
Abstract
Hydrogenated amorphous carbon (a-C:H) coating exhibits different wear behaviors depending on its counterpart material in boundary lubricated sliding contact. In previous works, tribological behaviors of a-C:H coating were investigated against steel, chromium, and germanium counterpart materials. The specific wear rate of a-C:H coating was found to decrease with the ability of its counterpart material to react with or dissolve carbon. The present study investigated how graphitization of a-C:H coating's top layers and interactions of the counterpart material with carbon influence wear behaviors of a-C:H coating in boundary lubrication. Results show that a-C:H coating shows graphitization of its top layers regardless the counterpart material. Correlation with differences in wear behaviors of the a-C:H coating leads to the conclusion that graphitization will induce high wear of a-C:H coating only when there are also atomic interactions between the DLC coating and its counterpart material.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Wear is a material degradation process defined in different ways throughout the literature. A simple definition of wear is given by Kenneth G. Budinski as "damage to a solid surface, usually involving progressive loss or displacement of material, due to relative motion between that surface and a contacting substance or substances" [1]. Wear mechanisms are generally classified into mechanical wear, chemical wear, and thermal wear categories, which are further divided into sub-classes. Kato and Neale et al. give detailed classifications and descriptions of different main types of wear observed in industry [2, 3]. The wear damage rate in a tribosystem is influenced by several parameters among which, the lubrication regime is a key one. Tribosystems under un-lubricated regime also referred as failure lubrication regime, generally have an extremely high rate of wear damage, which makes them not suitable for practical engineering applications. Lubrication is used to reduce the wear degeneration in most tribosystem as it can reduce the wear rate by several orders of magnitude, increasing the lifespan of mechanical components. Gwidon et al. give schematic representation of the wear damage rate exhibited under different lubrication regime where we can appreciate that even the least effective lubrication can induce important wear reduction in a tribosystem [3]. In addition to lubrication, there are other ways to control wear damage in tribosystems, such as anti-wear oil additives that chemically react with interacting surfaces and form a lubricious protecting layer [4,5,6,7], or surface coating technologies that enhance the wear resistance of surfaces to be protected. Among surface coating technologies, diamond like carbon (DLC) coatings are the focus of much research activities, due to their attracting tribological properties such as high hardness and high wear resistance. DLC coatings have a wide range application as protective coatings in fields as diverse as optical windows, magnetic storage disks, car engine parts, and biomedical coatings [8, 9]. Because of their high hardness, DLC coatings hardly wear under normal sliding conditions [10]. However, they can experience relatively high wear under certain conditions by shear or ambient-induced phase transformation. Several studies reported wear of DLC coatings to be related to graphitization of their top surface at high temperatures or at high sliding velocities. Mobarak et al. tested a‐C:H coated ball against a‐C:H coated disk and stainless steel disk lubricated with biodegradable vegetal canola oil. Authors reported that wear of a‐C:H coating was related to graphitization of the DLC coating in the wear track [11]. Mahmud et al. tested a-C:H coated plate and ta-C coated plate against stainless steel ball in SAE 40 lubricating oil. Authors reported that the wear of tested coatings is mostly influenced by coating graphitization [12]. Deng et al. evaluated tribological behaviors of a-C:H coated disk against Si3N4 ball at high temperature and reported the wear of a-C:H coating to be related to graphitization [13]. Sugimoto et al. tested a-C:H coating against cast iron in boundary lubrication and reported that wear of a-C:H coating under MoDTC-containing boundary lubrication are caused by the graphitization [14]. Lui et al. also reported evidences of graphitization-induced wear of DLC coating [15, 16]. Many other studies in which wear of DLC was reported to be related to graphitization can be found in the literature. Mostly, those studies report observation of graphitized DLC coating and relate it to wear of the DLC coating. However, the real impact of graphitization on wear of DLC coatings has not been evaluated. Such evaluation is all the more difficult due to the complexity of the contact mechanism, including several mechanisms that occur simultaneously during the wear process of DLC coatings.
