
Abstract
The increasing demand for shelters, depleting natural resources, concern for plastic waste, and rising awareness for the environment have attracted the contemporary world towards the recycling of waste plastics for the development of an alternative and sustainable building construction material. The plastics suffer due to their poor strength which can be successfully overcome by the reinforcement of natural fibers. The work aimed to develop and investigate the properties of natural fiber–reinforced composites for structural applications such as floor tiles and pavements. The composites were developed by utilizing three different types of waste plastics, namely, low-density polyethylene, high-density polyethylene, and polypropylene with the reinforcement of coconut (cocos nucifera) and Tossa jute (corchorus olitorius) fibers. The evaluation of the density, water absorption, compressive strength, and flexural strength was performed. Moreover, three-body abrasive wear performance was investigated under the conditions of different loads and sliding speeds. The wear mechanism was explored by the morphological analyses of the fractured and worn-out surfaces. The composite HDPE80C20 showed a maximum density of 1.603 g/cm3 and minimum percentage of water absorption to 0.2022. Moreover, the composite attained a maximum compressive and flexural strength of 40.10 and 10.04 (MPa), respectively. The ranges for abrasive wear were found to be 0.002375–0.20015 (cm3) and 0.01987–0.39593 (cm3) under the considered conditions of loads and sliding speeds, respectively. The comparative analysis of the properties suggested the reinforcement of 20 wt% of jute fiber with 80 wt% of high-density polyethylene for the development of composites for structural applications. The study highlighted the potential of waste plastics and natural fibers as value-added products for building construction with relevancy from socio-eco and environmental points of view.
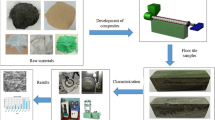
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the expansion of modern civilization and industrialization, the problem of solid waste management, depletion of natural resources, and deteriorating environmental conditions emerge as the major challenges for the nation. These issues have compelled us to think for eco-technological advancement with the concept of sustainability and have drawn the attention of researchers toward sustainable and green products (Soni et al. 2022a, b). Due to the synergy of the cost, capacity and performance of the fiber-reinforced polymeric composites can significantly contribute towards sustainability by providing several socio-eco-environmental benefits (Al-Oqla et al. 2019; Alaaeddin et al. 2019). The versatility of these composites has motivated the reinforcement of fibers with matrices for the development of engineering materials as such several studies were conducted for fiber-reinforced polymeric composites (Habibi et al. 2019; Ilyas et al. 2022; Nayab-Ul-Hossain et al. 2019; Vinod et al. 2021; Xu et al. 2020). The beneficial properties of plastics such as lightweight, chemically inertness, and robustness have identified the plastics as a suitable material for the advancement of several products of today’s world (Amobonye et al. 2021; Law 2017). At the same time, the properties of plastics allied with their low biodegradability, improper disposal, and usage have resulted in an exponential rise in the generation rate of plastic waste which is affecting the life of humans through their accumulation as landfills, formation of greenhouse gases (GHG), etc., and is threatening the ecosystem. Therefore, an effective utilization of the generated plastic waste is a critical issue for the world (Alimba and Faggio 2019; Law et al. 2020). The rising awareness of environment condition and exhaustion of non-renewable resources has encouraged the use of natural, renewable, biodegradable, and compostable sources as well as the recycling of plastic trash. Consumption of waste, recycled materials, and bio-sourced materials might be encouraged as a matrix or reinforcement to decrease the usage of non-renewable resources. By doing so, it will be possible to reduce the reliance on virgin non-renewable petroleum resources and divert plastic trash from landfill to sustainable development (Komal et al. 2020). Therefore, one of the greatest strategies to reduce the problem of plastic waste is to use sustainable or green composites together with expanding applications of these materials. Sustainable composites are emerging as a new type of material that promises to have greater environmental qualities. The development of composites by recycling waste plastics with the reinforcement of natural fiber could provide a promising and novel alternative to conventional composites. As waste plastics and natural fibers, they are advantageous to lightweight, cost-effective, high strength-to-weight ratio, renewability, etc. (Khan et al. 2017; Senthilkumar et al. 2018). The polymer matrix is incorporated with natural fibers to overcome the issues of global plastic wastes; therefore, the sustainable polymeric composites are highly favored. These composites have a positive impact on the environmental health pertaining to energy usages and CO2 emissions (Dicker et al. 2014; Sanjay et al. 2019). It is considered that for enhancement of the sustainability of our material systems as a long-term mitigation strategy, it is essential to discover new applications for sustainable and green materials. The usage of composite materials developed through sustainable and renewable resources has already accepted as an essential component of the manufacturing practices for the future generation (Mohanty et al. 2018). Natural fiber–reinforced thermoplastic-based composites emerge as eco-friendly materials and have gained a global importance considering the circular economy (Jawalkar and Kant 2022). Recyclability can have a considerable impact on future environment conditions. The production of such composites consumes a little amount of energy as compared to conventional composites (Subrata C Das et al. 2021). The worldwide market for natural fiber–reinforced composites was found to 38% for the years 2003 to 2007, whereas a notable development is observed for the European countries at a pace of 48%. The global production of fiber-reinforced composites was 0.36 million metric tons in 2010, and the amount has reached to 3.45 million metric tons by the year 2020 (Ding et al. 2022; Nayab-Ul-Hossain et al. 2022). The worldwide production of fiber-reinforced composites was reported to 8.2 million metric tons for the year 2021 which has reached to 11.96 million metric tons for the year 2022 (Bernatas et al. 2021). The Emergen Research has reported the production of fiber-reinforced composite to 24.40 billion USD in 2021 and has projected to reach 90.89 billion USD in 2030. Moreover, the global market for the fiber-reinforced composite is anticipated a compound annual growth rate (CAGR) of 9% for the years 2022–2030 (Andrew and Dhakal 2022).
Jute is a plentiful plant in Bangladesh as a result utilization of this easily accessible and financially viable natural resource to develop composites for different applications has a positive effect on environment health (Akter et al. 2018; Subrata Chandra Das et al. 2018). Jute fiber is a wealthy and diversified natural biodegradable and holds a second position in the globe considering the output of cellulosic fiber. Due to the biodegradable characteristics of jute fibers, it is frequently found in tropical climates and has little influence on the environment (Sanivada et al. 2020). Jute fibers comprise 45–71.5% of cellulose, 13.6–21% of hemicelluloses, 12–26% of lignin, 1.5% of water-soluble component, and 0.3–1% of wax and fat (Khalil et al. 2013). The tiny cellulose units which makeup jute fibers are surrounded and held together by lignin and hemicellulose (Stamboulis et al. 2001). Lignin has a large number of aromatic rings which offer a good mechanical support. Gum is any substance other than cellulose which reduces the smoothness, pliability, and fineness of jute. Chemical processing can improve the mechanical properties of jute fibers and hydrophilic nature (Rahman et al. 2008). The bio-degradability of jute fibers is fruitful for the environment without any negative impacts (Rehman et al. 2019).
Apart from the jute fibers, coconut is a well-known fruit that grows well on sandy soil and is mostly found on islands and coastal regions in tropical and rainforest climates, particularly near coastlines where water and sun exposure are available in plenty. Asia, Latin America, and Africa produce million tons of coconuts every year, bringing the overall global production of the fruit to around 250–300 million tons as on 2018 (Adeniyi et al. 2019). The most well-known fibrous waste from the coconut is the coconut fibers which are derived from the superficial layer of the coconut. Coconut fibers are widely accessible in tropical regions of Brazil, India, Philippines, and Indonesia (Mishra et al. 2020). Depending on the ripeness of coconut fruit, the coconut fibers are known as coir, often comes in two colors, namely, brown and white. The usage of coir fibers is restricted for more delicate and substantial items since it is coarser than leaf and bast fibers. The cross-sectional SEM images of a coconut and jute fiber is given in Fig. 1 a and b, respectively, which shows that the surfaces of the fibers are composed of several pores of irregular shapes. Moreover, a similarity in the structure having lumen at the center surrounded by a cell wall is observed in both the fibers. The size of the lumen is comparatively less as compared to the size of the pores. The coconut fiber shows a regularity in the shape of internal lumen and polygonal pores, whereas a dissimilarity in the shape of pores and lumen is observed for the jute fiber. The characteristics of plant fibers to prevent water penetration are due to the air-filled pores over the surface of the fiber. Due to the high lignin content in the coconut fibers, they are sturdy, difficult to degrade, and difficult to dispose of (Faruk et al. 2012). A fraction of generated natural fibers is incinerated which suffers due to the low calorific value, while the remaining are disposed of unanswerly.

