
Abstract
A dual phase (DP) steel was produced by a new process utilizing an uncommon cold-rolling and subsequent intercritical annealing of a martensite–ferrite duplex starting structure. Ultrafine grained DP steels with an average grain size of about 2 μm and chain-networked martensite islands were achieved by short intercritical annealing of the 80 pct cold-rolled duplex microstructure. The strength of the low carbon steel with the new DP microstructure was reached about 1300 MPa (140 pct higher than that of the as-received state, e.g., 540 MPa), without loss of ductility. Tensile testing revealed good strength–elongation balance for the new DP steels (UTS × UE ≈ 11,000 to 15,000 MPa pct) in comparison with the previous works and commercially used high strength DP steels. Two strain hardening stages with comparable exponents were observed in the Holloman analysis of all DP steels. The variations of hardness, strength, elongation, and strain hardening behavior of the specimens with thermomechanical parameters were correlated to microstructural features.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In automotive industries, weight reduction, passenger safety, vehicle performance, fuel efficiency, cost saving, and rationalizing production methods are motives for the development of advanced high strength (AHSS) and ultrahigh strength steels (UHSS).[1–3] As a type of AHSS, dual phase (DP) steel contains soft ferrite with hard dispersed martensite islands, in which the martensite imparts high strength and the ferrite matrix supplies good elongation. The enhancements in formability with a very desirable combination of strength and ductility make DP steels strong candidates for structural applications.[4–7]
DP steels have also other unique properties, which include low yield ratio, high strain hardening rate, and continuous yielding.[8] According to the result of the Ultra Light Steel Auto Body–Advanced Vehicle Concept (ULSAB–AVC) partnership project, an automotive body could be constructed by utilizing approximately 85 pct of AHSS, achieving a weight reduction of ~25 pct compared with a bench-marked average base model without any increase of the manufacturing costs. In particular, DP steels occupies quite large portion, over 70 pct, in the materials selection of ULSAB–AVC project.[9]
Although DP steels have better mechanical properties as compared to conventional high strength low alloy steels (HSLA), there is always the desire to improve them further. In particular, the common strengthening mechanisms applied in HSLA steels remain of significance for DP steels, i.e., grain refinement, precipitation hardening, dislocation hardening, and solid solution strengthening. However, the main challenge in producing DP steels is to achieve grain refinement at the same time making them cost effective. Many studies have been done on the fabrication of fine grain DP steels with good mechanical properties using alloying additions. Huang and Gwo[10] studied Fe-2 pctSi-1.5 pctMn steels with three levels of carbon content (0.10, 0.14, and 0.19 wt pct), indicating that the ultimate tensile strength of DP steels increased as the volume fraction and the tensile strength (carbon content) of martensite increased. Terao and Cauwe[11] reported that adding high Mn content (3 wt pct) to DP steels resulted in fine dispersion of martensite leading to higher tensile strength and good ductility. Adding alloying elements like Mo, Nb, Ta, and B led to further improvement of the mechanical properties of the high Mn DP steels. Tsipouridis et al.[12] used C-Mn (0.1 to 1.5 wt pct) steel with 0.8 wt pct Mo and Cr additions to create fine DP structures. It is also reported that grain refinement had a positive effect on the ultimate tensile strength and yield strength values, but no conclusion was made on the hole-expansion behavior, which plays a crucial role in fracture analysis.
The conventional methods employed to strengthen the DP steels involved adding additional alloying which increases the material cost. So there is scope to design new processing techniques to reduce material cost but with simultaneous improvement of mechanical properties. Over the years, new processing routes have been developed to increase the strength and ductility by microstructure refinement rather than adding alloying elements. These methods can be divided into advanced thermomechanical processing (ATMP) routes, which aim at improving conventional processing routes in commercial large-scale rolling mills, and severe plastic deformation (SPD) techniques, which are essentially confined to laboratory-scale sample dimensions.
Considering the most important SPD techniques, Shin et al.[13] and Park et al.[14] combined ECAP (accumulated strain of ~4) with an intercritical annealing step for fabrication of ultrafine grain (UFG) DP structures. The relatively high ECAP temperature was selected in order to minimize grain growth of retained ferrite during subsequent intercritical annealing. Tsuji[15] processed UFG DP structures by six cycles (equivalent strain of 4.8) accumulative roll bonding (ARB) and subsequently intercritical annealing. ECAP and ARB have sample size and shape limitation and are very cumbersome (if not impossible) to employ in a commercial steel processing line.
