]

Change in accumulated amount of different phases precipitated from slags with same composition under different oxygen pressures: (a) 0# (in air); (b) 1# (in high purity argon)
Figures 3(a) through (d) show the change in accumulated amount of different phases precipitated in slags 2#—5# in argon atmosphere (PO2 = 10–6 atm) as a function of B2O3 addition. It was found that with the addition of B2O3, the primary phase changed from solid solution (nC2S-C3P) phase in slags 2# and 3# to spinel phase (Fe3O4) in slags 4# and 5#, and phosphorus-containing phases transformed from solid solution (nC2S-C3P) phase in slags 2# and 3# into Ca3P2O8 in slags 4# and 5#. As can be seen, the temperature for the precipitation of primary phase and the solidus temperature, decreased with B2O3 addition from 2 to 8 pct. For example, primary phase precipitation occurred at 1706 °C (slag 2#—2 pct B2O3), 1544 °C (slag 3#—4 pct B2O3), 1311 °C (slag 4#—6 pct B2O3) and 1307 °C (slag 5#—8 pct B2O3) respectively. The reasons could be attributed to the fact that B2O3 works as a network former in the molten slag. It absorbs O2− to form [BO3] triangles or [BO4] tetrahedral structural units, thus increasing the amount of network formers and the polymerization degree of the slag. Therefore, the diffusion of slag components in the slag is retarded, which is unfavorable to the precipitation of crystalline phases, leading to the weakening of slag melt crystallization.[40,41] It is interesting to note that with increasing B2O3 content from 2 pct (slag 2#) to 8 pct (slag 5#), the amount of precipitated spinel (Fe3O4) decreases slightly from 32.7 to 27.0 g, while that of Ca3Fe2Si3O12 increases from 19.6 to 38.7 g. This will be discussed in the Section III–C.

Change in accumulated amount of different phases precipitated from slags in Ar atmosphere as a function of B2O3 addition: (a) 2#—2 pct B2O3; (b) 3#—4 pct B2O3; (c) 4#—6 pct B2O3; (d) 5#—8 pct B2O3
Figure 4 shows the change in the accumulated amount of (a) Fe3O4 (spinel) and (b) Ca3P2O8 in synthetic slags. With changing oxygen partial pressure from 0.21 atm (slag 0#) to 10–6 atm (slag 1# to slag 5#), the content of spinel phase increased from 0 g (slag 0#) to 38.67 g (slag 1#) per 100 g slag. However, with increasing B2O3 addition from 2 pct (slag 2#) to 8 pct (slag 5#), the content of spinel phase (Fe3O4) gradually decreased from 32.71 g to 26.98 g per 100 g slag. As can be seen in Figures 3 and 4(b), Ca3P2O8 does not exist in slag 2# (2 pct B2O3) and slag 3# (4 pct B2O3), but reaches 21.85 g in slag 4# (6 pct B2O3) and remains almost unchanged in slag 5# (8 pct B2O3), indicating that Ca3P2O8 is saturated in the slag with 6 pct B2O3.

Change in the accumulated amount of (a) Fe3O4 and (b) Ca3P2O8 precipitated from different slags
Crystallization Behaviors of the Slags with Varying B2O3 Additions
Figure 5 shows the crystallization behaviors of the synthetic slag 4# (6 pct B2O3) in argon (PO2 = 10–6 atm) observed under CLSM at the cooling rate of 10 °C/min. For example, the morphology of the pre-melted slag at 1600 °C (Fig. 5(a)), the nucleus of the 1st phase crystal (C1) formed at 1243 °C (Figure 5(b)), and the frame of crystal formed at ~ 1216 °C (Figure 5(c)). With decreasing the temperature from 1243 °C to 1082 °C, the volume of the crystal nucleus increased gradually (Figures 5(b) through (e)). It is noticeable that the frame of the 2nd phase crystal (C2) formed at ~ 1082 °C in Figure 5(e) and both phase crystals continuously grew in the temperature ranges from 1082 °C to 917 °C. Finally, the liquid slag appeared to have fully crystallized at 917 °C in Figure 5(h).