In our previous works, a-C:H coating was found to exhibit different wear behaviors in boundary lubrication, depending on its counterpart material in sliding condition [17]. Carbon diffusion from a-C:H coating was found to enhance wear of the DLC coating against steel counterpart material due to the high tolerance of steel to carbon diffusion [18]. When sliding against chromium counterpart, a-C:H coating was found to wear less than against steel counterpart, chromium being known to decrease carbon diffusion [19, 20]. Furthermore, when sliding against germanium counterpart which is known to have an extremely low carbon solubility [21], a-C:H coating exhibit even lower wear than against chromium counterpart. Considering that the ability of a material to react with or dissolve carbon may be termed to as "carbon affinity/solubility," steel, chromium, and germanium may be classified as having high, medium, and low carbon affinity/solubility, respectively. Therefore it can be understood that the wear of a-C:H coating decreases with the carbon affinity/solubility of its counterpart material.
Our hypothesis regarding wear behaviors of a-C:H coating in boundary lubricated condition is that when it is rubbed against a material that has high carbon affinity/solubility, carbon diffusion from a-C:H coating lead to high wear of the DLC coating as observed in the case of steel counterpart material. However, when it is rubbed against a material that has low carbon affinity/solubility, graphitization of top layers of the DLC coating could be the key parameter for material removal. The purpose of this work is therefore to verify this hypothesis by investigating how graphitization of its top surface and the carbon affinity/solubility of its mating material influence the wear behavior of a-C:H coating in boundary lubrication.
2 Experimental Details and Specimen Analysis
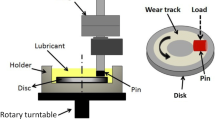
In order to investigate variations of the graphitization rate of a-C:H coating depending on the mating material, friction and wear tests in boundary lubrication were conducted using a conventional tribotester as illustrated in Fig. 1. a-C:H coating was synthesized using carbon 13 rich methane gas and supplied by KURITA SEISAKUSHO, Japan. a-C:H coating were coated on rollers of 5 mm in diameter and 5 mm in length. DLC coated roller were fixed, loaded, and rubbed against Cr-plated disk, S55C steel disk, and germanium disk separately, as counterpart materials. All tested counterpart materials were disks of 22.5 mm in diameter and 4 mm in thickness and supplied by TEST MATERIALS, Japan. During experiment, tested specimen were totally immersed in synthetic poly-alpha-olefin (PAO) oil to ensure boundary lubrication condition. Friction tests were conducted at a linear speed of 0.1 m/s for 1 h and 2 h, at 80 °C, 100 °C, 120 °C. For Cr-plated disk and S55C steel counterparts, experiments were conducted under 5 N normal load. For germanium counterpart, due to the observed high wear resistance of a-C:H coating [17], experiments were conducted under 5 N, 10 N, 20 N, and 30 N normal load. Further information details about experiment conditions, and tested specimen are described elsewhere [17,18,19].

Pin on disk type tribotester
Surface analysis of DLC samples were performed using X-ray photoelectron spectroscopy (XPS). XPS in well know to be highly sensitive to carbon hybridization changes and provides good information to evaluate the graphitization rate of DLC coating by analysis of the ratio of sp2 and sp3 carbon hybridization.
3 Graphitization Investigation Results by XPS Analysis
XPS can be used to determine the hybridization state of carbon atoms on the surface of a material, by peak separation of the C(1s) spectrum. The sp3 hybridization state is characteristic of diamond, while the sp2 hybridization state is characteristic of graphene and/or graphite. Graphene is an allotrope of carbon in form of a single sheet of carbon atoms arranged in hexagonal lattice, while graphite is a stacking of graphene sheets bonded by weak van der Waals bonds [22,23,24]. DLC coatings combine sp2 and sp3 hybridizations. As proposed by Robertson, with the ternary phase diagram of amorphous carbon–hydrogen alloys, DLC coatings are characterized by their content in sp2, sp3 hybridizations of carbon and their content in hydrogen [8]. A predominance of the sp3 hybridization will lead to a structure close to diamond, while a predominance of the sp2 hybridization will lead to a structure close to graphite. Therefore the ratio of sp2 and sp3 content of the DLC coating becomes an important parameter to characterize the structure or any change in the structure of the DLC coating. Graphitization is the transformation of sp3 diamond carbon into sp2 graphitic carbon, which can occur under appropriate temperature and pressure conditions. Graphitization can be detected by XPS measurement, with an increase of the sp2 graphitic carbon, as reported in the literature [25, 26].