SEM image of a coconut fiber and b jute fiber
Nowadays, the academic community as well as other groups includes stakeholders and politicians have recently initiated towards circular economy (CE) (Chakraborty and Saha 2022). The goal of CE is to retain things, components, and goods at the top of their usefulness and significance. Other fields of the research, such as industrial symbiosis and ecology, blue economy, product-service systems, support the concept of CE (Velenturf and Purnell 2021). The concept of CE is opposite to the linear economy (LE), where the manufactures use the raw resources to develop things, sell them to consumers then discard those items as waste. By offering a range of closed-loop cycles of product called 3Rs, i.e. reduce, recycle and recyling, the CE is beneficial for effective waste managment. CE aims to create a new pathway for fiscal growth deprived of causing environmental harms and needless resource (Mutezo and Mulopo 2021). In this view, the Sustainable Development Goal-7 (SDG-7) has been developed which ensures every person living in the globe should be able to benefit from the socio-eco-environmental advancements and can access to clean, dependable energy (Ayyildiz 2022).
In line with the above discussion, the researchers are striving forward for natural fiber–reinforced polymer composites. Therefore, several studies have been conducted to demonstrate the utilization of natural fibers such as sisal, coir, and bamboo in substitution of synthetic fibers (Begum et al. 2020; Gupta et al. 2021; Alshahrani and Prakash 2022b). The tensile strength of the acacia tortilis–reinforced polymeric composite was found to improve by the addition of 49.1% of fibers with alkali (Dawit et al. 2020). The researchers have successfully demonstrated the utilization of polylactic acid as a matrix with bagasse fibers for composites (Nampitch 2021). Patnaik and Nayak (2018) have studied the effects of stacking sequences on the thermo-mechanical properties of polymeric composites by using jute, glass, and polyester. An improvement in the mechanical properties of hybrid composites was observed with the layer of glass fabric (El-baky 2017). Dynamic mechanical analysis (DMA) showed a higher damping with the reinforcement of natural fibers than glass fibers in polymer composite (Selver et al. 2018). Selver et al. have reported that the impact and post-impact behavior response of the glass fiber–reinforced polymer (GFRP) composite laminate with layered sequences (Selver et al. 2022). The limitations of the natural fibers (jute) were overcome with the addition of glass fibers in graphene-based composites with the improvement in physic-electrical properties. Moreover, the study had found the optimum values of tensile strength and electrical conductivity to be 118.20 MPa and 16.7 μA, respectively (Zhang et al. 2019). The investigations for the properties of composites developed by using sand, coconut fiber, and low-density polyethylene have showed that the addition of 3% of coconut fiber improves the compressive strength and water absorption by 18.4% and 54.1%, respectively (Hwang et al. 2016). The researcher has demonstrated the effect of water molecule interactions on dynamic mechanical properties in composites fabricated by reinforcing natural fiber in the woven form (Rajesh et al. 2020). The study has showed an enhancement in the workability of polyurethane resin composite and a commercial Oriented Strand Board (OSB) by the incorporation of bamboo fiber (Lopes et al. 2021). Han et al. have utilized the manau rattan (Calamus manan) fiber for the development of polymeric composites. The results showed that the composites are having a tensile strength of 273.28 MPa with a degradation temperature of 332.8 °C which explores the potential of manau rattan finer as reinforcement (Han et al. 2021). Furthermore, the performance of e-glass fiber and sisal fiber–reinforced composites in different weight ratios for turbine blades was demonstrated (Miliket et al. 2022). The study had investigated the effect of fiber lengths, i.e., 5, 10, 15, 20, and 25 (mm) on the workability of composites and found a better mechanical property with a fiber length of 20 mm (Sajin et al. 2022). The reinforcement of snake grass fibers in polyester increases the volume fractions of the polyester composites and results in an improved tensile and flexural properties (Chen et al. 2021). Chegdani et al. have explored the consequences of fibers orientation on the machining performances of fiber-reinforced composites by conducting orthogonal machining in the merchant model (Chegdani et al. 2020a, b). Also, the thermal effect on the micro-tribo-mechanical properties of natural fiber composites was studied (Chegdani et al. 2020a, b). Ramlee et al. have studied the chemical resistance and tensile properties of the tri-layered jute fiber composites and found a higher tensile strength for a composite having jute as skin and oil palm empty fruit bunches (Ramlee et al. 2019). The characterizations of the jute fiber-polypropylene composite before and after aging showed an improvement in the elastic modulus by the accelerated aging (Sanvezzo and Branciforti 2021).
The literature has illustrated a considerable work in the field of fiber-reinforced composite materials. However, there are still a significant restrictions related to the poor mechanical qualities and tribological performances while considering the hard service conditions and structural applications. Moreover, the recycling of post-consumers plastics with reinforcement of natural fibers for the development of composites for floor tile application is rarely reported in any literature.
The research proposed that the recyclability of the generated plastic wastes and agro-industrial wastes consequently introduces a novel and sustainable composite material by the incorporation coconut and jute fibers with waste plastics of low-density polyethylene (LDPE), high-density polyethylene (HDPE), and polypropylene (PP). The aim of the research is to recycle the waste plastics in combination with natural fibers to produce natural fiber–reinforced polymer-based composites. The developed composite is intended for structural application as floor tiles and paving blocks. As the developed product comprises bio-biodegradable fibers and non-biodegradable plastics, therefore, the performance and durability are enhanced considerably which improves the life-cycle of the product. This research could support the researchers and industries, especially engaged in the design and development of sustainable composites. Herein, the development of the composites by recycling of waste plastics and fibers and the investigations of the physical, mechanical, and tribological properties are demonstrated. The feasibility of the coconut and jute fibers is characterized by scanning electron microscopy (SEM), whereas the workability of the developed composites is explored by the evaluations of density, water absorption, compressive strength, flexural strength, and three-body abrasive wear under conditions of loads and speeds. The research is more comprehensive than the earlier research which promotes an understanding of waste plastics and natural fibers especially their potential in polymer-based sustainable composites. The research contributes to the socio-eco-environmental development of a nation by increasing the economic viability of waste products. Therefore, this technological approach is beneficial from a different point of view.
The research is structured as follows: “Experimental” gives the materials and methods for the development of composites. The results and discussions are provided in “Results and discussions,” and finally, in “Conclusions and future scope”, the conclusions are derived.
Experimental
The experimental work encompasses the extraction and treatment of fibers and the development and characterization of the composites. In this section, a detailed discussion of the raw materials and procedure followed for the development of composites are provided. Moreover, the characterizations and investigation of the fibers are provided in this section.
Materials
The composites are developed by taking waste plastics of different types, namely, LDPE, HDPE, and PP as matrices with the incorporation of jute and coconut fibers as reinforcement. The waste plastics are collected from the different waste collecting points at the local municipalities of Agartala, India. The typical properties of the waste plastics are listed in Table 1. Tossa jute (corchorus olitorius) and coconut jute (cocos nucifera) are extracted from the corresponding base raw materials. The properties of the jute and coconut fibers are furnished in Table 2 (Dittenber and Ganga Rao 2012). Figure 2 a–e give the images of the raw materials used for the development of the fiber-reinforced polymeric composites.

