
Abstract
Biodiesel production from the transesterification of triglycerides produces crude glycerol as a by-product with a percentage of glycerol typically 20–80% (w/w) depending on the specific conditions of the transesterification process. This crude glycerol requires further purification in order to achieve commercial value and to increase the profitability of biodiesel production. For this reason, the main objective of this work was to obtain glycerol with a purity greater than 90% (w/w) starting from water-free crude glycerine as obtained from the IPN-GBD-1000® transesterification process and treating it via single-step neutralization according to green chemistry principles. For this purpose, sulphuric (H2SO4) and citric (C6H8O7) acids were evaluated as neutralizers by adding dilute acid solutions to crude glycerine under mild conditions. The physicochemical characterization of both crude and purified glycerol was carried out by means of infrared spectroscopy (FTIR), 1H and 13C nuclear magnetic resonance (NMR) and thermogravimetric analysis (TGA). The results indicated that the neutralization method herein developed allowed the obtaining of glycerol with purities of 98.5% and 84.37% (w/w) and treatment efficiencies of 98.5% and 46.7% for sulphuric and citric acid treatments, respectively. In addition, the environmental viability of the sulphuric acid process was evaluated through the calculation of green metrics such as environmental factor, water factor and mass intensity, through which significant environmental advantages were confirmed. The one-step neutralization process reported herein generates zero waste when sulphuric acid is used; it also decreases the water consumption 17-fold and reduces 3-fold the use of raw materials per mass unit of purified glycerol compared to the conventional acidification-neutralization process.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
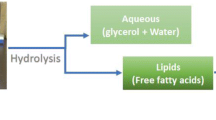
Glycerol, or propane-1,2,3-triol, is a trialcohol widely used in the pharmaceutical, food, cosmetics and chemical industries (Ardi et al. 2015). Nowadays, it can be produced through different processes and feedstocks such as chlorination of propylene and saponification, hydrolysis or transesterification of oils/fats (Anitha et al. 2016; Bagnato et al. 2017; Hájek and Skopal 2010). Currently, glycerol is mainly produced by oleochemical or biodiesel industries and is used as raw material in foods, cosmetics, drugs, tobacco and urethane foams, among other applications (Tan et al. 2013).
During recent years, the demand and production of biodiesel have increased remarkably, since it is one of the most promising biofuels due to its carbon neutral balance (Ambat et al. 2018). The global production of biodiesel reached 41.53 billion litres in 2018, with the USA being the leader in production, followed by Brazil, Indonesia, Germany, France and Argentina (IEA 2019). According to the data from the International Energy Agency, global production of biodiesel is expected to increase to reach 57.1 billion litres by 2024 (IEA 2019). At the present time, the price of biodiesel cannot be compared with the price of fossil diesel for several reasons, among which is the full conversion of feedstock into valuable products in the transesterification reaction and is one of the direct issues that must be considered.
Crude glycerol is obtained as by-product of transesterification in a molar ratio of 1:3 with respect to biodiesel; this means that from every 100 m3 of biodiesel, approximately 10 m3 of crude glycerol is obtained (Chi et al. 2007). However, the purity of the crude glycerol from the transesterification process is low due to the presence of impurities such as the remaining catalyst, water, soaps, salts and esters formed during the reaction (Tan et al. 2013). The exact composition of crude glycerol depends on the transesterification conditions and also on the separation procedures involved in the biodiesel production, but typically it can contain 20–80% (w/w) of glycerol (Kongjao et al. 2010; Manosak et al. 2011; Quispe et al. 2013; Wan Isahak et al. 2015; Yong et al. 2001). If the impurities in the crude glycerol can be removed, or at least significantly reduced without the need for distillation, the cost and quality of the glycerol as raw material for chemical industry will be competitive. For this reason, in recent years, many studies have focused on the recovery of glycerol and the production of valuable products from it (Ardi et al. 2015; Tamošiūnas et al. 2017; Dos Santos Ferreira et al. 2018; Maina et al. 2019). In this regard, several qualities of commercial glycerol or glycerine are available (Bilck et al. 2015; Quispe et al. 2013; Kongjao et al. 2010; Ciriminna et al. 2014) as shown in Table 1.