In this work, high-resolution spectra of carbon C(1s) region were acquired in the wear track of samples after experiments. C(1s) spectrum of a-C:H coating as deposited was also acquired, to observe changes in the hybridization state of carbon atoms at the surface of the DLC film after experiment, in comparison to the sample as deposited. XPSPEAK41 software was used for peak deconvolution of collected spectra. C(1s) spectra were calibrated using Ar(2p) peak with a fixed binding energy of 241.9 eV. The content in sp2 graphitic carbon was evaluated proportionally to the total content of elemental carbon "sp2/(sp2 + sp3)." Due to the strong correlation between the binding energy of elemental carbon peaks and the binding energy of carbon oxide peaks which can influence the content of elemental carbon in the XPS evaluation process, oxidation rate of a-C:H coating as deposited and tested a-C:H coating samples were also evaluated. The oxidation rate was evaluated proportionally to the total content of carbon in all forms "carbon oxides/(sp2 + sp3 + carbon oxides)." All ratio were evaluated using the corresponding peak area.
Figure 2 shows C(1s) high-resolution spectra with peak deconvolution, obtained from a-C:H coating as deposited. Five components were identified along with a π–π∗ satellite peak. Peaks at 284.3 eV and 285.1 eV were assigned to C=C sp2 and C–C sp3 hybridization states of carbon, respectively. Peaks at 286.4 eV and 287.9 eV were assigned to C–O and C=O oxidation states of carbon, respectively, while the peak at 289.3 eV was assigned to HO–C=O carbon hydroxide. The FWHM (full width at half maximum) used for the peak fitting was chosen ranging from 1.0 to 2 eV. Binding energy shift and FWHM were chosen based on values reported in the literature [27,28,29,30,31,32,33,34,35]. Same parameters were used to analyze C(1s) spectra obtained from tested DLC samples. The average sp2/(sp3 + sp2) ratio of the DLC film as deposited was 62.55%, while its average oxidation ratio was 12.14%.

C(1s) XPS spectrum with peak deconvolution acquired from a-C:H coating as deposited. sp2/(sp3 + sp2) ratio was evaluated to an average of 62.55%, while oxidation ratio was evaluated to an average of 12.14%
Figures 3, 4, and 5 present the summary of sp2/(sp3 + sp2) ratio and oxidation ratio of a-C:H coating before and after friction test against S55C steel disk, Cr-plated disk, and germanium disk, respectively. Oxidation ratios of tested DLC samples are similar to the oxidation ratio of the DLC as received, proof that obtained results are trustworthy. For all tested DLC samples, there is a general increase of 10% to 20% of the sp2/(sp3 + sp2) ratio in comparison to the sp2/(sp3 + sp2) ratio of the DLC as received. Such increase of the sp2/(sp3 + sp2) ratio is characteristic of transformation of diamond sp3 carbon into graphitic sp2 carbon. In addition, observed increases of sp2/(sp3 + sp2) ratios after 2 h experiments were similar to those observed after 1 h experiments. The increase of the normal load up to 30 N in the case of germanium counterpart material also did not show any significant impact on sp2/(sp3 + sp2) ratios in comparison to experiments under 5 N load.