Images of the raw materials a HDPE, b, LDPE, c PP, d coconut fiber and e jute fiber
Characterization of fibers
The surface morphology of the jute and coconut fibers are examined by using SEM techniques. The sample is fixed over a conductive adhesive tape which is coated with gold through an ion sputter, and observations are made by using a microscope of model JEOL JSM 5310 which is operated at an applied voltage of 15 kV.
Development of composites
The process followed for the development of composite sample is given as process flow chart in Fig. 3. The different types of waste plastics are collected from waste collection points and washed thoroughly by using clean water. The plastics are made to cut and dried completely to remove the moisture. In order to facilitate the adhesion between the matrix and fibers, the soluble extractives such as wax, fats, gums, simple sugar, oils, and starch present in the fibers are removed by the treatment of fibers with an alkaline solution of 1% weight to volume (w/v). The fibers are washed with distilled water and dried completely in an oven at a temperature of 50 °C for 24 h. The treated fibers are then cut to the required length of 60 mm for the development of composites. The raw materials for the development of the composite are taken according to Table 3. The raw materials are then mixed thoroughly. The prepared mixture is blended by using a twin screw extruder of model TSJ-35 A by Ningbo Thaison Mold Co. Ltd., at an elevated temperature of 150–160 °C rotating at 60 rpm. The composites are fabricated through a static compression molding technique at the applied pressure of 100 bar for about 15–20 min. The specimen is allowed to cool at ambient conditions for about 1 h and is removed from the mold. The developed samples are then surface finished as shown in Fig. 4a–f and are made to cut as per the required dimension for further characterizations.

Process flow chart for the development of composite samples

Images of samples a LDPE80C20, b LDPE80J20, c PP80C20, d PP80J20, e HDPE80C20, and f HDPE80J20
Characteristics of the composites
The evaluation of the physical, mechanical, and tribological properties is important to understand the workability of the composites. In the present study, the investigations for the density, water absorption, compressive strength, flexural strength, sliding wear, and three-body abrasives wear at different conditions of loads and sliding speed are carried out.
Physical characterization
Density and water absorption are the considered physical properties for investigation in the study. The density of composite is a measure of the degree of tightness of the compositions. It is an important factor in providing the dimensional stability of the composites. The density (ρ) is calculated as per the American Society for Testing and Materials (ASTM) D792 standard test for density of composites. The sample is immersed in a standard liquid, i.e., water which experiences an upwards thrust due to buoyancy that is equal to the weight of the liquid displaced. The weight is measured by employing a laboratory Mettler Teledo balance of JL6001GE/A having an accuracy 0.1 g. The density of the sample is calculated by using the given Eq. (1). The water absorption denotes the moisture content or the degree of internal porosity. The test is required to establish the suitability of a structural materials at ambient conditions. The evaluation for water absorption (\({W}_{a}\)) of the composites samples is performed by following the ASTM D570 standard test for water absorption. The procedure starts with the calculation of the dried weight (\({W}_{\mathrm{dry}}\)) of sample by using an accurate weighting balance with accuracy 0.0001 g. The sample is then immersed in water for about 24 h and reweighted using the same instrument which gives the weight wet (\({W}_{\mathrm{wet}}\)) of the sample. The percentage of water absorption is then calculated by using the given below Eq. (2).
Where,
- ρ:
-
Density of the sample
- \(A\) :
-
Weight of sample in air
- \(B\) :
-
Weight of sample in liquid
- \({\rho }_{o}\) :
-
Density of the liquid
- \({\rho }_{L}\) :
-
Density of the air
Mechanical characterization
The investigation of the mechanical properties is important to understand the response of the composite against external forces. By keeping this in view, in the present study, the evaluation of the compressive strength and flexural strength is carried out. The compressive strength denotes the strength of material against an external compressive load, while the flexural strength denotes the strength of materials under a bending load. The evaluation of the compressive strength and flexural strength of the developed samples is carried out according to the ASTM C648 and ASTM C1161 standard tests, respectively. The compression test is performed by employing a hydraulic digital automatic compression testing machine (CTM) of model HLM 592 by Heico of 1000 KN. The specimens of size 40 × 40 × 40 (mm) is placed between the two parallel plates. A compressive load with the displacement rate of 0.1 mm/s is applied gradually; as the fracture point is observed, the maximum load is recorded which is divided by the cross-sectional area to give the compressive strength of the sample. A similar procedure followed the evaluation of flexural strength of the sample where a hydraulic universal testing machine (UTM) of model universal testing electronic (UTE) 10 build by Instron India Pvt. Ltd. with a capacity of 100 kN is employed. The three-point bending load with loading rate of 0.15 kN/s is applied to the tested specimen of dimensions 75 × 40 × 25 (mm); as the fracture point is reached, the maximum load is recorded and is divided by the cross-sectional area to give the flexural strength of the sample.
Tribological characterization
The tribological characterization is performed by conducting the three-body abrasive wear test. The loss in volume (cm3) gives the measure of the abrasive wear. The abrasion wear is calculated under the conditions of different loads and sliding speeds. The dry-sand rubber wheel apparatus of TR-50 by ducom India Pvt. Ltd. as schematically illustrated in Fig. 5a is employed for the evaluation of abrasive wear. Dry-sand rubber wheel apparatus is designed by following the ASTM G65 standard test for abrasive wear is provided with a loading lever having a loading ratio of 2:3 and an initial load of 3.5 kg for loading the wheel. The test specimen is made to fix on the sample holder as shown in Fig. 5b and a rubber wheel of chlorobutyl of 228.6 mm in diameter rotates against the tested sample. The silica sand of American Foundry Society (AFS) 60 standard flows between the rubber wheel and test specimen at a flow rate of 50–500 g/min. The load on the wheel is calculated by using the given Eq. (3). Here, the abrasion wear is calculated under the conditions of five different loads of 34.335, 56.898, 68.719, 79.461, and 90.742 (N) by using Eq. (4) at a constant wheel rotation of 30 rpm. Similarly, the test is performed by varying the rotational speed of the wheel to 45, 60, 75, 90, and 120 (rpm) which gives the sliding speed \((vR)\) to 0.5388, 0.7184, 0.8980, 1.0776, and 1.4369 (m/s), respectively, at a fixed load of 56.898 N.