Based on previous information, the purification of crude glycerol from biodiesel production can represent a technical-economical barrier to the competitiveness of biodiesel as a renewable substitute for fossil diesel, as well as an environmental burden, due to the risk of being considered as waste substance that can be disposed in an unsuitable manner (Yong et al. 2001; Živković and Veljković 2018). It should also be noted that the purification process will depend on the initial composition of the crude glycerol but also on the desired final composition or purity (Dhabhai et al. 2016). Thus, in general, as purity increases, so does the cost of the treatment but also the price in the market. Therefore, crude glycerol with low glycerol content (< 40% w/w) should be treated by a primary process to reach technical grade purity (≥ 80% w/w), and then technical grade glycerol can be further purified by a secondary process to reach purities of ≥ 99% (w/w).
Among the most relevant primary processes are saponification, acidification, neutralization and extraction, while the secondary processes include distillation, ion exchange, filtration and adsorption. The primary treatment is a better option for crude glycerol purification when technical grade glycerol is required, since it can significantly increase the glycerol content and is not affected by a high salt content, enabling the recovery of crude fatty acids. One of the disadvantages of this chemical process is that it requires several steps and a considerable consumption of chemicals to achieve purities of ≥ 99%.
Regarding chemical treatments, acidification-neutralization methods are the most widely reported in the specialized literature (Chol et al. 2018; Wan Isahak et al. 2015; Muniru et al. 2019; Xiao et al. 2013). Several processes for the treatment of crude glycerol report the use of acid solutions of H2SO4, HCl or H3PO4 in large quantities (pH between 1.0 and 4.0), to react with fatty acid carboxylates (soaps) and separate them from the glycerol. The glycerol phase (GP) should be treated subsequently with alkaline solution (either NaCl or KOH) to neutralize the mixture (Javani et al. 2012). From this type of treatment, glycerol of purity between 88 and 96% (w/w) is obtained. This conventional approach generates significant environmental and economic impact due to the use of considerable amounts of materials and numbers of process steps, and, consequently, the implementation of sustainable processes should be considered in order to find an alternative to produce added-value products with lower environmental impact.
In this work, the purification of crude glycerol obtained from the process known as IPN-GBD-1000® was carried out through a green one-step neutralization process in order to obtain purified glycerol of technical grade. The characterization of the crude and purified glycerol was carried out in order to determine the nature and concentration of its components, by means of spectroscopic techniques, such as Fourier transform infrared spectroscopy (FTIR) and nuclear magnetic resonance (NMR) to determine the functional groups and molecular structure of both crude and purified glycerol. Thermogravimetric analysis (TGA) was used to quantify the components of both crude and purified glycerol by measuring the change in weight as a function of temperature while heating under nitrogen atmosphere. Finally, the performance of the developed process was evaluated through calculation of appropriate green metrics and comparison with conventional acidification-neutralization processes.
Materials and methods
Glycerol
Crude glycerol (CG) was obtained from the process known as IPN-GBD-1000® developed by the Mexican Cleaner Production Centre of the National Polytechnic Institute in Mexico. This process was developed for the transesterification of waste cooking oils (WCOs) to produce biodiesel without esterification, using a basic catalyst such as sodium or potassium hydroxide, which allows reaching a volumetric yield of 1:1 WCO/biodiesel ratio, as well as a zero water footprint and a high-energy efficiency of 0.2 kWh/L of biodiesel (Hernández Altamirano and Mena Cervantes 2018). The CG from this process contains soaps, residual catalyst, methanol and methyl esters as characteristic impurities, with a typical content of 20–25% (w/w) of glycerol with no water content.
Reagents
Reagent grade glycerol (purity ≥ 99.5% w/w) was purchased from Sigma-Aldrich and used without further treatment as reference substance during the study. Sulphuric acid (purity 98% w/w) and citric acid (purity > 95% w/w) were purchased from J.T. Baker and used diluted with distilled water purchased from Hycel.
Neutralization
The process proposed herein is based on treating CG with dilute acid solution under mild conditions to promote the reaction of carboxylates (soaps) contained in CG as impurities with the acid to obtain fatty acids (FAs) and thus enable the separation of this FA fraction from the concentrated GP. The main novelty of this approach is that the pH of the reacting system is kept at a minimum of 6 in order to avoid the formation of acylglycerols which occur when the pH of the system reaches values less than 1, as reported previously in conventional acidification-neutralization treatments (Kongjao et al. 2010).
