
Abstract
This paper presents the most important results of the study oriented on development of low-silicon (<0.03Si), precipitation-strengthened, fine-grained, cold-rolled dual-phase (DP) steels with tensile strength greater than 1000 MPa, primarily intended for the automotive industry. For this purpose, extensive systematic investigations were conducted with the aim to optimize the composition/processing conditions with regard to the microstructural effects on tensile properties and bendability of DP steels. Within this study, influence of the addition of Mn, Cr, Mo and/or both Mo and Ti on the microstructure and tensile properties of eight steels molded in the form of ~20 kg ingots processed by controlled rolling has been investigated. The effect of simulated coiling temperature on hot-rolled steels followed by cold rolling and intercritical annealing at temperatures 1023 K and 1073 K (750 °C and 800 °C) as well as the interaction between ferrite recrystallization and austenite formation were examined. Investigation of the effect of intercritical annealing on the structure–property relationships was carried out on steels in both the hot-rolled and cold-rolled states. It was found that in spite of strength above 1000 MPa, good bendability (steel strip may have been bent to 180 deg at radius of 0.5 mm) can be achieved in the cold-rolled intercritically annealed steel with nominal composition 0.15-C-1.2Mn-0.02Si-0.2Mo-0.1Ti by more or less homogeneous distribution of fine Ti precipitates (<5 nm) within fine ferrite grains (<2 μm) and about 35 pct martensite volume fraction in the microstructure of DP steel.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Recent trends show rapid growth in usage of advanced high-strength steels (AHSS) in automotive components.[1] Within the future steel vehicle (FSV) programme, it is expected that the body structure of future-generation mid-size cars will contain more than 20 new types of AHSS that are expected to be commercially available from 2015 to 2020, of which more than 40 pct will be steels with strength levels higher than 1000 MPa. Considering steels with tensile strength (TS) in the range from 500 to 1000 MPa, the DP steels have been the most used of all AHSS.[2] Dual-phase (DP) steels have an important position among AHSS, because besides excellent tensile properties they have a number of desirable properties, such as absence of yield point, low yield/tensile strength ratio, high work hardening rate, and high uniform elongation.[3]
One of the main restricting factors for the wider application of ultrahigh-strength DP steels (above 1000 MPa) in the automotive industry is the large difference in hardness between the soft ferrite matrix and the hard second phase of martensite, which results in high level of plastic incompatibility between both phases,[4–6] poor stretch flange formability, and bending workability when compared to other AHSS.[7]
It is well known that the mechanical properties of DP steels markedly depend on the martensite volume fraction and its morphology, which may be affected by the processing parameters of intercritical heat treatment, initial microstructure as well as by steel chemical composition.[8–10]
In order to achieve TS around 1000 MPa, alloying elements such as Mn, Si, Cr, Mo, but also Ni or Cu are added in combination with the microalloying elements. The most often used alloying elements to achieve desired tensile properties of DP steels are Si and Mn. Koo et al.[4] showed that the effective way to improve the strength without sacrificing ductility is the addition of about 2 pct Si. In accordance with this, Shirasava et al.[10] found that steel with composition 0.15C-2.03Si-1.52Mn (mass pct) had markedly higher total elongation when compared with 0.15C-0.05Si-2.3Mn steel (18.4 against 13.2 pct), in spite of roughly the same strength (1030 and 1022 MPa, respectively). Si promotes formation of fine and equiaxed ferrite grains and is very effective for solid solution strengthening, hence the difference between hardness/soft structural components in DP steel can also be expected.[11] However, the increased amount of Si causes problems connected with a surface quality (red scale defects),[12] hot dip galvanizing,[13] or it can affect the laser cut edge quality.[14]
Carbon is inevitable to achieve a ferrite plus martensite structure, but owing to other requirements such as weldability, there is an effort to reduce the carbon content in DP steel as much as possible. Matsumura and Tokizane[8] showed that TS about 950 MPa is reachable in the steels containing 2.3 pct Mn, 0.01Si, and 0.03 pct Nb with only 0.05 pct C, in case of fine-grained dual-phase microstructure. They concluded that morphology (size, shape, and distribution) of the structural constituents is especially important in controlling the mechanical properties of DP steels. In order to achieve as high strength as possible, particularly in the DP steels with very low Si content, approximately 2 pct of Mn is commonly added nowadays.[15–21] However, it is well known that among all alloying elements, Mn is the most responsible one for the development of microstructural banding,[22] including the presence of the martensite bands in the center of the sheet thickness that can cause changes in deformation and fracture behavior,[23] as well as in bendability,[24] or increase in susceptibility to hydrogen-induced cracking of DP steels.[25]
The positive effect of Mo addition on strength–ductility relationships of high-strength DP steels was documented by Davies[26] and Marder.[27] It was also reported that the effect of Mo addition (0.05C-1.2Mn steel) on the critical cooling rate (required for the formation of dual-phase structure) is roughly 2.0 times greater as compared to effect of Cr.[28] Furthermore, alloyed steel with Mo has advantage in galvanizing process, because in contrast to Si and Mn, addition of Mo causes no deterioration to the wettability of the steel with molten Zn.[29] Mo is often added together with other microalloying elements. The combined addition of Mo and Ti was investigated by Funakawa et al.[30] and subsequently in several other studies.[31–40] The results showed that the addition of 0.2 pct Mo to steels containing around 0.1 pct Ti offers a unique advantage in increasing the volume fraction of precipitates, refining the precipitates size and improving the thermal stability of precipitates.[30–40] It must be noted that the above-mentioned results were found in hot-rolled steels with carbon content in the range of 0.04 to 0.1 pct (in most cases around 0.05 pct C), the microstructures of which contained basically only ferrite and TS achieved was not more than 800 MPa.
Up to now, no systematic investigations of DP steels alloyed by both Mo and Ti are available in the literature; however, some studies are devoted to the effect of single Ti addition on precipitation strengthening as well as on properties of steels with ferrite-martensite structures.[41–45] It was revealed by Machida et al.[41] on the hot-rolled steel (0.08C-1.5Si-1.8Mn-0.1Ti) having TS of 780 MPa that the difference in hardness between ferrite and martensite can be reduced by means of Ti precipitates occurring in soft ferrite matrix and thereby improvement of formability of DP steel can be achieved.
An important problem of practical application of DP steels is softening of heat-affected zone (known as HAZ softening) that occurs during welding as a result of the tempering of the martensite phase[15,18] and/or low thermal stability of precipitates.[41]
The present work is focused on the development of fine-grained silicon-free precipitation-strengthened cold-rolled DP steels with TS above 1000 MPa, intended primarily for the automotive application. Based on the above-mentioned literature review, it was hypothesized that the DP steel alloyed by both Mo and Ti could have the properties which are generally considered as necessary for the steel sheets for automotive parts,[6] namely, formability, weldability, trouble free zinc-plating process, and resistance to hydrogen embrittlement fracture (delayed fracture resistance) especially for steels with strength above 1000 MPa. Considering the fact that the optimal mechanical properties of steels are usually observed with content of Ti between 0.04 and 0.10 pct (for example[46]), and the effect of addition of around 0.06 pct Ti or 0.1 pct Ti to the steel with 0.2 pct Mo was examined in this study. However, the optimum content of Ti can depend also on the content of other alloying elements.[47] Therefore, for more precise evaluation of the effect of alloying by both Mo and Ti on microstructure–property relationship of steels, the same thermomechanical processing and subsequent heat treatment by both hot rolling and cold rolling were also conducted on the non-alloyed samples as well as on samples alloyed only by Cr or Mo. With regard to other required properties for automotive body applications (such as formability at stretch-bending deformation as well as crash worthiness of steel sheets), considerable attention was devoted in this study to the changes of level of microstructure homogeneity (including their thermal stability) across the thickness of steel sheet during all stages of processing.
2 Experimental
2.1 Materials and ThermoMechanical Processing Condition
Various kinds of low carbon steels were designed. The chemical composition and carbon equivalent (CEIIW) of the experimental steels investigated in this study are presented in Table I.
All steels had low silicon content (0.025 pct) and similar C and Mn contents, except for the steel Mn-1 and steel Mn-2 which contained 0.063 pct C and 1.52 pct Mn or 0.065 pct C and 1.90 pct Mn, respectively. Steel R was the reference steel to which no alloying elements were added. Other two steels, referred to as steels Cr and Mo, contained about 0.5 pct Cr and 0.175 pct Mo, respectively. Except for the steels R, Cr, and Mo, all other steels were alloyed by both Mo and Ti (referred to as Mo, Ti-added steel).
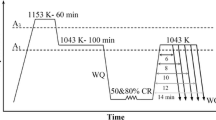
The steels were prepared as 20 kg ingots in a vacuum induction furnace at the “Research and Development Centre of US Steel Kosice“. First, the ingots were longitudinally cut and then half-ingots of size 60 mm × 80 mm × 250 mm were hot rolled (HR) into 32-mm-thick slabs. All steels investigated in this study were submitted to the same thermomechanical processing and heat treatments (Figure 1). Design of HR schedule was based on calculated temperatures Ar3, Ar1, and Tnr (start and finish of the austenite-to-ferrite transformation and no recrystallization temperatures) of steels. As shown in Figure 1, the slabs were austenitized at 1493 K (1220 °C) for 30 minutes and then HR in four passes to 3.6 mm, with a total thickness reduction around of 89 pct (in each pass roughly 42 pct reduction). The hot rolling started at 1353 K (1080 °C) and ended at temperature 1073 K (800 °C), above the Ar3 temperatures calculated from the equation proposed by Ouchi et al.[48]