Among ATMP methods, Mukherjee et al.[16] and Hong and Lee[17] produced fine-grained DP steels by using the deformation-induced ferrite transformation (DIFT) technique. Calcagnotto et al.[18] and Song et al.[19] used large strain warm deformation to produce fine DP structures. DIFT and warm deformation are again not very promising due to huge deformation induced at higher temperatures. Azizi-Alizamini et al.[20] developed UFG DP steels by rapid intercritical annealing. The major drawback of the rapid intercritical annealing approach is very high heating and cooling rates (300 and 1000 K/s, respectively).
According to above researches, grain refinement with simultaneous improvement of mechanical properties were attempted by changing starting microstructures and processing ways. However, these processing routes have some drawbacks. Nevertheless, further studies could be useful for overcome these limitations.
In the present study, the fine DP structures with simultaneous improved mechanical properties were fabricated by employing unusual cold-rolling of a martensite–ferrite duplex starting microstructure and intercritical annealing with low heating and cooling rates. The thermomechanical process with the ferrite and martensite duplex structure is reported by Okitsu et al.[21] However, their work has conducted the annealing below austenite formation start temperature, whereas this work uses the phase transformation after cold-rolling. Short intercritical annealing treatment can be an advantage of this rather simple technique; moreover, the numbers of processing steps are considerably reduced. In particular, the effect of rolling reduction and intercritical holding time on microstructure evolutions and mechanical properties was determined to evaluate the processing window for the proposed intercritical annealing stage. Since strain hardening is directly associated with formability, the strain hardening behavior of DP steels was also analyzed.
2 Experimental Procedure
2.1 Material
The steel used in this investigation was AISI 5115 with the chemical composition presented in Table I. The material was received as hot forged plate with a thickness of 6 mm. Hot forged sheets were cut to several specimens with 50 × 30 × 6 mm3 dimensions.
2.2 Thermomechanical Processing
The processing route performed on low carbon steel to develop ferrite–martensite DP steels is shown in Figure 1. Initially, ferrite–pearlite structures were austenitized at 1153 K (880 °C) for 60 minutes in an electrical furnace. In order to prevent severe decarburization, cast iron swarfs were used to protect samples during heating. The intercritical annealing at 1043 K (770 °C) for 100 minutes and subsequently water quenching has been introduced prior to cold-rolling to obtain a duplex martensite–ferrite structure. This annealing temperature [1043 K (770 °C)] laid between the lower (A 1) and upper (A 3) temperatures of the two-phase ferrite and austenite region of the investigated steel, so that the samples just had an austenitic–ferritic structure. For this study, the A 1 and A 3 temperatures were determined by a dilatometry experiment, as shown in Figure 2. Using Eqs. [1] and [2],[22] the A 1 and A 3 temperatures were also calculated to be 1016 K and 1122 K (743 °C and 849 °C), respectively, which meet well with the experimental values [A c1: 1026 K (753 °C) and A c3: 1106 K (833 °C)]:
The resulting duplex structure was subsequently cold-rolled up to (equivalent plastic strain of about 0.8) and 80 pct (equivalent plastic strain of about 1.9) using a laboratory mill with a reduction of about 0.05 mm at each pass. The next processing step involved heating to the intercritical annealing region (heating rate ~ 1 K/s) at 1043 K (770 °C) and held for different times of 6, 8, 10, 12, and 14 minutes. Finally, the samples were directly quenched in water to room temperature (cooling rate ~ 300 K/s), in which the phase transformation from austenite to martensite occurred.

Thermomechanical processing developed to produce ultrahigh strength DP steels. A 1: start and A 3: finish temperature of austenite formation during heating; WQ: water quench; CR: cold-rolling

Dilatometry test experiment upon continuous heating by the rate of 1 K/s. A 1 and A 3 are austenite formation start and finish temperatures during heating, respectively
2.3 Characterization
Microstructural analysis was carried out along the transverse direction (TD), i.e., the plane perpendicular to both the rolling direction (RD) and normal direction (ND). These sectioned specimens were mounted, ground, and polished to 4000 grit finish followed by polishing with 1 µm alumina suspension and etched in 2 pct Nital solution. Microstructures were characterized using Philips XL30 scanning electron microscopy (SEM).