Thus, the treatment proposed herein should possess both technical and economic benefits as well as environmental advantages. For this purpose, two acids were selected to perform a comparative analysis: the first alternative was sulphuric acid, as it is a commodity chemical of relatively low price and also because its corresponding salt produced by acid-base reaction is not expected to be soluble in the glycerol or fatty acid phases. Citric acid was selected as second alternative as it is obtained from renewable sources and can be less harmful than inorganic acids. Figure 1 shows the reaction scheme for CG purification via neutralization with sulphuric or citric acid. Figure 2 shows the schematic diagram for CG purification when sulphuric or citric acid is used as neutralizer.

Neutralization reaction scheme: (a) sulphuric acid and (b) citric acid

Diagram of the one-step neutralization process using (a) sulphuric acid and (b) citric acid
All experiments were performed in triplicate. In both neutralization process, 100 g of CG was added to a 250-mL two-necked round flask and stirred magnetically at 700 rpm. Dilute acid solution (20 vol%) was added to the flask at ambient temperature and pressure (20 °C and 789 mbar) until reaching pH of 6 as indicated by a Metrohm 827 potentiometer.
Subsequently, in the case of sulphuric acid treatment, the crude reaction mixture was filtered in a porcelain Büchner funnel to remove the sodium sulphate precipitate; afterwards, the liquid fraction was allowed to settle by gravity in a separating funnel for approximately 20 min, from which the FA and glycerol phases were recovered. The two fractions were weighed, and the GP evaporated at 60 and 98 °C under vacuum (300 mbar) in order to remove the methanol and water. This ultimate purified glycerol from sulphuric acid neutralization (PGS) was weighted and analysed by FTIR, NMR and TGA.
In the case of citric acid treatment, the neutralization product was not filtered due to the scant sodium citrate precipitate and was therefore directly added to a separation funnel from which the FA and glycerol phases were separated, as well as a third phase identified as a complex mixture of sodium citrate and fatty acid carboxylates (soap). The GP was washed with isopropanol in order to precipitate the remaining citrate salts. The resulting mixture was filtered to remove precipitates, and the GP evaporated at 82 °C under vacuum of 300 mbar in order to remove the isopropanol. The evaporated solvent was recovered for use in subsequent reactions. The obtained glycerol was weighed and analysed by the aforementioned techniques (FTIR, TGA and NMR).
Consequently, the efficiency of the purification process via one-step neutralization was calculated as shown in Eq. 1:
FTIR
The characterization of CG and purified glycerol was carried out using a Perkin-Elmer spectrophotometer, Frontier model, equipped with a diamond attenuated total reflectance (ATR) accessory. The spectra were obtained using 32 scans in the 4000–600 cm−1 range with a resolution of 4 cm−1.
TGA
The TGA was performed using a TGA Perkin-Elmer STA 6000 thermal analyser. Approximately 10–20 mg of sample was heated at a constant rate of 100 °C min−1 from ambient temperature to 600 °C under a nitrogen flux of 20 mL min−1. At 600 °C, the atmosphere was changed to air at a flux of 50 mL min−1, and the sample was heated further to 800 °C.
1H and 13C NMR
The 1H and 13C NMR spectra were obtained in a Bruker Avance spectrometer at 750 MHz under ambient conditions using deuterated water (D2O) as solvent.
Green metrics
A set of four metrics widely used in the field of green chemistry to evaluate environmental impact was chosen to compare the results of this work (citric and sulphuric acid) with results previously reported for a conventional acidification-neutralization method for purifying CG.
These metrics were selected based on the fundamentals, scope and viability of direct measurement of experimental variables (Sheldon 1992; Curzons et al. 2001; Capello et al. 2007; Martínez et al. 2018): (i) environmental factor (E-factor), defined as the ratio between the mass of waste produced per mass unit of final product; (ii) mass intensity (MI), defined as the total mass of the materials required for the production of a mass unit of desired product, which includes everything that is used in a process or process step (i.e. reactants, reagents, solvents, catalysts, acid, base, salt and organic solvent washes and organic solvents used for extractions); (iii) water intensity (WI), defined as the total mass of water used for the production of a mass unit of product; and (iv) energy intensity (EI), defined as the energy consumption throughout the process used per mass unit of product.
