
Abstract
The usage of waste for the development of sustainable building materials has received an increasing attention in socio-eco-environment spheres. The rice husk ash (RHA) produced during burning of rice husk and the ever-increasing plastic wastes are useless causing detrimental effects on the environment. This research supports the idea of sustainability and circular economy via utilization of waste to produce value-added products. This research explores the potential of waste plastics, RHA, and silica sand as thermoplastic composite materials. The different composite samples were prepared through waste plastics which includes low- and high-density polyethylene and polypropylene with incorporation of RHA and silica sand in proportions. The study investigates the effect of filler/polymer in 30/70, 20/80, and 10/90 (wt. %) on the workability of the developed composite materials. The workability of the composites was found to improve with filler reinforcement. The experimental results showed the maximum density of 1.676 g/cm3 and mechanical strength of 26.39, 4.89, and 3.25 MPa as compressive, flexural, and tensile strengths, respectively. The minimum percentage of water absorption was 0.052%. The wear tests resulted in a minimum abrasive and sliding wear rate of 0.03759 (cm3) and 0.00692 × 10−6 kg/m. The correlations between wear mechanisms and responses were morphologically analyzed. The developed composites verify the feasibility of RHA and plastics waste as a cost effective and environmentally competent product. The results and discussions provided a direction for the future research on sustainable polymeric composite materials.
Graphical abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Rice is considered a staple crop across several countries of the world. The United States Department of Agriculture (USDA) had projected the global production of rice to about 499.37 million metric tons for the year 2018/2019 and it further projects for the year 2019/2020 to 499.31 million metric tons. The global production of rice paddy and rice husk ash (RHA) for the year 2017 is shown in Table 1. The milling of per kilogram of rice leaves about 0.28 kg of rice husk and thus generates a massive quantity of rice husk which is considered an agro-industrial waste, and due to its low bulk density, i.e., 90–150 kg/m3, it occupies a large dry volume. The rough and abrasive surface of rice husk is highly resistant to natural degradation, making the effective treatment of rice husk a challenge to the global countries. The rice husk is being utilized in incineration in several industries and also in the preparation of the silica-based catalysts (Rosdin et al. 2021). The developed methods of energy recovery from rick husk through combustion and gasification release toxic gases due to the incomplete combustion of carbon particles and cause serious environmental problems. Further, it also results in wastage of resources besides generating a huge quantity of RHA. (Liang et al. 2019; Pode 2016; Yaseri et al. 2019). The ratio of husk/paddy is 0.1 by weight and the complete combustion of rice produces 20–25% RHA. A part of the RHA produced is utilized as fertilizing agent while the rest is dumped as landfills which accumulates a considerable quantity of RHA in the environment (Siddika et al. 2018). The utilization of rice husk resources sustainably is a challenge to the nation (Soni et al. 2022). The increasing problem of rice husk ash disposal, concern for environment pollution, and the need of conserving the natural resources had drawn the attention of researchers towards the development of an effective treatment methods for rice husk (Hossain et al. 2021; Vigneshwari et al. 2018; Zhang et al. 2021a, b). The studies had revealed the potential of RHA as a mineral admixture with remarkable performance and promoted the sustainable utilization of RHA. The application of RHA for the development of value-added materials is beneficial from different points of view. A number of resources are being utilized over the life cycle of construction which are responsible for worsening the condition of the surroundings and the peoples. The European Commission reports about half of the total resources and energy consumption are accounted for the construction and building application; this drew the attention of authorities and researchers towards sustainable building materials (European Economic and Social Committee and the Committee of the Regions 2014). Furthermore, the studies had suggested the incorporation or recycling of waste materials as one of the viable approaches to reduce the consumption of resources for building construction (Anuardo et al. 2022; Mulya et al. 2022). The restoration of agriculture waste can advance the sustainability of agricultural sector and assist to improve the environment condition (Maheshwari et al. 2022). In another side, plastics are well known for their notable properties. The distinguishing characteristics of plastics make it a worthy material for application in diverse engineering fields (Jacobsen et al. 2022; Khalid et al .2021; Li et al. 2021; Ojeda 2021). The growing application of plastic products in the technologically driven era is the requirement for polymer-based composite materials with effective properties. Over the past few years, the usage of polymer composites has expended expeditiously due to its efficient properties and economic. The synergy of fillers in polymer-based composite material has gained its importance in research for composite manufacturing industries (Sharifianjazi et al. 2021). The properties of the developed materials were found to improve significantly with the incorporation of fillers (Dhir et al. 2022; Ding et al. 2022; Kishi et al. 2022; Lin et al. 2022). The incorporation of agricultural waste as reinforcement in polymer-based composite materials evolved out prosperous results mainly in mechanical properties (Barczewski et al. 2019; Boopalan et al. 2013; Mazur et al. 2022). The promising accomplishments of agricultural waste as a natural filler extensively encouraged the researcher to articulate advanced polymeric composites, with improved mechanical performance in an economic manner (Chandramohan and Kumar 2017; Patel and Rawat 2017; Rout and Satapathy 2012; Vinayagamoorthy and Rajmohan 2018). The studies report the potential of agro-waste in improving the properties of polymer-based composite material. Amid the agro-waste RHA, it could be a potent natural material as filler. The wear resistance was found to improve with reinforcement of grewia optiva fiber filled with rice husk composites. The higher values of tensile and flexural strength for polymer composites are achieved by reinforcing 5% and 15% of rice husk respectively (Kumar et al. 2017; Zafar and Siddiqui 2018). It is up to the best of the author’s understanding that there is no such work conducted which demonstrates the development of sustainable polymer-based composites by using waste materials and investigates the effects of compositions in different proportions on the workability of the developed product. The research demonstrates the development of eco-friendly thermoplastic composite materials as floor tile. The objective was to enhance the economic viability of the waste products and bring sustainability in the sector of building construction. The study is imperative from socio-eco-environment point of view. The different composite samples are fabricated by utilizing RHA and silica sand as fillers and waste plastics of low- and high-density polyethylene and polypropylene as matrices. The evaluations for the physical, mechanical, and tribological performance are carried out. Moreover, the morphological investigations for the worn surfaces are carried out to explore the possible wear mechanisms. The relationship is provided between the wear behavior and mechanical properties.
Experimental
The present study involves several key parameters that can affect the workability of the developed thermoplastic composite materials. The experimental research is carried out which involves the development of composites with varying filler/polymer ratios; physical characterizations include density and surface structure analysis and evaluation of the physical, mechanical, and tribological properties, i.e., water absorption, compressive strength, flexural strength, tensile strength, sliding wear, and abrasion wear.