Schematic diagrams of hot rolling followed by intercritical annealing of hot-rolled or cold-rolled samples
After the last HR pass, the sheets were cooled by water cooling system at cooling rate about 15 K/s (15 °C/s) to the temperatures 953 K, 843 K, 743 K, and 295 K (680 °C, 570 °C, 470 °C, and 22 °C), respectively. The industrial coiling operation was simulated by transferring the hot-rolled sheets to a muffle furnace at the same temperatures for 45 minutes. The sheets were finally air cooled to room temperature and cold rolled (CR) to thickness of 1.4 mm (roughly 60 pct CR reduction). Effect of the intercritical annealing was investigated on HR as well as CR samples. Both series of samples of size 45 mm × 140 mm were annealed at 1023 K and 1073 K (750 °C and 800 °C) for 8 minutes and water quenched as shown in Figure 1.
2.2 Microstructural Characterization
OLYMPUS GX71 type optical microscope, JSM-7000F type scanning electron microscope (SEM), and JEM-2100F type transmission electron microscope (TEM) were used to investigate the microstructures of steels. The specimens were prepared using standard techniques. Metallographic observations were made on specimens etched in 4 pct nital solution.
All optical and scanning electron micrographs were recorded from the longitudinal-thickness plane of the steel sheet. The grain size was measured by intercept linear method and the martensite volume fraction was determined by manual counting and by the freeware ImageJ.[49] TEM studies were carried out on carbon extraction replicas with TESLA BS 500, operating at 90 kV (up to 80,000 magnification), and to limited extent also on thin foils with JEOL 2010F FEG TEM/STEM at 200 kV.
2.3 Mechanical Testing
All tensile tests were conducted on the specimens oriented in longitudinal direction. Tensile specimens for both the hot-rolled and cold-rolled steels had the same width (t = 10 mm) but different gage length, namely 40 and 25 mm, respectively.
The macro-hardness measurements were made using a Vickers machine with 5 kgf load. Nanoindentation tests were performed to a peak load of 10 mN, using a nanoindentation tester TTX-NHT (CSM Instruments) with a diamond Berkovich indenter.
According to the ASTM standard E290-09, semi-guided bend tests of thin specimens were used to evaluate the formability of investigated steels. The bendability of steel sheets was investigated on samples of dimensions 1.0 to 1.1 mm × 20 mm × 140 mm, oriented in the rolling direction.
3 Results and Discussion
3.1 Microstructure and Tensile Properties of As-Hot-Rolled Steels
3.1.1 Microstructure
The microstructure of all steels was inhomogeneous through the thickness of the HR sheet. It was found that the volume fraction of ferrite grains of size less than 3 μm decreased gradually from the surface to the central zone. The microstructure of steels at one-quarter of the thickness of the samples coiled at temperature 953 K (680 °C) is presented in Figure 2. Polygonal ferrite was the dominant microstructure of all steels, although some ferrite grains had an irregular shape. As shown in Figures 2(c) through (e), R, Cr, and Mo steels had similar microstructures; however, Mo steel had a slightly finer and more homogeneous microstructure than the Cr and R steels. The pearlite content in the structures of R, Cr, and Mo steels was about 17, 15, and 12 pct, respectively. The steels alloyed by both Mo and Ti (Mo,Ti-added steel) contained less than 10 pct pearlite and also the microstructural banding was less distinct (Figures 2(f) through (h)). The Mn-1 and Mn-2 steels did not contain pearlite (Figures 2(a) and (b)); their microstructure was composed of ferrite and carbides distributed at boundaries as well as inside the grains. In accordance with[8,50] the steel with higher Mn content (Mn-2) had the finer grain size, more uniform and finer distribution of the carbides, as compared to Mn-1 steel.

Typical microstructures at one-quarter of the thickness of the sheets of as-hot-rolled steels coiled at temperature 943 K (670 °C)
The volume fraction of grains of size less than 3 μm at one-quarter of the thickness of samples in the R, Cr, and Mo steels was 17, 21, and 28 pct, respectively. This shows, in consistence with,[51] that the addition of Mo results in only a slight microstructural refinement. On the other hand, in case of the Mo,Ti-added steels, fraction of ferrite grains of size even <2 μm ranged from 42 to 54 pct. It was found that the average size of grains in the Ti,Mo-added steels coiled at 953 K (680 °C) is by 30 to 40 pct less than that in the non-alloyed R steel.
The microstructure of the samples coiled at 853 K (580 °C) was composed of ferrite, bainite, and pearlite (except for R steel which contained only ferrite and pearlite). The decrease of coiling temperature from 853 K to 753 K (580 °C to 480 °C) was accompanied with both increase of the bainite content and refinement of the ferrite grain size. Maximum level of structural refinement was observed in samples that were continuously cooled to ambient temperature, i.e., samples coiled at 295 K (22 °C). The microstructure of these specimens was composed of ferrite, bainite, and martensite, (except for R steel, which was composed of ferrite, pearlite, and a small proportion of bainite). The fraction of ferrite grains of size <3 μm, at one-quarter of the thickness of samples in R, Cr, and Mo steels, was approximately 31, 27, and 45 pct, respectively. In the case of Mn-1, MoTi-1, and MoTiCr steels, it was in the range of 62 to 67 pct. Significantly higher fraction of grains of size <3 μm was found in Mn-2 and MoTi-2 steel, namely 75 and 94 pct, respectively. The grains with size <1 μm occurred in all the steels, but the highest fraction (about 24 pct) occurred in MoTi-2 steel. It should be noted that the finest microstructure in the center of the samples were observed in the MoTi-2 steel (grains of size above 5 μm occurred only rarely). For comparison, Figure 3 shows microstructures of Mo, MoTi-1, and MoTi-2 steels from the mid-thickness of the samples coiled at 295 K (22 °C).