Results and discussion
CG analysis by TGA
In Fig. 3, the characteristic thermogram of crude glycerol is shown; each step in the thermogram corresponds to the products present in the sample. A total of four components were observed in the range between 25 and 700 °C; the assignment of thermal decomposition intervals was verified by means of comparison with the TGA plot of reagent grade glycerol and according to previous reports (Almazrouei et al. 2019; Dou et al. 2009). First of all, a weight loss of 3.52% (w/w) in the range 25–125 °C was attributed to the volatilization of methanol, and the decomposition of glycerol was observed within the temperature range of 125 to 255 °C as a weight loss of 22.88% (w/w); it is worthy of mention that under the TGA experiment conditions, the sample evaporated before reaching the isothermal boiling point, which would be of 274 °C at atmospheric pressure in Mexico City. Subsequently, at 255–349 °C, the third loss indicated the presence of methyl ester at 9.35% (w/w); a fourth step at 349–580 °C corresponded to the decomposition of sodium carboxylate as a loss percentage of 60.73% (w/w). Finally, the remaining 3.52% (w/w) at 750 °C corresponded to ash, which is related to sodium from the residual catalyst and soap. From the thermogram information, it was possible to calculate the compositional analysis of CG according to Table 2.

TGA thermograms for CG and glycerol reagent grade
Neutralization process
The results from the neutralization experiments are shown in Table 3 as the separated quantified components for both sulphuric and citric acid treatments. As can be observed, the treatment with sulphuric acid enabled the recovery of a higher mass of purified glycerol than did the treatment with citric acid. This difference is due to the fact that separation of sodium citrate by precipitation is slower and almost null under the experimental conditions.
In the case of sulphuric acid neutralization, sodium sulphate (Na2SO4) was formed rapidly, precipitated and afterwards retained in the filter, facilitating the purification of the glycerol by this means. On another hand, sodium citrate precipitation did not occur as fast and as easily as sulphate salts, and in consequence these salts passed through the filter.
After filtration, liquid phases were allowed to settle by gravity in a separation funnel. Sulphuric acid treatment produced a liquid mixture that rapidly (~ 20 min) underwent gravity separation with the FA phase at the top of the funnel and the GP at the bottom, as shown in Fig. 4a.

Gravitational separation of fatty acid and glycerol with (a) sulphuric acid and (b) citric acid
In contrast, citric acid treatment produced a liquid that did not exhibit any noticeable precipitated salts; and for this reason, the crude neutralization was put directly into a separation funnel and allowed to settle. This behaviour is attributed to the organic nature of sodium citrate formed through neutralization, which dissolved in the liquid phase due to hydrogen bonding between this organic salt and the glycerol present in the liquid phase.
In consequence, phases from citric acid neutralization separated slowly (120 min) into three phases: FA, soap interphase and glycerol, as shown in Fig. 4b. This latter fact lowered the amount of purified glycerol obtained from the citric acid treatment (10.69 g) to less than a third of that obtained from the sulphuric acid treatment (22.54 g).
The process efficiency can be calculated as a percentage by dividing the mass of purified glycerol obtained by the initial amount of glycerol in the CG. In the case of sulphuric acid neutralization, the process efficiency was 98.51%, whereas in the case of citric acid, the process efficiency was 46.71%.
Composition of purified glycerol
Figure 5 shows the FTIR spectra of glycerol purified with sulphuric (PGS) and citric acids (PGC) as well as those corresponding to CG and reagent grade glycerol (RGG). The spectrum of CG presented characteristic signals at 3657 and 3316 cm−1 corresponding to the stretching of hydroxyl group of methanol and glycerol, respectively; the signal at 1744 cm−1 corresponded to the carbonyl bond stretch of methyl ester (FAME); finally, the presence of soap can be detected through the signal at 1544.49 cm−1 corresponding to carbonyl stretch of carboxylate.

FTIR spectrum, comparison of CG, glycerol reagent grade, glycerol purified with sulphuric and citric acids
Both PGS and PGC FTIR spectra did not present the aforementioned signals attributed to the presence of methanol, methyl esters (FAME) and carboxylates (soap). A small bond at 1650 cm−1 in the PGS spectrum indicated the presence of water. In a similar way, the PGC spectrum presented a signal at 1550 cm−1 indicating the presence of sodium citrate that remained in this phase despite the washing of the neutralization products. Overall, FTIR analysis showed that the proposed treatment was successful in eliminating impurities such as soaps, methyl esters and methanol from CG. Final qualitative confirmation can be observed from the FTIR spectrum of RGG.
In Fig. 6, the 13C NMR spectrum of the glycerol purified with sulphuric acid is shown. The signals at 65.008 and 74.577 ppm indicate the presence of the aliphatic carbon of the primary and secondary alcohols of the glycerol molecule, respectively. It is possible to establish that the protons in the purified glycerol are very similar to those of commercial glycerol according to reported studies (San Kong et al. 2016).