Crystallization process of slag 4# in argon at the continuous cooling rate of 10 °C/min: (a) 1600 °C; (b) 1243 °C; (c) 1216 °C; (d) 1151 °C; (e) 1082 °C; (f) 1075 °C; (g) 1006 °C; and (h) 917 °C
Figure 6 compares the CLSM morphology of the crystalline in the slag 4# at the continuous cooling rate of 10 °C/min with the corresponding SEM morphology, indicating good agreement between these two. As shown in Figure 6(b), mainly three phases in the slag 4# were observed, namely the lath-shaped phase (P1 and P2), white hexagonally faceted crystal (P3 and P4) and slag matrix (P5 and P6). It is noticeable that these white hexagonally faceted crystals were surrounded by the lath-shaped phase and slag matrix, indicating an early crystallization, in comparison to the lath-shaped phase and slag matrix. Moreover, the length of lath-shaped crystals was no more than 500 μm, while the diameter of these white crystals was approximately 200 μm. In order to determine the elementary distribution in different phases, EDS mapping analysis was employed and the corresponding results are presented in Figure 7. Phosphorus was mainly enriched in the lath-shaped phase, while Fe was mainly concentrated in the white hexagonally faceted phase. Moreover, Ca and Si were concentrated in the matrix phase. EDS spot analysis (Table III) indicated that the lath-shaped phase was close to Ca2PO4.8 (or Ca2PO4), while the white hexagonally faceted phase and slag matrix were approaching Fe3O3.9 (or Fe3O4.2) and CaFe0.3Si0.7O2.1 (or CaFe0.3Si0.8O2.1) respectively.

Morphologies of the crystalline in the slag 4# at continuous cooling rate of 10 °C/min (a) CLSM image and (b) SEM image

EDS map scanning of slag 4# at the continuous cooling rate of 10 °C/min
The crystallization behaviors observed by CLSM and precipitated phases analyzed by XRD and SEM–EDS were similar for other slags but not reproduced here for the brevity of the paper. However, the comparison of precipitated phases for slag 1# (without B2O3 addition) and slag 4# (6 pct B2O3) is summarized in Table IV. As shown in Table IV, a lath-shaped morphology as the 1st precipitated phase and a hexagonally faceted crystal as the 2nd precipitated phase for the slag 1# were observed to start precipitating at 1301 °C and 1264 °C, respectively, while it was the inverse of phase precipitation sequence for the slag 4#. Moreover, the potential formula of the hexagonally faceted phases for both slag 1# and slag 4# was close to magnetite phase (Fe3O4), while the lath-shaped phase was close to Ca7Si3.6P2.5O12 (or Ca7Si3.9P2.4O10.3) for slag 1# and Ca2PO4.8 (or Ca2PO4) for slag 4# respectively. The different phase precipitation sequence and potential formula of the precipitated phases for slags 1# and 4# could be attributed to factors such as undercooling,[42] slag composition[43] and enthalpy of mixing (so-called Jackson α factor)[44]), which will be reported in a separate paper.