Grain size measurements were conducted on the basis of three SEM micrographs taken at different magnifications by the linear intercept method.[23] Volume fraction measurements were carried out by painting the martensite islands from SEM micrographs and calculated the area of the painted grains using Image J software.
Hardness measurement was performed using a Vickers hardness tester under a load of 10 kgf. Tensile specimens (15-mm gage length, 5-mm width, 1.2-mm thickness) were machined in rolling direction, using electro discharge machining method. For each kind of steel, three specimens were prepared and tensile tests were carried out at a constant cross head speed of 1 mm/minutes with Hounsfield H50KS machine.
3 Results and Discussion
3.1 Microstructures
Figure 3(a) shows the microstructure of as-received steel which consists of about 70 vol pct ferrite with a grain size of about 15.38 μm and 30 vol pct pearlite. Intercritical annealing at 1043 K (770 °C) for 100 minutes followed by water quenching resulted in a duplex microstructure composed of ferrite matrix and martensite islands (Figure 3(b)). The volume fraction of ferrite and martensite was 45 and 55 pct, respectively. The average ferrite grain size (d F) was about 17.82 μm.

(a) OM micrograph of as-received steel, (b) SEM micrographs of duplex microstructure developed by intercritical annealing at 1043 K (770 °C) for 100 min followed by water quenching, and (c) SEM micrographs of duplex microstructure after 80 pct cold-rolling. F: ferrite; P: pearlite; M: martensite
The 80 pct cold-rolled duplex structure is shown in Figure 3(c). The ferrite matrix exhibited a wavy microstructure elongated roughly in the RD and bent along the martensite islands. This indicates that a complex plastic flow has occurred and higher strain has been introduced in the softer ferrite matrix due to the existence of the hard martensite phase. Such a strain distribution between the soft phase and the hard phase is the key factor for the formation of fine ferrite–martensite microstructure in the present thermomechanical treatment. As shown, the martensite islands were also deformed to some extent in cold-rolling.
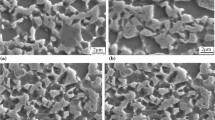
Figures 4 and 5 show DP structures formed by intercritical annealing of 50 and 80 pct cold-rolled duplex microstructures for different holding times, respectively. The SEM micrographs show a uniform ferrite phase (light gray regions) with an embedded martensite phase (dark gray regions). The martensite volume fraction (V M) is clearly increased with increasing rolling reduction and intercritical holding time, as observed in Table II.

SEM micrographs of DP structures formed by intercritical annealing of 50 pct cold-rolled duplex microstructure at 1043 K (770 °C) for (a) 6 min, (b) 8 min, (c) 10 min, (d) 12 min, and (e) 14 min followed by water quenching. F: ferrite; M: martensite

SEM micrographs of DP structures formed by intercritical annealing of 80 pct cold-rolled duplex microstructure at 1043 K (770 °C) for (a) 6 min, (b) 8 min, (c) 10 min, (d) 12 min, and (e) 14 min followed by water quenching. F: ferrite; M: martensite
Increasing the holding time increases the austenite volume fraction, which then will transform to martensite upon quenching in the water. Therefore, V M increased with increasing intercritical annealing time, as reported by Qu et al.[24] and Azizi-Alizamini et al.[20] Increasing the rolling reduction increases the stored energy in the microstructure prior to final intercritical annealing. Hence, the driving force for phase transformation and V M increased.
The d F of the produced DP microstructures under different conditions of rolling reduction and intercritical holding time are listed in Table II. After 50 pct rolling reduction, the d F of the samples decreased by increasing intercritical holding time from 6 to 12 minutes and then increased with further annealing time. It was found that higher amounts of the martensite phase caused finer ferrite grains.[25] It seems that increasing the d F at intercritical annealing times above 12 minutes in spite of higher V M can be related to the ferrite grain growth with increasing processing time.[17] Azizi-Alizamini et al.[20] also reported that the volume fraction of coarse ferrite grains increased with increasing intercritical annealing time. In case of the 80 pct cold-rolled samples, d F was smaller than that of 50 pct rolling reduction. The DP structure became finer with increasing rolling reduction, because of the heavier prior deformation. However, d F changed by nearly the same trend similar to that reported for the 50 pct cold-rolled samples. The d F of the samples decreased by increasing intercritical holding time from 6 to 8 minutes due to the increase in the V M,[25] and then increased with further annealing time. Therefore, substantial growth of ferrite grains and microstructure coarsening has taken place at lower times. This can be related to the higher stored energy after 80 pct rolling reduction.