13C NMR spectrum of PGS
Figure 7 shows the 1H NMR spectrum of glycerol, where characteristic signals present in the range 3.541–3.615 ppm correspond to methyl groups (CH3) of the glycerol molecule, whereas the signal at 3.75 ppm corresponds to methylene groups (CH2). The signal of deuterated water used as solvent appeared at 4.80 ppm. According to studies reported in the literature (Contreras Andrade et al. 2015), it is possible to establish that the purified glycerol obtained presented signals characteristic of technical grade glycerol.

1H NMR spectrum of PGS
Table 4 and Fig. 8 show the comparison of the results obtained from the TGA of PGS and PGC, from which it was possible to confirm the qualitative results from FTIR analysis and permitted determination of the quantitative composition of the purified glycerols. PGS presented a glycerol content or purity of 98.55% (w/w), ash, water and residual carbon being the remaining components at 0.21%, 0.010% and 1.23% (w/w), respectively. On the other hand, PGC presented a glycerol content or purity of 84.37% (w/w), having sodium citrate as the major impurity due to the difficulties in the separation of the phases resulting from chemical treatment.

TGA thermogram, comparison of CG and glycerol purified with sulphuric and citric acids
Figure 8 shows the comparison of the PGS, PGC and reagent grade glycerol, from which it can be observed that PGS was a better match with RGG than was PGC. This latter showed an additional pyrolysis step between 290 and 500 °C attributed to remaining sodium citrate, as the weight loss interval was consistent with previous reports (Gao et al. 2015).
Green metrics
In Table 5, the green chemistry metrics used to evaluate the environmental performance of the one-step neutralization process are shown. From these results, it is possible to observe that the sulphuric acid one-step neutralization process produced zero waste compared to the citric acid alternative, which produced 0.6 kg of waste per kg of purified glycerol. This difference is due to the fact that when sulphuric acid is used as a neutralizer, sodium sulphate and FAs are obtained as by-products with high purity, whereas in the citric acid case, sodium citrate is not completely separated from GP. Sodium sulphate can be used as an additive in the detergent, paper and plastic industries among others, and FAs have applications as raw materials in the chemical industry.
On the other hand, the conventional acidification-neutralization treatment, according to the reference case, produced 1.66 kg of waste per kg of purified glycerol; these values correspond to a percentage reduction of 100% and 63.85% for one-step sulphuric and citric acid neutralizations, respectively, compared to conventional treatment.
In addition, by comparing the results with the literature (Sheldon 2017), the E-factor values obtained in this work are well below the range of the chemical products industry, which means that the developed process has significant environmental advantages regarding waste generation. The result for the E-factor is related to the fact that no waste was produced in the process, because both the FAs and either sodium sulphate or sodium citrate can be valorised.
The MI calculation indicated no significant differences between neutralization with sulphuric and with citric acid. Nevertheless, the process proposed herein presented a reduction of 62% in raw materials consumption compared to a typical acidification-neutralization process as reported in the reference case.
Regarding WI, similar impacts were calculated for sulphuric and citric acid neutralization, as 0.08 and 0.075 kg of water, respectively, were consumed per 1 kg of glycerol purified in the process. However, when comparing one-step neutralization with conventional acidification-neutralization, the process developed herein showed water consumption 17-fold lower than the conventional process. The main reason for this decrease in WI is that the only source of added water was the acid solution at 20% (v/v).
Finally, the EI metric showed that sulphuric acid neutralization consumed fourfold less energy that did citric acid neutralization. However, process efficiency should have been taken into account in order to compare the effective values of EI, due to the fact that the sulphuric acid process allowed recovery of three times more purified glycerol, with higher purity level. In this particular case, it was not possible to compare the results obtained against those of the reference case due to the unavailability of data.
Conclusions
Using the IPN-GBD-1000® green technology to obtain biodiesel from waste edible oil, it is possible to obtain water-free glycerol, which facilitates the purification process of crude glycerol. The process developed herein based on one-step neutralization allowed the recovery of purified glycerol with overall efficiencies of 98.5% and 46.7% when sulphuric and citric acid, respectively, were used as neutralisers.
The purified glycerol was obtained with purities of 98.55% and 84.37% (w/w) for sulphuric and citric acid treatments, respectively, as indicated by TGA characterization. Spectroscopic characterization of both crude and purified glycerol by FTIR and NMR confirmed the TGA results.