SEM microstructures at one-quarter of the thickness of the sheets of as-hot-rolled steels coiled at temperature 753 K (480 °C); (a) Mo steel, (b) MoTi-1 steel, and (c) MoTi-2 steel
The high level of the grain refinement of all eight steels was expected in consequence of HR with a high rolling reduction ratio in the non-recrystallized region of austenite, namely about 67 pct in case of R, Cr, and Mo steels and 81 pct in case of Mo,Ti-added steels. Moreover, deformation conditions in the last HR pass as well as finishing rolling temperatures were designed in such manner (Figure 1) to be adequate for occurrence of deformation-induced ferrite transformation (DIFT).[52–55]
It is known that the alloying by Mo, Mn, or Ti influences not only static and dynamic recrystallization during hot deformation of austenite[53–55] and/or DIFT processes,[52,56–59] whereby the ultrafine grain sizes can be achieved, but also effectively suppresses coarsening of grains, which occurs during post-deformation cooling.[60–62] Consequently, it can be said that influence of alloying elements on structural changes of steels, including the positive effects of decreasing coiling temperature on the refinement of ferrite grains, observed in the present study is in accordance with their expected effect.
3.1.2 Inclusions and precipitates
In all steels, coarse TiN particles of size 1 to 5 μm (>3 μm only rarely) were observed probably formed in the liquid state or in the process of steel solidification. It is usually assumed that increasing Ti content in steel leads to the formation of coarser TiN particles. The results of metallographic examination showed exactly the opposite tendency in case of particles <400 nm, while no effect of Ti content was found for particles >1 μm when comparing results obtained in steel MoTi-2 with other steels. Similar results were reported elsewhere.[36,63] SEM/EDX observation and analysis also revealed the presence of heterogeneously distributed Ti-carbonitrides and sulfides/carbosuphides of spherical or irregular shape and size 100 to 200 nm, and cuboidal TiN particles of size 50 to 400 nm. Figure 3 shows the precipitates of size mostly between 20 and 40 nm in diameter observed in all steels. Because these precipitates were formed in austenite, there would be reduction in the quantity of Ti available for precipitation in ferrite, thereby reducing strengthening of steels.[32,36,42,43,63] On the other hand, they were able to effectively inhibit the austenitic grain coarsening during reheating process such as welding,[64] or improve resistance of the steels to hydrogen embrittlement.[65]
Carbon extraction replicas were used to detect fine-scale precipitates by transmission electron microscopy (TEM). Observations were carried out only on Mo, Mo-1, and MoTi-2 steels and only on the specimen coiled at 943 K, 853 K, and 753 K (670 °C, 580 °C and 480 °C). The specimens of all steels coiled at 753 K (480 °C) showed the absence of precipitates <5 nm. In Mo steel, coiled at 943 K and 853 K (670 °C and 580 °C), precipitates of size less than 20 nm occurred only in a small quantity, and precipitates <10 nm occurred only exceptionally. Similarly, as shown in Figure 4 (MoTi-2 steel), also in other steels, the size distribution of precipitates varied from one location to another and some regions seemed to be completely free of precipitates. In contrast to Mo steel, in Mo,Ti-added steels a significant amount of fine precipitates (<10 nm) was detected in specimens coiled at 943 K and 853 K (670 °C and 580 °C). It is usually considered that precipitates of size less than 10 nm are predominantly formed in ferrite and they have significant precipitation-strengthening effect in the steel.[30–40] As shown in Figure 4(b), they appeared to have a random distribution or sometimes appeared in a cell-like manner, similarl to that observed in the 0.045C-0.5Mn steel alloyed only by 0.091Ti.[35] Interphase precipitation was not observed. Comparison of precipitation behavior at both coiling temperatures showed that the precipitates that were formed at higher temperature were relatively coarser. At both 943 K and 853 K (670 °C and 580 °C), a markedly larger amount and more homogeneous distribution of fine precipitates (especially <5 nm) was observed in MoTi-2 steels as compared to Mo-1 steel. These observations are from the qualitative point of view in full compliance with the previous study of Hu et al.[36] who investigated steel with basic composition 0.045C-1.5Mn-0.25Si-0.24Mo, and the effect of Ti addition on precipitation behavior of MC-type precipitates (TiC, Ti(C,N) and (Ti,Mo)C) in deformed austenite as well as ferrite. They found that increase in the Ti content of steel from 0.072 pct Ti to 0,092 pct Ti resulted in a significant decrease in mean size of MC-type particles (from 56.5 to 22.3 nm) as well as increase of volume fraction of precipitates <10 nm (from 56 pct Ti to 74 pct Ti).

TEM micrograph of carbon extraction replicas showing non-uniform distribution of precipitation (a) and the presence of fine precipitates (b) in MoTi-2 steel coiled at 853 K (580 °C)
3.1.3 Tensile properties of hot-rolled steels
A variation in tensile properties of HR steels on the coiling temperatures is displayed in Figure 5. This figure shows that decrease in the coiling temperature from 943 K to 753 K (670 °C to 480 °C), in all investigated steels resulted in more or less gradual increase in yield stress (YS) and tensile strength (TS) probably due to refining of ferrite grain size and increased volume fraction of bainite. These specimens showed discontinuous yielding behavior and relatively high yield ratio (YS/TS = 0.83 to 0.89 for R, Cr, and Mo steels, YS/TS = 0.90 to 0.94 for Mo,Ti-added steels).

The effects of chemical composition and simulated coiling temperature 1043 K, 853 K, and 295 K (770 °C, 580 °C, and 22 °C) on yield strength (YS), tensile strength (TS), total elongation (TE), and uniform elongation (UE) of the hot-rolled steels
Figure 5 clearly shows that the decrease of the coiling temperature from 943 K to 295 K (670 °C to 22 °C) did not result in notable changes of YS and TS in the non-alloyed R steel and or steels with lower carbon content (Mn-1 and Mn-2). Increment in the tensile strength (ΔTS) caused by decrease of coiling temperature was in the range 65 to 74 MPa in all cases. The greatest variance of TS between these coiling temperature was found in Mo steel, namely ΔTS = 332 MPa, which was higher than in Cr steel (ΔTS = 232 MPa) and MoTiCr steel (ΔTS = 313 MPa). These results can be explained by the fact that the microstructures of Mo and MoTiCr steels coiled at temperature 295 K (22 °C) contained more martensite and less bainite in comparison to Cr steel. In addition, the martensite in Mo steel had the highest nanohardness (about 6.4 GPa in comparison to 5.8 GPa in Cr steel) of all hot-rolled steels. It should be noted that Mo steel showed at the same time the lowest values of nanohardness of ferrite (about 1.8 GPa) and, as mentioned above, the structure of this steel contained less carbides and no fine precipitates. Too large differences in hardness between ferrite and martensite phases in this steel are probably the cause of edge cracks formation during cold rolling.
The highest YS and TS values at coiling temperature 943 K (670 °C) were attained in the Mo,Ti-added steels with 0.15 pct C. As shown in Figure 5, in comparison to R steel, values of TS found in MoTi-1, MoTi-2, and MoTiCr were greater by 142, 246, and 143 MPa, respectively. Comparison of MoTi-1 and MoTi-2 steels shows that increase of Ti content from 0.064 to 0.097 pct Ti can increase both YS and TS by about 100 MPa, in the range of coiling temperatures from 943 K to 753 K (670 °C to 480 °C).
The results given in Figure 5 clearly shows that the highest TS was found in specimens coiled at 295 K (22 °C), as a result of strengthening brought about by martensite transformation and the refinement of ferrite grain size. The steels which contained martensite (all steels except for R steel) showed continuous yielding, low YS, and consequently low yield ratio (YS/TS = 0.46 to 0.50 for Cr and Mo steels, YS/TS = 0.66 to 0.67 for Mo,Ti-added steels). Figure 5 also shows that the strength of about 900 MPa after hot rolling was achieved in MoTi-2 and MoTiCr steels, however, only on the samples coiled at 295 K (22 °C). Results of structural analysis indicate that the higher ductility of MoTi-2 steel in comparison to MoTiCr steel can be related to different combinations of strengthening mechanisms. While in TiMo-2 steel strength of 900 MPa was achieved mainly by a combination of ferrite grain refinement, precipitation, and transformation strengthening, in the case of MoTiCr steels, it was acheived primarily by transformation strengthening (by larger volume fraction of martensite).
3.2 Effect of Cold Rolling and Temperature of Annealing
Several authors[66–68] reported that precipitates formed during annealing together with fine precipitates already present in initial microstructure can have remarkable retardation effect on recrystallization as a result of pinning effect of the precipitates on migration of grain boundaries. For that reason, the effect of initial structure of steels (after HR) on the amount of strain (dislocation) hardening caused by 60 pct CR thickness reduction, evolution of the recovery–recrystallization processes as well as the interaction between ferite recrystallization and austenite formation were also investigated. However, in this study, presented results are obtained mostly on samples coiled at 753 K (480 °C).
3.2.1 Effects of sub-critical annealing
The variation in TS of experimental steels after CR, as well as after annealing at different temperatures and for different annealing times, is given in Figure 6. For comparison, TS values of HR specimens (before CR) are also shown in this figure. The TS increment caused by CR was for all steels in range ΔTS = 400 to 430 MPa, except for MoTi-2 steel which had ΔTS = 470 MPa. Similar results were found on the samples coiled at temperatures 943 K, 853 K, and 295 K (670 °C, 580 °C, and 22 °C) at which TS increment ranged from 400 to 490 MPa.

