
Abstract
Purpose
Cement production is associated with a considerable environmental load, which needs to be fully understood before effective measures can be taken. The existing literature did not give detailed life cycle assessment (LCA) study of China and had limited potential for investigating how best available techniques (BATs) would provide a maximum benefit when they are applied in China. Japan was selected as a good example to achieve better environmental performance of cement production. We identified potentials for reducing emissions and saving energy and natural resources in Chinese cement industry through the comparative analysis.
Methods
This paper follows the principal of Life Cycle Assessment and International Reference Life Cycle Data System (ILCD). The functional units are “1 t of portland cement” and with 42.5 MPa of strength grade. The input (limestone, sandstone, ferrous tailings, coal, and electricity) and output (CO2 from limestone decomposition and coal combustion, NOx, PM, and SO2) of cement manufacturing were calculated by use of on-site measurements, calculation by estimated coefficients, and derivation by mass and heat balance principle. The direct (cement manufacturing) and indirect (electricity production) LCI are added to be total LCI results (cement production). The impact categories of global warming potential (GWP), acidification potential (AP), eutrophication potential (EP), photochemical oxidant formation potential (POCP), and human toxicity potential (HTP) are used to calculate environmental impact.
Results and discussion
Only in GWP of cement manufacturing China has advantage. Japanese cement industry shows remarkable superiorities in the environmental impacts of AP, POCP, HTP, and EP due to advanced technologies. SO2 emissions make the corresponding AP and HTP. PM emissions result in part of HTP. The NOx emissions are the major contributors of POCP, AP, EP, and HTP in China. China emits fewer CO2 emissions (2.09 %) in cement manufacturing than Japan but finally makes higher total GWP than Japan due to more GWP of electricity generation in power stations. The waste heat recovery technology can save electricity but bring more coal use and CO2 emissions. The alternative fuel and raw materials usage and denitration and de-dust technologies can relieve the environmental load. Using the functional unit with the strength grade, the life cycle impact assessment (LCIA) results are affected.
Conclusions
LCA study allows a clear understanding from the view of total environmental impact rather than by the gross domestic product (GDP) unit from an economic development perspective. In an LCA study, the power generation should be considered in the life cycle of cement production.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In 2008, the global cement production stood at 2.8 billion tons, up to 3.4 % from the previous year according to World Bank. After 4 years, China witnessed its cement production up to 2.18 billion tons accounting for more than 60 % of global production according to China Cement Association (CCA 2013). The Chinese cement demand is anticipated to double at least by 2030, by which time the energy consumption and emissions in China are advised to be cut by 50 % (CNMLCA and EBML 2011) to reduce environmental impacts (Li et al. 2014a). The Chinese government developed national emission reduction policies consecutively. After 11th 5-year plan (2006–2010), the SO2 emissions per unit gross domestic product (GDP) were forced to cut by 10 % (NDRC 2006). The NOx emissions per unit GDP were forced to cut by 12 % in the 12th 5-year plan (2011–2015) (GOVCN 2012). Geng and Sarkis (2012) warned that the national emission reduction target is not scientifically rational, from an environmental perspective, even though it is socially understandable from an economic development perspective. Cement production is associated with a considerable environmental load (Nie 2013), which first needs to be fully understood before effective measures can be taken. LCA can be a decision-supporting tool (Wolf 2006) from an environmental perspective.
Several studies focus on the evaluation of environmental performance in cement industry with life cycle inventory (LCI) and life cycle assessment (LCA) approaches. Data quality is essential for the evaluation of environmental performance especially for benchmarking and rating (Bahr et al. 2003). But, they only considered the data quality of dust, NOx, and SO2 emissions and did not cover the raw material and energy use and CO2 emissions. Collecting the LCI data from international databases in research of LCI and LCA analysis of cement production has become a growing trend. Josa et al. (2004) conducted a comparative analysis of LCI of several types of cement in the EU. To better assess the environmental impact of cement production, Josa et al. (2007) applied LCA approaches with available LCI of types of cement in the EU. The databases are updated and include more relative industries. The European reference Life Cycle Database (ELCD 2013) comprises LCI data of cement production from front-running EU-level business associations and other sources for key materials, energy carriers, transport, and waste management (Pennington et al. 2010). Ecoinvent (2010) and GaBi (2013) released and updated their LCI database of cement production. Seyler et al. (2005) developed a multi-input allocation model which allowed calculating LCI for specific waste solvents as fuel substitute in the cement industry. The evaluation results of environmental performance of cement production can also be used in the calculations of environmental impact of concrete. The Portland Cement Association (PCA 1998) and Nisbet et al. (2003) provided the LCI of cement and concrete production in USA. Van den Heede and De Belie (2012) give a literature review and theoretical methods on how to calculate the LCA results of traditional and green concretes with LCA data of cement. To improve the environmental performances, Cembureau (1997) developed best available techniques (BATs) for the cement industry targeting on energy saving and emission reduction. The BAT reference document (BREFs 2013) informed the relevant decision makers about what kinds of techniques may be technically and economically available for cement industry to consequently improve the whole environment under Integrated Pollution Prevention and Control (IPPC) Directive. However, their studies do not include the detailed LCA analysis of Chinese cement production explicitly, and therefore have limited potential for investigating how BATs would provide a maximum benefit when they are applied in China.