Summary of sp2/(sp3 + sp2) ratio and oxidation ratio of a-C:H coating before and after friction test against S55C steel counterpart disk in PAO oil under 5 N load and at various temperatures. a Ratio after friction test for 1 h, b ratio after friction test for 2 h. For all tested DLC samples, there is an increase of the sp2/(sp3 + sp2) ratio, characteristic of transformation of diamond sp3 carbon into graphitic sp2 carbon. Oxidation ratios of tested DLC samples a similar to the oxidation ratio of the DLC as received, proof that obtained results are trustworthy

Summary of sp2/(sp3 + sp2) ratio and oxidation ratio of a-C:H coating before and after friction test against Cr-plated counterpart disk in PAO oil under 5 N load and at various temperatures. a Ratio after friction test for 1 h, b ratio after friction test for 2 h. For all tested DLC samples, there is an increase of the sp2/(sp3 + sp2) ratio, characteristic of transformation of diamond sp3 carbon into graphitic sp2 carbon. Oxidation ratios of tested DLC samples a similar to the oxidation ratio of the DLC as received, proof that obtained results are trustworthy

Summary of sp2/(sp3 + sp2) ratio and oxidation ratio of a-C:H coating before and after friction test against germanium counterpart disk in PAO oil. a Ratio after friction test for 1 h under 5 N load at various temperatures, b ratio after friction test for 1 h and 2 h at 120 °C under various normal loads. For all tested DLC samples, there is an increase of the sp2/(sp3 + sp2) ratio, characteristic of transformation of diamond sp3 carbon into graphitic sp2 carbon. Oxidation ratios of tested DLC samples a similar to the oxidation ratio of the DLC as received, proof that obtained results are trustworthy
4 Discussion
Carbon diffusion is the key mechanism that accelerate the wear of a-C:H coating when it is rubbed in boundary lubrication against a counterpart material that has high carbon affinity/solubility such as steel. a-C:H coating was found to exhibit low wear rate when it is rubbed in boundary lubrication against a counterpart material that has low carbon affinity/solubility such as germanium. The aim of this work is to investigate the relation of graphitization to the wear mechanism of a-C:H coating when it is rubbed in boundary lubrication against counterpart materials that have different carbon affinity/solubility.
Based on observations in our previous works [17,18,19], the specific wear rate of a-C:H coating in boundary lubrication decreases with the carbon affinity/solubility of its counterpart material as we can see in Fig. 6 which presents specific wear rates of a-C:H coating tested against S55C steel, chromium plating and germanium counterpart material. Figures 7, 8, and 9 presents friction curves of a-C:H coating tested against S55C steel, chromium plating, and germanium counterpart material, respectively. Friction and wear behaviors of a-C:H coating against steel, chromium, and germanium have been investigated and discussed in details in our previous works [17,18,19].

Specific wear rate of a-C:H coating against S55C steel, Cr plating and germanium after friction and wear test in boundary base oil lubrication. All experiments were conducted at 120 °C. Friction and wear tests in boundary base oil lubrication were conducted for a-C:H coating/germanium tribopair for 1 h under 5 N load, 2 h under 20 N load and 3 h under 30 N load. Friction and wear tests in boundary base oil lubrication were conducted for a-C:H coating/S55C steel and a-C:H coating/Cr plating tribopairs for 1 h under 5 N load. Figure retrieved from Ref [17]

Friction coefficient curves as function of sliding cycles for a-C:H coating rubbed against chromium plated disk in PAO oil at different temperatures. Figure retrieved from Ref. [18]

Friction coefficient curves as function of sliding cycles for a-C:H coating rubbed against chromium plated disk in PAO oil at different temperatures. Figure retrieved from Ref. [19]

Friction coefficient curves as function of sliding cycles for a-C:H coating rubbed against germanium disk in PAO oil at different temperatures. Figure retrieved from Ref. [17]
In this study. we investigated the graphitization of the top surface of a-C:H coating after experiments against counterpart materials that have various carbon affinity/solubility: low for germanium, medium for chromium, and high for S55C steel. XPS investigations show that for tested steel, chromium, and germanium counterpart materials, the top surface in the wear track of tested a-C:H coating show increase of the sp2/(sp3 + sp2) ratio which is characteristic of transformation of diamond sp3 carbon into graphitic sp2 carbon. Moreover, increasing of the experiment duration up to 2 h and increasing of the normal load up to 30 N in the case of germanium counterpart material did not show any impact on sp2/(sp3v + sp2) ratios of tested DLC coatings, which remain similar to sp2/(sp3 + sp2) ratios observed after 1 h experiments under 5 N load. Such result can be explained by the fact that as top layers of DLC coating get graphitized and softened, they will be removed during experiment, if suitable conditions are met. Therefore, it might be difficult quantify accurately the graphitization rate.