Variations in tensile strength (TS) of steels after cold rolling (CR) and after CR followed by annealing at temperatures 723 K, 823 K, 923 K, and 973 K (450 °C, 550 °C, 650 °C, and 700 °C). TS values of steels after hot rolling (HR) are also given in figure for comparison purposes
Figure 6 shows that the strength of CR samples decreases with the increasing annealing temperature, however, annealing at temperatures 723 K and 823 K (450 °C and 550 °C) did not lead to a significant softening. Metallographic examination of samples annealed at various temperatures revealed that only in R and Cr steels at 823 K (550 °C) partial recrystallization occurred. Although, TEM analyses were not made at this stage of studies, increase in hardness of MoTi-2 steel subjected to temperature 823 K (550 °C) for 30 minutes indicated that Ti precipitates were formed during the annealing process (Figure 6).
It was also found that R and Cr steels after annealing at temperatures 923 K (650 °C) for 8 minutes and in the case of Mo steel after 973 K (700 °C) for 8 minutes were fully recrystallized, in agreement with several studies.[9,17,69–71] On the other hand, the Mo,Ti-added steels after annealing at 973 K (700 °C) for 8 minutes showed only first signs of recrystallization and in case of MoTi-2 steel recrystallization did not occur at all. This steel showed high resistance to recrystallization during relatively long time of annealing. It was revealed that MoTi-2 samples exposed to annealing at 923 K (650 °C) for 450 minutes had hardness of 272 HV and showed no visible signs of recrystallization, while hardness of MoTi-1 steel decreased to 198 HV and >80 pct of grains were recrystallized. High resistance to softening of MoTi-2 steel could be related to the occurrence of complex Ti-carbides or Ti-carbonitrides containing Mo, which as it was found in steels with fully ferrite microstructures, exhibit good resistance to coarsening even after exposure to temperatures as high as 973 K or 1023 K (700 °C or 750 °C).[31–35] It is noteworthy that the MoTi-2 steel also showed the highest resistance to coarsening of austenite grains at high temperatures such as 1373 K (1100 °C), as shown in Figure 7.

Optical micrographs showing austenite grain structure of R, Cr, Mo, MoTi-1, MoTi-2, and MoTiCr steels after annealing at 1373 K (1100 °C), for 10 min, followed by water quenching and etching in saturated picric acid solution
3.2.2 Effects of intercritical annealing
In comparison to the effect of sub-critical temperatures, more complicated recrystallization behavior can be observed in cold-rolled intercritically annealed (CRIA) steels when ferrite recrystallization is incomplete before formation of austenite. Results of systematic investigations carried out by several authors[16,19,20,72] showed that the heating rate, chemistry, and initial microstructure of CR steel can markedly affect the nucleation and growth of austenite grains. They reported that there is a strong interaction between ferrite recrystallization and austenite formation, which affects not only the kinetics of austenite formation but also its spatial distribution and morphology, as well as the fraction of transformed austenite. Huang et al.[73] compared the kinetics of austenite formation in fully and partially recrystallized ferrite in two steels (one of them was 0.06C-1.9Mn-0.08Si-0.16Mo steel). He showed that the interaction between ferrite recrystallization and austenite formation can be controlled by changing heating rates as well as by the addition of Mo which retards ferrite recrystallization (due to solute drag on migrating grain boundaries) and thereby promote the overlap between these phenomena.[73]
In this study, effect of alloying element addition on recrystallization and phase transformation behavior was examined on the samples heated at the same rate about 4 K/s (4 °C/s). The samples were heated to IA temperatures within the range from 1003 K to 1073 K (from 730 °C to 850 °C), held for 0 minutes (without holding time) to 30 minutes and then quenched into water or air cooled. The experimental results focused on the effect of Mo showed that they are fully consistent with the results reported by Huang et al.[73] At the same time, it was revealed that the effect of alloying addition on recrystallization and ferrite-austenite phase transformation behavior was incomparably larger in Mo,Ti-added steels than in Mo steel, as shown in Figure 8.