Dry abrasion tester: a Schematic diagram b during test
Results and discussions
In this section, the results are summarized and the detailed discussions for the experimental evaluations of the considered properties are provided.
Characterizations of fibers
The SEM images of the untreated and treated coconut fibers are given in Fig. 6 a and b, respectively. The SEM image of the untreated coconut fibers observed debris adhering over the surface of the fibers because the untreated coconut fibers is layered with non-cellulosic material. Moreover, the treatment of the coconut fibers completely removes the wax, pectin, lignin, and hemicelluloses present over the surface of the coconut fibers as shown in Fig. 6b. It is confirmed that the removal of the superficial layer (parenquimas cells) increases the area of contact between the exposition of fibrils (re-entrance) and globular marks (salience) which increase the surface roughness of fibers consequently, the adhesion between the matrix and fiber.

SEM images of the coconut fiber: a untreated; b treated
A similar observation for the jute fiber shows different foreign substances adhering over the surfaces of the untreated jute fibers as shown in Fig. 7a. The chemical treatment of the jute fiber completely removes the foreign particles; as a result, the surface becomes cleaner and rougher as shown in Fig. 7b which facilitates the bonding reactions and provides mechanical interlocking between the matrix and fiber.

SEM images of the jute fiber: a untreated; b treated
Density and water absorption
The resulted values of the physical properties of the developed composites are given in Table 4 which shows that density of the samples varies inversely with water absorption without any regularity in the behavior which can be verified by the correlation coefficient (r) of −0.7159 as given in Fig. 8. The densities of the developed composites are in the range of 0.842–1.603 g/cm3 with the values of 0.842, 0.905, 0.991, 1.069, 1.528, and 1.603 g/cm3 for the composites as LDPE80C20, LDEPE80J20, PP80C20, PP80J20, HDPE80C20, and HDPE80C20, respectively. The minimum density is observed for the composite LDPE80C20, whereas the composite HDPE80J20 gives the maximum density. The density of the composites can be correlated with the density of the matrix and fiber; therefore, an increasing trend for the density of composites with the density of the matrix, i.e., LDPE > PP > HDPE and fibers is obtained. The density of the neat LDPE, HDPE, and PP samples are in the ranges of 0.8–0.9, 0.90–0.91, and 0.94–0.96 (g/cm3), respectively, whereas the densities of fiber-reinforced composites neat LDPE, HDPE, and PP samples are in the ranges of 0.842–0.9, 0.99–1.06, and 1.52–1.60 g/cm3, respectively; therefore, an improvement in density of composites with fiber reinforcement is observed and correlates with earlier observations reported in the studies (Acquavia et al. 2021; Pedersen and Conti 2017). Moreover, Fig. 9 clearly shows that for a given type of matrix, the replacement of the coconut fibers by the jute fibers increases the density of the composites due to the higher density of the jute fibers. The SEM image of the pure HDPE matrix and a composite with 20% volume fraction of coconut fibers and HDPE are given in Fig. 10 a and b, respectively. The presence of bubbles on the surface is evident by comparing the bobble-free pure matrix as shown in Fig. 10a with the bobble on the composite in Fig. 10b. The porosity is justified by the presence of bubbles in the composites associated with the release of gases during the molding process of the composites.

Coefficient of correlation between density and water absorption

Density of the composites

SEM images of the surface: a pure HDPE matrix; b HDPE reinforced with 20 wt% of coconut fiber
The percentage of water absorption of the composites is in the range of 0.2022–1.4564. The minimum and maximum percentages of \({W}_{a}\) are found to be 0.2022 and 1.4564, respectively. The plots of the water absorption given in Fig. 11 indicate that the composite LDPE80J20 results in maximum water absorption, whereas the composite HDPE80J20 gives the minimum water absorption. The value of \({W}_{a}\) of the developed composites behaves inversely with the density of the composites except for the composite LDPE80C20 due to the interconnectivity between the surface and internal pores. The decrease in water absorption with low density of matrix for LDPE80C20 could be attributed due to the less surface porosity and absence of interconnectivity between the pores on the surfaces and internal pores. Moreover, the composite with matrices as PP and HDPE gives a higher value for \({W}_{a}\) with coconut fibers as compared to the jute fibers which are due to the degradation in the binding and adhesions with the matrix. It is observed that for the developed composite, the water absorption is less than 5%; therefore, the developed composite satisfies the standard ASTM D570 of water absorptivity for floor tiles. The test for water absorption establishes the suitability of the developed composites in different ambient conditions. The combined effects of matrix and fibers fill up the internal pores and provide a good water absorption for the developed composites; the behavior is quite similar to the earlier observations (Abdulkareem and Adeniyi 2018; Alshahrani and Prakash 2022a).