Phase Characterization
In order to explore the effect of oxygen partial pressure and B2O3 addition on the crystallization process of samples, the phases presented in the slags were characterized using XRD. Figures 8(a) through (f) show phases presented in the slag 0# to 5# at the continuous cooling rate of 10 °C/min. It should be pointed out that slag 0# was cooled in air (PO2 = 0.21 atm), while slags 1# to #5 were cooled in argon atmosphere (PO2 = 10–6 atm). As can be seen in Figure 8(a), it was shown clearly that three phases were detected in slag 0#, namely Ca2Fe2O5, Ca7Si2P2O16 and Ca2SiO4. Fe existed in the form of calcium ferrite phase, while P was concentrated in the Ca7Si2P2O16 phase in the synthetic slag 0# (PO2 = 0.21 atm). However, with changing oxygen partial pressure from 0.21 atm (slag 0#) to 10–6 atm (slag 1#), the predominant iron-containing phase (Ca2Fe2O5) transformed into magnetite phase (Fe3O4), as shown in Figure 8(b), while other phases remained the same as in the slag 0#. Compared with slag 1#, dicalcium silicate (Ca2SiO4) was not detected in slag 2#, while two new phases of CaFeSi2O6 and Ca11B2Si4O22 were found after adding 2 pct B2O3 as shown in Figure 8(c). As can be seen in Figure 8(d) for slag 3# containing 4 pct B2O3, the phosphorus-rich phase of calcium phosphate (Ca10P6O25) was detected and the B-containing phase was identified as the calcium borate phase (Ca2B2O5), rather than Ca11B2Si4O22. As for the slags with B2O3 addition of 6 pct (slag 4#) and 8 pct (slag 5#), calcium phosphate (Ca10P6O25) remained the only phosphorus-rich phase, and the B-containing phase transformed from Ca2B2O5 (Slag #3) to CaB2O4 (Slags 4# and 5#). In summary, with simultaneous change of oxygen partial pressure from 0.21 atm (in air) to 10–6 atm (in argon) and addition of B2O3 (6 pct) into the simulated steelmaking slag, phosphorus- and iron-containing phases precipitated in the form of Fe3O4 and Ca10P6O25 respectively during the cooling process from 1600 °C to 900 °C.

X-ray diffraction patterns of samples at the continuous cooling rate of 10 °C/min: (a) Slag 0#; (b) Slag 1#; (c) Slag 2#; (d) Slag 3#; (e) Slag 4#; (f) Slag 5#
From SEM–EDS analysis (Figure 9; Table V), it is clear that the irregular white phase in Figure 9(a) is composed primarily of Ca, Fe and O, while the spinel type and/or dendritic white phases in Figures 9(b) through (f) are made up of Fe and O, with chemical formula approaching Fe3O4. It indicates that oxygen partial pressure is the key to the transformation of iron oxides in the CaO–SiO2–FeO–P2O5 slags. In Figures 9(a) and (b), the round granular phase was primarily made up of Ca, Si, P and O, corresponding to the phosphate-containing phase of Ca7Si2P2O16, while the slag matrix was composed primarily of Ca, Si and O, corresponding to the dicalcium silicate (2CaO·SiO2). As can be seen from Figures 9(c) through (f), the dark lath-shaped or/and faceted morphology phase started to form in slag 3# (4 pct B2O3, Figure 9(d)) and enlarged with increasing B2O3 content, which could be attributed to the fact that B2O3 addition gave rise to a decrease in slag viscosity. As Ca, P and O were enriched in the abovementioned dark phase and the chemical formula was close to the phosphorus-rich phase of calcium phosphate (Ca10P6O25), it is reasonable to conclude that B2O3 is an effective additive to extract phosphate from steelmaking slag.

SEM results of six samples: (a) Slag 0#; (b) Slag 1#; (c) Slag 2#; (d) Slag 3#; (e) Slag 4#; (f) Slag 5#. Slag 0# was cooled in air (PO2 = 0.21 atm) while slags 1# to 5# were cooled in argon (PO2 = 10–6 atm)
By comparing the integrated intensities of the diffraction peaks from each of the known phases, the weight fractions of phosphorus- and iron-containing phases in the slags were semi-quantitatively determined and listed in Table VI. As seen in Table VI, by changing the oxygen partial pressure from 0.21 atm (slag 0#) to 10–6 atm (slag 1#), the amount of magnetic phase greatly increased from 0 to 38 g while that of the solid solution phase (Ca7Si2P2O16) varied slightly. With B2O3 addition from 2 pct (slag 2#) to 8 pct (slag 5#), the amount of solid solution (Ca7Si2P2O16) phase in argon (PO2 = 10–6 atm) decreased from 29 to 0 g, while that of calcium phosphate (Ca10P6O25) first increased and then decreased, with the maximum of 28 g per 100 g slag at 6 pct B2O3 addition (slag 4#). Moreover, the quantity of spinel (Fe3O4) decreases slightly while that of CaFeSi2O6 increases with increasing B2O3 content, which agree well with the results of thermodynamic calculation in this paper. The reasons could be attributed to the fact that high melting point substances could be transformed into low melting point phases by adding B2O3 into slags.[33,45,46] In this case, it could be deduced that a small amount of low melting point phase of CaFeSi2O6 (1217 °C) was generated through the reaction (1).
