
Abstract
Current industrial methods of biodiesel production lead to an excess of crude glycerin which requires costly purification before commercialization. Production of oxygenated fuel additives is a potential route for glycerin valorization. Glycerin acetylation was carried out over heterogeneous acid catalysts (15%, glycerol weight basis) using glacial acetic acid (molar ratio = 9). The catalysts, containing different amounts of phosphate species (P/Si from 10 to 20 atomic ratio), were prepared by wet impregnation of commercial silica with aqueous solutions of diammonium phosphate and ortho-phosphoric acid. X-ray diffraction patterns of calcined solids presented amorphous patterns like raw silica. The prepared catalysts presented, at 120 °C, glycerol conversion higher than 89.5% after 1 h of reaction, been diacetin the major product, with triacetin selectivities lower than 26.1%. Diacetin selectivity was found to be almost invariant with catalyst acidity thus underlining the relevance of catalyst porosity due to the large acetins molecules sizes. The slow rate of triacetin diffusion in narrow pores of catalyst might be responsible for the relatively low yield obtained. Surface phosphate species showed a slow rate of leaching in the reaction medium showing high catalyst stability.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The increasing environmental awareness and the depletion of fossil fuel reserves have prompted the growth of the renewable biofuels market, with a greater impact on biodiesel and bioethanol, substitutes for conventional diesel and gasoline, respectively [1].
Biodiesel is typically produced by a homogeneous base-catalyzed transesterification, from vegetable oil or animal fat [2], and bioethanol is obtained by the fermentation of sugar [3]. Both processes co-produce glycerin, 10 wt% [4, 5] of the final mixture for biodiesel whereas the fermentation yields about 3 to 15 wt% (ethanol basis) [6], depending on the used feedstock.
Glycerin is mainly used in pharmaceutical, food, and cosmetic industries but these traditional uses cannot face the increasing biofuels-related production of glycerin, creating a surplus that not only affects its market value but also results in a potential environmental issue that must be addressed [4]. Simultaneously, the valorization of the co-produced glycerin would help to improve the sustainability and economic feasibility of the biodiesel production process [7].
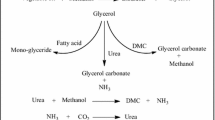
One of the main applications of crude glycerin (non-purified glycerin co-produced with biodiesel) is an alternative fuel however, its physical and chemical properties are limiting factors in combustion [8]. Moreover, the uncontrolled combustion of glycerin leads to the formation of acrolein, a substance highly toxic for human health and ecosystems [9, 10]. On the other hand, traditional industrial uses require high glycerin purity, which would penalize even further the biodiesel production process [11]. In this context, new approaches have been studied and glycerin acetylation, to produce mono-, di-, and triacetins (MAG; DAG, and TAG), have stood out as a potential option since the three products have a wide range of applications [12], particularly TAG that can be used as an oxygenated fuel bio-additive to improve fuel combustion [13]. Additionally, DAG can be used in biodegradable polyester production, helping to mitigate the problem related to the pollution of marine and freshwater environments [7, 14].
Glycerin acetylation (Fig. 1) can be carried out using either acetic anhydride or acetic acid as an acetylation agent [15]. However, despite the former being thermodynamically favorable, achieving higher TAG selectivity, the latter is more practical since it is more stable during storage periods and has a lower price [7, 13]. Additionally, the reaction with acetic anhydride is more violent, demanding more resistant, and therefore expensive, equipment [7].

Acetylation reaction of glycerin with acetic acid
The acetylation is an acid-catalyzed reaction that can be performed in a homogeneous or heterogeneous medium. Usually, mineral acids are used as homogeneous catalysts, which are toxic, corrosive, difficult to remove from the final reaction mixture, and generate wastes that may pose risks for human health and the environment [12]. Moreover, the main challenge regarding glycerin acetylation is the low selectivity towards TAG, which can be enhanced by increasing the catalyst acidity. However, when homogeneous catalysts are used, an increase in catalyst acidity implies higher equipment costs [11].