Materials
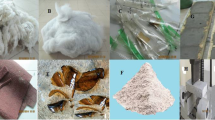
The raw materials as compositions comprise of matrix and fillers. Three distinct forms of plastics such as LDPE, HDPE, and PP are taken as the matrices while rice husk ash and silica sand are the filler materials. The grain size of the silica sand is 600 µm with specific gravity and bulk density of 2.65 and 1730 kg/m3 respectively at atmospheric conditions. The images of raw materials are shown in Fig. 1a-e. The typical properties of the plastics are listed in Table 2. The physical properties and chemical compositions of rice husk ash are listed in Tables 3 and 4 respectively.

Images of the raw materials: a rice husk ash, b sand, c LDPE, d HDPE, e PP
Development of the composites
Figure 2 shows the flow chart of the steps adopted for the development of composites. The process starts with the collection of raw materials. The collected raw materials are mixed as per the proportions given in Table 5. The compositions are melted at an elevated temperature up to their semi-solid state and continuously mixed until a homogenous mixture of plastic, silica sand, and rice husk ash is obtained. The samples were casted through the static compaction technique under a constant pressure of 20.7 MPa. Once the mold is obtained, its surface is finished, and the required dimensions are prepared for the evaluations. Figure 3a-i show the photographic images of the developed composite samples.

Process flow chart for sample preparation

Images of prepared specimens: a LD70R15S15, b LD80R10S10, c LD90R5S5, d HD70R15S15, e HD80R10S10, f HD90R5S5, g PP70R15S15, h PP80R10S10, i PP90R5S5
Physical characterizations
The density of a composite plays an important role in determining the dimensional stability and is the measures of the porosity. The mechanical performance of composites is also influenced by the density of composite materials (Beaumont et al. 2018). The density of the developed composite samples was determined according to ASTM D792 (ASTM standards for density and specific gravity of plastics). The resulted density of the samples is listed in Table 6 and plotted as Fig. 4. The mixture homogeneity of the developed samples was examined through structural analysis with the help of optical microscope of Leica DMI 3000 B. The surface images of the samples are shown as Fig. 5a-i. The obtained images showed that the fillers are completely encapsulated and mechanically bonded into the polymer matrix. The existence of a high concentration of fillers was observed for the samples with 70% of the matrix as shown in Fig. 5a, d, and g. Furthermore, observations for the samples with 80% of matrix showed a decrease of fillers (in Fig. 5b, e, and h) which further decreases with 90% of the matrix as shown in Fig. 5c, f, and i. The polymer segregation was more pronounced with increased fractions of fillers as shown in Fig. 5a, d, and g. The matrix fills up the surface irregularities and holds the filler particles together by forming a substantial interfacial bond. Moreover, as no holes are visible over the surfaces, it clears the complete encapsulation of filler particles with the matrix and provides a good strength at the optimized composition (Sengwa and Dhatarwal 2022). The results of the mechanical failure is attained due to its viscoelastic behavior (Wang and Meng 2021). The behavior is analogous to a study made for elastomeric systems in which the fillers reinforced the matrix by diverting the path of rupture, thus increasing the required energy for crack propagation (Li and Zhou 2021; Ning et al. 2022).

Density of the composites

Optical micrographs of the developed polymeric composite surfaces: a LD70R15S15, b LD80R10S10, c LD90R5S5, d HD70R15S15, e HD80R10S10, f HD90RS5, g PP70R15S15, h PP80R10S10, i PP90R5S5
Experimental evaluations
The workability of a floor tile is determined by different physical, mechanical, and tribological properties. The water absorption is a measure of moisture content and is an important to determine the suitability for use under conditions of wet, dry, or moisture. The mechanical strength as compressive, flexural, and tensile indicates the response of a floor tile against external compressive, bending, and tensile load, respectively. The wear resistance of floor tile indicates the ability to resist material loss, and the floor tiles are subjected to sliding and abrasion wear during application (Yu et al. 2021; Zhang et al. 2021a). This section discusses the procedure and method followed for evaluations of the different properties of the developed floor tile.
Water absorption
The water absorption indicates the moisture content of the material. The test identifies the suitability of thermoplastic composite for its application in different ambient conditions (whether wet or dry). It is given by the difference between the wet and dry weight relative to the dry weight multiplied by 100 to express it as percentage. The sample was kept in an oven for 24 h at 110 °C and allowed to cool. After cooling, the sample is weighted using the Mettler balance; this gives the dry weight of the specimen. The specimen is then submerged in fresh water for 24 h to ensure no formation of bubbles. The specimen was taken out and was cleaned with a cloth then reweighted; this gives the wet weight of the sample. The water absorption (Wa) is calculated as in Eq. (1) according to ASTM D570 (Standard Specification for Concrete Roof Tile 2016). A similar procedure is followed for the calculation of water absorption of the prepared samples.
Compressive strength
In order to study the response of the prepared samples against an external load, the compressive strength of the developed composite samples was determined as per ASTM D695 by using a compression testing machine as shown in Fig. 6a. The specimen was made to places over the flat surface at the center of the pressure plate. The target specimen is loaded gradually as the fracture initiates the value of the load, which is noted. The compressive strength is determined by using the formula given in Eq. (2)
where σc is the compressive strength (N/mm2), Pc is the maximum load on the sample (N), and Ac is the cross-sectional area (mm2).

a Compression testing machine, b pin on disc apparatus, c schematic illustration dry abrasion tester, d specimen during abrasive wear
Flexural strength
The evaluation of flexural strength was carried out according to the standard ASTM C1186-08 (Standard Specification for Flat Fiber-cement Sheets2016). The three-point flexural load was applied to the specimen with the help of UTM of HL 59020. The values for initial and final load and central deflection were recorded. The flexural strength was evaluated using the given Eq. (3). A similar process is repeated for evaluations of flexural strength of all the specimens:
where S is the flexural strength (N/mm2), W is the maximum load in Newton, L is the length in millimeters, b is the width in millimeters, and t is the thickness in millimeters.
Tensile strength
The tensile strength is an indicative of the tolerance of strain before failing and resistance to crack and is an important characteristic of cracking potential. It is evaluated as per ASTM D638 standard test for tensile strength. The cylindrical specimen is having a diameter of 100 mm. The specimen was kept with both the ends fixed and is stretched until failure due to splitting was observed. The tensile strength was determined using the given Eq. (4).
where σt is the tensile strength (N/mm2), Wt is the tensile load in newton (N), b is the breadth in millimeters, and t is the thickness in millimeters.