By combining the crystallization behavior observed by CLSM, the microstructure analyzed by SEM–EDS and the phases present in the slags characterized by XRD, for the slag 1#, the 1st and 2nd phases observed at 1301 °C and ~ 1264 °C can be considered solid solution (Ca7Si2P2O16) and magnetite (Fe3O4). This agrees with the calculation result by FactSage 8.1 (Figure 2(b)). Similarly, it could be concluded that the 1st and 2nd phases in slag 4# observed at 1243 °C in Figure 5(b) and ~ 1082 °C in Figure 5(e) are Fe3O4 and Ca10P6O25 respectively.
Discussion
Influence of Oxygen Partial Pressure
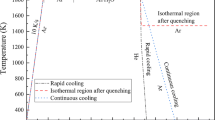
Figure 10, the phase diagram of CaO–SiO2–FeO–P2O5 slag, demonstrates that the presence of iron oxide species in the solid product depends on oxygen partial pressure. Wustite (FeO) in the slag is oxidized to magnetite under the oxygen pressure of 10–6 atm or to hematite under the oxygen pressure of 0.21 atm. It should be pointed out that the precipitated phases of the slag that have been described by the phase diagrams in Figure 10 are for equilibrium conditions, which can be approximated by slow cooling. However, the relatively large cooling rate of 10 °C/min is applied in this study, causing the deviation from equilibria between the slag samples and the gas atmosphere. Fortunately, the main precipitated phases, such as magnetite (Fe3O4), Ca7Si2P2O16 and Ca2SiO4, predicted by phase diagrams in Figure 10 and characterized by the XRD pattern (in Figure 8(b)) keep the same. For industry applications, in order to recover iron from the slag in the form of magnetite (Fe3O4) by magnetic separation, the molten slag should be solidified at a slow cooling rate from about 1350 °C as illustrated in Figure 10 to give Fe3O4 enough time to precipitate. In addition, for the air-treated slag (slag 0#), Fe2+ in the slag (FeO) is oxidized to Fe3+ (Fe2O3) according to Reaction (2) as shown in Figure 10. However, the XRD pattern (Figure 8(a)) for the air-treated slag (slag 0#) demonstrates the presence of the main iron-containing phase Ca2Fe2O5 rather than Fe2O3, implying that the formed hematite further stabilizes the free lime by forming Ca2Fe2O5 according to Reaction (3).

Phase diagram of CaO–SiO2–FeO–P2O5 system with the dotted line and dot-dash line corresponding to oxygen partial pressure in air and argon, respectively
The deviation of the prediction and experimental result could be attributed to different conditions for the calculations and laboratory experiments, that is, the experimental conditions might be far from the equilibrium state in the thermodynamic prediction. In the actual crystallization process, reactions are affected by various kinetic factors such as the reaction time, the reaction area of the system studied, etc. It is evidenced that the Ca2Fe2O5 phase is the dominant iron-containing phase in the steelmaking slag under high oxygen partial pressure (e.g. in the air).[21,38,39]
In contrast, for the slags treated in Ar atmosphere (PO2 = 10–6 atm), the oxidizing processes in the molten slag can be expressed by reaction (4):
As seen in Figure 8(b), spinel (Fe3O4) is the stable solid iron oxide under Ar atmosphere (PO2 = 10–6 atm) in the present study. This is also supported by the fact that the magnetite (Fe3O4) primary phase field has replaced the hematite (Fe2O3) primary phase field as the dominant feature of the iron oxide-rich corner of the CaO–FeOx–SiO2 diagram at the effective oxygen partial pressure between 10–3.9 and 10–3.7 atm.[21]
To summarize, oxygen partial pressure is the key to oxidation state of iron oxides in the CaO–SiO2–FeO–P2O5 melt. In air, FeO is oxidized to Fe2O3, which combines with free lime in the slag to form Ca2Fe2O5, while under an atmosphere with low oxygen partial pressure, FeO is oxidized to Fe3O4.