Therefore, according to microstructural characteristics, the finest DP structure can be achieved by intercritical annealing of the 80 pct cold-rolled duplex microstructure at 1043 K (770 °C) for 8 minutes.
Figure 6 shows the variation of hardness with increasing V M. As is well known, the hardness of a DP steel is a function of volume fraction of the constituent phases and their hardness. Therefore, the increase in rolling reduction and intercritical holding time increases hardness of the DP steel due to increasing volume fraction of harder second phase (martensite). This was also reported by Movahed et al.[22]

The variation of hardness and martensite carbon content (C M) as a function of martensite volume fraction (V M)
In addition, one of the key factors for controlling the mechanical properties of DP steels is carbon content of the martensite. Using a mass balance calculation, the martensite carbon content (C M) can be estimated from the equation:
where C and C F are the mean carbon content of the steel and ferrite phase, respectively. C F is assumed to be 0.015 wt pct, which is the supersaturated limit of the carbon in ferrite phase. Inserting the values of V M in Eq. [3] yields the martensite carbon contents. Figure 6 shows the variation of C M with V M. As can be seen, the carbon content of the martensite phase decreases by increasing V M.
3.2 Tensile Properties
The engineering and true stress–strain curves and the corresponding tensile data are presented in Figure 7 and Table II, respectively. The stress–strain curves of the as-received sample exhibited discontinuous yielding (Figure 7(a)). While after intercritical annealing, samples showed the typical characteristics of DP steels (i.e., continuous yielding, low yield ratio).

(a, c) Engineering and (b, d) true stress–strain curves of the 50 and 80 pct deformed samples after different intercritical annealing times. The curve of as-received steel is also shown
Ferrite yields discontinuously in the absence of martensite; however, it yields differently when used as the matrix in DP steels.[26,27] The yielding of ferrite in DP steels is continuous suggesting that the initiation of plastic flow in the ferrite matrix occurs in a gradual and continuous manner.[28] The continuous yielding of DP steels can be attributed to the presence of internal stresses within the ferrite matrix originated from the transformation strains associated with the martensite transformation as well as the plastic incompatibility between the constituent phases. Internal stresses cause microyielding of the ferrite at regions around the martensite islands under relatively low applied stresses compared with the yield stress of bulk ferrite, and consequently, plastic flow begins simultaneously in many regions within the ferrite matrix throughout the microstructure.[29]
Yield strength (YS) and ultimate tensile strength (UTS) of the 80 pct cold-rolled sample after intercritical annealing at 1043 K (770 °C) for 14 minutes reached about 800 and 1300 MPa, respectively, showing nearly 100 pct enhancement compared to that of the as-received state (YS: 430 and UTS: 540 MPa). It is quite noticeable that, in spite of much higher strength, the steel with the new microstructure showed higher uniform elongation (UE) compared to the as-received steel (UE: 7 pct). The higher strengths of the DP steels are known to be due to the presence of the harder second phase (martensite).[30] The strengthening effect of martensite has been attributed to three main factors:
-
(i)
The martensite phase can carry a substantial load which is transferred from the ferrite matrix.
-
(ii)
Martensite can affect the deformation behavior (flow stress and work hardening behavior) of the ferrite matrix by introducing internal stress.[31] This is a feature in two-phase materials which results from the strain gradient between the constituent phases with different deformation behaviors. The geometrically necessary dislocations (GNDs) are required to accommodate this strain gradient and to allow compatible deformation of constituent phases.
-
(iii)
The presence of martensite can affect the ferrite phase due to the additional dislocations introduced into the ferrite structure in the vicinity of martensite islands as a result of the plastic strains associated with the martensite transformation.[32,33]
The variations of the UTS, YS, TE, and UE of the 50 and 80 pct cold-rolled samples as a function of V M are illustrated in Figure 8. According to the rule of mixture, strength of DP steels (σ DP) can be written as Eq. [4]:
where σ F and σ M are strengths of the ferrite and martensite, respectively. V F and V M express the volume fractions of ferrite and martensite, respectively. Considering strength of martensite and ferrite independent of volume fraction and morphology of ferrite and martensite, σ DP can be written as follows:
where A and B are constant. Therefore, linear variation of UTS and YS with V M can be predicted.