Sliding wear
The sliding wear rate was evaluated using Pin on disc Tribo tester built by Ducom Instruments Pvt. Ltd. as shown in Fig. 6b. The specimen ball used is of 100 Cr steel having a diameter of 6 mm. The sliding wear evaluation is conducted under the given load of 5 kgf. The rotation of disc is constant at 200 rpm for the test duration of 30 min. The loss in weight loss is obtained by taking the difference between the initial and final weights. The wear rate (kg/meter) is expressed as the weight loss (kilogram) for unit sliding distance (meter).
Abrasion wear
Dry Abrasion Tester TR-50 build by DUCOM Instruments Pvt. Ltd. (an ISO: 9001:2008 certified company) was used for the calculation of abrasive wear and is schematically illustrated in Fig. 6c. The apparatus is based on the ASTM G65 standard test for abrasive wear (standard test method for measuring abrasion using the dry sand/rubber wheel apparatus, 2004) whose design is proposed by Stevenson and Hutchings (Stevenson and Hutchings 1996). The loss of volume gives the values of abrasion wear. The silica sand of grade AFS 60 (250 µm) with values of density and knop hardness of 2.6 g/cm3 and 875 respectively is used as abrasive particles. The specimen (76 × 25.4 × 12.7 mm) was fixed in the sample holder as shown in Fig. 6d and the abrasive sand particles were made to flow over the rotating abrasive wheel of diameter 228.6 mm during the test duration of 60 s. The value of the applied load was evaluated by using the given Eq. (5)
The volume loss (square centimeter) as abrasion was obtained by using Eq. (6) under the load of 5.8 kgf keeping rotational speed of wheel constant at 30 rpm which is equivalent to the sliding speed of 0.3592 m/s.
Results and discussions
Water absorption
The resulted values of water absorption for the developed composite samples are listed in Table 6 which illustrates the values of water absorption (%) for the samples as LD70R15S15, LD80R10S10, LD90R5S5, HD70R15S15, HD80R10S10, HD90R5S5, PP70R15S15, PP80R10S10, and PP90R5S5 to be 0.1996, 0.28653, 0.53418, 0.05238, 0.2909, 0.23952, 0.68434, 0.16366, and 0.11223. Figure 7 indicates that for the prepared LDPE composite samples, the water absorption increases with the fraction of plastic whereas irregular behavior for the water absorption with replacement of plastic was noticed for the HDPE and PP composites. The change in density and void ratio of the composites due to properties of plastic and mixture homogeneity could be the possible cause of such behavior. Moreover, the minimum and maximum values for the water absorption (%) were found to be 0.05283 and 0.68434 for the samples as HD70R15S15 and PP70R15S15 respectively. It was observed that for the LDPE composites, density improves with incorporation of fillers as Fig. 4 depicts which decreases the values of water absorption. The decrease in the water absorption with density is agreeable to the earlier studies (Arman et al. 2021; Atiqah et al. 2017). It is established that the rate of porosity to water depends on the granulometry of fillers and plastic/filler ratio and for the small filler granulometry tends to reduce the porosity (Alam et al. 2018); hence, for the LDPE and HDPE composite samples, the water absorption (%) is minimum for 30% as filler with values to 0.1996 and 0.05283 respectively, whereas the contrary was found for the PP composites due to increase void ratio and enhancement in hydrophilic nature of fabricated material that drastically increases the water absorption (%) for PP70R15S15 to 0.68434. The smaller the pore size, the greater the ability to absorb water and moisture by capillary action. Hence, the water absorption and moisture absorption of the composite increase with higher content of plastics which could be the probable cause for higher water absorption at higher fractions, i.e., 80% of LDPE, HDPE, and PP. The porosity to water reduces with the increase of plastic content; indeed, sand has a high porosity relative to plastics that is why the addition of plastic makes the porosity to fall for the sample as PP90R5S5 and decreases the water absorption to 0.11223%. The acceptable value of water absorption for conventional ceramic floor tiles as per BIS is less than 3%; hence, the developed composite samples satisfy the limit of water absorption. It establishes that the incorporation of RHA reduces the absorptivity of polymeric composites and also the fineness of RHA and pozzolanic activity are the significant factors that ensure the porosity (Agarwal et al. 2019; Nayak et al. 2016). Albano reported that the replacement of the natural aggregate by plastics creates a distinct porosity with uniform distribution (Albano et al. 2009).

Water absorption of the composites
Mechanical strength
The mechanical strength is imperative to withstand the physical forces. The section investigates the compressive, flexural, and tensile strength of the prepared samples.
Compressive strength
Compressive strength has shown its dependency on density, mixture homogeneity, nature of aggregate, and composition. The refinement and loading fraction of filler are the primary factors which affect the compressive strength of the filler-reinforced polymer composites due to their influence on the encountering forces. The values of compressive strength for prepared composite samples are given in Table 7 which indicates the prospect of improvement in the compressive strength of plastic-based composite material with incorporation of suitable fillers. The maximum values of compressive strength for the LDPE, HDPE, and PP composites are found to be 7.5015, 13.2151, and 26.3944 (MPa) for the specimens as LD70R15S15, HD90R5S5, and PP70R15S15 respectively. The plot for the compressive strength is given as Fig. 8 that shows the compressive strength for developed samples is influenced by the content and characteristic of filler and is agreeable to the earlier investigations (Vickers 2017). The weaker strength of the interfacial transition zone between the LDPE and fillers increases the air content and decreases the compressive strength for the LDPE samples. Since plastics have almost no porosity, hence the air accumulates at the interfacial transition zone, which ultimately increases the porosity and reduces the strength of compression (Gao et al. 2021; Liu et al. 2022). An improvement in compressive strength with matrix replacement could be attributed to the strength of adhesion between the matrix and surfaces of neighboring fillers; this subsequent increase in surface area improves the compressive strength. The replacement of LDPE by fillers enhances the compressive strength as a result the specimen as LD70R15S15 gives the maximum value of the compressive strength. Furthermore, for the developed HDPE composite samples, the compressive strength decreases slightly with decrease of fillers from 30 to 20% and significantly from 20 to 10%. The lower strength of the polymers as compared to filler is the cause for the reduction of the compressive strength. Moreover, the observations are agreeable to the earlier studies (Chen et al. 2019; Shin et al. 2022; Xue et al. 2019; Zhong and Zhang 2021). The decrease in compressive strength with fraction of plastics (LDPE, HDPE, and PP) from 70 to 80 wt. % is attributed due to (i) weaker strength of the matrix as compared to the filler and (ii) poor bonding between the matrix and filler (Deo et al. 2010; Khatib and Bayomy 1999).