Influence of B2O3 Addition
Figure 11 shows Gibbs free energy change of relevant reactions as a function of temperature calculated by FactSage 8.1. It clearly shows that the descending order for component formation is 3CaO·P2O5 (reaction (5)) > 2CaO·B2O3 (Reaction (6)) > 2CaO·SiO2 (Reaction (7)). The preferential formation of 2CaO·B2O3 rather than 2CaO·SiO2 inhibits the generation of solid solution nCaO·SiO2-3CaO·P2O5 in the slag. It is in accord with the phase precipitation sequence observed by CLSM in Figure 5 and the precipitated phases characterized by XRD in Figure 8. The reasons could be attributed to not only the activity of CaO in the slag becomes small with the B2O3 addition based on the thermodynamic calculation and molecular theory for slag structure proposed by H. Schenck,[47,48] but also the reaction mechanism in the molten B2O3 modification process demonstrated by the theory of bond parameter function.[49]

Gibbs free energy change of relevant reactions calculated by FactSage 8.1
It should be pointed out that B2O3 addition to the molten slag causes two contradictory effects on nucleation and growth of the magnetic spinel phase (Fe3O4). First, B2O3 can lower the melting temperature and viscosity of slag by forming a series of low melting compounds, which is beneficial for the migration of ions and molecules in the molten slag, resulting in the growth of Fe3O4 crystals. Secondly, B2O3 addition can also weaken the crystallization ability of Fe3O4 phase by increased component diffusion resistance originating from the increased polymerization degree of slag melts, resulting in the small nucleation rate of Fe3O4 phase. In fact, the intensity of characteristic peaks of Fe3O4 phase slightly decreased with the increase of B2O3 addition from 2 to 8 pct as obviously illustrates in Figures 8(c) through (f). In view of these two aspects, it seems that B2O3 plays a little bit antagonism effect on the precipitation of Fe3O4 phase from the molten synthetic slags under Ar atmosphere.
Combining the results of thermodynamic calculation, crystallization behavior observed through CLSM, microstructure analyzed by SEM–EDS and the phases present in the slags characterized by XRD, reactions during slag modification with B2O3 addition can be expressed in Eqs. [5] through [7], and the schematic diagram of the molten slag modification by atmosphere control and B2O3 addition could be illustrated in Figure 12. Compared with the previous processes in Table I, the new process has two advantages: the lower energy consumption and smaller amount of additive B2O3 required. First, B2O3 was added into molten steelmaking slag during the slag tapping process, and the specific heat capacity for steelmaking slag is about 800 J/(kg·°C).[50,51,52,53] Therefore, the new process uses at least 355 kWh/t sensible heat of molten steelmaking slag and meanwhile avoids at least 290 kWh/t reheating for the modification in previous processes in Table I. Second, the B2O3 amount in the new process is smaller than that in the previous processes in Table I.