In this paper, to find the appropriate ways to reduce emissions and to save energy and natural resources for Chinese cement industry, the comparative analysis of China and Japan was executed. Japan was selected as a good example to achieve better environmental performance of cement production. China and Japan use the same cement production technology—new suspension preheater (NSP). The comparisons of LCI and LCIA results between China and Japan are persuasive to identify the potentials of technology improvement. The input and output flows were calculated by mass flow analysis (MFA). The input and output and corresponding environmental damages from cement production (cement manufacturing and power generation) are identified and quantified.
2 Methodologies
This paper follows the principle of Environmental Management—Life Cycle Assessment (ISO 14040 2006; 14044 2006), Environmental labels and declarations (ISO 14025 2006), and The International Reference Life Cycle Data System (ILCD) handbook (Wolf et al. 2012).
2.1 The system definition and NSP technology
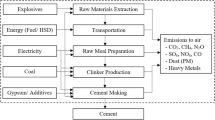
China and Japan both use NSP technology to produce cement (Fig. 1, Table 1). Since Japan improved NSP technology for cement production in 1970s, Japan has applied NSP (Table 1) and exported corresponding cement manufacturing equipment and techniques to its neighbor China. By the late 2012, there have been more than 80 % of cement plants in China applying NSP technology (GOVCN 2012) (Table 1). There are three primary production processes (Fig. 1). The pulverized coal and raw meal preparation process include the transferring, grinding, homogenizing, and storage of raw materials, and the grinding and storage of coal. In the burning process, the ground and mixed raw materials-raw meal are input to the preheater, and then to the calciner, decomposing with 60 % of coal at 950 °C. The limestone decomposes for about 95 % in the calciner and for 5 % in the kiln. The decomposed materials fall into the kiln and are incinerated to be clinker with 40 % of coal at a temperature of over 1,400 °C. In the finishing process, the cement is produced when clinker, mineral additions, and gypsum are granulated finely by grinding mill. The raw meal is suspended and heated by recycled hot air in preheater. That is why it is called NSP cement production technology.

System definition of cement production and its consequent raw materials and energy use and pollution emissions. The dotted line is the boundary of cement plant where produce cement. The scope of this paper includes the cement plant and power station. Mass ratio, materials/clinker = 1.50∼1.69 (average 1.65); clinker/portland cement = 0.8
2.2 The functional unit
The compositions of different types of cement (ordinary portland cement, portland-fly ash cement, portland-pozzolan cement, and portland-slag cement) varied with mineral additions. The mineral additions can be fly ash, blast-furnace slag, or other industry wastes which have SiO2 or CaO content. There are several standards for classification of cement. The two major standards are American Society for Testing and Materials (ASTM) C150 and European EN 197. The cement types of CEM I, II, III, IV, and V in EN 197 do not correspond to the similarly named cement types in ASTM C150. But, the compositions of clinker are almost same in China (SAC 2007b), Japan (JCA 2013), and Europe (Cembureau 2012). The portland cement has the highest content of clinker. It is the requirement that there would be no more than 5 % of gypsum and 15 % of mineral additions in portland cement in China and Japan.
Josa et al. (2004, 2007) and Van den Heede and De Belie (2012) use 1 kg of cement as the functional unit. Cembureau 2013) uses 1,000 kg of portland cement (CEM I) as declared unit. Cement is primarily used in construction or to produce concrete which is also used in construction. The material performance of cement, i.e., strength, determines the durability of constructions and affects the service life of constructions. Japan can produce cement with 52.5 or even high up to 62.5 MPa of strength grade due to advanced management and technology (Table 1). The cement with 32.5 and 42.5 MPa of strength grade is majorly in China. Therefore, considering strength grade makes the comparisons more comprehensively from the view of life cycle of cement product. Standards Press of China (SAC 2007a) compared the energy consumption with different strength grade. The ratio calculation of some strength grade to the benchmark, i.e., 42.5 MPa, is as follows.
In this paper, “1 t of portland cement” and “1 t of portland cement with 42.5 MPa of strength grade” are both used as functional units. According to Table 1, the strength grade of Chinese cement is assumed 42.5 MPa and that of Japanese cement is 52.5 MPa. Therefore, the calculated strength ratio is 1.11. When comparing the life cycle impact assessment (LCIA) results of cement manufacturing between China and Japan with the functional unit of 1 t of portland cement with 42.5 MPa of strength grade, the Japanese data should be divided by 1.11.
2.3 The data collection and LCI calculations
Wolf et al. (2012) reviewed the qualification of LCI data sets in The International Reference Life Cycle Data System (ILCD) handbook. In this paper, the direct LCI (cement manufacturing) including input and output was calculated by three approaches of MFA: use of on-site measurements taken in 24 h all day with continuous operations of calciner and kiln, calculation by coefficients estimated from expertise, and derivation by the mass and heat balance principle. The Chinese LCI data were calculated with a sample of 18 cement plants including 30 production lines (Tables 1 and 2, (CNMLCA 2012)). The Japanese LCI data were calculated by Japan Cement Association (JCA 2010) and Japanese Environmental Management Association for Industry (JEMAI 2012) with a sample of 32 cement plants (Tables 1 and 2). The indirect LCI (electricity generated by power stations) was collected from CNMLCA (2010a, b and JEMAI (2005) (Table 3). The direct (cement manufacturing) and indirect (electricity production) LCI are added to be total LCI results (cement production). The details of calculations of Chinese data are as follows.