The use of heterogeneous catalysts in glycerin acetylation not only avoids all the mentioned problems but also offers the possibility of reuse the catalyst several times, becoming an interesting option from an economic and environmental point of view [11]. Therefore, several solid catalysts have been studied, for different reaction conditions (Table 1). For most of the tested catalysts in Table 1, the selectivity towards TAG, the most valuable acetin, remains low. Data reported by Abida et al. [16] show that SO42− studded over silica coated Fe2O3, magnetic and nanostructured catalysts, permits to obtain 100% of TAG selectivity after 80 min of reaction. According to the depicted reaction mechanism, the active phase seems to be related to Si–SO4H species on the catalyst surface. The best catalyst lost about 50% of TAG selectivity after 6 consecutive reaction batches, possibly by leaching the –SO4H species into the reaction medium. The leaching active species into the reaction medium can have a non-negligible homogeneous catalytic contribution.
Recently data from Ramalingam et al. [17] seems to show a major role of the catalyst mesoporous on the triacetin formation. The authors reported a selectivity 50.4% of TAG selectivity obtained with mesoporous silica modified with copper and ruthenium. Both, Lewis and Brønsted acid catalysts have been used in glycerin acetylation. Brønsted acetylation mechanism (Fisher esterification) is believed to start with acetic acid protonation as schematized in Fig. 2 [18]. Theoretically, Lewis and Brønsted mechanisms are similar [18] and some researchers claim a synergy effect between both acid sites during glycerin acetylation over Keggin heteropolyacid catalysts [19].

Brønsted acid mechanism of glycerin acetylation (adapted from [18])
Since silica can be obtained from natural sources and industrial wastes, the use of this kind of catalyst would help to further increase the sustainability of all biodiesel production processes [20]. According to published data strong Brønsted acid, sites can be created by calcination of phosphoric acid impregnated silica [21]. Abida and Ali [22] studied the catalytic behavior of sulfated siliceous zirconia catalysts. The authors reported strong Brønsted acidity, which is responsible for the exceptional TAG selectivity (Table 1). The catalyst was deactivated by leaching sulfate species into the reaction medium. Sulfate species over carbon materials [23] are also highly active for the glycerin acetylation showing a lower leaching rate, but with lower TAG selectivity than that reported by Abida and Ali.
Magar et al. [24] reported the catalytic behavior of phosphotungstic, silicotungstic, and phosphotungstic acids supported over polymeric materials during glycerin acetylation. The authors underlined the fact that polymeric support material adsorbed the water formed during reaction thus shifting the equilibrium towards the reaction products. The best catalyst allowed 34% of TAG selectivity (Table 1).
A clever synthesis route, to avoid the glycerin co-production with biodiesel, was recently proposed by Dahwan et al.[25] The authors did not assess whether the acetin content of the methyl esters produced meets the biodiesel standards.
Given the value of TAG as an oxygenated additive for diesel, the low TAG selectivity reported in the literature, for most of the tested catalysts, justifies further investigation in the heterogenous catalysts for glycerin acetylation reaction. The focus of this work lays in the employment of phosphate modified silica (commercial fumed silica), a non-expensive and easy to prepare catalysts while changing some reaction parameters to promote the esterification of glycerin using acetic acid.
2 Materials and Methods
2.1 Preparation and Characterization of the Catalysts
Phosphated silica catalysts were prepared by contacting commercial silica powder (Sipernat 22, characteristics in Table 2) with aqueous solutions containing the desired amount of the phosphate precursor. Samples with atomic ratios P/Si in the range 10–20 were obtained and are referred to using the mnemonic nXpercursor (e.g.: 10XH3PO4), in which n is the P/Si atomic ratio and precursor can be either o-phosphoric acid (H3PO4, Fisher Chemical, reagent grade) or diammonium phosphate [(NH4)2HPO4, Merck, pro analysis]. Diammonium phosphate is expected to allow a better anchorage of P species on the silica surface thus contributing to better dispersion of the acidic species and improved catalytic behavior.
The slurries were slowly evaporated (≈ 80 °C) under vigorous stirring until dryness. The obtained samples were dried overnight at 120 °C and calcined for 5 h at 475 °C in a muffle.
The crystallinity of fresh catalysts was investigated by X-ray diffraction (XRD) using a Burke D8 Advance X-ray diffractometer with Cu kα radiation at 40 kV and 40 mA. Each diffractogram was acquired in the range of 5–70° at 0.02° s−1 and then compared with standard JCPDS patterns.
To identify the surface species involved in the catalytic process, which remain adsorbed, and thus infer about the stability of the catalysts, both fresh and post-reaction solid catalysts were characterized by HATR-FTIR with a Piker Elmer Spectrum Two IR spectrometer, using a 4 cm−1 resolution. HATR-FTIR spectra were corrected using the Kubelka–Munk function.