Water absorption (%) of the composite samples
Mechanical strength
The resulted values of the mechanical strength are summarized in Table 5. Figure 12 indicates the value of the correlation coefficient between the compressive strength and flexural strength is 0.9955. Therefore, the behaviour of compressive strength is quite similar to the behaviour of flexural strength for the developed composite samples. Moreover, the mechanical strength is correlated with the density of the samples with correlation coefficient of 0.9795 as illustrated in Fig. 13. The mechanical strength of the developed composites is influenced by the compositions and is agreeable to as reported in the literature (Soni et al. 2022a, b). The compressive and flexural strength are found in the ranges of 18.59–40.10 (MPa) and 6.03–10.04 (MPa), respectively. The values of compressive strength and flexural strength are found to 20.75, 18.59, 26.27, 23.46, 40.10, and 37.09 (MPa), and 6.21, 6.03, 7.18, 6.86, 10.04, and 9.77 (MPa), respectively, for the composites LDPE80C20, LDPE80J20, PP80C20, PP80J20, HDPE80C20, and HDPE80J20, respectively. The tendency of crack formation increases due to the bending load which lowers the bending strength of the composite. The composite HDPE80C20 obtained a maximum compressive strength and flexural strength of 40.10 MPa and 10.04 MPa, respectively. The plots for the mechanical strength are given in Fig. 14 which shows that the mechanical strength increases with the density of the matrix and follows the sequence as LDPE > PP > HDPE. Moreover, a higher mechanical strength for the composites with the incorporation of the coconut fibers as compared to the jute fibers for the given matrices is observed. It could be inferred from the results of mechanical strength that due to the sufficient fraction of matrix, the fibers are completely encapsulated by the matrix and mechanically bonded which provides a good adhesion, therefore enhances the mechanical strength of the composite. Figure. 15 a–f gives the images of the fractured samples due to an external compressive load which shows a considerable deformation in the LDPE composites before fracture. The high elasticity possessed by the LDPE could be the possible cause for higher deformation of LDPE composites as shown in Fig. 15a, b when compared to the PP and HDPE composites. The deformation decreases for the PP composites due to increase in elasticity as shown in Fig. 15b, c; accordingly, the deformation is further reduced for HDPE composites as shown in Fig. 15d, f. Moreover, the severity of the fractures increases with the density of the composite. The images of the fracture samples due to bending load are given in Fig. 16a–f which shows that for the developed PP and HDPE composites, the fibers break and pulled out without any deformations of the samples as shown in Fig. 16 c, d and e, f, whereas no pulling of fibers is observed in LDPE composites as shown in Fig. 16a, b. The comparative analyses for the mechanical strength of fiber-reinforced composite against neat plastics showed an improvement in the mechanical performances by 37%, 39%, and 43% for the LDPE, PP, and HDPE composites with the reinforcement of natural fibers (Ashir et al. 2019; Pešić et al. 2016). The study of the mechanical strength establishes that the incorporation of natural fibers improves the mechanical strength of the matrix; as a result, the developed composites can be satisfactorily used as structural materials such as floor tiles and pavements in non-traffic areas of public places.

Coefficient of correlation between compressive and flexural strength

Coefficient of correlation between density and flexural strength

Mechanical strength of the composites

Images of fractured samples due to compression: a LDPE80C20; b LDPE80J20; c PP80C20; d PP80J20; e HDPE80C20; f HDPE80J20

Images of fractured samples due to bending: a LDPE80C20; b LDPE80J20; c PP80C20; d PP80J20; e HDPE80C20; f HDPE80J20
Three-body abrasive wear
The resulted values of the abrasive wear under the given load conditions are summarized in Table 6 and plotted as Fig. 17. It is observed that the volume losses (cm3) due to abrasion are correlated with the mechanic strength with correlation coefficient of 0.8943 as indicated in Fig. 18, and increase with the applied loads. However, an irregularity in the abrasive wear behavior with load for the LDPE composites is observed. The higher elasticity possessed by the LDPE as compared to PP and HDPE could be the possible cause for this irregular behavior. The minimum and maximum abrasive wear are found to be 0.002375 and 0.20015 cm3 for the LDPE80C20 and HDPE80J20, respectively. The sufficient elasticity of LDPE matrix and strength of the jute fibers provides a good strength; also, the load being insufficient to cause fiber fracture thus favors the condition for the minimum abrasive wear. Conversely, the high load and poor elasticity of the matrix support the condition for maximum abrasive wear. The comparative analysis of the abrasive wear under the given loads of 34.335, 56.898, 68.719, 79.461, and 90.742 (N) found the minimum values of abrasive wear to be 0.002375, 0.01306, 0.02968, 0.023745, and 0.01987 cm3, respectively, whereas the maximum values of abrasive wear were found to be 0.040529, 0.09353, 0.13655, 0.164608, and 0.20015 cm3, respectively. The observation clears that the abrasive wear is significantly influenced by the applied load conditions and varies with compositions. It could be inferred from the results that for a given load condition and type of fiber reinforcement, the abrasive wear increases with the density of the plastic, i.e., matrix and follows the sequences as LDPE > PP > HDPE. The increase in hardness of the composites due to the high density of the matrix decreases the elasticity of the composite, and the material is removed by deboning of fibers without any plastic deformation, therefore increases the wear rate of the composites. The observation for the volume losses as abrasive wear with fibers reinforcement revealed that for a majority of the samples, the abrasive wear increases with the replacement of coconut fibers by jute fibers due to the poor strength of the coconut fibers. Figure 19 a–f give the images of the worn surfaces due to abrasive wear which shows the presence of parallel groves with increased depth of cut at the center of the worn-out area. Moreover, the worn area which comprises three major zones includes a short entrance zone, a center zone, and an exit zone. The depth of cut increases from the entrances zone attains its maximum value at the center zone and then decreases gradually at the exit zone. The observation shows a non-uniformity of the pressure distribution during abrasive wear with a maximum value of pressure at the center of the worn-out area. It can be establish that the abrasive wear is a complex interaction of several forces associated with material characteristics and the response of the materials during abrasive wear. Furthermore, sliding, extrusion, fiber deboning, and fiber peeling can be identified as the possible wear mechanisms. Figure 20 a–c show the optical images of the worn out surfaces of coconut fibers reinforced with LDPE, PP, and HDPE samples at high load condition which shows the extrusion of fibers and deformation of matrix increase at high load conditions. Moreover, due to lesser elasticity of the PP and HDPE as compared to the LDPE increases, the fiber peeling therefore increases the abrasive wear and satisfies Fig. 17.

Abrasive wear of the composites at different loads

Coefficient of correlation between abrasive wear and mechanical strength

Images of worm out surfaces: a LDPE80C20; b LDPE80J20; c PP80C20; d PP80J20; e HDPE80C20; f HDPE80J20

Optical images of the worn surfaces at 90.742 N: a LDPE80C20; b PP80C20; c HDPE80C20
The abrasive wear is calculated under the condition of different speeds of 45, 60, 75, 90, and 120 rpm. The resulted values are summarized in the Table 7 and plotted in Fig. 21. The values of abrasive wear are found to vary from 0.01987 to 0.39593 cm3. The minimum value of abrasive wear at the wheel rotation of 45, 60, 75, 90, and 120 rpm are found to be 0.01987, 0.02649, 0.04392, 0.05580, and 0.06411 cm3, whereas the maximum values for abrasive wear are 0.12354, 0.16941, 0.20576, 0.27746, and 0.39593 cm3, respectively. It is observed that for the developed composites, the volume losses increase with the rotational speeds; however, a slight irregularity in behavior for the PP composites is observed as the rotational speed increases from 75 to 90 rpm. The higher density of PP as compared to the LDPE reduces the elasticity of the composite, and sufficient speed increases the adhesion between the matrix and fibers, therefore decreases the abrasives wear of PP composites with an increase in the speed from 75 to 90 rpm. Further, an increase of speed to 120 rpm increases the abrasive wear of the PP composites due to the deboning of fibers. The observation for the abrasive wear with fiber replacement shows that for the developed composite samples, the abrasive wear decreases with the replacement of coconut fibers by jute fibers at low speeds of 45 and 60 rpm; the typical characteristics of the fibers could be the possible cause for the improvement in wear performances. The optical images of the worn-out surfaces at 45 and 120 rpm for the coconut fiber–reinforced composites in LDPE, PP, and HDPE matrices are given in Fig. 22a–f. The morphological analysis of the worn-out surfaces reveals that the abrasion takes due to micro-cutting, fiber deboning, fiber breaking, etc., which could be considered as a possible wear mechanism. The severity of the wear and the depth of cut increase at high speed.