2.3.1 The calculations of energy and raw materials use
Cui and Li (2012a) have designed a series of automatic distributed control systems (DCS) to measure the input including raw materials, coal, and electricity in the cement manufacturing processes. Some part of total consumed electricity is generated by the waste heat recovery in cement plant. Cui and Li 2013a) designed an on-line system to measure and control the waste heat recovery generation technology.
2.3.2 The output of emissions
In this paper, the four main emissions CO2, PM, SO2, and NOx are considered just like in Josa et al. (2004, 2007).
The CO2 emissions
WBCSD (2011) updated the coefficients of clinker to CO2 emissions. Josa et al. (2004) calculate the CO2 emission for cement type I to be approximately 800 g/kg cement. Cui and Li (2012c) and Li et al. (2011, 2012) developed an approach of calculating the CO2 emissions with X-ray diffraction (XRD) analysis. They found that the direct CO2 emissions are from the decomposition of CaCO3 and MgCO3 in limestone and coal combustion in burning process (Table 2). The CaCO3 and MgCO3 content in limestone can be measured by chemical analysis of clinker with XRD method. The content of carbon in coal can be measured by industrial analysis. With the molecular weight ratio of CO2 to CaO and MgO, the CO2 emissions due to raw material decomposition can be calculated. In a similar way, with the molecular weight ratio of CO2 to carbon, the CO2 emissions due to coal combustion can be calculated.
The PM emissions
Josa et al. (2004) found the dust emitted by different cement production systems varies greatly because various levels of technology were used. In Europe, particulate matter (PM) emissions are 0.2–0.3 g/kg cement. In the database (JEMAI 2012; Ecoinvent 2010; ELCD 2013), literature (Josa et al. 2004, 2007), and yearbooks (CCA 2006, 2009, 2010, 2011, 2012), the PM emissions from kiln and calciner in the burning process due to chemical reactions are measured, and some PM emissions from grinding, transferring, and storage due to mechanical actions are neglected. The pressure of atmosphere in the cement production system is negative; therefore, the PM hardly emits without air leakages in theory. But, in China, the air leakages are not avoidable owing to insufficient sealing. There are 150∼200 source spots of PM emissions in a single cement production line. Cui and Li (2013b) designed an automatic system to measure all possible PM emissions from transfer belt conveyors, yards, silos, preheaters, calciner, grinding mills, kiln, and grate cooler. In this paper, the PM emissions are considered not only from the chemical reactions, but also from mechanical actions (Fig. 1, Table 2) in Chinese cement industry.
The SO2 emissions
The primary SO2 emissions are from chemical reactions of sulfur content in raw materials and coal in the calciner and kiln, and 70–95 % of SO2 is absorbed automatically due to the alkalinity of clinker (IPCC 2007). Cui and Li (2012b) designed a system to measureSO2 emissions in cement plant (Table 2).
The NOx emissions
In the calciner and kiln, NOx emissions are formed during fuel combustion. NO emissions were estimated to have a 90–95 % share of total NOx emissions (CNMLCA 2011, 2013). There are two primary denitration technologies—MSC and selective noncatalytic reduction (SNCR) in cement industry. The SNCR process involves injecting either ammonia or urea into the calciner where the flue gas is between 760 and 1,090 °C to react with the NOx formed in the burning process (Cui & Li 2013c). The product of the chemical reaction is molecular nitrogen (N2) and water (H2O). For selective catalytic reduction (SCR) with 90 % of deNOx efficiency, the NOx reduction reaction takes place as the flue gases pass through the catalyst chamber (Cui & Li 2013d). The SCR technology has not gained its popularity yet (Li et al. 2013a).
2.3.3 The total LCI results
The environmental impacts of transportation account for less than 8 % (CNMLCA 2010a) of the total environmental impact of cement production in its whole life cycle including cement manufacturing and electricity generation. The environmental impacts of transportation account for less than 5 % for the whole cement production system with the updated data (Li et al. 2014b), and the transportation is not the hot spot of environmental impacts. Therefore, the transportation was not considered in this paper. The electricity generated by coal-fired power plant accounts for more than 90 % of total electricity generation in China (China Electric Power Yearbook editorial committee 2012). Japan’s nuclear reactors provided 30 % of total electricity before Fukushima disaster (World Nuclear Association 2013). With the shutdown of nuclear power generation stations, Japan increases coal-fired power generation. In this paper, the coal-fired power generation is used to calculate as the electricity production in the life cycle of cement production system (Fig. 1, Table 3).
The direct LCI of cement manufacturing (Table 2) are added to the indirect LCI of electricity generated by coal-fired power stations (Table 3) to be the total LCI results of cement production (Table 5).