The acidity of catalysts was also evaluated using the standard reaction of skeletal isomerization of 1-butene. The catalytic tests were carried out at 222 °C in a conventional apparatus for continuous catalytic tests. The reaction was carried out using 520 mg of catalyst with \({\text{Y}}_{{\text{1 - but}}}^{0} = 12.8 \%\) in an inert atmosphere of N2 and a total flow of 4.3 L h−1. The reaction effluent was quantified by gas chromatography (GC) using an FID detector.
2.2 Glycerin Acetylation Catalytic Tests
The glycerin (Glyc, 99% from Fluka) acetylation with acetic acid (HAc, glacial from Fluka) was studied in a 500 mL round bottom Pyrex flask equipped with a condenser and a magnetic stirrer. The reaction temperature was kept at 120 °C using a nest shape electrical heating jacket with temperature control, whereas the temperature sensor is immersed in the reaction medium. The catalytic tests were carried out in conditions selected from the literature [42] using 500 mg of catalyst (15 wt%, glycerin basis), HAc/Glyc = 9 molar ratio. After the reaction, the catalyst was removed by filtration and the liquid effluent was analyzed by GC using a Varian CP 3800 chromatograph equipped with a flame ionization detector. The pure MAG, DAG, TAG, glycerin, and acetic acid were injected separately to determine the retention time of each component for a fused silica capillary column (0.32 mm of internal diameter, 15 m length with a 0.1 μm of film thickness of Methyl 5% Phenyl Silicone). Chromatograms were acquired in the conditions listed in Table 3.
Samples were prepared by mixing some drops of the product with Isopropyl Alcohol (IPA) (GC grade) as an internal standard. About 2 μL of the sample was then injected into the column. The catalyst stability was evaluated using the same sample for consecutive reaction batches without any intermediate reactivation procedure. The GC analysis was unable to distinguish MAG and DAG isomers, most likely due to their high boiling points, hence the products are simply referred to as “MAG and DAG”.
3 Results and Discussion
The surface acidity of raw silica and prepared catalysts was evaluated by skeletal isomerization of 1-butene. Both the reaction speed (r1-but) and the trans/cis selectivity ratio of the skeletal isomerization of 1-butene (Table 4) are directly related to the surface acidity of catalysts (zeolites) [26]. Acidic catalysts produce larger amounts of trans-isomer [26] thus having trans/cis-butene-2 ratios higher than 1. For the tested catalysts, the trans/cis butene-2 isomers ratios were always higher than 1, evidencing the acidic character of the catalysts. Also, the 1-butene conversion was usually greater for the catalysts prepared with diammonium phosphate solutions and tends to increase with the P/Si ratio, which indicates greater surface acidity and therefore greater potential for glycerin acetylation performance.
It appears that the diammonium precursor allowed a better dispersion of P species on the silica surface thus improving surface acidity. Additionally, the volatilization of ammonium species during calcination can contribute to creating a higher porosity surface layer over silica material.
The diffractograms of fresh catalysts (Fig. 3) showed patterns ascribable to amorphous materials like raw silica (amorphous according to the supplier). As reported in the literature [27], the broad feature around 2θ = 22.5° belongs to amorphous silica. Diffraction lines of silica phosphate are absent which seems to confirm the good dispersion of P species with the probable formation of small (nanostructured) aggregates of silica phosphates.

XRD patterns of fresh catalysts 15XH3PO4 and 15XNH4PO3
The fresh and post-reaction catalysts were characterized by HATR-FTIR spectroscopy to identify surface species which can be correlated with catalytic activity and deactivation. The main spectral features for fresh and post-reaction catalysts are presented in Fig. 4.

HATR-FTIR spectra of fresh and post-reaction catalysts
The raw silica shows absorption bands at 1080, 963, and 802 cm−1 respectively attributable to antisymmetric Si–O–Si, in-plane Si–O, and symmetric Si–O stretching vibrations [28]. The small bands at 947 cm−1 and 802 cm−1 are assigned to the flexion modes of SiO–H and Si–O–, respectively [29]. Fresh catalysts display analogous IR features but the most intense band became wider due to the overlay of O–P–O and O=P–O vibrations at 1140 and 1230 cm−1 [30]. For the post-reaction samples, the most intense band results from the overlapping of features belonging to SiO2 and PO43− species; for samples prepared using diammonium phosphate this effect was more noticeable. Additionally, longer reaction times (2 h instead of 1 h) faded this effect, which possibly indicates that phosphorus surface species are leached during the reaction.