Optical micrographs of the cold-rolled Mo (a), (a1); MoTi-1 (b), (b1), and MoTi-2 (c), (c1) steels subjected to annealing at temperature 1003 K (730 °C) for 8 min and quenched in water (a1) through (c1) or air cooled (a) through (c)
Besides the effect of alloying, Figure 8 illustrates the effect of initial microstructure of Mo, MoTi-1, and MoTi-2 steels on specimens annealed at 1003 K (730 °C) for 8 minutes and quenched in water (Figures 8(a1) through (c1)) or air cooled (Figures 8(a) through (c)). Figure 8(a) and through (c) shows microstructures of CRIA steels [initially HR samples coiled at 943 K (670 °C)]. The figures also indicate, however, the samples were coiled at 295 K (22 °C). From these figures, it is clear that in contrary to the Mo steel (Figures 8(a) and (a1)) which exhibited fully recrystallized grains, MoTi-1 and MoTi-2 steels contained some non-recrystallized grains. By comparing Figures 8(b) and (b1) with Figures 8(c) and (c1), it is apparent that MoTi-2 steel had larger volume fraction of recrystallized ferrite, particularly in initially HR samples coiled at 943 K (670 °C). In the samples annealed at 1003 K (730 °C) for 2 to 20 minutes, it was found in agreement with[72,73] that both the carbides and the boundaries of unrecrystallized grains were preferential nucleation sites for austenite formation. Therefore, acceleration of the recrystallization of ferrite and nucleation of austenite, along with decrease in coiling temperature (Figure 8), observed also by other authors[19,20,74], can be attributed to the close relationship between the recrystallization behavior and the level of microstructural refinement, i.e., larger amount of ferrite grain boundaries and fine carbides occur at lower temperatures of coiling. Furthermore, Azizi-Alizamini et al.[9] showed that the key factors for obtaining ultrafine-grained DP steel are uniform distribution of nanosize cementite particles acting as potential sites for austenite nucleation and the limited time of the intercritical annealing restricting coarsening of the microstructure. Consequently, it is also possible that different microstructures, observed in Figure 8, were also influenced by different precipitation states observed in, individually, steels at different coiling temperatures (see Section III–A–2). This supports the results of previous studies[67,68] where fully recrystallized microstructures were observed in the cold-rolled Ti-microalloyed steels only at temperatures around 1033 K (760 C)[67] or at 1073 K (800 °C).[68]
3.3 Structure–Property Relationship In Intercritically Annealed Steels
The effect of intercritical annealing (IA) on the structure–property relationships was investigated in both HR and CR states. In this study, the results obtained only for samples coiled at 753 K (480 °C) (for both HR and CR samples), which were exposed to IA at 1023 K and 1073 K (750 °C and 800 °C) for 8 minutes and water quenched, are presented, as shown in Figure 1.
3.3.1 Intecritical annealing after hot rolling
In the case of hot-rolled intecritically annealed (HRIA) samples, the nucleation and growth of austenite grains and consequently also size, morphology, and distribution of martensite in DP steel are primarily governed by the distribution of microstructural phase/component containing higher carbon content.[9,72–76] In accordance with these, the strong influence of the initial microstructure on the final DP microstructure, including signs of a band structure, was observed also in the present study. Furthermore, it was found in HRIA samples that the ferrite grains with size less than 1.5 μm disappeared in contrast to HR samples. This is probably a result of lower stability of grains formed by deformation-induced ferrite transformation compared to the conventional static austenite-to-ferrite transformation.[52,59,62] On the other hand, distribution of ferrite grains of size above 3 μm before and after IA remained basically unchanged. The size of martensitic islands in the R, Cr, and Mo steels IA at both 1023 K and 1073 K (750 °C or 800 °C) ranged from 1 to 7 μm (typically 4 μm) or 2 to 10 μm (typically 7 μm), respectively. The microstructure of Mo,Ti-added steels contained markedly finer martensite, ranging from 1 to 2 μm at both the IA temperatures.
Figure 9 shows the effect of chemical composition of steels on the tensile properties of HRIA samples. As expected, the highest TS at both IA temperatures had Cr, Mo, and MoTiCr steels, i.e., the steels with the highest martensite volume fraction (MVF). The effect of IA temperature on the MVF and also changes in the values of TS and product TS × TE were less obvious in the Mo,Ti-added steels, as shown in Figure 9.

The effects of chemical composition and intercritical annealing temperature [IA = 1023 K and 1073 K (750 °C and 800 °C)] of the hot-rolled samples on yield strength (YS), tensile strength (TS), and product of tensile strength and total elongation (TS × TE)
3.3.2 Intercritical annealing after cold rolling
The tensile properties of CRIA steels are displayed in Figure 10. The effect of IA on microstructural changes as well as tensile properties of steels was more distinctive in the CRIA samples as compared to that in the HRIA samples. By comparing Figure 10 and Figure 9, it can be found that the CRIA samples have higher TS by about 30 to 90 MPa [in case of IA at 1023 K (750 °C)] and 35 to 130 MPa in case of IA at 1073 K (800 °C), as compared to the HRIA samples. The increase in strength did not have significant effect on ductility, as the TS x TE product was similar or higher in the CRIA samples than in HRIA samples, probably as a result of finer and more homogeneous microstructures that were observed in CRIA samples. The yield ratio was always less than 0.64 for all processing conditions except for the R, Cr, and Mo steels IA at 1073 K (800 °C) which had YS/TS = 0.74 to 0.77, probably as a result of high MVF (above 79 pct).

The effects of chemical composition and intercritical annealing temperature [IA = 1023 K and 1073 K (750 °C and 800 °C)] of cold-rolled samples on yield strength (YS), tensile strength (TS), and product of tensile strength and total elongation (TS × TE)
Representative SEM micrographs, illustrating the effect of IA at 1023 K (750 °C) on microstructures of CR steels at the quarter-thickness and in the center of sheets, are presented in Figures 11 and 12. The average ferrite grain size of steels R, Cr, and Mo was 5.9, 6.4, and 3.9 μm, respectively. The typically size of martensitic islands was about 3 μm (steel R and Cr), or 2 μm (steel Mo). In contrast to R, Mo, and Cr steels for which the recrystallization process was completed before austenite nucleation, the microstructure of all Mo,Ti-added steels contained some amount of non-recrystallized ferritic grains, at the quarter-thickness of samples amounting to around 5 pct (MoTiCr steel), 10 pct (Mn-1 steel), 13 pct (Mn-2 steel), 17 pct (MoTi-1 steel), and 27 pct (MoTi-2 steel), respectively. In the same region, average size of the recrystallized ferrite grains of MoTiCr, MoTi-1, Mn-1, Mn-2, and MoTi-2 steels was equal to 2.8, 2.4, 2.2, 1.6, and 1.8 μm, respectively. The size of martensitic islands in all these steels ranged from 1 to 3 μm. It is important to note that the size of ferrite and martensite phases as well as MVF increased from the surface to the mid-thickness of samples, where the martensitic bands occurred in microstructures of R, Cr, Mo, and MoTiCr steels, as shown in Figure 12. On the other hand, in the center of samples of Mn-1, Mn-2, and MoTi-1 steels, ferrite grains of abnormal size were observed. On the contrary, MoTi-2 steel in the mid-thickness consisted of more than 95 pct of non-recrystallized ferrite grains (Figure 12(g)).

SEM micrograph showing a microstructure at one-quarter of the thickness of the sheets of the investigated cold-rolled steels subjected to intercritical annealing at temperature 1023 K (750 °C)

SEM micrograph showing a microstructure in the mid-thickness of cold-rolled steel sheets subjected to intercritical annealing at temperature 1023 K (750 °C)
Increase in IA temperature from 1023 K to 1073 K (750 °C to 800 °C) resulted in a significant increase in MVF in R, Cr, Mo, and MoTiCr steels, approximately from 57 to 79 pct, from 65 to 96 pct, from 62 to 98 pct, and from 54 to 75 pct, respectively. On the other hand, Mo,Ti-added steels (except for the MoTiCr steels) showed a negligible increase in MVF (max. of 4 pct in MoTi-1 steel) and even in case of MoTi-2 steel, the increase in IA temperature resulted in decrease in MVF from around 42 to 35 pct. As shown in Figure 13(b), microstructure of MoTi-2 steel had more than 95 pct of grains recrystallized after IA at 1073 K (800 °C) and as Figure 13(b1) shows no grains of abnormal size could be observed, although, some of the grains in the center of the sheet were larger than those in the surface region. On the contrary, Figure 13(a1) illustrates that in the case of Mn-2 and MoTiCr steel the ferrite grains of abnormal size (Figure 13(a1)) as well as signs of martensitic banding (Figure 13(c1)) occurred also after IA at 1073 K (800 °C). It should be noted that signs of abnormal grain growth can be observed also in commercially produced DP980 steels containing more than 2 pct Mn.[77] The smallest average ferrite grain size at the quarter-thickness of sheets was found in the Mn-2 and MoTi-2 steels, 1.8 and 2.0 μm, respectively, i.e., by about 10 pct larger than after IA at 1023 K (750 °C). The size of martensite islands also slightly increased and most of them had size of approximately 3 μm (MoTiCr), 2 μm (MoTi-1 and MoTi-2), and 1.5 μm (Mn-1 and Mn-2), respectively. Figure 14 shows the dependence of total and uniform elongation (TE and UE) on tensile strength (TS), plotted from the data given in Figures 5, 9, and 13. In this figure, TE–TS values measured on specimens after HR are marked with cross symbols. The data obtained for the IA specimens after HR and CR are marked with circles and triangles symbols, respectively. Open symbols correspond to IA samples at 1023 K (750 °C) and full symbols at 1073 K (800 °C). Figure 14 also shows the results of regression analysis (including determined correlation coefficients, R), where only data measured for IA samples were considered (see legend of symbols in Figure 14). The results presented in Figure 14 confirmed the well-known fact that steels of high strength with ferritic-martensitic microstructure have higher TE than steels with ferrite or ferrite-pearlite microstructure of the same strength.[1] It is widely accepted that TS of DP steels primarily depend on MVF and carbon content in martensite. Figure 15 confirms that the increase of TS values can be linked with MVF in the microstructures of IA steels. On the other hand, this figure also shows that the strength of steel around 1000 MPa was obtained at the MVF ranging approximately from 35 to 65 pct. It is clear that other strengthening mechanisms were activated besides transformation hardening in case of steels with smaller MVF. In order to clarify their influence, nanoindentation tests were conducted in both ferrite and martensite phases. Only selected CRIA samples at 1023 K (750 °C) were examined [except for MoTi-2 steel IA at 1073 K (800 °C)]. The average nanohardness values of ferrite/martensite in the R, Mo, MoTi-1, and MoTi-2 steels were 2.7/7.4, 2.9/8.8, 3.5/5.9, and 4.4/5.4 GPa, respectively. Taking into account both the nanohardness results and the results of metallographic examination, it is possible to suppose that TS above 1000 MPa of the Mo steel and probably also in the case of Cr steel was achieved primarily by high MVF and high hardness of martensite. On the contrary, in the MoTi-2 steel roughly the same strength was achieved at evidently lower MVF (about 35 pct), probably by means of both grain size refinement and precipitation strengthening.