The variation of yield strength (YS), ultimate tensile strength (UTS), uniform elongation (UE), and total elongation (TE) of the (a, b) 50 pct and (c, d) 80 pct cold-rolled samples with martensite volume fraction (V M)
As can be seen in Figure 8, YS and UTS are gradually increased with the increase in intercritical annealing time and rolling reduction. The strength of DP steels generally increases with decreasing d F, obeying the Hall–Petch relation,[34] and increasing V M.[35] However, the effect of V M is predominant.[35,36] Accordingly, the higher strengths of DP steels at higher rolling reduction and intercritical annealing times are mainly attributed to smaller d F and larger V M. Other researchers have observed that both the yield and tensile strengths increased when the fraction of martensite increased[37,38] and the grain size of ferrite decreased.[18,26] However, in case of the 50 pct cold-rolled samples, there is no linear relation between UTS and V M (R 2 ≈ 0.5), as reported in some of the others work.[22] It can be seen that YS of these steels is linearly increased by increasing V M, while UTS first increases by increasing V M and then remains nearly constant. The strength of DP steel is a function of volume fraction of the constituent phases and their strength. On the other hand, the strength of the martensite is mainly determined by its carbon content. As shown in Figure 6, it worth noticing that at lower values of V M, which are related to the 50 pct cold-rolled samples, C M decreases at higher rate. However, the change in the C M at higher values of V M which are related to the 80 pct cold-rolled sample is rather small. Therefore, it seems that for 50 pct cold-rolled samples, the contradicting effects of C M on the strength have undermined the effects of d F and V M.
TE and UE are changed by nearly the same trend for both rolling reductions. For both UE and TE, all the data are also fitted well into a simple linear function of the martensite percent according to the rule of mixture. However, the variation of elongation with V M is different to that of strength: the elongation decreases with increasing V M. Most research on the ductility of DP steels show that UE and TE decreases with increasing V M.[39,40]
It is also observed that variations of strength and elongation are much less pronounced at lower rolling reduction (50 pct). This can be related to the lower stored energy due to the lighter prior deformation.
In the automotive industry, the energy absorption capability is an important parameter in vehicle crashworthiness. The strength–elongation (UTS × UE) balance is a good indicator for energy absorption of the material. As presented in Table II, the UTS × UE property of the samples is improved obviously after intercritical annealing compared to that of the as-received steel (3780 MPa pct). The 50 pct cold-rolled materials have the higher UTS × UE balance owing to the medium strength and sufficient elongation, while the 80 pct deformed materials exhibit lower strength–elongation balance. This result suggests that 50 pct cold-rolled martensite–ferrite duplex microstructure is favorable as a starting structure for the production of DP steel when the required strength is not too high. This can be also an advantage in terms of industrial production.
On the other hand, in the 80 pct cold-rolled materials, it is found that refinement of DP structure leads to a great improvement in strength level without significant reduction in elongation. Nakada et al.[41] reported that chain-networked martensite grains surrounding ferrite grain prevent a propagation of strain localization to an adjacent ferrite grain, and thus, the chain-networked structure of fine martensite grains shown in Figure 5 may contribute to maintaining adequate elongation even in high strength level.
As shown in Figure 9, graphs of UTS vs UE has been plotted to compare the DP steels developed in this study with the previous works[14,18,20,25,26,42–44] and commercial DP steels.[25,45] The steels shown in this representation are low carbon (varies between 0.05 and 0.20 wt pct) steels containing less than 2 wt pct Mn and less than 1.5 wt pct of other alloying additions. The gage length of the tensile specimens has been 12.5 mm,[20,44] 13 mm,[43] 20 mm,[18] 25 mm,[25] 25.4 mm,[14,26,42] and 50.8 mm.[45] It can be seen that the results of the DP structures in this study are comparable to those reported in the literature.