Abrasive wear of the composites at different speeds

Optical images of the worn surfaces (a) LDPE80C20 at 45 rpm (b) LDPE80C20 at 120 rpm
The ranges of abrasive wear for the LDPE, PP, and HDPE sample reinforced with fibers under the given load conditions are found to be 0.002375–0.044155, 0.019641–0.13117, and 0.038592–0.20015 cm3, respectively, whereas the ranges of abrasive wear for neat LDPE, PP and HDPE under a similar load conditions are found to be 0.05949–0.23796, 0.03095–0.09287, and 0.041744–0.14733 cm3, respectively. A similar observation for abrasive wear under the given speeds found the ranges of abrasives wear of neat LDPE, PP, and HDPE samples to 0.05949–0.11898, 0.03095–0.21670, and 0.07366–0.19644 cm3, respectively, whereas the reinforcement of fibers gives the ranges of abrasive wear to 0.01987–0.12032, 0.05611–0.29160, and 0.11839–0.39593 cm3, respectively. The observation clears that abrasive wear performances improve with the reinforcement of fibers and are agreeable with the in the earlier studies (Omrani et al. 2016; Soni et al. 2022a, b).
The analysis of the abrasive wear at the given conditions of load and speed establishes that the abrasive wear is influenced significantly by the test conditions. Moreover, the physico-mechanical characteristics of materials and the response of materials against the encountering forces affect the abrasive wear performance of the composite materials. The investigation for the volume loss of materials due to abrasive wear is satisfactory for applications as structural materials. A good correlation between the experimental results with the morphologies of the worn-out surface is observed. The study establishes that the incorporation of fibers at suitable fractions improves the abrasive wear performances of the fiber-reinforced polymeric composites.
(c) PP80C20 at 45 rpm (d) PP80C20 at 120 rpm (e) HDPE80C20 at 45 rpm (f) HDPE80C20 at 120 rpm
Conclusions and future scope
Sustainable polymer–based composites are demanding and attractive materials to deal with the issues of plastic waste management. The research is a corner stone of the core contemporary of the circular economy. Convincingly, the research explored the potential of waste plastics and natural fibers for the development of fiber-reinforced polymeric composites. The recycling of waste plastics for sustainable composites under the given compositions and tribological characterizations under a wide ranges of test conditions is the key novelty of the research. The physical, mechanical, and tribological properties of the developed coconut and jute fiber reinforced with waste plastics as polymeric composite materials are evaluated. SEM images of the fibers observe roughness over the surface of the fiber making it a suitable reinforcement in thermo-plastics. The coconut and jute fibers maintained their tendency to fill up the voids even after the amalgamation with thermoplastics at elevated temperatures which enables their tendency to improve the density of the mixture.
The silent conclusions that can be drawn from the extensive experimental evaluation can be given as follows:
-
The maximum and minimum densities of the composites are found as 1.603 and 0.842 g/cm3, respectively. Moreover, the density of the composites increases with the density of the matrix and with the replacement of coconut fiber by jute fibers.
-
The optimum percentage of water absorption is 1.4564 for the composite LDPE80J20. Moreover, for the developed composite samples, the percentage of water absorption is less than 5; therefore, the developed composites will perform satisfactory in dry, wet, and humid conditions.
-
The compressive strength and flexural strength are in the ranges of 18.59–40.1 MPa and 6.03–10.4 MPa, respectively. The morphology analysis of the fractured surface due to compressive load observed the crushing of the matrix due to compressive load, whereas the deformation of the matrix and pulling out of the fibers are observed under the flexural load.
-
The volume loss due to abrasive wear increases with the applied loads and speeds. However, an irregularity in behavior with the test conditions is observed. The dependency of the abrasive wear with the encountering forces and physico-mechanical characteristics of composites has enhanced the complexity of the abrasive wear.
-
Sliding, extrusion, micro-cutting, micro-ploughing, etc., are observed over worn-out surfaces of the samples which can be considered as possible wear. Moreover, a good correlation between the wear mechanisms with the properties of the composites is observed.
-
The optical images of the fractured sample due to compressive and bending loads observed fiber pulling, matrix cracks, and breaking of fiber for the PP and HDPE, whereas the quite elasticity of the LDPE decreases the fiber pulling for the LDPE samples.
The study found that the developed composites will be an alternative to conventional building material as floor tiles, pavement, and blocks due to enhanced workability and availability. Moreover, the results of the tribological characterizations established that the developed green composites can have an industrial applications where the concern for tribological performance is of extreme importance. The large-scale production and application of the developed sustainable composites will serve humanity by providing a better solution to the environmental hazards caused due to the mismanagement of waste plastics. The research has a limitation of the compositions and characterizations, and identifies a need to overcome the impediments to durability in extreme conditions which affect the life and performances of natural fiber–reinforced polymeric composites.
Data availability
All the data generated or analyzed during the study are included in this article.
References
Abdulkareem SA, Adeniyi AG (2018) Tensile and water absorbing properties of natural fibre reinforced plastic composites from waste polystyrene and rice husk. ABUAD J Eng Res Dev 1(2):199–204
Acquavia MA, Pascale R, Martelli G, Bondoni M, Bianco G (2021) Natural polymeric materials: A solution to plastic pollution from the agro-food sector. Polymers 13(1):158
Adeniyi AG, Onifade DV, Ighalo JO, Adeoye AS (2019) A review of coir fiber reinforced polymer composites. Compos Part B: Eng 176:107305
Akter N, Saha J, Das SC, Khan MA (2018) Effect of bitumen emulsion and polyester resin mixture on the physico-mechanical and degradable properties of jute fabrics. Fibers 6(3):44
Alaaeddin M, Sapuan S, Zuhri M, Zainudin E, Al-Oqla FM (2019) Polymer matrix materials selection for short sugar palm composites using integrated multi criteria evaluation method. Compos Part B: Eng 176:107342