2.4 The LCIA calculations
The direct (Table 2) and indirect LCI results (Table 3) are assigned to the corresponding impact categories, which are used to calculate the category indicator results, i.e., the LCIA results (Tables 4 and 5).
PCR (2006) provided an environmental product declaration (EPD) for product group “Cement” and Supporting Annexes for EPD (2008). Cembureau (2013) released the EPD for cement (portland cement, CEM I) and selected five impact categories of global warming, acidification, ozone depletion, photochemical oxidant formation, and eutrophication. They neglect toxicity impact due to the lack of internationally recognized models. The results show that the impact of ozone depletion is very low (prefactory 0.000043 kg CFC-11 eq./1,000 kg cement; cement factory 0) and cement industry has no direct responsibility for ozone depletion. Josa et al. (2007) classified the impact categories of cement production to be global (greenhouse effect), regional (acidification and acidification), and local (winter smog).
In this paper, the LCIA results of cement production in China and Japan were calculated with the guides of CML (Heijungs et al. 1992). According to the hot spot of environmental impacts in cement manufacturing (CNMLCA and EBML 2013), the corresponding impact categories of global warming potential (GWP) (IPCC 2007), acidification potential (AP), eutrophication potential (EP) (Huijbregts et al. 2000b), photochemical oxidant formation potential (POCP) (Jenkin and Hayman 1999; Derwent et al. 1998), and human toxicity potential (HTP) (Huijbregts et al. 2000a) are selected (Table 4) to calculate the LCIA results (Table 5).
3 Results and discussion
Table 1 provides the basic information of portland cement production in China and Japan. In Table 2, the input and output of Chinese cement manufacturing are calculated, and the LCI comparisons of Chinese and Japanese data inclusion of European general data are analyzed. Table 3 compares the LCI of coal-fired power generation between China and Japan. Table 5 shows the LCIA results of Chinese and Japanese portland cement production including cement manufacturing in cement plants and electricity generation in power stations using the functional units of 1 t of portland cement and 1 t of portland cement with 42.5 MPa of strength grade.
3.1 The LCI comparisons of cement manufacturing between China and Japan
3.1.1 Energy and natural resource use
Table 2 shows that China consumes less coal (4.2 %) but more electricity (29 %) than Japan. In the EU, 60–130 kg fuel oil or its equivalent/t cement is required, depending on the cement variety and the process used (Cembureau 2012). Both China (2,814 MJ/t portland cement) and Japan (2,931 MJ/t portland cement) use less energy than the EU (3,380 MJ/t portland cement) because the European data are collected in 1995 (Josa et al. 2004) and the cement production technology was improved. There are some methods to reduce energy consumption. The waste heat recovery technology, using waste heat over 150 °C to generate electricity by cement plant itself, has been regarded as an energy efficiency measure (UNFCCC 2008; BREFs 2013).
The coal combustion not only supplies heat in burning process (China 85; Japan 83.17 kg/t portland cement) but also makes up for waste heat recovery (China 11; Japan 17.04 kg/t portland cement) (Table 2). There are total 71 kWh/t portland cement of electricity used in China, in which 31 generated by cement plant with waste heat (Fig. 1), and 40 generated by power stations. Japan applies waste heat recovery technology to generate more 5 kWh/t portland cement of electricity than China does but consumes more coal and finally emits more CO2 than China does (Table 2).
In Japan, the alternative fuels and raw materials (AFRs) such as biomass fuel and recycled waste fossil fuels are used to take the place of natural resource, relieving the pressure of the natural resource depletion (Table 2). The biomass and recycled waste fossil fuels have not gained popularity in China (CCA 2012; CNMLCA and EBML 2013). Huang et al. (2012) warned that there may be potential for serious environmental threats such as excessive heavy metal emissions from uncontrolled coprocessing of wastes in kiln. Japan does not take it as a serious problem due to mature waste classification and management system.
3.1.2 Emissions
China emitted less CO2 (2.09 %) than Japan did in cement manufacturing. The amount of CO2 emissions from decomposition of limestone in China (510 kg/t portland cement) is higher than that in Japan (468 kg/t portland cement). Because the limestone is used more in China (1.15 t/t portland cement) than that in Japan (1.13 t/t portland cement), the amount of CO2 emissions from coal combustion in China (240 kg/t portland cement) is lower than that in Japan (298 kg/t portland cement). Because China requires less coal (96 kg/t portland cement) than Japan (100 kg/t portland cement) does (Table 2), and the latter uses more coal to make up for the waste heat recovery, besides, the different calculations of CO2 emissions between China and Japan may affect the comparison result slightly. The CO2 emissions in Japan are calculated by coefficients estimated from expertise and experience. In China, the CO2 emissions are calculated by the on-site measurement of chemical analysis of clinker with XRD method and composition analysis of coal in the cement plant laboratory.
In Table 2, China emitted 80 % of PM more than Japan did. The electrostatic precipitators (ESPs) and bag filter with 80 and 99.9 % of de-dust efficiency are the primary de-dust equipment (Fig. 1) (BREF 2013; Cembureau 1997). China used bag filters to decrease PM emissions from 100 to 30 mg/Nm3 successfully ((CCA 2006; 2012); Table 2) but still has potential in PM emission reduction. The different measurements of PM emissions between China and Japan may affect the comparison of results. In this paper, China measured PM emissions from transfer belt conveyors, yards, silos, preheaters, calciner, grinding mills, kiln, and grate cooler (CNMLCA 2012). Japan only measured the PM emissions from the kiln, preheaters, calciner, and mills.