Kinetics data, obtained using raw silica catalyst (Fig. 5), confirmed the sequential mechanism of the acetylation reaction [31]. The total conversion of glycerin was achieved in a short time, first by MAG formation, whose maximum selectivity was reached at the beginning of the acetylation. For longer reaction times MAG concentration decreased, being replaced by DAG. On the other hand, DAG was slowly converted in TAG, at a reaction rate constant and independent of DAG concentration. A decrease in DAG concentration is only observable for low concentrations of MAG. The low rate of triacetin formation can be explained by the porosity of the catalyst since the TAG molecule is larger than the glycerin one and, therefore, more susceptible to diffusional limitations. The kinetics test was replicated 3 times, allowing to compute relative errors for conversion and selectivities (3% for conversion and 7% for selectivities).

Glycerin conversion and acetins (MAG, DAG and TAG) selectivities versus reaction time (120 °C; HAC/Glyc = 9 molar ratio; 15 wt.% glycerin basis; raw silica catalyst)
The tests performed (Table 5) allowed us to analyze the effect of the catalyst acidity and the reaction time on the total conversion and, especially, on the selectivity towards triacetin production.
The effect of higher catalyst acidity is readily noticeable as the selectivity of TAG reaction increases steadily, especially when compared to the unmodified silica (Fig. 6). The effect of the reaction temperature is observable in the 10XNH4PO4 tests and seems to impact the overall glycerin conversion more than the products’ selectivity.

TAG selectivity (120 °C; 2h reaction time) versus rate of butene-1 isomerization (a measure of the catalysts acidity)
The effect of test duration is noticeable through higher selectivity towards heavier products (TAG) but lower overall conversion. This trend should lead to greater consumption of MAG and DAG over higher reaction times, and an increasingly higher concentration of TAG in the medium, thus longer reaction times seem to favor TAG production.
Production of acetol (α-hydroxyacetone) was only observed for experiments using the 10XNH4PO4 and 15XNH4PO4 catalysts and might be a product of dehydration of glycerin. Dehydration tends to be an endothermic reaction, which explains the low selectivity due to the low temperature used. However, Gonçalves et al. [32] reported better yields of acetol for lower acidity catalysts, such as the case, which might relate to the formation of this product with the acidity of the catalyst. Acetol could be an interesting intermediate in a new technological route for the production of propylene glycol from glycerin [33].
The comparison of data in Table 5 (current work) and Table 1 (from literature) is hard since there is a wide dispersion of reaction variables (catalyst loading, temperature, reaction time, and HAc/ Glyc ratio) values. Still, from data in Table 5 and Table 1, it stands out the lower TAG selectivities obtained in this study when compared with data reported for mesoporous silica catalysts. The catalyst morphology seems to have a chief role in TAG formation because the highest selectivities were reported for mesoporous silica catalysts. Despite the low porosity of the used silica data in Table 5 showed a catalytic behavior for P/Silica catalysts superior to most catalysts displayed in Table 1. P/SiO2 catalysts allowed similar TAG selectivity for shorter reaction times.
The stability of the prepared catalysts was evaluated by reusing the same catalyst sample in a second consecutive reaction batch without intermediate reactivation. Data in Table 5 for the 15X sample, prepared using ammonium phosphate, show similar catalytic behavior for both reaction batches, thus indicating catalyst stability.
The results in Table 5 showed a catalytic behavior for P/Silica catalysts superior to most catalysts displayed in Table 4. P/SiO2 catalysts allowed similar TAG selectivity for shorter reaction times.
4 Conclusions
Acetylation of glycerin with acetic acid was carried out over solid acid catalysts. Phosphate modified silica was prepared using ortho-phosphoric acid or diammonium phosphate. TAG selectivity remains almost invariant with catalyst surface acidity, while emphasizing the importance of pore size due to the large kinetic diameter of the heaviest product. It appears that slow diffusion in narrow pores might be responsible for the low selectivity of the reaction to triacetin. Diammonium phosphate precursor led to higher acidity solids. Surface phosphate species showed a slow rate of leaching in the reaction medium showing high catalyst stability.