From these results, it can be concluded that martensite–ferrite duplex microstructure has two advantages as starting structure for the production of DP steel through short intercritical annealing. An excellent strength–elongation balance is realized when light deformed duplex microstructure is used for the starting structure. On the other hand, high strength level is achieved by formation of fine DP structure with uniformly distributed second-phase martensite when the starting duplex microstructure is heavily deformed and then intercritically annealed. The mentioned mechanical properties of the newly developed DP steels along with the commercially used high strength DP600, DP800, and DP980 steels, which are three of the highest strength automobile steels, clearly indicated the good potential of the new DP steels for application in automobile body structure.
3.3 Strain Hardening Behavior
The strain hardening behavior of the specimens was analyzed based on the Hollomon equation:[46]
where σ is the true stress, ε is the true plastic strain, k and n are constants which are normally called the strength coefficient and stain hardening exponent, respectively. The differentiation of the logarithmic form of Eq. [6] with respect to ε provides the following relationship, so that the strain hardening exponents can be obtained by a linear regression of experimental data:
The value of n is a good indicator for work hardening ability of the material. The higher the value of n, the higher is the rate at which the material work hardens. A material with a higher value of n is preferred for the processes involving plastic deformation. In addition, the larger the n-value, the more the material can deform before instability, and the material can be stretched further before necking starts.[47]
The Hollomon analysis was applied to the true stress–strain data of the present steels and the results are shown in Figure 10 and Table III. The variation of ln σ with ln ε for as-received sample is linear (Figure 10(a)). This indicates that strain hardening of this sample obeys one stage strain hardening behavior. In contrast, DP specimens show nonlinear variations of ln σ with ln ε and two stage strain hardening behavior. Other investigators showed two hardening stage for DP steels that each stage shows the structural evolutions during deformation.[48–50]

The ln σ vs ln ε plots (the Hollomon analysis) of the (a) 50 pct and (b) 80 pct deformed samples after different intercritical annealing times. The plot of as-received steel is also shown; the slope of line segment is equivalent to n
The n-value of all DP steels is larger than that of the ferrite–pearlite as-received sample (0.201). Shin and Park[51] and Calcagnotto et al.[18] also showed that replacing cementite as a second phase by martensite through an intercritical annealing treatment leads to a substantial increase in strain hardening rate. This rapid strain hardening of DP steels can be attributed to three factors. First, the residual stress generated during quenching is relieved by plastic deformation. Second, an increase in the dislocation density of the ferrite matrix also helps in work hardening. Third, the plastic incompatibility between two phases leads to the formation of back stresses in ferrite phase. These back stresses restrict dislocation movement in the ferrite phase. Once the residual stresses are eliminated, the later stages of plastic deformation are similar to that of ferrite containing other coarse dispersions of hard particles.
The occurrence of different work hardening stages in DP steels is related to different activated deformation mechanisms at the strain range corresponding to each stage. In these intercritical annealed DP samples, at the first stage with the low slope, the ferrite matrix deforms plastically but the martensite remains elastic, and at the second stage with the high slope, both phases deform plastically (see Table III).[52]
In agreement to other researches,[37,53] increase in the V M leads to lower strain hardening in DP steels. The d F also affects strain hardening behavior in DP steels. The n-value of DP steels increases with a decrease in the d F. In fact, the martensitic transformation occurred during quenching from intercritical temperature caused about 4 pct expansion, resulting in the formation of the GNDs along the ferrite/martensite interfaces in the ferrite grains. The higher fraction of such interfaces in the finer grained DP steels caused the higher n-values.[54] Accordingly, the changes of V M and d F by rolling reduction and intercritical holding time are responsible for variations of n-value.
4 Conclusions
In this research, a series of DP steels were produced by cold-rolling of a martensite–ferrite duplex starting structure and subsequently intercritical annealing. Based on the results obtained, the following conclusions can be made:
-
1.
Under the appropriate intercritical annealing conditions, the microstructure of DP steels consisted of nearly equiaxed UFG ferrite (~2 µm) and uniformly distributed martensite islands.
-
2.
The ferrite grain size and martensite volume fraction and hence its carbon content changed with increasing rolling reduction and intercritical holding time.
-
3.
In contrast to the as-received sample, the final products showed satisfactory mechanical properties as common DP steels, i.e., continuous yielding, low yield ratio, high uniform elongation, and two stage strain hardening behavior.
-
4.
The new DP steel (80 pct cold-rolled and intercritical annealed at 1043 K (770 °C) for 14 minutes) showed an excellent combination of ultrahigh strength (~1300 MPa tensile strength) and adequate ductility (~10 pct uniform elongation).