In the cement manufacturing, China emits 9.5 % of SO2 higher than Japan (Table 2). Josa et al. (2004) considered that SO2 emissions were 0.4–0.6 g/kg cement and 1.16 g/kg portland cement because the latter has high up to 95 % of clinker to portland cement. The content of sulfur in coal is increasing from 0.6 % (CCA 2006) to 3–10 % (CCA 2009, 2010, 2011, 2012), which brings more SO2 emissions due to coal combustion in China (Table 2).
Table 2 shows that the amount of NOx emissions varies (0.54–2.11 kg/t portland cement) with different deNOx technology applications. Josa et al. (2004) considered average 2.4 g NOx/kg cement early in 1995. Measured from 2003 to 2007 by CNMLCA and EBML (2011, 2013), the emitted NOx without deNOx technology application was 700∼1,100 mg/Nm3 (Table 2) in China. After the application of the low-NOx burner (LNB) and multistage combustion (MSC) combination technology, with more than 40 % usually 10–30 % of deNOx efficiency and selective noncatalytic reduction (SNCR) with 70 % of deNOx efficiency, the NOx emissions were reduced to 350∼500 mg/Nm3 in 2013 (Li et al. 2013b; CNMLCA and EBML 2011; Table 2).
3.2 The LCIA result comparisons of China and Japan
Only in GWP of cement manufacturing China has some advantages. Japan cement industry shows remarkable superiorities in the rest of environmental impacts in AP, POCP, HTP, and EP (Table 5). After adding the LCIA results of power generation, the relative change of total LCIA results all increased by about 4–14 % in AP, POCP, and HTP as compared with that of cement manufacturing. This also proves that power generation should be considered in the whole system of cement production especially in China.
In this paper, only CO2 emissions are directly responsible for the GWP in the cement manufacturing processes in the boundary of cement plant (Table 2). In the power stations, CO2 is the major factor, and a small amount of CH4 and N2O also worsens the global warming problem (Tables 3 and 5). This result is similar to Josa et al. (2007). They found that carbon dioxide (CO2) caused 98.8–100 % of greenhouse effect in cement production. China emits fewer CO2 emissions (2.09 %) in the cement manufacturing than Japan, but finally makes higher total GWP than Japan due to more GWP of electricity generation in power stations. SO2 emissions make the corresponding AP and HTP. PM emissions result in part of HTP. NOx emissions are the major contributors of POCP, AP, EP, and HTP especially in China (Table 5). Japan has set limit as strict as 350 ppm of NOx emissions since 1990s and proved that SNCR technology would relieve the environmental impact of POCP, AP, EP, and HTP (JEMAI 2012) (Table 5). The waste heat recovery technology can save electricity but bring more coal use and CO2 emissions. The usage of alternative fuel and raw materials, and denitration and de-dust technologies can relieve the environmental load.
LCA study is relative by nature with its functional unit. Considering the strength grade, the LCIA results are affected. After divided by the calculated strength ratio of 1.11, the relative change of cement manufacturing increased by about 10–13 % in GWP, AP, POCP, HTP, and EP. Moreover, the relative change of total LCIA results increased by about 11–14 % in GWP, AP, POCP, HTP, and EP. This can be explained that higher strength of cement allows longer service life of constructions. Therefore, fewer emissions and natural resources and energy use are made in the whole life cycle of cement product.
4 Conclusions
-
The LCA study and comparative analysis allow a clear understanding of cement industry in China from the view of total environmental impact rather than by the GDP unit from an economic development perspective.
-
In an LCA study, the power generation should be considered as a whole system of cement production especially when the environmental impact of power generation account for more than 10 % of total environmental impact in some environmental categories.
-
When the strength of cement is considered, the life cycle impact assessment results from direct cement manufacturing and total cement production are affected by 10–13 and 11–15 %.