SEM micrograph showing a microstructure at one-quarter (a) through (c) and at the center (a1) through (c1) of the thickness of cold-rolled steel sheets subjected to intercritical annealing at temperature 1073 K (800 °C); (a), (a1) Mn-2 steel; (b), (b1) MoTi-1 steel, and (c), (c1) MoTiCr steel

Relationship between tensile strength (TS) and total and uniform elongation (TE, UE) of hot-rolled (HR) and cold-rolled (CR) steels subjected to intercritical annealing (IA) at temperatures 1023 K and 1073 K (750 °C and 800 °C)

Variations in tensile strength (TS) of steels with dependence on martensite volume fraction (MVF)
Figure 16 illustrates the results of bendability tests conducted on the CRIA steels at 1023 K (750 °C), except for the MoTi-2 steel that was annealed at 1073 K (800 °C). The critical bend angles (prior to crack initiation) found in the R, Cr, Mo, MoTi-1, and MoTiCr steels were around 133 deg, 112 deg, 107 deg, 145 deg, and 149 deg. For commercially produced steel sheets, bendability is declared by means of minimum bending radius at 90 deg without crack initiation. In case of 980 MPa grade cold-rolled DP steels, it is usually in the range 2 to 3 times the thickness of sheet.[3,78] Also, it is noteworthy that in order to achieve sufficient bendability, additional tempering of DP steel is conducted, however, at the expense of decrease in strength.[79]

Comparison of bend testing results of investigated steels (cross-section optical micrographs)
From Figure 16, it is obvious that no cracks were visible at the surface of specimens bent by 180 deg in case of Mn-1, Mn-2, and MoTi-2 steels. As the fracture was always initiated at the surface of the samples, the presence of grains of abnormal size in the center could not affect the critical bend angle values. However, as the results given in reference[24] indicate, the effect can be important for stretch-bending tests, which are planned for the future.
The formability is often related to UE or TE, although, in several works not good correlation[5,6,80] or even an inverse relationship between formability and TE values[81] was observed. Yamazaki et al.[6] have reported that the bendability of 980 MPa grade high-strength steel cannot be correlated with TE but can be closely related to microstructural homogeneity. In full compliance with this are results given in Figure 16. It is clear that from all steels with TS above 1000 MPa, the MoTiCr steel had the highest TE but the best bendability was observed in MoTi-2 steel.
As mentioned earlier, it is widely accepted that the difference in hardness between ferrite and martensite is one of the key parameters affecting formability of DP steels. Moreover, some studies discussed the possibility of correlating formability[5,21,77] or susceptibility to strain localization[82] of DP steels with the martensite-to-ferrite hardness ratio. The calculated values of these ratios were about 2.7, 3.0, 1.8, and 1.4, for R, Mo, MoTi-1, and MoTi-2 steels, respectively. The above-mentioned results suggest the existence of correlation between bendability and the difference in hardness between ferrite and martensite. On the other hand, comparison of the results for R and MoTi-1 steels shows that the large differences in the martensite-to-ferrite hardness ratio values did not correspond to the relatively small differences in the critical bend angle values, which indicates in agreement with [6] that the effect of other structural parameters such as the level of microstructural homogeneity (including size and distribution of precipitates, size of ferrite and martensite phases, and volume fraction martensite phase) must also be considered.
Metalographic examination of the surface region of bent samples showed that the most frequent site of void nucleation occurred at martensite/ferrite interfaces, as it is usually observed in DP steel, but they occurred also at ferrite-ferrite boundaries, especially near coarse grain boundaries. There was an assumption that these results can be related to different hardness of grains (observed in nanoindentation tests) as a result of different level of precipitation strengthening, which was confirmed by TEM examination. Observation by TEM showed, that in contrast to MoTi-1, large amount of TiC fine precipitates (<5 nm) occurred in the MoTi-2 samples at both investigated temperatures of annealing. Figure 17 shows a representative TEM micrograph of a thin foil prepared from MoTi-2 steel CRIA at 1073 K (800 °C). As can be seen in Figure 17(b), a number of fine precipitates are heterogeneously distributed and appear to be arranged in a cell-like manner. As precipitates <5 nm were not observed before CR [i.e., in HR sample coiled at 753 K (480 °C)], they had to form during the IA process.

Representative TEM micrographs of cold-rolled MoTi-2 steel annealed at 1023 K (750 °C) showing fine precipitates (<5 nm) distributing along dislocations at both (a) low and (b) high magnification
As mentioned in the introduction, the important problem of practical applications of DP steel is HAZ softening of welded joints. The susceptibility of steels to softening was examined in CRIA samples exposed to annealing at 923 K (650 °C) for 15 minutes. It was found that annealing of the Mn-1, Mn-2, R, Cr, Mo, MoTi-1, MoTi-2, and MoTiCr steels resulted in decrease of hardness to values 175, 184, 151, 170, 179, 195, 254, and 198 HV. The levels of softening, with the exception of MoTi-2 steel, are similar as observed in the study,[83] where tensile strength of cold-rolled DP 780 steel after annealing for 90 seconds at 923 K (650 °C) dropped from 857 to 652 MPa. It is noteworthy that the hardness of MoTi-2 steel after annealing (254 HV) is approximately the same as for the samples coiled at 295 K (22 °C) after HR (257 HV). Microstructural changes accompanying softening processes in the MoTi-1 and MoTi-2 steels are illustrated in Figure 18. This figure shows that in contrast to MoTi-1 steel, the microstructure of MoTi-2 steel is composed of fine-grained ferrite and relatively uniformly distributed carbides. Taking into account all the results obtained in the present study, it is supposed, that in spite of the large difference in microstructures which are shown in Figure 18, the high resistance of MoTi-2 steel to softening can be primarily attributed to high thermal resistance of fine precipitates, as observed in Figure 17.