-
5.
The developed DP samples (especially 50 pct cold-rolled) showed superior strength–elongation balance (10,000 to 15,000 MPa pct) in comparison with the DP steels from the literature.
References
P.C. Chakraborti and M.K. Mitra: Mater. Sci. Eng. A, 2007, vol. 466, pp. 123-33.
Y.L. Kang: Theory and Technology of Processing and Forming for Advanced Automobile Steel Sheets, Metallurgical Industry Press, Beijing, 2009.
H.F. Dong, J. Li, Y. Zhang, J. Park, and Q.X. Yang: Int. J. Miner. Metall. Mater., 2010, vol. 17, pp. 173-8.
S. Hayami and T. Furukawa: Microalloying 75 Proceedings of the Conference, Vanitec, London, 1975, pp. 78–87.
J.H. Kim, M.G. Lee, D. Kim, D.K. Matlock, and R.H. Wagoner: Mater. Sci. Eng. A, 2010, vol. 527, pp. 7353-63.
K.S. Choi, W.N. Liu, X. Sun, and M.A. Khaleel: Metall. Mater. Trans. A, 2009, vol. 40A, pp. 796-809.
I.B. Timokhina, E.V. Pereloma, S.P. Ringer, R.K. Zheng, and P.D. Hodgson: ISIJ Int., 2010, vol. 50, pp. 574-82.
T. Baudin, C. Quesnea, J. Jura, and R. Penelle: Mater. Charact., 2001, vol. 47, pp. 365-73.
ULSAB Advance Vehicle Concepts, Technical transfer dispatch #6, ISIJ, Brussels, May 2001.
C.C. Huang and H.C. Gwo: J. Mater. Sci., 1989, vol. 24, pp. 1991-4.
N. Terao and B. Cauwe: J. Mater. Sci., 1988, vol. 23, pp. 1769-78.
P. Tsipouridis, E. Werner, C. Krempaszky, and E. Tragl: Steel Res. Int., 2006, vol. 77, pp. 654-67.
D.H. Shin, B.C. Kim, K.T. Park, and W.Y. Choo: Acta Mater., 2000, vol. 48, pp. 3245-52.
K.T. Park, Y.K. Lee, and D.H. Shin: ISIJ Int., 2005, vol. 45, pp. 750-5.
N. Tsuji: Advanced Steels: The Recent Scenario in Steel Science and Technology, Y. Weng, H. Dong, and Y. Gan, eds., Springer, New York, 2011, pp. 119–29.
K. Mukherjee, S.S. Hazra, and M. Militzer: Metall. Mater. Trans. A, 2009, vol. 40A, pp. 2145-59.
S.C. Hong and K.S. Lee: Mater. Sci. Eng. A, 2002, vol. 323A, pp. 148-59.
M. Calcagnotto, Y. Adachi, D. Ponge, and D. Raabe: Acta Mater., 2011, vol. 59, pp. 658-70.
R. Song, D. Ponge, D. Raabe, and R. Kaspar: Acta Mater., 2005, vol. 53, pp. 845-58.
H. Azizi-Alizamini, M. Militzer, and W.J. Poole: ISIJ Int., 2011, vol. 51, pp. 958-64.
Y. Okitsu, N. Takata, and N. Tsuji: Scripta Mater., 2009, vol. 60, pp. 76-9.
P. Movahed, S. Kolahgar, S.P.H. Marashi, M. Pouranvari, and N. Parvin: Mater. Sci. Eng. A, 2009, vol. 518A, pp. 1-6.
M. Sarwar and R. Priestner: J. Mater. Sci., 1996, vol. 31, pp. 2091-5.
J. Qu, W. Dabboussi, F. Hassani, J. Nemes, and S. Yue: ISIJ Int., 2005, vol. 45, pp. 1741-6.
S. Sodjit and V. Uthaisangsuk: Mater. Des., 2012, vol. 41, pp. 370-9.
K.T. Park, S.Y. Han, B.D. Ahn, D.H. Shin, Y.K. Lee, and K.K. Um: Scripta Mater., 2004, vol. 51, pp. 909-13.