Alimba CG, Faggio C (2019) Microplastics in the marine environment: current trends in environmental pollution and mechanisms of toxicological profile. Environ Toxicol Pharmacol 68:61–74
Al-Oqla FM, Hayajneh MT, Fares O (2019) Investigating the mechanical thermal and polymer interfacial characteristics of Jordanian lignocellulosic fibers to demonstrate their capabilities for sustainable green materials. J Clean Prod 241:118256
Alshahrani H, Prakash VA (2022a) Mechanical, fatigue and DMA behaviour of high content cellulosic corn husk fibre and orange peel biochar epoxy biocomposite: a greener material for cleaner production. J Clean Prod 374:133931
Alshahrani H, Prakash VA (2022b) Thermal, mechanical and barrier properties of rice husk ash biosilica toughened epoxy biocomposite coating for structural application. Prog Org Coat 172:107080
Amobonye A, Bhagwat P, Singh S, Pillai S (2021) Plastic biodegradation: frontline microbes and their enzymes. Sci Total Environ 759:143536
Andrew JJ, Dhakal H (2022) Sustainable biobased composites for advanced applications: recent trends and future opportunities—a critical review. Compos Part C: Open Access 7:100220
Ashir M, Nocke A, Cherif C (2019) Development and mechanical properties of adaptive fiber-reinforced plastics. J Ind Textiles 48(6):1081–1096
Ayyildiz E (2022) Fermatean fuzzy step-wise weight assessment ratio analysis (SWARA) and its application to prioritizing indicators to achieve sustainable development goal-7. Renew Energy 193:136–148
Begum S, Fawzia S, Hashmi M (2020) Polymer matrix composite with natural and synthetic fibres. Adv Mater Proc Technol 6(3):547–564
Bernatas R, Dagréou S, Despax-Ferreres A, Barasinski A (2021) Recycling of fiber reinforced composites with a focus on thermoplastic composites. Clean Eng Technol 5:100272
Chakraborty S, Saha AK (2022) Selection of optimal lithium ion battery recycling process: a multi-criteria group decision making approach. J Energy Storage 55:105557
Chegdani F, El Mansori M, Bukkapatnam ST, El Amri I (2020) Thermal effect on the tribo-mechanical behavior of natural fiber composites at micro-scale. Tribol Int 149:105831
Chegdani F, Takabi B, El Mansori M, Tai BL, Bukkapatnam ST (2020) Effect of flax fiber orientation on machining behavior and surface finish of natural fiber reinforced polymer composites. J Manuf Processes 54:337–346
Chen Y, Ma Y, Yin Q, Pan F, Cui C, Zhang Z, Liu B (2021) Advances in mechanics of hierarchical composite materials. Compos SciTechnol 214:109870
Das SC, Paul D, Fahad MM, Das MK, Rahman GS, Khan MA (2018) Effect of fiber loading on the mechanical properties of jute fiber reinforced polypropylene composites. Adv Chem Eng Sci 8(4):215–224
Das SC, Paul D, Grammatikos SA, Siddiquee MA, Papatzani S, Koralli P, Khan RA (2021) Effect of stacking sequence on the performance of hybrid natural/synthetic fiber reinforced polymer composite laminates. Compos Struct 276:114525
Dawit JB, Regassa Y, Lemu HG (2020) Property characterization of acacia tortilis for natural fiber reinforced polymer composite. Res Mater 5:100054
Dicker MP, Duckworth PF, Baker AB, Francois G, Hazzard MK, Weaver PM (2014) Green composites: a review of material attributes and complementary applications. Compos Part A: Appl Sci Manuf 56:280–289
Ding L, Han X, Cao L, Chen Y, Ling Z, Han J, Jiang S (2022) Characterization of natural fiber from manau rattan (Calamus manan) as a potential reinforcement for polymer-based composites. J Bioresources Bioprod 7(3):190–200
Dittenber DB, GangaRao HV (2012) Critical review of recent publications on use of natural composites in infrastructure. Compos Part A: Appl Sci Manuf 43(8):1419–1429
El-baky A (2017) Evaluation of mechanical properties of jute/glass/carbon fibers reinforced hybrid composites. Fibers Polymers 18(12):2417–2432
Faruk O, Bledzki AK, Fink H-P, Sain M (2012) Biocomposites reinforced with natural fibers: 2000–2010. Progress Polymer Sci 37(11):1552–1596
Gupta MK, Ramesh M, Thomas S (2021) Effect of hybridization on properties of natural and synthetic fiber-reinforced polymer composites (2001–2020): A review. Polym Compos 42(10):4981–5010
Habibi M, Laperrière L, Mahi Hassanabadi H (2019) Replacing stitching and weaving in natural fiber reinforcement manufacturing, part 1: mechanical behavior of unidirectional flax fiber composites. J Nat Fibers 16(7):1064–1076
Han X, Ding L, Tian Z, Wu W, Jiang S (2021) Extraction and characterization of novel ultrastrong and tough natural cellulosic fiber bundles from manau rattan (Calamus manan). Ind Crops Prod 173:114103
Hwang CL, Tran VA, Hong JW, Hsieh YC (2016) Effects of short coconut fiber on the mechanical properties, plastic cracking behavior, and impact resistance ofcementitious composites. Construct Build Mater 127:984–992
Ilyas R, Zuhri M, Aisyah H, Asyraf M, Hassan S, Zainudin E, Jumaidin R (2022) Natural fiber-reinforced polylactic acid, polylactic acid blends and their composites for advanced applications. Polymers 14(1):202
Jawalkar CS, Kant S (2022) Critical review on chemical treatment of natural fibers to enhance mechanical properties of bio composites. Silicon 14(10):5103–5124
Khalil HA, Aprilia NS, Bhat A, Jawaid M, Paridah M, Rudi D (2013) A Jatropha biomass as renewable materials for biocomposites and its applications. Renew Sustain energy Rev 22:667–685
Khan Z, Yousif B, Islam M (2017) Fracture behaviour of bamboo fiber reinforced epoxy composites. Composites Part B: Eng 116:186–199
Komal UK, Lila MK, Singh I (2020) PLA/banana fiber based sustainable biocomposites: A manufacturing perspective. Composites Part B: Engineering 180
Law KL (2017) Plastics in the marine environment. Ann Rev Mar Sci 9:205–229
Law KL, Starr N, Siegler TR, Jambeck JR, Mallos NJ, Leonard GH (2020) The United States’ contribution of plastic waste to land and ocean. Sci Adv 6(44):eabd0288
Lopes MDM, de Souza Pádua M, de Carvalho JPRG, Simonassi NT, Lopez FPD, Colorado HA, Vieira CMF (2021) Natural based polyurethane matrix composites reinforced with bamboo fiber waste for use as oriented strand board. J Mater Res Technol 12:2317–2324
Miliket TA, Ageze MB, Tigabu MT, Zeleke MA (2022) Experimental characterizations of hybrid natural fiber-reinforced composite for wind turbine blades. Heliyon 8(3):e09092
Mishra R, Wiener J, Militky J, Petru M, Tomkova B, Novotna J (2020) Bio-composites reinforced with natural fibers: comparative analysis of thermal, static and dynamic-mechanical properties. Fibers Polymers 21(3):619–627
Mohanty AK, Vivekanandhan S, Pin J-M, Misra M (2018) Composites from renewable and sustainable resources: challenges and innovations. Science 362(6414):536–542
Mutezo G, Mulopo J (2021) A review of Africa’s transition from fossil fuels to renewable energy using circular economy principles. Renew Sustain Energy Rev 137:110609