Schematic diagram of the slag modification
The current study confirms that Fe and P in synthetic steelmaking slags can be concentrated in the form of magnetite (Fe3O4) and calcium phosphate (Ca10P6O25) phases by oxygen partial pressure control and B2O3 addition. Subsequently, the optimum temperature range for the crystallization of Fe3O4 and Ca10P6O25 phases was obtained as (1055 ± 25)°C by both theoretical calculation and experiment.[54] In order to separate phosphorus and iron phases from the quenched slags, a wet magnetic separator (XCGQ-500 with the magnetic field intensity of 3.0 KOe was firstly employed to separate magnetite phase from the slag bulk. Subsequently, the flotation machine (XFD-0.75L) was used to separate the phosphorus-enriched phase from the non-magnetic part of magnetic separation. Using a combination of magnetic separation and flotation, the concentrates were obtained with Fe3O4 and P2O5 content of 92.84 and 37.66 pct, respectively, corresponding to the recovery ratios of 85.8 pct for iron and 91.3 pct for phosphorus. The recycled materials of iron and phosphorus concentrates could be considered as a potential source for ferrous feedstock and phosphate fertilizer, respectively.[55]
Conclusion
In this study, the effect of oxygen partial pressure and B2O3 addition on the crystallization behavior of iron- and phosphorus-containing phases in a CaO–SiO2–FeO–P2O5 melt has been investigated. The main conclusions can be summarized as follows:
-
(1)
Recovery of iron and phosphorus from the CaO–SiO2–FeO–P2O5 slag can be effectively achieved through oxygen partial pressure control and B2O3 addition, through the precipitation in the melt of magnetite (Fe3O4) and calcium phosphate (Ca10P6O25) phases, respectively.
-
(2)
Oxygen partial pressure is the key to the precipitation of iron oxides in the CaO–SiO2–FeO–P2O5 slags. Both thermodynamic calculation and experimental results indicated that with decreasing oxygen partial pressure from 0.21 to 10–6 atm, the precipitated iron oxides transformed from ferric oxide (Fe2O3) to magnetite (Fe3O4).
-
(3)
Both thermodynamic calculation and experimental result indicated that by adding B2O3 from 2 to 8 pct, the amount of calcium phosphate (Ca10P6O25) first increased and then decreased, with the maximum occurring at 6 pct B2O3.
References
J.F. Li, C.X. Luo, M.K. Sun, W.G. Shen, B. Cao, and X.L. Li: Key Eng. Mater., 2014, vol. 3019, pp. 98–102.
L. Lin, Y.Q. Liu, J.G. Zhi, S. He, X. Li, Z.X. Hou, and L.Q. Zhang: Ironmak. Steelmak., 2021, vol. 48, pp. 334–42.
X.M. Yang, M. Zhang, G.M. Chai, J.Y. Li, Q. Liang, and J. Zhang: Ironmak. Steelmak., 2016, vol. 43, pp. 663–87.
Z.W. Wang, B. Liang, and J.R. Zhang: Appl. Mech. Mater., 2014, vol. 3013, pp. 1501–05.
M.Y. Kazuyo, K. Hironari, and N. Tetsuya: IJSJ Int., 2010, vol. 50, pp. 65–70.
X. Lan, J.T. Gao, Y. Du, and Z.C. Guo: J. Alloys Compd., 2018, vol. 731, pp. 873–70.
J.T. Gao, Y. Li, G.L. Xu, F.Q. Wang, Y. Lu, and Z.C. Guo: ISIJ Int., 2017, vol. 57, pp. 587–89.
J.T. Gao, L. Guo, Y.W. Zhong, H.R. Ren, and Z.C. Guo: Int. J. Miner. Metall. Mater., 2016, vol. 23, pp. 743–50.
Y.Y. Zhang, Q.G. Xue, G. Wang, and J.S. Wang: ISIJ Int., 2018, vol. 58, p. 2219.
M. Sugata, T. Sugiyama, and S. Kondo: ISIJ Int., 1974, vol. 14, pp. 88–95.
S. Takeuchi, N. Sano, and Y. Matsushita. Tetsu-to-Hagane´, 1980, vol.66, pp. 2050–57.
H.M. Xue, J. Li, Y.J. Xia, Y. Wan, L.J. Chen, and C.J. Lv: Metals, 2021, vol. 11, p. 216.
J.M. Gonzalez, C.J. Penn, and S.J. Livingston: Water, 2020, vol. 12, p. 1953.
G.F. Ye, J. Yang, R.H. Zhang, W.K. Yang, and H. Sun: Int. J. Miner. Metall. Mater., 2021, vol. 28, pp. 66–75.
J.Y. Li, M. Zhang, M. Guo, and X.M. Yang: Int. J. Miner. Metall. Mater., 2016, vol. 23, pp. 520–33.