The one-step neutralization approach proposed herein demonstrated significant reductions in environmental impacts compared to the conventional acidification-neutralization process, as indicated by the green metrics E-factor, MI, WI and EI. The one-step neutralization process reduced to zero amount of waste; it also diminishes the water consumption 17-fold and decreased 3-fold the use of raw materials per mass unit of purified glycerol.
The process proposed herein allowed the production of glycerol that can be commercialized in various segments of industry, thus enabling an increase in environmental viability and economic profitability of the whole biodiesel production process.
References
Almazrouei M, Elagroudy S, Janajreh I (2019) Transesterification of waste cooking oil: quality assessment via thermogravimetric analysis. Energy Procedia 158:2070–2076
Ambat I, Srivastava V, Sillanpää M (2018) Recent advancement in biodiesel production methodologies using various feedstock: a review. Renew Sust Energ Rev 90:356–369
Anitha M, Kamarudin SK, Kofli NT (2016) The potential of glycerol as a value-added commodity. Chem Eng J 295:119–130
Ardi MS, Aroua MK, Hashim NA (2015) Progress, prospect and challenges in glycerol purification process: a review. Renew Sust Energ Rev 42:1164–1173
Bagnato G, Iulianelli A, Sanna A, Basile A (2017) Glycerol production and transformation: a critical review with particular emphasis on glycerol reforming reaction for producing hydrogen in conventional and membrane reactors. Membranes 7(2):17
Bilck AP, Müller CMO, Olivato JB, Mali S, Grossmann MVE, Yamashita F (2015) Using glycerol produced from biodiesel as a plasticiser in extruded biodegradable films. Polímeros 25(4):331–335
Capello C, Fischer U, Hungerbühler K (2007) What is a green solvent? A comprehensive framework for the environmental assessment of solvents. Green Chem 9(9):927–934
Chi Z, Pyle D, Wen Z, Frear C, Chen S (2007) A laboratory study of producing docosahexaenoic acid from biodiesel-waste glycerol by microalgal fermentation. Process Biochem 42(11):1537–1545
Chol CG, Dhabhai R, Dalai AK, Reaney M (2018) Purification of crude glycerol derived from biodiesel production process: experimental studies and techno-economic analyses. Fuel Process Technol 178:78–87
Ciriminna R, Pina C, Della Rossi M, Pagliaro M (2014) Understanding the glycerol market. Eur J Lipid Sci Technol 116:1432–1439
Contreras Andrade I, Avella Moreno E, Sierra Cantor JF, Guerrero Fajardo CA, Sodre JR (2015) Purification of glycerol from biodiesel production by sequential extraction monitored by 1H NMR. Fuel Process Technol 132:99–104
Curzons AD, Constable DJ, Mortimer DN, Cunningham VL (2001) So you think your process is green, how do you know?—using principles of sustainability to determine what is green–a corporate perspective. Green Chem 3(1):1–6
Dhabhai R, Ahmadifeijani E, Dalai AK, Reaney M (2016) Purification of crude glycerol using a sequential physico-chemical treatment, membrane filtration, and activated charcoal adsorption. Sep Purif Technol 168:101–106
Dos Santos Ferreira J, Volschan I, Cammarota MC (2018) Co-digestion of sewage sludge with crude or pretreated glycerol to increase biogas production. Environ Sci Pollut Res 25(22):21811–21821
Dou B, Dupont V, Williams PT, Chen H, Ding Y (2009) Thermogravimetric kinetics of crude glycerol. Bioresour Technol 100(9):2613–2620
Gao W, Chen K, Yang R, Yang F (2015) Process for coating of reconstituted tobacco sheet with citrates. J Anal Appl Pyrolysis 114:138–142
Hájek M, Skopal F (2010) Treatment of glycerol phase formed by biodiesel production. Bioresour Technol 101(9):3242–3245
Hernández Altamirano R, Mena Cervantes VY (2018) MX Patent Application 015832
International Energy Agency (2019) Renewables 2019: analysis and forecasts to 2024. IEA, Paris
Javani A, Hasheminejad M, Tahvildari K, Tabatabaei M (2012) High quality potassium phosphate production through step-by-step glycerol purification: a strategy to economize biodiesel production. Bioresour Technol 104:788–790