Abbreviations
- AFRs:
-
Alternative fuels and raw materials
- AP:
-
Acidification potential
- BATs:
-
Best available techniques
- CCA:
-
China cement association
- cl:
-
Clinker
- CNMLCA:
-
China Centre of National Material Life Cycle Assessment
- DCS:
-
Distributed control system
- ELCD:
-
European Reference Life Cycle Database
- EP:
-
Eutrophication potential
- EPD:
-
Environmental product declaration
- ESP:
-
Electrostatic precipitator
- GDP:
-
Gross domestic product
- GWP:
-
Global warming potential
- HTP:
-
Human toxicity potential
- JCA:
-
Japanese Cement Association
- LCI:
-
Life cycle inventory
- LCIA:
-
Life cycle impact assessment
- LNB:
-
Low-NOx burner
- MSC:
-
Multistage combustion
- NSP:
-
New suspension preheater
- POCP:
-
Photochemical oxidant formation potential
- SCR:
-
Selective catalytic reduction
- SNCR:
-
Selective noncatalytic reduction
- XRD:
-
X-ray diffraction analysis
References
BREF (2013) Best available techniques (BAT) Reference document (BREF). Cement, Lime and Magnesium Oxide Manufacturing Industries. European Commission, Joint Research Centre, Seville, SPAIN. eippcb.jrc.ec.europa.eu/reference/BREF/CLM_Published_def.pdf (Accessed Dec 11, 2013)
CCA (2006) China cement association. China cement almanac 2001–2005. China Building Materials Industry Press, Beijing
CCA (2009) China cement association. China cement almanac 2008. China Building Materials Industry Press, Beijing
CCA (2010) China cement association. China cement almanac 2009. China Building Materials Industry Press, Beijing
CCA (2011) China cement association. China cement almanac 2010. China Building Materials Industry Press, Beijing
CCA (2012) China cement association. China cement almanac 2011. China Building Materials Industry Press, Beijing
CCA (2013) China Cement Association. The report of China cement production 2000–2012. Beijing, China. http://info.ccement.com/news/content/42071.html (Accessed 29 May 2013)
Cembureau (1997) The European Cement Association. Best Available Techniques for the Cement Industry, Brussels: Belgium
Cembureau (2012) The European Cement Association. The main characteristics of cement. Brussels: Belgium. http://www.cembureau.eu/about-cement/cement-industry-main-characteristics (accessed December 2, 2013)
Cembureau (2013) The European Cement Association. Environmental product declaration (EPD) for Cement. http://www.ecocem.ie/downloads/CEM_EPD.pdf (accessed December 17, 2013)
China Electric Power Yearbook editorial committee (2012) China electric power yearbook 2010. China Power Press, Beijing. ISBN 978-7-5123-3557-8
CNMLCA (2010a) China Centre of National Material Life Cycle Assessment (CNMLCA), Material Life Cycle Assessment Database-Transportation. Beijing University of Technology (BJUT). 2010 updated. Beijing, China. http://cnmlca.bjut.edu.cn/database/transportation (accessed May 2, 2012)
CNMLCA (2010b) China Centre of National Material Life Cycle Assessment (CNMLCA), Thermal Power Stations Database. Beijing University of Technology, Beijing, China. Developed in 2003, Updated in 2010(Chinese language) (Chinese language) http://cnmlca.bjut.edu.cn/database/electricity (accessed March 28, 2013)
CNMLCA and EBML (2011) China Centre of National Material Life Cycle Assessment (CNMLCA), Eco-building Materials Laboratory. Research progress report of PM and NOx reductions for eco-cement manufacturing in China - National Key Technology Research and Development Program of the Ministry of Science and Technology of China (2011BAE29B00). Beijing University of Technology, Beijing, China (in Chinese)
CNMLCA (2012) China Centre of National Material Life Cycle Assessment (CNMLCA), Material Life Cycle Assessment Database-Cement Production Database. Beijing University of Technology, Beijing, China. Developed in 2006, Updated in 2012(Chinese language) http://cnmlca.bjut.edu.cn/database/cement (accessed March 28, 2013)
CNMLCA and EBML (2013) China Centre of National Material Life Cycle Assessment (CNMLCA), Eco-building Materials Laboratory. Research progress report of eco-design for building materials manufacturing in China - The National High-Tech Research and Development Program from the Ministry of Science and Technology of China (2013AA031602). Beijing University of Technology, Beijing, China. 2013 (Chinese language)
Cui SP, Li C (2012a) A control system to measure the recycled usage, storage and transportations of input due to cement manufacturing. The People’s Republic of China Patent (Chinese language), Beijing University of Technology (BJUT). Beijing, China. Patent No. 201210560857.X
Cui SP, Li C (2012b) An on-line monitoring system to measure air pollution and to control the cement manufacturing safely, environmental friendly and economically. The People’s Republic of China Patent (Chinese language), Beijing University of Technology (BJUT). Beijing, China. Patent No. 201210452172.3
Cui SP, Li C (2012c) An on-line monitoring method of controlling imperfect combustion carbide due to cement manufacturing. The People’s Republic of China Patent (Chinese language), Beijing University of Technology (BJUT). Beijing, China. Patent No. 2012101416190.9