L. Jiang, J. Diao, X.M. Yan, B. Xie, Y. Ren, T. Zhang, and G.Z. Fan: ISIJ Int., 2015, vol. 55, pp. 564–69.
L. Lin, Y.P. Bao, M. Wang, W. Jiang, and H.M. Zhou: J. Iron Steel Res. Int., 2014, vol. 21, pp. 496–502.
L. Lin, Y.P. Bao, and M. Wang: ISIJ Int., 2014, vol. 54, pp. 2746–53.
K. Yu, Y.L. Zhang, F.S. Li, and M. Gao: J. Iron Steel Res. Int., 2018, vol. 26, pp. 796–805.
G.Q. Li, C.Y. Zhu, Y.J. Li, X.Y. Huang, and M. Chen: Steel Res. Int., 2013, vol. 84, pp. 687–94.
G.J. Chen and S.P. He: Ironmak. Steelmak., 2014, vol. 42, pp. 433–38.
Y.L. Zhang, M. Guo, F.S. Li, and Y. Ke: Arch. Metall. Mater, 2018, vol. 63, pp. 1769–83.
J.Y. Li, M. Zhang, M. Guo, and X.M. Yang: Metall. Mater. Trans. B, 2014, vol. 45B, pp. 1666–82.
J. Ma, W. Li, G.Q. Fu, and M.Y. Zhu: J. Sustain. Metall, 2021, vol. 7, pp. 1190–99.
H.M. Wang, T.W. Zhang, H. Zhu, G.R. Li, Y.Q. Yan, and J.H. Wang: ISIJ Int., 2011, vol. 51, pp. 702–06.
M. Nakamoto, T. Tanaka, L. Holappa, and M. Hämäläinen: ISIJ Int., 2007, vol. 47, pp. 211–16.
S. Ren, J.L. Zhang, L.S. Wu, W.J. Liu, Y.N. Bai, X.D. Xing, and D.W. Kong: ISIJ Int., 2012, vol. 52, pp. 984–91.
Y. Shi, Y.G. Wei, S.W. Zhou, B. Li, Y.D. Yang, and H. Wang: J. Alloys Compd., 2020, vol. 822, 153478.
A.A. Babenko, R.R. Shartdinov, A.G. Upolovnikova, A.N. Smetannikov, and V.S. Gulyakov: Izvestiya VUZ. Chernaya Metallurgiya, 2019, vol. 62, pp. 769–73.
P. Zhang, J.H. Liu, Z. Wang, G. Qian, and W. Ma: Metall Mater Trans B, 2019, vol. 50B, pp. 304–11.
J. Qi, C. Liu, and M. Jiang: ISIJ Int., 2018, vol. 58, pp. 186–93.
Y. Sun, J. Liao, K. Zheng, X.D. Wang, and Z.T. Zhang: JOM, 2014, vol. 66, pp. 2168–75.
W.L. Wang, J.Y. Chen, J. Yu, L.J. Zhou, S.F. Dai, and W.G. Tian: Waste Management, 2020, vol. 111, pp. 34–40.
L.J. Zhou, W.L. Wang, B.X. Lu, G.H. Wen, and J. Yang: Metall. Mater. Int., 2015, vol. 21, pp. 126–33.
H. Matsuura, M. Kurashige, M. Naka, and F. Tsukihashi: ISIJ Int., 2018, vol. 49, pp. 1283–89.
S.Y. Cheng, M. Shevchenko, P.C. Hayes, and E. Jak: Metall. Mater. Trans. B, 2021, vol. 52B, pp. 1891–1914.
J. Chen, M. Shevchenko, P.C. Hayes, and E. Jak: ISIJ Int., 2019, vol. 59, pp. 805–09.
J.C. Li, D. Bhattacharjee, X.J. Hu, D.W. Zhang, S. Sridhar, and Z.S. Li: Metall. Mater. Trans. B, 2019, vol. 50B, pp. 1931–48.