Compressive strength of the composites
Flexural strength
The flexural strength is defined as the bending strength required to obtain the crack resistance capacity. The resulted value of the flexural strength is shown in Table 7 and is given as Fig. 9. The ranges of flexural strength for LDPE, HDPE, and PP specimens were found to be 0.65535–1.12665, 1.02037–1.88975, and 3.5516–4.89543 (MPa) respectively. The earlier studies had showed the dependency of flexural deformation on the properties of the mixture and bonding strength of the compositions. The enhancement in intermolecular bonding of the constituents could be the possible cause for the improvement in flexural strength (Yao et al. 2018). This can be described by the development of polymeric film around the aggregate. Moreover, the polymer fibers act as an obstructing element for crack propagation. It was observed that the propagation of crack can be considerably restricted by the development of crack in mass. The results show the reduction in the flexural strength with fraction of plastics, i.e., LDPE, HDPE, and PP, from 70 to 80%; the lower values of density are the possible cause for the behavior (Patil et al. 2014). Moreover, the plastics being softer material when compared with fillers thus decrease the flexural strength. Additionally, the low strength of the interfacial transition zone increases the air content and brings down the flexural strength (Choi et al. 2005; Ismail and Al-Hashmi 2010). The observation is similar to Aslani (2016) which reveals that the flexural capacity reduces with increased fraction of the matrix. The study had reported the decrease in flexural performance of the concrete with the incorporation of polymeric matrices due to smooth texture of the polymers and weak bond strength (Ismail and Al-Hashmi 2010). In the present study, an improvement in flexural strength with replacement is noticed due to improved elasticity of the specimen with plastic content. Moreover, under the equal fraction of fillers, the flexural strength improves with HDPE which further improves with PP due to the mechanical strength of the plastics. The observation matches well with the study where the flexural capacity of concrete enhanced considerably with incorporation of RHA (Liang et al. 2022; Reddy et al. 2018).

Flexural strength of the composites
Tensile strength
The tensile strength is correlated with the compressive strength. Therefore, the behavior for the tensile strength with fraction of fillers is like the behavior of the compressive strength. The values of the tensile strength are given in Table 7 which gives the maximum values of the tensile strength for the LDPE, HDPE, and PP samples to be 0.8633, 1.52092, and 3.25659 (MPa) for the specimens as LD70RS15, HD90R5S5, and PP70R15S15 respectively, whereas the minimum values were found to be 0.41713, 0.82106, and 2.26064 (MPa) for the specimens as LD80R10S10, HD80R10S10, and PP80R10S10 respectively. Figure 10 indicates that tensile strength of polymeric composites significantly influences the composition. Moreover, for a given mix category, the replacement level depends on the nature of materials and mixture homogeneity (Andersons and Joffe 2011; Vignesh et al. 2018). The improved compactness due to filling effect of RHA enhances the tensile strength of the developed samples (Kartikeya et al. 2020). The optimum tensile strength for the developed samples at suitable composition attributed to the significant adhesion at filler-matrix interface.

Tensile strength of the composites
Tribological properties
Friction and wear are critical issues for the polymers and polymer-based composites. The section covers the tribological behavior of the developed composites. The evaluations are made for abrasive wear and sliding wear.
Abrasion wear
The calculated values of volume loss (square centimeter) as abrasion wear are listed in Table 8 and plotted as Fig. 11 which indicates a non-linearity for wear. The wear of the HDPE samples increases with wt. % fraction of fillers whereas invariably is observed for LDPE and PP composite samples. Moreover, wear response is influenced significantly by the composition and loading condition which is in tune with the literature (Bandaru et al. 2021; Satti et al. 2017; Umesh et al. 2022). The minimum and maximum values for the volume losses are found to be 0.03759 and 0.09341 (cm3) for the specimens as HD90R5S5 and LD70R15S15 respectively due to the characteristics of the plastics. The results suggest the incorporation of 10 wt. % of fillers with 90 wt. % of HDPE as a suitable composition for the development of composites. The specimen as LD70R15S15 shows the maximum wear due to the insufficient matrix and lesser strength of LDPE compared to HDPE and PP; the combined effect of these factors makes the composite brittle and is likely to crack under stress. The ranges of volume losses as abrasion for LDPE, HDPE, and PP composites are found as 0.05013–0.09341, 0.03759–0.08948, and 0.07446–0.08536 (cm3) respectively. The suitable fraction of fillers provides a better adhesion and enhances wear resistance. The energy barrier increases with reinforcement of filler (Bijwe et al. 1990). The increase in brittleness of the samples due to the inherent brittle nature of RHA indicates fracture as the probable wear mechanism and results in an increased wear rate with wt. % of RHA. Reaction-free interface and good bonding between the matrix and filler are the responsible factors for abrasive wear (Kumar et al. 2022; Sharma et al. 2019). The wear behavior of the samples matches well with the mechanical properties and their behavior under complex forces. The improvement in the wear performance of filler-reinforced polymeric composites attributes to the incorporation of fillers which restricts the development of furrows and improves the surface hardness (Hrabě and Müller 2016). The factors favor the plowing and improve the cutting resistance.

Three-body abrasive wear of the composites
Sliding wear
The obtained values for sliding wear rate (kg/meter) are listed in Table 8 and are given as Fig. 12 which illustrates that the prepared samples exhibit a good wear resistance with irregular behavior for the wear rate. The ranges of sliding wear rate for LDPE, HDPE, and PP samples were obtained as 0.00692–0.01291, 0.02212–0.05311, and 0.0184–0.11846 (10−6 kg/m) respectively. Moreover, the minimum and maximum values for the sliding wear rate were found to be 0.00692 and 0.11846 (10−6 kg/m) respectively. The decreased fraction of filler with significant loads provides a sufficient contact pressure for adhesion which pulled out the fillers from the surface and causes a high wear rate for the specimen as PP90R5S5 (Lin et al. 2020), whereas for the specimen as LD80R10S10, the sufficient amount of fillers provides a complete encapsulation by matrix which improves the hardness of the composites and favors the condition for minimum wear (Fan et al. 2020). It was observed for the HDPE samples that the wear rate increases with the matrix content; the decreased hardness with reduced fraction of sand could be the cause for such behavior (Chang et al. 2013; Wright and Kukureka 2001). Furthermore, under the equal fraction of fillers, the wear rate for the PP samples was found comparatively higher than HDPE and LDPE samples. Moreover, in LDPE samples, the particles are welded back due to elasticity rather than being removed from the contact area which gives the low wear rate for the specimens as LD70R15S15, LD80R10S10, and LD90R5S5.