Optical (a, b) and SEM (a1, b1) micrographs of cold-rolled MoTi-1 (a-a1) and MoTi-2 (b-b1) steels after intercritical annealing at 1073 K (800 °C) (a), (a1) or at 1023 K (750 °C) (b), (b1) for 8 min, followed by water quenching and subsequently annealed at 923 K (650 °C) for 15 min
4 Summary and Conclusions
The study was conducted with the aim to develop dual-phase (DP) cold-rolled steel with tensile strength above 1000 MPa with good bendability. For this purpose, the effects of Mn, Cr, Mo and combined Mo and Ti additions to 0.065 pct C- and 0.15 pct C-containing steels on structure–property relationship were investigated. The most important finding of the present study is that from all of the cold-rolled intercritically annealed steels at which tensile strength above 1000 MPa was achieved, the steel with nominal composition 0.15-C-1.2Mn-0.02Si-0.2Mo-0.1Ti had the best bendability and the highest resistance to softening at elevated temperatures. It can be noted that this steel also had relatively low carbon equivalent (Table I).
The main conclusions from this work are as follows:
-
1.
The steels alloyed by both Mo and Ti showed significant refinement of microstructures and enhancement of tensile properties of hot-rolled steels; however, their influence was dependent on the presence of other alloying elements in the steel.
-
2.
Combined additions of Mo and Ti favourably influenced the properties of both the hot-rolled and cold-rolled steels exposed to intercritical annealing at temperatures of 1023 K and 1073 K (750 °C or 800 °C).
-
3.
It was found that the cold-rolled intercritically annealed samples in comparison to the hot-rolled annealed samples had finer and more homogeneous microstructures and higher tensile strength by about 30 to 90 MPa [after annealing at 1023 K (750 °C)] or 35 to 130 MPa [pafter annealing at 1073 K (800 °C)], without significant effect on ductility.
-
4.
It was revealed that DP steels with microstructure containing relatively high martensite volume fraction can have excellent strength–elongation balance, but concurrently they do not necessarily have good bendability. Consistent with this, the best bendability and the highest total elongation were not observed at the same steel (considering only DP steels with strength above 1000 MPa).
-
5.
Superior bendability observed in 0.15C-1.2Mn-0.03Si-0.18Mo-0.1Ti steel was attributed to fine Ti precipitates formed during the intercritical annealing of the cold-rolled samples, which decreased the difference in hardness between ferrite and martensite phases, thereby improving formability.
References
D.K. Matlock and J.G. Speer, Third Generation of AHSS: Microstructure Design Concepts, Microstructure and Texture in Steels, Springer, London, 2009, pp. 185–206.
World Auto Steel Program, Future Steel Vehicle, Overview Report, 30, 5. http://www.autosteel.org/Programs.aspx.
Advanced High-Strength Steel Application Guidelines Version 5.0, WorldAutosteelSteel, May 2014, pp. 2.2–2.4. and p. 3–33. http://www.worldautosteel.org/projects/advanced-high-strength-steel-application-guidelines/
J.Y. Koo and G. Thomas: in Design of Duplex Low Carbon Steels for Improved Strength: Weigth Applications, A.T. Davenport, ed., AIME, New York, 1977, pp. 40–55.
K. Hasegawa, K. Kawamura, T. Urabe, and Y. Hosoya, ISIJ Int., 2004, vol. 44, pp. 603–09.
K. Yamazaki, Y. Mizuyama, M. Oka, H. Tsuchiya, and H. Yasuda: Nippon Steel Tech. Rep., 1995, vol. 64, pp. 37–44.
J. R. Fekete, J. N. Hall, D. J. Meuleman, and M. Rupp: Iron Steel Tech., 2008, vol. 5, no. 10, pp. 55–64.
N. Matsumura and M. Tokizane: Trans. ISIJ, 1984, vol. 24, pp. 648–54.
H. Azizi-Alizamini, M. Militzer and W.J. Poole: ISIJ Int., 2011, vol. 51, pp. 958–64.
H. Shirasawa, Y. Tanaka, M. Miyahara and Y. Baba: Trans. ISIJ, 1986, vol. 26, pp. 310–14.
Cai M.H., Ding H., Lee Y.K., Tang Z.Y., Zhang J.S. (2011) ISIJ Int 51:476–81
K. Eberle, P. Cantinieaux, and P. Harlet: Steel Res., 1999, vol. 70, no. 6, pp. 233–38.
J. Mahieu, S. Claessens, and B.C. De Cooman: Metall. Trans. A, 2001, vol. 32A, pp. 2905–08.
M. Manohar: J. Laser Appl. 2006, vol. 18, no. 2, pp. 101–112.
N. Sreenivasan, M. Xia, S. Lawson, and Y. Zhou: J. Eng. Mater. Technol., 2008, vol. 130, pp. 0410041-0410049.
T. Ogawa, N. Maruyama, N. Sugiura, and N. Yoshinaga: ISIJ Int., 2010, vol. 50, pp. 469–75.
N. Peranio, Y.J. Li, F. Roters, and D. Raabe: Mater. Sci. Eng. A, 2010, vol. 527, pp. 4161–68.
Baltazar Hernandez V.H., Nayak S.S., Zhou Y. (2011) Metall. Mater. Trans. A 42A:3115–3129
R.R. Mohanty and O.A. Girina: Mater. Sci. Forum, 2012, vol. 706-709, pp. 2112–17.
M. Kulakov, W.J. Poole and M. Militzer: Metall. Mater. Trans. A, 2013, vol. 44A, pp. 3564–76.
M.D. Taylor, K.S. Choi, X. Sun, D.K. Matlock, C.E. Packard, L.Xu, and F. Barlat: Mater. Sci. Eng. A, 2014, vol. 597, pp. 431–39.
T.F. Majka, D.K. Matlock and G. Krauss: Metall. Mater. Trans. A, 2002, vol. 33A, pp. 1627–37.
G. Avramovic-Cingara, Y. Ososkov, M.K. Jain and D.S. Wilkinson: Metall. Trans. A, 2009, vol. 40A, pp. 3117–27.
D. Rèche, T. Sturel, A.F. Gourgues-Lorenzon, and J. Besson: Proceedings of 18th ECF Fracture of Materials and Structures from Micro to Macro Scale, Aug 2010, Dresden, Germany. DVM, 8 p.
D. Hejazi, A.J. Haq, N. Yazdipour, D.P. Dunne, A. Calka, F. Barbaro and E.V. Pereloma: Mater. Sci. Eng. A, 2012, vol. 528, pp. 40–49.
R.G. Davies: Met. Trans. A, 1978, vol. 9, pp. 671–79.
A.R. Marder: Metall. Trans. A, 1981, vol. 12A, pp. 1569–79.
T. Irie, S. Satoh, K. Hashigichi, I. Takahashi and O. Hashimoto: Trans. ISIJ, 1981, vol. 21, pp. 793-801.
Osawa K, Suzuki Y, Tanaka S (2003) Kawasaki Steel Tech. Rep., 48:9–14
Y. Funakawa, T. Shiozaki, K. Tomita, T. Yamamoto, and E. Maeda: ISIJ Int., 2004, vol. 44, pp. 1945–51.
C.Y. Chen, H.W. Yen, F.H. Kao,W.C. Li, C.Y. Huang, J.R. Yang and S.H.Wang: Mater. Sci. Eng. A, 2009, vol. 499, pp. 162–166.