J.C. Li, D. Bhattacharjee, X.J. Hu, D.W. Zhang, S. Sridhar, and Z.S. Li: Metall. Mater. Trans. B, 2019, vol. 50B, pp. 1023–34.
Y. Huang, C. B. Shi, X. X. Wan, J. L. Li, D. L. Zheng, and J. Li. J. Iron Steel Res. Int, 2021, pp. 1–11.
W.L. Konijnendijk and J.M. Stevels: J Non-Cryst Solids, 1975, vol. 18, pp. 307–31.
X.F. Lei and X.X. Xue: Trans. Nonferrous Met. Soc. China, 2010, vol. 20, pp. 2294–98.
Y.B. Zong, D.Q. Cang, Y.P. Zhen, Y. Li, and H. Bai: Trans. Nonferrous Met. Soc. China, 2009, vol. 19, pp. 834–39.
G. Chen, J. Chen, J.H. Peng, and R.D. Wan: Trans. Nonferrous Met. Soc. China, 2010, vol. 20, pp. 198–204.
D.U. Tulyaganov, S. Agathopoulos, J.M. Ventura, M.A. Karakassides, O. Fabrichnaya, and J.M.F. Ferreira: J. Eur. Ceram. Soc, 2006, vol. 26, pp. 1463–71.
C.F. Yang and C.M. Cheng: Ceram. Int, 1999, vol. 25, pp. 383–87.
V. Shatokha, A. Semykina, J. Nakano, and S. Seetharaman: J. Min. Metall. Sect. B, 2013, vol. 49, pp. 169–74.
X.H. Huang: Metallurgy Principle for Iron and Steel, 3rd ed. Metallurgical Industry Press, Beijing, 2013.
H.L. Fan, H.M. Duan, K. Tan, Y.K. Li, D.F. Chen, M.J. Long, and T. Liu: JOM, 2017, vol. 69, pp. 1914–19.
H. Agalit, N. Zari, and M. Maaroufi: Sol. Energy Mater. Sol. Cells, 2017, vol. 173, pp. 168–76.
O.F. Iñigo, C. Nicolas, G. Antoni, J. Rodríguez-Aseguinolaza, A. Faik, and B. D’Aguanno: Energy, 2015, vol. 89, pp. 601–09.
O.F. Iñigo, G. Yaroslav, O. Ainhoa, P.L. Arias, J. Rodríguez-Aseguinolaza, and A. Faik: Solar Energy, 2017, vol. 173, pp. 152–59.
I. Ortega, A. Faik, A. Gil, J. Rodríguez-Aseguinolaza, and B. D’Aguanno: Energy Procedia, 2015, vol. 69, pp. 968–77.
J.C. Li, G.X. Li, F. Qiu, R. Wang, J.S. Liang, Y. Zhong, D. Guan, J.W. Li, Z.S. Li, and S. Sridhar: Int. J. Miner. Metall. Mater., 2022, https://doi.org/10.1007/s12613-022-2553-x.
G.X. Li, J.S. Liang, J. Long, D. Guan, Z.S. Li, S. Sridhar, and J.C. Li: ISIJ Int., 2022, vol. 62, pp. 1556–59.
Acknowledgments
This work was supported by Jiangsu University (19JDG011), the Project of the National Natural Science Foundation of China (Grant Nos. 51874272 and 52111540265) and Open Foundation of State Key Laboratory of Mineral Processing (No. BGRIMM-KJSKL-2022-23). J LI would like to acknowledge the support from innovation training program for undergraduate (202010299076 and 202110299463X) and scientific research projects (18A001, 18A003,18A014 and 20A007).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no potential conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Li, J., Li, G., Liang, J. et al. Effect of Oxygen Partial Pressure and B2O3 on Crystallization Behavior of Phosphorus- and Iron-Containing Phases in a CaO–SiO2–Fe2O3–P2O5 Melt. Metall Mater Trans B 54, 249–262 (2023). https://doi.org/10.1007/s11663-022-02686-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-022-02686-0