Sliding wear of the composites
It is observed that under the condition of high load, i.e., 5 kgf, the wear rate is proportional to the fraction of matrix and establishes a good correlation with the previous report. The study revealed that wear increases with loads but the behavior is influenced by material characteristics and interactions of internal forces (Saikia and de Brito 2014). Investigations for the influence of hardness on wear showed that wear decreases significantly with hardness (Li et al. 2006). The macroscopic hardness is characterized by strong intermolecular bonds. The incorporation of silica sand in plastics increases the hardness because of the reinforcement capability of silica sand and decreases sliding wear rate. The wear behavior of a material is complex as the hardness is further influenced by other characteristics (Tseng and Chen 2004).
Morphology of abrasion wear
The combination of the processes such as micro-cutting, micro-plowing, deboning, and fiber peelings is responsible for abrasion wear, thus making the interaction of the abrasive particle and target specimens a complex (Alam et al. 2021). The relative motion between the tested surface and abrasive particle is observed as rolling, sliding, and extrusion. Moreover, a few of the abrasive particles were intended to the tested surface layer. The contact area and the force over the abrasive medium affect the wear response of the specimens. The irregular trends for wear rate with applied loads agree to earlier studies (Ning et al. 2022; Pu et al. 2022). Figure 13a-c show the images of worn surfaces for LDPE specimens at a different fraction of fillers at load of 5.8 kgf. The infusion followed by sliding of abrasive particles over the LDPE specimen’s surfaces results in plowing, plastic deformation, formation of grooves, surface fracture, etc. Figure 13a reveals the plastic deformation and presence of deep grooves with increased fraction of plastic. Moreover, the surfaces show plastic formation and some ribbon-like elongated chips due to the micro-cutting and micro-plowing of the abrasive particle. Furthermore, decreasing the fraction of LDPE drastically reduces the micro-cutting and micro-plowing; hence, the grooves become shallower, and fragments were observed in Fig. 13b-c. Moreover, the smoothest surface for the LD80R10S10 sample supports the lowest wear among the three composites as shown in Fig. 13c. The typical parallel grooves were observed over the worn surfaces of PP samples at the given load conditions and less removal of fiber with micro-plow as shown in Fig. 13e-g which supports the reason for lesser variation for abrasive wear in PP samples. Moreover, under the maximum fraction of fillers, the wear rate for LDPE samples was consistently higher than the PP and HDPE samples. The examination for the worn surfaces of the three polymers under the maximum fraction filler is shown in Fig. 13b, d and e that illustrate substantial damage, i.e., debonding of fibers and removal of fillers. The abrasive was found to deeply penetrate the surface of the samples. Moreover, the micrographs show that there exists a relatively higher removal of material in HDPE samples as compared to PP and LDPE samples and support Fig. 11.

Composites at 5.8 kgf: a LD90R5S5, b LD70R15S15, c LD80R10S10, d HD70R15S15, e PP70R15S15, f PP80R10S10, g PP90R5S5
Morphology of sliding wear
The morphological analysis of the worn surfaces due to sliding wear is carried out to investigate the possible wear mechanism due to sliding wear. Figure 14a–i show the microscopic images for the worn surfaces of the developed composite materials. Sliding, plowing, and wedge formations are the possible wear mechanism. The ductility and elongation of the fiber significantly improve the sliding wear performance of the samples. The severity of the sliding wear decreases with the increase of filler content due to the increased number of hard phases; moreover, as the wear proceeds, the damaging action is restricted by the fillers (Wang et al. 2020). The addition of sand particles improves the bonding strength due to the sufficient surface area and reduces sliding wear rate (Azhary and Wildan 2022). The micro images of the wear surface do not reflect ductility, and brittleness is observed at a higher proportion of sand as shown in Fig. 14a–c and further reduces with the decrease of filler content. The morphological analysis of the worn surfaces of Fig. 14d–f observed fibers with lesser cavities compared to Fig. 14a–c. The worn-out specimens in Fig. 14d–f show deboning in large surfaces with the presence of fiber and wear increases due to early deboning. The specimen with a minimum fraction of fillers softens and deforms easily; hence, the surface is relatively smooth as shown in Fig. 14g–i. The good adhesion between the matrix-fiber interfaces is exhibited by the LD80R10S10 specimen; also the plastic deformation and pulling out of the fibers being almost negligible as shown in Fig. 14b thus provide the minimum wear rate. The observation establishes that hard sand particles allow less wear and fiber breakage; hence, the resultant worn surface is relatively rough with maximum micro-cracks and voids as shown in Fig. 14a–c.

Optical images of the worn surfaces: a LD70R15S15, b HD70R15S15, c PP70R15S15, d LD80R10S10, e HD80R10S10, f PP80R10S10, g LD90R5S5, h HD90R5S5, i PP90R5S5
Conclusions
The study successfully demonstrates the utilization of agro-by-products and recycling of plastic wastes as an admixture in reinforced polymeric composites as floor tile in terms of physical, mechanical, and tribological performance. The study is pivotal to reduce the hazardous effect of RHA and waste plastics to the environment and consumption of raw materials in building construction. The study provides a novel building material and offers sustainable, environmental, and energy-saving alternatives to conventional materials. Furthermore, it also explores the potential of recycling for the development of building materials. Within the parameters of the study, the significant conclusions drawn are as follows:
-
1.
A comparatively better response for water absorption with incorporation of fillers was observed. The density of the material and void ratio were found as the important factors which significantly influence the water absorption. The incorporation of RHA after a certain limit may increase the absorptivity because of the hydrophilic attributes of RHA in the polymeric composites.
-
2.
The microstructure showed that a homogeneity in the mixture with fillers is completely encapsulated by the matrix which indicates a good interfacial adhesion and provides a uniformity over the crack path, and thus improves the fracture toughness.
-
3.