References
BP Statistical Review of World Energy 2017. https://www.connaissancedesenergies.org/sites/default/files/pdf-actualites/bp-statistical-review-of-world-energy-2017-full-report.pdf
Catarino M, Soares Dias AP, Ramos M (2018) Double benefit biodiesel produced from waste frying oils and animal fats. In: WASTES – Solutions, Treatments and Opportunities II, 4th edn. International Conference on Wastes: Solutions, Treatments and Opportunities 2017. CRC Press/Balkema, p 153–160
Baeyens J, Kang Q, Appels L et al (2015) Challenges and opportunities in improving the production of bio-ethanol. Prog Energy Combust Sci 47:60–88. https://doi.org/10.1016/j.pecs.2014.10.003
Monteiro MR, Kugelmeier CL, Pinheiro RS et al (2018) Glycerol from biodiesel production: technological paths for sustainability. Renew Sustain Energy Rev 88:109–122. https://doi.org/10.1016/J.RSER.2018.02.019
Nanda M, Yuan Z, Qin W, Poirier MA, Chunbao X (2014) Purification of crude glycerol using acidification: effects of acid types and product characterization. Austin J Chem Eng 1(1):1004
Mutton MJR, Ferrari FCS, de Freita LA et al (2019) Interaction between the production of ethanol and glycerol in fed-batch bioreactors. Braz J Microbiol 50:389–394. https://doi.org/10.1007/s42770-019-00051-z
Almas Q, Sievers C, Jones CW (2019) Role of the mesopore generation method in structure, activity and stability of MFI catalysts in glycerol acetylation. Appl Catal A 571:107–117. https://doi.org/10.1016/j.apcata.2018.12.015
Zare A, Bodisco TA, Nabi MN et al (2018) A comparative investigation into cold-start and hot-start operation of diesel engine performance with oxygenated fuels during transient and steady-state operation. Fuel 228:390–404. https://doi.org/10.1016/j.fuel.2018.05.004
Quispe CAG, Coronado CJR, Carvalho JA (2013) Glycerol: production, consumption, prices, characterization and new trends in combustion. Renew Sustain Energy Rev 27:475–493. https://doi.org/10.1016/j.rser.2013.06.017
Gomes R, Meek ME (2002) World Health Organization & International Programme on Chemical Safety. Acrolein, World Health Organization. https://apps.who.int/iris/handle/10665/42490
Karnjanakom S, Maneechakr P, Samart C, Guan G (2018) Ultrasound-assisted acetylation of glycerol for triacetin production over green catalyst: a liquid biofuel candidate. Energy Convers Manag 173:262–270. https://doi.org/10.1016/j.enconman.2018.07.086
Malaika A, Kozłowski M (2019) Glycerol conversion towards valuable fuel blending compounds with the assistance of SO3H-functionalized carbon xerogels and spheres. Fuel Process Technol 184:19–26. https://doi.org/10.1016/j.fuproc.2018.11.006
Cornejo A, Barrio I, Campoy M et al (2017) Oxygenated fuel additives from glycerol valorization. Main production pathways and effects on fuel properties and engine performance: a critical review. Renew Sustain Energy Rev 79:1400–1413. https://doi.org/10.1016/j.rser.2017.04.005
Napper IE, Thompson RC (2016) Release of synthetic microplastic plastic fibres from domestic washing machines: effects of fabric type and washing conditions. Mar Pollut Bull 112:39–45. https://doi.org/10.1016/j.marpolbul.2016.09.025
Banu I, Bumbac G, Bombos D et al (2020) Glycerol acetylation with acetic acid over Purolite CT-275. Product yields and process kinetics. Renew Energy 148:548–557. https://doi.org/10.1016/j.renene.2019.10.060
Abida K, Chudasama B, Ali A (2020) Development and functionalization of magnetic nanoparticles as stable and reusable catalysts for triacetin synthesis. New J Chem 44:9365–9376. https://doi.org/10.1039/d0nj00488j
Ramalingam RJ, Appaturi JN, Pulingam T et al (2020) In-situ incorporation of ruthenium/copper nanoparticles in mesoporous silica derived from rice husk ash for catalytic acetylation of glycerol. Renew Energy. https://doi.org/10.1016/j.renene.2020.06.095