X. Sun and Q. Yong: International Seminar on Applications of Mo in Steels, June 27th–28th, 2010 Beijing, China, pp. 61–74.
Yen HW, Chen PY, Huang CY, Yang JR (2011) Acta Materialia 59:6264–74
D.B. Park, M.Y. Huh, J.H. Shim, J.Y. Suh, K.H. Lee and W.S. Jung: Mater. Sci. Eng. A, 2013, vol. 560, pp. 528–34.
Z. Wang, X. Sun, Z. Yang, Q. Yong, C. Zhang, Z. Li and Y. Weng: Mater. Sci. Eng. A, 2013, vol. 573, pp. 84–91.
B.H. Hu, Q.W. Cai and H.B. Wu: J. Iron Steel Res. Int., 2013, vol. 20, no. 7, pp. 69–77.
Y.W. Kim, S.W. Song, S.J. Seo, S.G. Hong and C.S. Lee: Mater. Sci. Eng. A, 2013, vol. 565, pp. 430–38.
A S. Mukherjee, I.B. Timokhina, C. Zhu, S.P. Ringer and P.D. Hodgson: Acta Mater., 2013, vol. 61, pp. 2521–30.
G. Jha, S. Das, S. Sinha, A. Lodh, A. Haldar: Mater. Sci. Eng. A, 2013, vol. 561, pp. 394–402.
C.Y. Chen, C.C. Chen and J.R. Yang: Mater. Charact., 2014, vol. 88, pp. 69–79.
I. Machida, M. Narita, R. Kureura, M. Morita, N. Aoyagi, and M. Sano: SAE Tech. Paper 940536, 1994. doi:10.4271/940536.
R. Soto, W. Saikaly, X. Bano, C. Issartel, G. Rigaut and A. Charai: Acta Mater., 1999, vol. 47, pp. 3475–81.
W. Saikaly, X. Bano, C. Issartel, G. Rigaut, L. Charrin, and A. Charaï: Met. Mat. Trans. A, 2001, vol. 32A, pp. 1939–47.
Y.L. Kang, Q.H. Han, X.M. Zhao, and M.H. Cai: Materials and Design, 2013, vol. 40, pp. 331–339.
J. Hu, L.-X. Du, J.-J. Wang, C.-R. Gao, T.-Z. Yang, A.-Y. Wang, and R.D.K. Misra: Metall. Mater. Trans. A, 2013, vol. 44A, pp. 4937–47.
G. Xu, X. Gan, G. Ma, F. Luo, and H. Zou, Materials and Design, 2010, 31, pp. 2891–96.
Beidokhti B, Koukabi AH, Dolati A (2009) Mater. Charact. 60:225–33
C. Ouchi, T. Sampei and I. Kozasu: Trans. Iron Steel Inst. Jpn., 1982, vol. 22, pp. 214-222.
M. Calcagnotto, D. Ponge, and D. Raabe, Metall. Mater. Trans. A, 2012, vol. 43A, pp. 37–46.
W.B. Lee, S.G. Hong, C.G. Park, and S.H. Park: Metall. Mater. Trans. A, 2002, vol. 33A, pp. 1689–98.
Y. Matsumura and H. Yada: Trans. ISIJ, 1987, vol. 27, pp. 492–98.
S.F. Medina and C.A. Hernandez: Acta mater. 1996, vol. 44, pp. 149–54.
A. Schmitz, J. Neutjens, J.C. Herman, and V. Leroy: Proc. Int. Conf. on Mechanical Working and Steel Processing, 1998, Pittsburgh, Warrendale, PA, ISS, pp. 295–309.
N. Isasti, D. Jorge-Badiola, M.L. Taheri, P. Uranga, Metall. Mater. Trans. A, 2013, vol. 44, pp. 3552–63.
M.R. Hickson, P.J. Hurley, R.K. Gibs, G.L. Kelly, P.D. Hodgson, Metall. Mater. Trans. A, 2002, vol. 33A, pp. 1019–26.
K. Mukherjee, S.S. Hazra and M. Militzer: Metall. Mater. Trans. A, 2009, vol. 40A, pp. 2145–59.
S. Patra, S. Roy, V. Kumar, A. Haldar, and D. Chakrabarti: Metall. Mater. Trans. A, 2011, vol. 42A, pp. 2575–90.
C. Zheng, D. Raabe, and D. Li, Acta Mater., 2012, vol. 60, pp. 4768–79.
M. Militzer and Y. Brechet: Metall. Mater. Trans. A, 2009, vol. 40A, pp. 2273–82.
S.C. Hong, S.H. Lim, H.S. Hong, K.J. Lee, D.H. Shin and K.S. Lee: Mater. Sci. Eng. A, 2003, vol. 355, pp. 241–48.
H. Dong and X. Sun: Ultra-Fine Grained Steels, (Based on an original Chinese edition: Metallurgical Industry Press, 2003), Springer, Heidelberg, 2009 pp. 86–136.
J. Du, M. Strangwood, and C.L. Davis: J. Mater. Sci. Technol., 2012, vol. 28 pp. 878–88.
P. Mitchell, P. Hart and W. Morrison: Proc. Int. Conf. on Microalloying ’95, Pittsburgh, PA, USA, June 1995, pp. 149–162.
R. Valentini, A. Solina, S. Matera and P. De Gregorio: Metall. Trans. A, 1996, vol. 27A, pp. 3773–80.
Subramanian SV, Prikryl M, Gaulin BD, Clifford DD, Benincasa S, O’reilly I (1994) ISIJ Int., 34:61–69.
X. Huo, X. Mao, and S. Lü: J. Iron Steel Res. Int., 2013, vol. 20, no. 9, pp. 105-110.
Toroghinejad M.R., Dini Gh. (2006) Int. J. ISSI . 3(2): 1–6.
D.Z. Yang, E.L. Brown, D.K. Matlock and G. Krauss: Metall. Trans. A, 1985, vol. 16A, pp. 1385–92.
N. Nakada, Y. Arakawa, K.S. Park, T. Tsuchiyama, and S. Takaki: Mater. Sci. Eng. A, 2012, vol. 553, pp. 128–33.
P. Li, J. Li, Q. Meng, W. Hu, and D. Xu: J. Alloys Compd., 2013, vol. 578, pp. 320–27.
H. Azizi-Alizamini, M. Militzer and W.J. Poole: Metall. Mater. Trans. A, 2011, vol. 42A, pp. 1544–57.
J. Huang, W.J. Poole, and M. Militzer: Metall. Mater. Trans. A, 2004, vol. 35A, pp. 3363–75.
A. Karmakar, A. Karami, S. Patra, and D. Chakrabarti: Metall. Mater. Trans. A, 2013, vol. 44A, pp. 2041–52.
R.R. Mohanty, O.A. Girina, and N.M. Fonstein: Metall. Mater. Trans. A, 2011, vol. 42A, pp. 3680–90.
G. Speich, V. Demarest, and R. Miller: Metall. Mater. Trans. A, 1981, vol. 12, pp. 1419-28.
M.D. Taylor, D.K. Matlock, E. De Moor, and J.G. Speer: JMEPEG, 2014, vol. 23, pp. 3685–94.
Docol DP/DL, Cold reduced dual phase steels intended for US market, SSAB Swedish Steel, Inc., http://www.ssab.com/Global/Docol/datasheets_docol/en/224_Docol%20DP,%20DL.pdf
T. Sirinakorn, V. Uthaisangsuk, and S. Srimanosaowapak, J. Met. Mater. Miner., 2014, vol. 24, no.1, pp. 13–20.
Chung K., Ma N., Park T., Kim D., Yoo D., Kim C. (2011) Int. J. Plasticity 27:52–81
S.B. Lee, Y.R. Cho, and K.G. Chin: Posco Technical Report, 2007, vol. 10, pp. 104–115. 1485–1511
G. Rosenberg, I. Sinaiová, and L'. Juhar: Mater. Sci. Eng. A, 2013, vol. 582, pp. 347–58.
General Motors-AISI AAC Advanced High Strength Steel Repairability Study Phase II Final Report, http://www.autosteel.org/Research/Safety.aspx
Acknowledgments
This research was supported by the Grants 2/0192/12 and No. 2/0176/15 of the Grant Agency of Ministry of Education and Slovak Academy of Sciences (VEGA).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted February 28, 2015.
Rights and permissions
About this article

Cite this article
Rosenberg, G., Sinaiová, I., Hvizdoš, P. et al. Development of Cold-Rolled Dual-Phase Steels with Tensile Strength Above 1000 MPa and Good Bendability. Metall Mater Trans A 46, 4755–4771 (2015). https://doi.org/10.1007/s11661-015-3074-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-015-3074-2