Cui SP and Li C (2013a) An on-line measurement system to control waste heat recovery generation technology with lower PM emissions. The People’s Republic of China Patent (Chinese language), Beijing University of Technology (BJUT). Beijing, China. Patent No. 201310198832.4
Cui SP, Li C (2013b) An on-line system to monitor and control PM 10 emissions for cement plants. The People’s Republic of China Patent (Chinese language), Beijing University of Technology (BJUT). Beijing, China. Patent No. 201310110236.6
Cui SP, Li C (2013c) An on-line control system to evaluate the NOx reductions of SNCR technology. The People’s Republic of China Patent (Chinese language), Beijing University of Technology (BJUT). Beijing, China. Patent No. 201310110314.2
Cui SP, Li C (2013d) A method to evaluate the environmental benefit of NOx reductions of SCR technology. The People’s Republic of China Patent (Chinese language), Beijing University of Technology (BJUT). Beijing, China. Patent No. 201310199222.6
Derwent RG, Jenkin ME, Saunders SM, Pilling MJ (1998) Photochemical ozone creation potentials for organic compunds in northwest Europe calculated with a master chemical mechanism. Atmos Environ 32(14–15):2429–2441
Ecoinvent (2010) Ecoinvent-center. Ecoinvent database v2.2; Swiss Centre for Life Cycle Inventories: 2010. http://www.ecoinvent.org/database/ (accessed March 24, 2013)
ELCD (2013) European reference Life Cycle Database 3.0. Joint Research Centre (JRC), Italy
EPD (2008) Supporting Annexes for Environmental Product Declarations (EPD), http://www.environdec.com/documents/pdf/EPD_annexes_080229.pdf (accessed December 19, 2013)
GaBi (2013) GaBi database. PE INTERNATIONAL AG, Germany. http://www.gabi-software.com/international/databases/gabi-databases (accessed July 10, 2014)
Geng Y, Sarkis J (2012) Achieving national emission reduction target—China’s New challenge and opportunity. Environ Sci Technol 46(1):107–108
GOVCN (2012) General Office of the State Council of the People’s Republic of China, 2012. The declaration of China central government for Energy Conservation and Emissions Reduction for the 12th 5-Year Period Plan (2011–2015). http://www.gov.cn/zwgk/2012-08/21/content_2207867.htm (accessed September 19, 2012)
Heijungs R, Guinée JB, Huppes G, Lankreijer RM, Udo de Haes HA, Wegener Sleeswijk A, Ansems AMM, Eggels PG, Duin R van, Goede HP de (1992) Environmental life cycle assessment of products: guide and backgrounds. Centre of Environmental Science, Leiden University (CML), Leiden, The Netherlands
Huang QF, Yang YF, Wang Q (2012) Potential for serious environmental threats from uncontrolled co-processing of wastes in cement kilns. Environ Sci Technol 46(24):13031–13032
Huijbregts MA, Thissen U, Guinée JB, Jager T, Kalf D, van de Meent D, Ragas AM, Sleeswijk AW, Reijnders L (2000a) Priority assessment of toxic substances in life cycle assessment. Part I: calculation of toxicity potentials for 181 substances with the nested multi-media fate, exposure and effects model USES-LCA [J]. Chemosphere 41(4):541–573
Huijbregts MAJ, Schöpp W, Verkuijlen E, Heijungs R, Reijnders L (2000b) Spatially explicit characterization of acidifying and eutrophying air pollution in life-cycle assessment. J Ind Ecol 4(3):75–92
IPCC/OECD (2007) IPCC Guidelines for National Greenhouse Gas Inventories, Reference Manual. Intergovernmental Panel on Climate Change. Bracknell, UK
ISO 14025 (2006) Environmental labels and declarations -- Type III environmental declarations. International Organization for Standardization (ISO), Geneva, Switzerland
ISO 14040 (2006) Environmental Management – Life Cycle Assessment – Principles and Framework. International Organization for Standardization (ISO), Geneva, Switzerland
ISO 14044 (2006) Environmental Management – Life Cycle Assessment – Requirements and Guidelines International Organisation for Standardisation (ISO), Geneva, Switzerland
JCA (2010) Japan Cement Association. http://www.jcassoc.or.jp/cement/1jpn/jg3.html (accessed May 18, 2013)
JCA (2013) Japan Cement Association. http://www.jcassoc.or.jp/cement/1jpn/jc2.html (accessed May 14, 2013)
JEMAI (2005) Power Stations Database. Japanese Environmental Management Association for Industry (JEMAI). Tokyo, Japan (Japanese language) http://lcadb.jemai.or.jp/lca/servlet/Default (accessed May 21, 2013)
JEMAI (2012) Cement Manufacturing Database. Japanese Environmental Management Association for Industry (JEMAI). Tokyo, Japan (Japanese language) http://lcadb.jemai.or.jp/lca/servlet/Default (accessed May 21, 2013)
Jenkin ME, Hayman GD (1999) Photochemical ozone creation potentials for oxygenated volatile organic compounds: sensitivity to variations in kinetic and mechanistic parameters. Atmos Environ 33(8):1275–1293
Josa A, Aguado A, Heino A, Byars E, Cardim A (2004) Comparative analysis of available life cycle inventories of cement in the EU. Cem Concr Res 34:1313–1320
Josa A, Aguado A, Cardim A, Byars E (2007) Comparative analysis of the life cycle impact assessment of available cement inventories in the EU. Concr Res 37:781–788
Li C, Gong XZ, Cui SP, Wang ZH, Zheng Y, Chi BC (2011) CO2 emissions due to cement manufacture. Mater Sci Forum 685:181–187
Li C, Cui SP, Wang ZH, Gong ZH, Meng XC, Liu Y (2012) CO2 emissions from typical cement plants in China. J Shanghai Jiaotong Univ (Sci) 17:341–344