Nampitch T (2021) Mechanical, thermal and morphological properties of polylactic acid/natural rubber/bagasse fiber composite foams. Res Mater 12:100225
Nayab-Ul-Hossain A, Sela SK, Sadeque SB (2019) Recycling of dyed fiber waste to minimize resistance and to prepare electro thermal conductive bar. Res Eng 3:100022
Nayab-Ul-Hossain A, Sela SK, Hasib MA, Alam MM, Shetu HR (2022) Preparation of graphene based natural fiber (Jute)-synthetic fiber (Glass) composite and evaluation of its multifunctional properties. Compos Part C: Open Access 9:100308
Omrani E, Menezes PL, Rohatgi PK (2016) State of the art on tribological behavior of polymer matrix composites reinforced with natural fibers in the green materials world. Eng Sci Technol Int J 19(2):717–736
Patnaik TK, Nayak S (2018) Development of silicon carbide reinforced jute epoxy composites: physical, mechanical and thermo-mechanical characterizations. Silicon 10(1):137–145
Pedersen TH, Conti F (2017) Improving the circular economy via hydrothermal processing of high-density waste plastics. Waste Manag 68:24–31
Pešić N, Živanović S, Garcia R, Papastergiou P (2016) Mechanical properties of concrete reinforced with recycled HDPE plastic fibres. Construct Build Mater 115:362–370
Rahman MR, Huque MM, Islam MN, Hasan M (2008) Improvement of physico-mechanical properties of jute fiber reinforced polypropylene composites by post-treatment. Compos Part A: Appl Sci Manuf 39(11):1739–1747
Rajesh M, Jayakrishna K, Sultan M, Manikandan M, Mugeshkannan V, Shah A, Safri S (2020) The hydroscopic effect on dynamic and thermal properties of woven jute, banana, and intra-ply hybrid natural fiber composites. J Mater Res Technol 9(5):10305–10315
Ramlee NA, Jawaid M, Zainudin ES, Yamani SAK (2019) Tensile, physical and morphological properties of oil palm empty fruit bunch/sugarcane bagasse fibre reinforced phenolic hybrid composites. J Mater Res Technol 8(4):3466–3474
Rehman MM, Zeeshan M, Shaker K, Nawab Y (2019) Effect of micro-crystalline cellulose particles on mechanical properties of alkaline treated jute fabric reinforced green epoxy composite. Cellulose 26(17):9057–9069
Sajin J, Paul RC, Binoj J, Mansingh BB, Selvan MGA, Goh KL, Saravanan MS (2022) Impact of fiber length on mechanical, morphological and thermal analysis of chemical treated jute fiber polymer composites for sustainable applications. Curr Res Green Sustain Chem 5:100241
Sanivada UK, Mármol G, Brito F, Fangueiro R (2020) PLA composites reinforced with flax and jute fibers—a review of recent trends, processing parameters and mechanical properties. Polymers 12(10):2373
Sanjay M, Siengchin S, Parameswaranpillai J, Jawaid M, Pruncu CI, Khan A (2019) A comprehensive review of techniques for natural fibers as reinforcement in composites: preparation, processing and characterization. Carbohydrate Polymers 207:108–121
Sanvezzo PB, Branciforti MC (2021) Recycling of industrial waste based on jute fiber-polypropylene: manufacture of sustainable fiber-reinforced polymer composites and their characterization before and after accelerated aging. Ind Crops Prod 168:113568
Selver E, Ucar N, Gulmez T (2018) Effect of stacking sequence on tensile, flexural and thermomechanical properties of hybrid flax/glass and jute/glass thermoset composites. J Ind Textiles 48(2):494–520
Selver E, Dalfi H, Yousaf Z (2022) Investigation of the impact and post-impact behaviour of glass and glass/natural fibre hybrid composites made with various stacking sequences: Experimental and theoretical analysis. J Ind Textiles 51(8):1264–1294
Senthilkumar K, Saba N, Rajini N, Chandrasekar M, Jawaid M, Siengchin S, Alotman OY (2018) Mechanical properties evaluation of sisal fibre reinforced polymer composites: A review. Construct Build Mater 174:713–729
Soni A, Das PK, Hashmi AW, Yusuf M, Kamyab H, Chelliapan S (2022a) Challenges and opportunities of utilizing municipal solid waste as alternative building materials for sustainable development goals: a review. Sustain Chem Pharm 27:100706
Soni A, Das PK, Yusuf M, Ridha S (2022b) Tribological behavior of particulates reinforced sustainable composites: effect of composition, load, and sliding speed. Sustain Chem Pharm 29:100748
Stamboulis A, Baillie C, Peijs T (2001) Effects of environmental conditions on mechanical and physical properties of flax fibers. Compos Part A: Appl Sci Manuf 32(8):1105–1115
Velenturf AP, Purnell P (2021) Principles for a sustainable circular economy. Sustain Prod Consump 27:1437–1457
Vinod A, Gowda TY, Vijay R, Sanjay M, Gupta MK, Jamil M, Siengchin S (2021) Novel Muntingia Calabura bark fiber reinforced green-epoxy composite: A sustainable and green material for cleaner production. J Clean Prod 294:126337
Xu Y, Adekunle K, Ramamoorthy SK, Skrifvars M, Hakkarainen M (2020) Methacrylated lignosulfonate as compatibilizer for flax fiber reinforced biocomposites with soybean-derived polyester matrix. Compos Commun 22:100536
Zhang S, Hao A, Nguyen N, Oluwalowo A, Liu Z, Dessureault Y, Liang R (2019) Carbon nanotube/carbon composite fiber with improved strength and electrical conductivity via interface engineering. Carbon 144:628–638
Acknowledgements
The authors would like to thank the National Institute of Technology Agartala for providing resources in conducting this research.
Author information
Authors and Affiliations
Contributions
Ashish Soni helped in conceptualization, experimentation, and writing of the manuscript. Pankaj Kumar Das supervised and provided resources and facilities for this work. Sameer Kumar, Biprajit Majumder, Hriddhi Dam, and Vishal Dutta helped in experimentation.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable since there were no human or animal subjects.
Consent for publication
All the authors agree to the submission of manuscript to Environmental Science and Environmental Research (ESPR).
Competing interests
The authors declare no competing interests.
Additional information
Responsible Editor: George Z. Kyzas
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Recycling of waste plastics and agro-wastes for natural fiber–reinforced polymeric composite.
• An innovative and sustainable fiber–reinforced composites for structural applications.
• Tribological characterizations under the different conditions of loads and speeds.
• Contribution towards the attainment of sustainable goals through the development of values added products.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Soni, A., Kumar, S., Majumder, B. et al. Synergy of waste plastics and natural fibers as sustainable composites for structural applications concerning circular economy. Environ Sci Pollut Res 31, 38846–38865 (2024). https://doi.org/10.1007/s11356-023-26365-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-023-26365-y