The result for mechanical properties establishes the workability of the developed composites as floor tile and illustrates the prospects of improvement in the mechanical properties of polymeric composites with the incorporation of RHA and sand. The optimum values for compressive, flexural, and tensile strength were obtained as 26.3944, 4.89543, and 3.25659 (MPa) respectively.
-
4.
The tribological characteristic as abrasion wear and sliding wear showed that the fabricated composites are having potential as a low-cost polymeric composite material for application in tribological conditions.
-
5.
Sliding, extrusion, and rolling of the sand particles occur during relative motion of the abrasive sand and target surface. The combined effect of micro-cutting, micro-plowing, plastic deformation, fiber peelings, and interfacial deboning forms the wear mechanism.
-
6.
The morphological analysis of the worn surfaces is carried out to investigate the wear characteristics of thermoplastic composites. The wear responses show a good correlation with mechanical properties and support with the wear morphologies.
Data availability
All data generated or analyzed during the study are included in this published article.
Change history
06 July 2024
This article has been retracted. Please see the Retraction Notice for more detail: https://doi.org/10.1007/s11356-024-34271-0
References
Agarwal D, MacNaughtan W, Ibbett R, Foster TJ (2019) Effect of moisture content on thermal and water absorption properties of microfibrillar cellulose with polymeric additives. Carbohyd Polym 211:91–99
Alam O, Billah M, Yajie D (2018) Characteristics of plastic bags and their potential environmental hazards. Resour Conserv Recycl 132:121–129
Alam MA, Hamdan H, Mohammad Ya, Yusuf R, Sivraj OB, Mamat SM, Sapuan F, Masood B, Parveez MS (2021) Modeling optimization and performance evaluation of tic/graphite reinforced al 7075 hybrid composites using response surface methodology. Materials 14(16):4703. https://doi.org/10.3390/ma14164703
Albano C, Camacho N, Hernández M, Matheus A, Gutierrez A (2009) Influence of content and particle size of waste pet bottles on concrete behavior at different w/c ratios. Waste Manage 29(10):2707–2716
Andersons J, Joffe R (2011) Estimation of the tensile strength of an oriented flax fiber-reinforced polymer composite. Compos A Appl Sci Manuf 42(9):1229–1235
Anuardo RG, Espuny M, Costa ACF, Oliveira OJ (2022) Toward a cleaner and more sustainable world: A framework to develop and improve waste management through organizations, governments and academia. Heliyon 8(4):e09225
Arman NSN, Chen RS, Ahmad S (2021) Review of state-of-the-art studies on the water absorption capacity of agricultural fiber-reinforced polymer composites for sustainable construction. Constr Build Mater 302:124174
Aslani F (2016) Mechanical properties of waste tire rubber concrete. J Mater Civ Eng 28(3):04015152
Atiqah A, Jawaid M, Ishak M, Sapuan S (2017) Moisture absorption and thickness swelling behaviour of sugar palm fibre reinforced thermoplastic polyurethane. Procedia Eng 184:581–586
Azhary T, Wildan MW (2022) Mechanical, morphological, and thermal characteristics of epoxy/glass fiber/cellulose nanofiber hybrid composites. Polym Test:107560
Bandaru AK, Weaver PM, O’Higgins RM (2021) Abrasive wear performance of hygrothermally aged glass/PTFE composites. Polym Test 103:107369
Barczewski M, Sałasińska K, Szulc J (2019) Application of sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polym Test 75:1–11
Beaumont PW, Zweben CH, Gdutos E, Talreja R, Poursartip A, Clyne TW, …, Crane R (2018) Comprehensive composite materials II (Vol. 6). Elsevier Amsterdam, The Netherlands
Bijwe J, Logani C, Tewari U (1990) Influence of fillers and fibre reinforcement on abrasive wear resistance of some polymeric composites. Wear 138(1–2):77–92
Boopalan M, Niranjanaa M, Umapathy M (2013) Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Compos B Eng 51:54–57
Chandramohan D, Kumar AJP (2017) Experimental data on the properties of natural fiber particle reinforced polymer composite material. Data Brief 13:460–468
Chang BP, Akil HM, Nasir RM (2013) Mechanical and tribological properties of zeolite-reinforced UHMWPE composite for implant application. Procedia Eng 68:88–94
Chen M, Chen W, Zhong H, Chi D, Wang Y, Zhang M (2019) Experimental study on dynamic compressive behaviour of recycled tyre polymer fibre reinforced concrete. Cement Concr Compos 98:95–112
Choi Y-W, Moon D-J, Chung J-S, Cho S-K (2005) Effects of waste PET bottles aggregate on the properties of concrete. Cem Concr Res 35(4):776–781
Deo O, Sumanasooriya M, Neithalath N (2010) Permeability reduction in pervious concretes due to clogging: experiments and modeling. J Mater Civ Eng 22(7):741–751
Dhir DK, Osmond R, Golovin K, Milani AS (2022) A high-performance hybrid green composite using plastinated bamboo fillers, with reduced environmental degradation effect. Compos Struct 282:115123
Ding S, Zhu G, Zhao S, Wu W, Jin P, Jiao Y, …, Luo Y (2022) Simultaneously optimized healing efficiency and mechanical strength in polymer composites reinforced by ultrahigh loading fillers based on interfacial energy and dynamic disulfide bonds. Polymer:124711
Fan X, Li G, Guo Y, Zhang L, Xu Y, Zhao F, Zhang G (2020) Role of reinforcement types and silica nanoparticles on tribofilm growth at PTFE-Steel interface. Tribol Int 143:106035
Sharifianjazi F, Esmaeilkhanian A, Bazli L, Eskandarinezhad S, Khaksar S, Shafiee P, Yusuf M, Abdullah B, Salahshour P, Sadeghi F (2021) A review on recent advances in dry reforming of methane over Ni- and Co-based nanocatalysts. Int J Hydrog Energy. https://doi.org/10.1016/j.ijhydene.2021.11.172
Gao C, Huang L, Yan L, Kasal B, Li W, Jin R, …, Deng P (2021) Compressive performance of fiber reinforced polymer encased recycled concrete with nanoparticles. J Mater Res Technol 14:2727-2738
Hossain SS, Roy P, Bae C-J (2021) Utilization of waste rice husk ash for sustainable geopolymer: A review. Constr Build Mater 310:125218