San P, Kheireddine M, Catalytic Y (2016) RSC Adv 6:68885–68905. https://doi.org/10.1039/C6RA10686B
Tao M, Xue L, Sun Z et al (2015) Tailoring the Synergistic Bronsted–Lewis acidic effects in heteropolyacid catalysts : applied in esterification and transesterification reactions. Sci Rep. https://doi.org/10.1038/srep13764
Azat S, Korobeinyk AV, Moustakas K, Inglezakis VJ (2019) Sustainable production of pure silica from rice husk waste in Kazakhstan. J Clean Prod 217:352–359. https://doi.org/10.1016/j.jclepro.2019.01.142
Ding J, Shao R, Yun Z (2016) Catalytic conversion of glycerol to acrolein over MCM-41 by the grafting of phosphorus species. Can J Chem Eng 94:924–930. https://doi.org/10.1002/cjce.22457
Abida K, Ali A (2020) Sulphuric acid-functionalized siliceous zirconia as an efficient and reusable catalyst for the synthesis of glycerol triacetate. Chem Pap 74:3627–3639. https://doi.org/10.1007/s11696-020-01189-z
Spataru D, Soares Dias AP, Vieira Ferreira LF (2021) Acetylation of biodiesel glycerin using glycerin and glucose derived catalysts. J Clean Prod 297:126686. https://doi.org/10.1016/j.jclepro.2021.126686
Magar S, Mohanraj GT, Jana SK, Rode CV (2020) Synthesis and characterization of supported heteropoly acid: efficient solid acid catalyst for glycerol esterification to produce biofuel additives. Inorg Nano-Metal Chem 50:1157–1165. https://doi.org/10.1080/24701556.2020.1737817
Dhawan MS, Barton SC, Yadav GD (2020) Interesterification of triglycerides with methyl acetate for the co-production biodiesel and triacetin using hydrotalcite as a heterogenous base catalyst. Catal Today. https://doi.org/10.1016/j.cattod.2020.07.056
Béres A, Hannus I, Kiricsi I (1995) Acid-base testing of catalysts using 1-butene isomerization as test reaction. React Kinet Catal Lett 56:55–61. https://doi.org/10.1007/BF02066950
Radwan N, Hagar M, Afifi T et al (2018) Catalytic activity of sulfated and phosphated catalysts towards the synthesis of substituted coumarin. Catalysts 8:36. https://doi.org/10.3390/catal8010036
Ghoreishi KB, Asim N, Yarmo MA, Samsudin MW (2014) Mesoporous phosphated and sulphated silica as solid acid catalysts for glycerol acetylation. Chem Pap 68:1194–1204. https://doi.org/10.2478/s11696-014-0550-x
Al-Oweini R, El-Rassy H (2009) Synthesis and characterization by FTIR spectroscopy of silica aerogels prepared using several Si(OR)4 and R′′Si(OR′)3 precursors. J Mol Struct 919:140–145. https://doi.org/10.1016/j.molstruc.2008.08.025
Manríquez ME, López T, Gomez R et al (2004) Sol-gel silica modified with phosphate and sulfate ions. J Non-Cryst Solids 345–346:643–646. https://doi.org/10.1016/j.jnoncrysol.2004.08.115
Okoye PU, Abdullah AZ, Hameed BH (2017) A review on recent developments and progress in the kinetics and deactivation of catalytic acetylation of glycerol—a byproduct of biodiesel. Elsevier Ltd, Amsterdam
Gonçalves VLC, Pinto BP, Silva JC, Mota CJA (2008) Acetylation of glycerol catalyzed by different solid acids. Catal Today 133–135:673–677. https://doi.org/10.1016/j.cattod.2007.12.037
Sun D, Yamada Y, Sato S, Ueda W (2016) Glycerol hydrogenolysis into useful C3 chemicals. Appl Catal B 193:75–92. https://doi.org/10.1016/j.apcatb.2016.04.013
Reinoso DM, Tonetto GM (2018) Bioadditives synthesis from selective glycerol esterification over acidic ion exchange resin as catalyst. J Environ Chem Eng 6:3399–3407. https://doi.org/10.1016/j.jece.2018.05.027
Zhou L, Al-zaini E, Adesina AA (2013) Catalytic characteristics and parameters optimization of the glycerol acetylation over solid acid catalysts. Fuel 103:617–625. https://doi.org/10.1016/j.fuel.2012.05.042
Kim I, Kim J, Lee D (2014) A comparative study on catalytic properties of solid acid catalysts for glycerol acetylation at low temperatures. Appl Catal B 148–149:295–303. https://doi.org/10.1016/j.apcatb.2013.11.008