The observation of change in the hybridization state of carbon atoms at the top surface of a-C:H coating after experiment independently of the carbon affinity/solubility of its counterpart material is understandable since graphitization is a process/mechanism that affects the DLC coating if environmental conditions are suitable, independently of its counterpart material. Transformation of diamond carbon into graphitic carbon occur when appropriate conditions of temperature and pressure are met to increase the conversion energy to a sufficient level in order to pass the transition state barrier [36]. Transition metals such as Fe and Cr can also act as catalysis for the conversion of diamond into graphite. After conversion in graphitic carbon, the removal rate and removal process/mechanism of the transformed carbon from the top surface of the DLC coating will change depending on several parameters among which, properties of the counterpart material. A counterpart material with high carbon affinity/solubility such as steel will induce accelerated wear of the DLC film by diffusion of converted carbon within it. A counterpart material such as chromium that decelerate carbon diffusion will induce less wear of DLC in comparison to steel counterpart material. A counterpart material with low carbon affinity/solubility such as germanium will demonstrate no atomic interaction with the DLC film which will show a very low wear rate in return.
When a-C:H coating is subjected to friction and wear test in boundary lubrication, graphitization of its top layers at the contact area occurs regardless of the carbon affinity/solubility of its counterpart material. However, the specific wear rate of a-C:H coating is high when the carbon affinity/solubility of its counterpart material is high and low when the carbon affinity/solubility of its counterpart material is low [17]. When the counterpart material has high carbon affinity/solubility such as steel which has a carbon solubility of 2.14 wt% at 1147 °C [37], graphitized carbon atoms from the top layers of the DLC coating will react with the counterpart material or diffuse into it, inducing high wear of the DLC coating. However, when the counterpart material has low carbon affinity/solubility such as germanium which has a carbon solubility so low that it cannot be measured below 2780 °C [21], there will be less or no atomic interactions between graphitized carbon atoms from the top layers of the DLC coating and the counterpart material, inducing low wear of the DLC coating. We can conclude that graphitization alone without atomic interactions between the DLC coating and its counterpart material is not enough to induce high wear of the DLC coating.
5 Conclusion
By studying the effect of mating material and graphitization on wear of a-C:H coating, this work investigated the relation between differences in wear behaviors of a-C:H coating and its counterpart material affinity/solubility to carbon. Results in this study showed that graphitization of top layers of a-C:H coating occurs during friction and wear test in boundary lubrication regardless the affinity/solubility of the counterpart material to carbon. Correlation of those results with wear behaviors of a-C:H coating shows that graphitization alone does not have a significant impact on wear behaviors of a-C:H coating. However, graphitization combined with atomic interactions between the a-C:H coating and its counterpart material can lead to high wear of DLC coating. Atomic interaction such as diffusion of carbon atoms from a-C:H coating into counterpart material or carbide formation are known to accelerate wear of a-C:H coating. Therefore, the carbon affinity/solubility becomes a key parameter to consider in the choice of a counterpart material for a-C:H coating in boundary lubrication.