Hrabě P, Müller M (2016) Three-body abrasive wear of polymer matrix composites filled with Jatropha Curcas L. Procedia Eng 136:169–174
Ismail Z, Al-Hashmi E (2010) Validation of using mixed iron and plastic wastes in concrete. Paper presented at the Second International Conference on Sustainable Construction Materials and Technologies. Ancona
Jacobsen LF, Pedersen S, Thøgersen J (2022) Drivers of and barriers to consumers’ plastic packaging waste avoidance and recycling–A systematic literature review. Waste Manage 141:63–78
Kartikeya K, Chouhan H, Ahmed A, Bhatnagar N (2020) Determination of tensile strength of UHMWPE fiber-reinforced polymer composites. Polym Test 82:106293
Khalid MY, Arif ZU, Ahmed W, Arshad H (2021) Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain Mater Technol:e00382
Khatib ZK, Bayomy FM (1999) Rubberized Portland cement concrete. J Mater Civ Eng 11(3):206–213
Kishi H, Kimura N, Hara R, Yamada K, Kakibe T, Matsuda S, …, Furui H (2022) Structure formation and conductive properties of epoxy/in situ polymerized methacrylate polymer/silver filler composites. Polymer:124520
Kumar S, Kumar Y, Gangil B, Patel VK (2017) Effects of agro-waste and bio-particulate fillers on mechanical and wear properties of sisal fibre based polymer composites. Mater Today Proc 4(9):10144–10147
Kumar S, Mahadevaswamy L, Hemaraju H, Varadarajan Y (2022) Experimental investigation of three-body abrasive wear behavior of rice husk filled polylactic acid (PLA) composites. Mater Today Proc 52:599–603
Li N, Zhou Y (2021) Failure mechanism analysis of fiber-reinforced polymer composites based on multi-scale fracture plane angles. Thin-Walled Struct 158:107195
Li H, Zhang M-H, Ou J-P (2006) Abrasion resistance of concrete containing nano-particles for pavement. Wear 260(11–12):1262–1266
Li L, Zuo J, Duan X, Wang S, Hu K, Chang R (2021) Impacts and mitigation measures of plastic waste: A critical review. Environ Impact Assess Rev 90:106642
Liang G, Zhu H, Zhang Z, Wu Q, Du J (2019) Investigation of the waterproof property of alkali-activated metakaolin geopolymer added with rice husk ash. J Clean Prod 230:603–612
Liang R, Liu Q, Hou D, Li Z, Sun G (2022) Flexural strength enhancement of cement paste through monomer incorporation and in situ bond formation. Cem Concr Res 152:106675
Lin Z, Yue H, Gao B (2020) Enhancing tribological characteristics of PEEK by using PTFE composite as a sacrificial tribofilm-generating part in a novel dual-pins-on-disk tribometer. Wear 460:203472
Lin Z, Zhang K, Ye J, Li X, Zhao X, Qu T, …, Gao B (2022) The effects of filler type on the friction and wear performance of PEEK and PTFE composites under hybrid wear conditions. Wear 490:204178
Liu Y, Zhang H-T, Tafsirojjaman T, Dogar AUR, AlAjarmeh O, Yue Q-R, Manalo A (2022) A novel technique to improve the compressive strength and ductility of glass fiber reinforced polymer (GFRP) composite bars. Constr Build Mater 326:126782
Mazur KE, Jakubowska P, Gaweł A, Kuciel S (2022) Mechanical, thermal and hydrodegradation behavior of poly (3-hydroxybutyrate-co-3-hydroxyvalerate)(PHBV) composites with agricultural fibers as reinforcing fillers. Sustain Mater Technol:e00390
Maheshwari P, Mohd Belal, Haider Mohammad, Yusuf Jiří Jaromír, Klemeš Awais, Bokhari Mukarram, Beg Amani, Al-Othman Rakesh, Kumar Amit K., Jaiswal (2022) A review on latest trends in cleaner biodiesel production: Role of feedstock production methods and catalysts. J Clean Prod 355131588. https://doi.org/10.1016/j.jclepro.2022.131588
Mulya KS, Zhou J, Phuang ZX, Laner D, Woon KS (2022) A systematic review of life cycle assessments of solid waste management: Methodological trends and prospects. Sci Total Environ:154903
Nayak RK, Mahato KK, Ray BC (2016) Water absorption behavior, mechanical and thermal properties of nano TiO2 enhanced glass fiber reinforced polymer composites. Compos A Appl Sci Manuf 90:736–747
Ning N, Wang M, Zhou G, Qiu Y, Wei Y (2022) Effect of polymer nanoparticle morphology on fracture toughness enhancement of carbon fiber reinforced epoxy composites. Compos B Eng 234:109749
Ojeda JP (2021) A meta-analysis on the use of plastic waste as fibers and aggregates in concrete composites. Constr Build Mater 295:123420
Patel VK, Rawat N (2017) Physico-mechanical properties of sustainable Sagwan-Teak Wood Flour/Polyester Composites with/without gum rosin. Sustain Mater Technol 13:1–8
Patil PS, Mali J, Tapkire GV, Kumavat H (2014) Innovative techniques of waste plastic used in concrete mixture. Int J Res Eng Technol 3(9):29–32
Pode R (2016) Potential applications of rice husk ash waste from rice husk biomass power plant. Renew Sustain Energy Rev 53:1468–1485
Pu B, Zhang X, Chen X, Lin X, Zhao D, Shi C, …, Zhao N (2022) Exceptional mechanical properties of aluminum matrix composites with heterogeneous structure induced by in-situ graphene nanosheet-Cu hybrids. Compos Part B 234:109731
Publications Office of the European Union, The EU's competition policy in (2014) European Economic and Social Committee and the Committee of the Regions, Directory code: 08.10.00.00
Reddy MI, Kumar MA, Raju CRB (2018) Tensile and flexural properties of jute, pineapple leaf and glass fiber reinforced polymer matrix hybrid composites. Mater Today Proc 5(1):458–462
Rosdin RDb, Yusuf M, Abdullah B (2021) Dry reforming of methane over Ni-based catalysts: effect of zro2 and mgo addition as support. Materials Letters: X 12:100095. https://doi.org/10.1016/j.mlblux.2021.100095
Rout AK, Satapathy A (2012) Study on mechanical and tribo-performance of rice-husk filled glass–epoxy hybrid composites. Mater Des 41:131–141
Saikia N, de Brito J (2014) Mechanical performance and abrasion behaviour of concrete containing recycled polyethylene terephthalate (PET) as a partial substitution of natural aggregate. Constr Build Mater 52:236–244
Satti AJ, Molinari EC, de Freitas AG, Tuckart WR, Giacomelli C, Ciolino AE, Vallés EM (2017) Improvement in abrasive wear resistance of metallocenic polypropylenes by adding siloxane based polymers. Mater Chem Phys 188:100–108