Testa ML, La Parola V, Liotta LF, Venezia AM (2013) Screening of different solid acid catalysts for glycerol acetylation. J Mol Catal A 367:69–76. https://doi.org/10.1016/j.molcata.2012.10.027
Venkatesha NJ, Bhat YS, Prakash BSJ (2016) Volume accessibility of acid sites in modified montmorillonite and triacetin selectivity in acetylation of glycerol. RSC Adv 6:45819–45828. https://doi.org/10.1039/c6ra05720a
Sánchez JA, Hernández DL, Moreno JA et al (2011) Alternative carbon based acid catalyst for selective esterification of glycerol to acetylglycerols. Appl Catal A 405:55–60. https://doi.org/10.1016/j.apcata.2011.07.027
Khayoon MS, Hameed BH (2011) Acetylation of glycerol to biofuel additives over sulfated activated carbon catalyst. Bioresour Technol 102:9229–9235. https://doi.org/10.1016/j.biortech.2011.07.035
Okoye PU, Abdullah AZ, Hameed BH (2017) Synthesis of oxygenated fuel additives via glycerol esterification with acetic acid over bio-derived carbon catalyst. Fuel 209:538–544. https://doi.org/10.1016/j.fuel.2017.08.024
Neto ABS, Oliveira AC, Rodriguez-Castellón E et al (2018) A comparative study on porous solid acid oxides as catalysts in the esterification of glycerol with acetic acid. Catal Today. https://doi.org/10.1016/j.cattod.2018.05.057
Ghoreishi KB, Yarmo MA (2013) Sol-gel sulfated silica as a catalyst for glycerol acetylation with acetic acid. J Sci Technol 1:65–78
Dalla Costa BO, Decolatti HP, Legnoverde MS, Querini CA (2017) Influence of acidic properties of different solid acid catalysts for glycerol acetylation. Catal Today 289:222–230. https://doi.org/10.1016/j.cattod.2016.09.015
Reddy PS, Sudarsanam P, Raju G, Reddy BM (2010) Synthesis of bio-additives: acetylation of glycerol over zirconia-based solid acid catalysts. Catal Commun 11:1224–1228. https://doi.org/10.1016/j.catcom.2010.07.006
Reddy PS, Sudarsanam P, Raju G, Reddy BM (2012) Selective acetylation of glycerol over CeO2–M and SO42–/CeO2–M (M=ZrO 2 and Al 2O 3) catalysts for synthesis of bioadditives. J Ind Eng Chem 18:648–654. https://doi.org/10.1016/j.jiec.2011.11.063
Kale S, Armbruster U, Umbarkar S et al (2013) Esterification of glycerol with acetic acid for improved production of triacetin using toluene as an entrainer. STA 11(206):274–275
Chamack M, Mahjoub AR, Akbari A (2018) Zirconium-modified mesoporous silica as an efficient catalyst for the production of fuel additives from glycerol. Catal Commun 110:1–4. https://doi.org/10.1016/j.catcom.2018.02.021
Balaraju M, Nikhitha P, Jagadeeswaraiah K et al (2010) Acetylation of glycerol to synthesize bioadditives over niobic acid supported tungstophosphoric acid catalysts. Fuel Process Technol 91:249–253. https://doi.org/10.1016/j.fuproc.2009.10.005
Ferreira P, Fonseca IM, Ramos AM et al (2011) Acetylation of glycerol over heteropolyacids supported on activated carbon. Catal Commun 12:573–576. https://doi.org/10.1016/j.catcom.2010.11.022
Acknowledgements
The team would like to acknowledge Raisa Paes Santiago and André Aguilar for all the help given during glycerin acetylation tests and acknowledge FCT (Fundacão para a Ciência e Tecnologia, Portugal) for funding project PTDC/EMS-ENE/4865/2014. The author F. G. Fonseca is a member of the Bioeconomy Graduate Program BBW ForWerts.
Author information
Authors and Affiliations
Contributions
APSD Conceptualization, Resources, Supervision, Funding acquisition, Writing-Reviewing and editing. FGF Investigation, Formal Analysis, Writing Original Draft, Reviewing and Editing. MC Investigation, Writing Original Draft. JG Writing, Reviewing and Editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Soares Dias, A.P., Gomes Fonseca, F., Catarino, M. et al. Biodiesel Glycerin Valorization into Oxygenated Fuel Additives. Catal Lett 152, 513–522 (2022). https://doi.org/10.1007/s10562-021-03646-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10562-021-03646-0