Li C, Cui SP, Gong XZ, Meng XC, Sun BX (2013a) LCI study of SCR DeNOx technology for cement industry. Mater Sci Forum 743–744:252–257
Li C, Cui SP, Gong XZ, Meng XC, Wang HT (2013b) LCA Method of MSC and low-NOx burner technology in cement manufacturing. Mater Sci Forum 743–744:802–806
Li C, Nie ZR, Cui SP, Gong XZ, Wang ZH, Meng XC (2014a) The life cycle inventory study of cement manufacture in China. J Clean Prod 72:204–211
Li C, Cui SP, Gong XZ, Meng XC, Sun BX, Liu Y (2014b) Life cycle assessment of heavy-duty truck for highway transport in China. Mater Sci Forum 787:117–122
NDRC (2006) National Development and Reform Commission. Energy Conservation and Emissions Reduction Work Plan for the 12th 5-Year Plan Period (2006–2010). http://gov.cn/zwgk/2005-09/07/content_194173.1.htm (accessed September 2, 2013)
Nie ZR (2013) Development and application of life cycle assessment in China over the last decade. Int J Life Cycle Assess 18(8):1435–1439
Nisbet MA, Marceau ML, VanGeem MG (2003) Environmental Life Cycle Inventory of Portland Cement Concrete, PCA R&D Serial No. 2137a, a report on Concrete: Sustainability and Life Cycle, PCA CD033
PCA (1998) US Portland Cement Association. Concrete Products Life Cycle Inventory (LCI) Data Set for Incorporation into the NIST BEES Model, PCA R&D Serial No. 2168, PCA Project 94-04a, prepared by Nisbet M, JAN Consultants
PCR (2006) Product-Category Rules for preparing an environmental product declaration (EPD) for Product Group “Cement”. (final version 06-04-03) http://www.ecocem.ie/downloads/CEM_EPD.pdf (accessed December 27, 2013)
Pennington DW, Chomkhamsri K, Pant R, Wolf M-A, Bidoglio G, Kögler K, Misiga P, Sponar M, Lorz B, Sonnemann G, Masoni P, Wang HT, Ling L, Castanho C, Chau SC, Fieschi M, Filareto A, Hauschild MZ (2010) ILCD handbook public consultation workshop - international reference life cycle data system (ILCD). Int J Life Cycle Assess 15(3):231–237
SAC (2007a) Standards Press of China. Standardization Administration of the People’s Republic of China (SAC). GB16780-2007: The norm of energy consumption per unit product of cement. Beijing, China
SAC (2007b) Standards Press of China. Standardization Administration of the People’s Republic of China (SAC). GB175-2007: Common Portland Cement. Beijing, China
Seyler C, Hellweg S, Monteil M, Hungerbühler K (2005) Life cycle inventory for use of waste solvent as fuel substitute in the cement industry - a multi-input allocation model. Int J Life Cycle Assess 10(2):120–130
UNFCCC (2008) The United Nations Framework Convention on Climate Change. Clean development mechanism (CDM) project documents-Energy efficiency measures at cement production plant in India. Haus Carstanjen. Germany. http://cdm.unfccc.int/Projects/DB/SGS-UKL1175367790.14/view (accessed March 2, 2013)
Van den Heede P, De Belie N (2012) Environmental impact and life cycle assessment (LCA) of traditional and ‘green’ concretes: literature review and theoretical calculations. Cem Concr Compos 34:431–442
von Bahr B, Hanssen OJ, Vold M, Pott G, Stoltenberg-Hansson E, Steen B (2003) Experiences of environmental performance evaluation in the cement industry. Data quality of environmental performance indicators as a limiting factor for benchmarking and rating. J Clean Prod 11:713–725
WBCSD (2011) The Cement CO2 and Energy Protocol Version 3.0: CO2 Accounting and Reporting Standard for the Cement Industry. Cement Sustainability Initiative (CSI), World Business Council for Sustainable Development (WBCSD), Geneva, Switzerland http://www.wbcsdcement.org/pdf/tf1_co2%20protocol%20v3.pdf. (Accessed May 11, 2013)
Wolf MA (2006) European Platform on Life Cycle Assessment: Supporting Life Cycle Thinking in Policy and Industry. Proceedings of the 7th International Conference on EcoBalance - Designing Our Future Society Using Systems Thinking. The Society of Non-Traditional Technology. Tokyo, Japan. pp. 845
Wolf MA, Pant R, Chomkhamsri K, Sala S, Pennington DW (2012) The International Reference Life Cycle Data System (ILCD) Handbook- Towards more sustainable production and consumption for a resource-efficient Europe. Publications Office of the European Union, 2012. Luxembourg. DOI: 10.2788/85670 (print), 10.2788/85727 (PDF)
World Nuclear Association (2013) Nuclear Power in Japan (Updated 27 December 2013). http://www.world-nuclear.org/info/Country-Profiles/Countries-G-N/Japan/ (Accessed Dec 29, 2013)
Acknowledgments
This work is financially supported by the National Key Technology Research and Development Program of the Ministry of Science and Technology of China (No. 2011BAE29B00). China National “863” Program (No. 2013AA031602), Beijing Natural Science Foundation (No. 2141001). Thanks to JCA (Japanese Cement Association) for providing data.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Responsible editor: Guillaume Habert
Rights and permissions
About this article

Cite this article
Li, C., Cui, S., Nie, Z. et al. The LCA of portland cement production in China. Int J Life Cycle Assess 20, 117–127 (2015). https://doi.org/10.1007/s11367-014-0804-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-014-0804-4