M. Calcagnotto, D. Ponge, and D. Raabe: ISIJ Int., 2008, vol. 48, pp. 1096-101.
T. Sakaki, K. Sugimoto, and T. Fukuzato: Acta Metall., 1983, vol. 31, pp. 1737-46.
M.A. Maleque, Y.M. Poon, and H.H. Masjuki: J. Mater. Process. Technol., 2004, vol. 153, pp. 482-87.
A. Kumar, S.B. Singh, and K.K. Ray: Mater. Sci. Eng. A, 2008, vol. 474A, pp. 270-82.
Y.L. Kang, Q.H. Han, X.M. Zhao, and M.H. Cai: Mater. Des., 2013, vol. 44, pp. 331-9.
J. Kadkhodapour, S. Schmauder, D. Raabe, S. Ziaei-Rad, U. Weber, and M. Calcagnotto: Acta Mater., 2011, vol. 59, pp. 4387-94.
M. Calcagnotto, D. Ponge, E. Demir, and D. Raabe: Mater. Sci. Eng. A, 2010, vol. 527A, pp. 2738-46.
P.H. Chang and A.G. Preban: Acta Metall., 1985, vol. 33, pp. 897-902.
R.G. Davies: Metall. Trans. A, 1978, vol. 9A, pp. 671-9.
M. Mazinani and W.J. Poole, Metall. Mater. Trans. A, 2007, vol. 38A, pp. 328-39.
G.R. Spiech and R.L. Miller: Structure and Properties of Dual-Phase Steels, R.A. Kot and J.W. Morris, eds., AIME, NewYork, 1979, pp. 145–82.
M. Asadi, B.C. De Cooman, and H. Palkowski: Mater. Sci. Eng. A, 2012, vol. 538A, pp. 42-52.
A.R. Marder: Metall. Trans. A, 1981, vol. 12A, pp. 1569-79.
Z. Fan and A.P. Miodownik: Scr. Metall., 1993, vol. 28, pp. 895-900.
N. Nakada, Y. Arakawa, K.S. Park, T. Tsuchiyama, and S. Takaki: Mater. Sci. Eng. A, 2012, vol. 553, pp. 128-33.
Y.I. Son, Y.K. Lee, K.T. Park, C.S. Lee, and D.H. Shin: Acta Mater., 2005, vol. 53, pp. 3125-34.
N.J. Kim and A.H. Nakagawa: Mater. Sci. Eng., 1986, vol. 83, pp. 145-9.
V.C. Sangem: MSc. Thesis, University of British Columbia, Vancouver, 2012.
S. Sadagopan and D. Urban: Technology Roadmap Program, American Iron and Steel Institute/U.S. Department of Energy, Pittsburgh, 2003.
J.H. Hollomon: Trans. Metall. Soc. AIME, 1945, vol. 162, pp. 268-90.
M.R. Akbarpour and A. Ekrami: Mater. Sci. Eng. A, 2008, vol. 477A, pp. 306-10.
L.F. Ramos, D.K. Matlock, and G. Krauss: Metall. Trans. A, 1979, vol. 10A, pp. 259-61.
Z. Jiang, Z. Guan, and J. Lian: J. Mater. Sci., 1993, vol. 28, pp. 1814-8.
J. Lian, Z. Jiang, and J. Liu: Mater. Sci. Eng. A, 1991, vol. 147, pp. 55-65.
D.H. Shin and K.T. Park: Mater. Sci. Eng. A, 2005, vols. 410-411, pp. 299-302.
Y. Tomita and K. Okabayashi: Metall. Trans. A, 1985, vol. 16A, pp. 865-72.
W.R. Cribb and J.M. Rigsbee: Structure and Properties of Dual-Phase Steels, R.A. Kot and J.W. Morris, eds., AIME, New York, 1979, pp. 91–117.
N. Saeidi, F. Ashrafizadeh, and B. Niroumand: Mater. Sci. Eng. A, 2014, vol. 599, pp. 145-9.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 18, 2014.
Rights and permissions
About this article

Cite this article
Mazaheri, Y., Kermanpur, A. & Najafizadeh, A. Microstructures, Mechanical Properties, and Strain Hardening Behavior of an Ultrahigh Strength Dual Phase Steel Developed by Intercritical Annealing of Cold-Rolled Ferrite/Martensite. Metall Mater Trans A 46, 3052–3062 (2015). https://doi.org/10.1007/s11661-015-2918-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-015-2918-0