References
Budinski, K.G.: Guide to Friction, Wear, and Erosion Testing. ASTM International, West Conshohocken (2009)
Kato, K.: Classification of wear mechanisms/models. In: Stachowiak, G.W. (ed.) Wear—Materials, Mechanisms and Practice, pp. 9–20. Wiley, Chichester (2006)
Neale, M.J., Gee, M.: Guide to Wear Problems and Testing for Industry. William Andrew Pub, Norwich (2001)
Aboua, K.A.M., Umehara, N., Kousaka, H., Tokoroyama, T., Murashima, M., Tasdemir, H.A., Mabuchi, Y., Higuchi, T.: Effect of ZnDTP triboflim’s morphology on friction behaviors of DLC coatings: tribofilm characterization by 3D scanning electron microscope observation. J. Adv. Mech. Des. Syst. Manuf. (2018). https://doi.org/10.1299/jamdsm.2018jamdsm0129
Abdullah Tasdemir, H., Tokoroyama, T., Kousaka, H., Umehara, N., Mabuchi, Y.: Influence of zinc dialkyldithiophosphate tribofilm formation on the tribological performance of self-mated diamond-like carbon contacts under boundary lubrication. Thin Solid Films 562, 389–397 (2014). https://doi.org/10.1016/j.tsf.2014.05.004
Haque, T., Morina, A., Neville, A., Kapadia, R., Arrowsmith, S.: Effect of oil additives on the durability of hydrogenated DLC coating under boundary lubrication conditions. Wear 266, 147–157 (2009). https://doi.org/10.1016/j.wear.2008.06.011
De Barros’Bouchet, M.I., Martin, J.M., Le-Mogne, T., Vacher, B.: Boundary lubrication mechanisms of carbon coatings by MoDTC and ZDDP additives. Tribol. Int. 38, 257–264 (2005). https://doi.org/10.1016/j.triboint.2004.08.009
Robertson, J.: Diamond-like amorphous carbon. Mater. Sci. Eng. R. Rep. 37, 129–281 (2002). https://doi.org/10.1016/S0927-796X(02)00005-0
Erdemir, A., Donnet, C.: Tribology of diamond-like carbon films: recent progress and future prospects. (2006). https://stacks.iop.org/0022-3727/39/i=18/a=R01?key=crossref.9af827cc7f4ea226ffcf654a7b79e6d5
Bhushan, B.: Modern Tribology Handbook. CRC Press, Boca Raton (2001)
Mobarak, H.M., Chowdhury, M.: Tribological performance of hydrogenated amorphous carbon (a-C: H) DLC coating when lubricated with biodegradable vegetal canola oil. Tribol. Ind. 36, 163–171 (2014)
Almahmud, K.A.H., Varman, M., Kalam, M.A., Masjuki, H.H., Mobarak, H.M., Zulkifli, N.W.M.: Tribological characteristics of amorphous hydrogenated (a-C: H) and tetrahedral (ta-C) diamond-like carbon coating at different test temperatures in the presence of commercial lubricating oil. Surf. Coatings Technol. 245, 133–147 (2014). https://doi.org/10.1016/j.surfcoat.2014.02.052
Deng, X., Kousaka, H., Tokoroyama, T., Umehara, N.: Thermal stability and high-temperature tribological properties of a-C: H and Si-DLC deposited by microwave sheath voltage combination plasma. Tribol. Online 8, 257–264 (2013). https://doi.org/10.2474/trol.8.257
Sugimoto, I., Honda, F., Inoue, K.: Analysis of wear behavior and graphitization of hydrogenated DLC under boundary lubricant with MoDTC. Wear 305, 124–128 (2013). https://doi.org/10.1016/j.wear.2013.04.030
Liu, Y., Meletis, E.I.: Evidence of graphitization of diamond-like carbon films during sliding wear. J. Mater. Sci. 32, 3491–3495 (1997). https://doi.org/10.1023/A:1018641304944
Liu, Y., Erdemir, A., Meletis, E.I.: A study of the wear mechanism of diamond-like carbon films. Surf. Coat. Technol. 82, 48–56 (1996). https://doi.org/10.1016/0257-8972(95)02623-1