Sengwa R, Dhatarwal P (2022) Toward multifunctionality of PEO/PMMA/MMT hybrid polymer nanocomposites: Promising morphological, nanostructural, thermal, broadband dielectric, and optical properties. J Phys Chem Solids 166:110708
Sharma S, Bijwe J, Panier S (2019) Exploration of potential of Zylon and Aramid fibers to enhance the abrasive wear performance of polymers. Wear 422:180–190
Shin Y, Park HM, Park J, Cho H, Oh S-E, Chung S-Y, Yang B (2022) Effect of polymer binder on the mechanical and microstructural properties of pervious pavement materials. Constr Build Mater 325:126209
Siddika A, Mamun M, Al A, Ali M (2018) Study on concrete with rice husk ash. Innov Infrastruct Solut 3(1):1–9
Soni A, Kumar P, Wahab DA, Mohammad H, Hesam Y, Shreeshivadasan KC (2022) Challenges and opportunities of utilizing municipal solid waste as alternative building materials for sustainable development goals: A review. Sustain Chem Phar 27100706. https://doi.org/10.1016/j.scp.2022.100706
Standard Specification for Concrete Roof Tile (2016) ASTM. ASTM C1492
Stevenson A, Hutchings I (1996) Development of the dry sand/rubber wheel abrasion test. Wear 195(1–2):232–240
Tseng H-E, Chen W-S (2004) A replacement consideration for the end-of-life product in the green life cycle environment. Int J Adv Manuf Technol 24(11):925–931
Umesh G, Rudresh B, Krishnaprasad N, Madhu D (2022) Micro fillers effect on two body abrasive wear behavior of Polyamide 66, Polyamide 6 blend based composites. Mater Today Proc 54:217–222
Vickers NJ (2017) Animal communication: when i’m calling you, will you answer too? Curr Biol 27(14):R713–R715
Vignesh P, Venkatachalam G, Shankar AG, Singh A, Pagaria R, Prasad A (2018) Studies on tensile strength of sugarcane fiber reinforced hybrid polymer matrix composite. Mater Today Proc 5(5):13347–13357
Vigneshwari M, Arunachalam K, Angayarkanni A (2018) Replacement of silica fume with thermally treated rice husk ash in Reactive Powder Concrete. J Clean Prod 188:264–277
Vinayagamoorthy R, Rajmohan T (2018) Machining and its challenges on bio-fibre reinforced plastics: A critical review. J Reinf Plast Compos 37(16):1037–1050
Wang Y, Meng Z (2021) Mechanical and viscoelastic properties of wrinkled graphene reinforced polymer nanocomposites–Effect of interlayer sliding within graphene sheets. Carbon 177:128–137
Wang Z, Yang B, Xian G, Tian Z, Weng J, Zhang F, …, Ding X (2020) An effective method to improve the interfacial shear strength in GF/CF reinforced epoxy composites characterized by fiber pull-out test. Compos Commun 19:168-172
Wright N, Kukureka S (2001) Wear testing and measurement techniques for polymer composite gears. Wear 251(1–12):1567–1578
Xue Y, Wang W, Han F (2019) Enhanced compressive mechanical properties of aluminum based auxetic lattice structures filled with polymers. Compos B Eng 171:183–191
Yao H, Zhou G, Wang W, Peng M (2018) Effect of polymer-grafted carbon nanofibers and nanotubes on the interlaminar shear strength and flexural strength of carbon fiber/epoxy multiscale composites. Compos Struct 195:288–296
Yaseri S, Verki VM, Mahdikhani M (2019) Utilization of high volume cement kiln dust and rice husk ash in the production of sustainable geopolymer. J Clean Prod 230:592–602
Yu P, Manalo A, Ferdous W, Abousnina R, Salih C, Heyer T, Schubel P (2021) Investigation on the physical, mechanical and microstructural properties of epoxy polymer matrix with crumb rubber and short fibres for composite railway sleepers. Constr Build Mater 295:123700
Zafar MF, Siddiqui MA (2018) Raw natural fiber reinforced polystyrene composites: Effect of fiber size and loading. Mater Today Proc 5(2):5908–5917
Zhang Y, Pontikes Y, Lessard L, van Vuure AW (2021a) Recycling and valorization of glass fibre thermoset composite waste by cold incorporation into a sustainable inorganic polymer matrix. Compos B Eng 223:109120
Zhang Z, Liu S, Yang F, Weng Y, Qian S (2021b) Sustainable high strength, high ductility engineered cementitious composites (ECC) with substitution of cement by rice husk ash. J Clean Prod 317:128379
Zhong H, Zhang M (2021) Effect of recycled tyre polymer fibre on engineering properties of sustainable strain hardening geopolymer composites. Cement Concr Compos 122:104167
Funding
This project was funded by the Deanship of Scientific Research (DSR), King Abdulaziz University, Jeddah, under grant no. D-649–135-1443. The authors, therefore, gratefully acknowledge DSR technical and financial support. Kashif Irshad acknowledges the support provided by the King Abdullah City for Atomic and Renewable Energy (K. A. CARE).
Author information
Authors and Affiliations
Contributions
Ashish Soni, conceptualization, experimentation, and writing of the manuscript.
Pankaj Kumar Das supervised, provided resources, and facilities for this work.
Mohammad Yusuf helped in refining, reviewing, editing, and proofreading of the manuscript.
Amjad Ali Pasha, Kashif Irshad, and Mostefa Bourchak helped in conceptualization and guidance during the writing, reviewing, and editing of this manuscript.
Corresponding author
Ethics declarations
Ethical approval and consent to participate
Not applicable since there were no human or animal subjects.
Consent for publication
All authors agree to the submission of manuscript to Environmental Science and Pollution Research (ESPR).
Competing interests
The authors declare no competing interests.
Additional information
Responsible Editor: Philippe Garrigues
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article has been retracted. Please see the retraction notice for more detail: https://doi.org/10.1007/s11356-024-34271-0
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Soni, A., Das, P.K., Yusuf, M. et al. RETRACTED ARTICLE: Synergy of RHA and silica sand on physico-mechanical and tribological properties of waste plastic–reinforced thermoplastic composites as floor tiles. Environ Sci Pollut Res 30, 124566–124584 (2023). https://doi.org/10.1007/s11356-022-20915-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-022-20915-6