Kongjao S, Damronglerd S, Hunsom M (2010) Purification of crude glycerol derived from waste used-oil methyl ester plant. Korean J Chem Eng 27(3):944–949
Maina S, Kachrimanidou V, Ladakis D, Papanikolaou S, de Castro AM, Koutinas A (2019) Evaluation of 1,3-propanediol production by two Citrobacter freundii strains using crude glycerol and soybean cake hydrolysate. Environ Sci Pollut Res 1–10
Manosak R, Limpattayanate S, Hunsom M (2011) Sequential-refining of crude glycerol derived from waste used-oil methyl ester plant via a combined process of chemical and adsorption. Fuel Process Technol 92(1):92–99
Martínez A, Mijangos GE, Romero-Ibarra IC, Hernández Altamirano R, Mena Cervantes VY, Gutiérrez S (2018) A novel green one-pot synthesis of biodiesel from Ricinus communis seeds by basic heterogeneous catalysis. J Clean Prod 196:340–349
Muniru OS, Ezeanyanaso CS, Akubueze EU, Igwe CC, Elemo GN (2019) Review of different purification techniques for crude glycerol from biodiesel production. J Energy Res Rev 1–6
Quispe CA, Coronado CJ, Carvalho JA Jr (2013) Glycerol: production, consumption, prices, characterization and new trends in combustion. Renew Sust Energ Rev 27:475–493
San Kong P, Aroua MK, Daud WMAW (2016) Conversion of crude and pure glycerol into derivatives: a feasibility evaluation. Renew Sust Energ Rev 63:533–555
Sheldon RA (1992) Organic synthesis-past, present and future. Chem Ind 23:903–906
Sheldon RA (2017) The E factor 25 years on: the rise of green chemistry and sustainability. Green Chem 19(1):18–43
Tamošiūnas A, Valatkevičius P, Gimžauskaitė D, Jeguirim M, Mėčius V, Aikas M (2017) Energy recovery from waste glycerol by utilizing thermal water vapor plasma. Environ Sci Pollut Res 24(11):10030–10040
Tan HW, Abdul Aziz AR, Aroua MK (2013) Glycerol production and its applications as a raw material: a review. Renew Sust Energ Rev 27:118–127
Wan Isahak WNR, Che Ramli ZA, Ismail M, Mohd Jahim J, Yarmo MA (2015) Recovery and purification of crude glycerol from vegetable oil transesterification. Sep Purif Rev 44(3):250–267
Xiao Y, Xiao G, Varma A (2013) A universal procedure for crude glycerol purification from different feedstocks in biodiesel production: experimental and simulation study. Ind Eng Chem Res 52(39):14291–14296
Yong K, Ooi T, Dzulkefly K, Wan Yunus W, Hazimah A (2001) Characterization of glycerol residue from a palm kernel oil methyl ester plant. J Oil Palm Res 13(2):1–6
Živković S, Veljković M (2018) Environmental impacts the of production and use of biodiesel. Environ Sci Pollut Res 25(1):191–199
Acknowledgements
The authors give particular acknowledgement to the Laboratorio Nacional de Desarrollo y Aseguramiento de la Calidad de Biocombustibles (LaNDACBio) and Centro Mexicano para la Producción más Limpia (CMP+L) for allowing the use of laboratory infrastructure and to the National Council of Science and Technology (CONACYT) for its financial support through the projects CONACyT 293981 and CONACyT 255107. In addition, special acknowledgement is given to the Secretary of Science, Technology and Innovation of Mexico City (SECITI-CDMX) through the project SECITI/044/2018 “Innovación del proceso de producción de biodiesel para la comercialización de la tecnología sustentable IPN-GBD-1000 bajo el enfoque de traje a la medida del usuario”, and SIP-IPN multidisciplinary Project No. 2019-2011-SIP-20195299 for the funding and support to carry out this work.
Alejandra Tiscareño gratefully acknowledges the financial support of the Institutional Program of Postgraduate Scholarships of the IPN, the CONACyT-SENER National Fund Scholarship Program as well as the Institutional Training Scholarship for Researchers (BEIFI) Scholarship.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Ta Yeong Wu
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mena-Cervantes, V.Y., Hernández-Altamirano, R. & Tiscareño-Ferrer, A. Development of a green one-step neutralization process for valorization of crude glycerol obtained from biodiesel. Environ Sci Pollut Res 27, 28500–28509 (2020). https://doi.org/10.1007/s11356-019-07287-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-019-07287-0