Aboua, K.A.M., Umehara, N., Kousaka, H., Tokoroyama, T., Murashima, M., Mabuchi, Y., Higuchi, T., Kawaguchi, M.: Effect of carbon diffusion on friction and wear behaviors of diamond-like carbon coating against germanium in boundary base oil lubrication. Tribol. Lett. 67, 65 (2019). https://doi.org/10.1007/s11249-019-1179-2
Aboua, K.A.M., Umehara, N., Kousaka, H., Deng, X., Tasdemir, H.A., Mabuchi, Y., Higuchi, T., Kawaguchi, M.: Effect of carbon diffusion on friction and wear properties of diamond-like carbon in boundary base oil lubrication. Tribol. Int. 113, 389–398 (2017). https://doi.org/10.1016/j.triboint.2016.10.047
Aboua, K.A.M., Umehara, N., Kousaka, H., Tokoroyama, T., Murashima, M., Mabuchi, Y., Higuchi, T., Kawaguchi, M.: Effect of carbon diffusion on friction and wear behaviors of diamond-like carbon coating against Cr-plating in boundary base oil lubrication. Tribol. Online. 13, 290–300 (2018). https://doi.org/10.2474/trol.13.290
Krishtal, M.A.: Diffusion processes in iron alloys. Isr. Progr. Sci. Transl. Jerusalem. 135–137 (1970)
Scace, R.I., Slack, G.A.: Solubility of carbon in silicon and germanium. J. Chem. Phys. 30, 1551–1555 (1959). https://doi.org/10.1063/1.1730236
Novoselov, K.S., Jiang, D., Schedin, F., Booth, T.J., Khotkevich, V.V., Morozov, S.V., Geim, A.K.: Two-dimensional atomic crystals. Proc. Natl. Acad. Sci. USA 102, 10451–10453 (2005). https://doi.org/10.1073/pnas.0502848102
Johra, F.T., Lee, J.W., Jung, W.G.: Facile and safe graphene preparation on solution based platform. J. Ind. Eng. Chem. 20, 2883–2887 (2014). https://doi.org/10.1016/j.jiec.2013.11.022
Mahmoodaliofkhazraeiali, N., Milne, W.I., Ozkan, C.S., Mitura, S., Gervasoni, J.L.: Graphene Science Handbook: Fabrication Methods. CRC Press, Boca Raton (2016)
Anna, A., Oleg, B., Halyna, K., Egor, U., Tibor, I., Oleksander, R., Stepan, P., Alexander, K.: In situ XPS characterization of diamond films after AR + cluster ion beam sputtering. pp. 1–6 (2015)
Xie, F.Y., Xie, W.G., Gong, L., Zhang, W.H., Chen, S.H., Zhang, Q.Z., Chen, J.: Surface characterization on graphitization of nanodiamond powder annealed in nitrogen ambient. Surf. Interface Anal. 42, 1514–1518 (2010). https://doi.org/10.1002/sia.3350
Moulder, J.F., Stickle, W.F., Sobol, P.E., Bomben, K.D.: Handbook of X-ray photoelectron spectroscopy: a reference book of standard spectra for identification and interpretation of XPS data. Perkin-Elmer Corporation, Waltham (1992)
Hu, C.Q., Zheng, B., Zhu, J.Q., Han, J.C., Zheng, W.T., Guo, L.F.: Increasing sp3 hybridized carbon atoms in germanium carbide films by increasing the argon ion energy and germanium content. J. Phys. D. Appl. Phys. (2010). https://doi.org/10.1088/0022-3727/43/13/135103
Han, J., Jiang, C., Zhu, J.: Non-hydrogenated amorphous germanium carbide with adjustable microstructure and properties: a potential anti-reflection and protective coating for infrared windows. Surf. Interface Anal. 45, 685–690 (2013). https://doi.org/10.1002/sia.5130
Yang, D., Velamakanni, A., Bozoklu, G., Park, S., Stoller, M., Piner, R.D., Stankovich, S., Jung, I., Field, D.A., Ventrice, C.A., Ruoff, R.S.: Chemical analysis of graphene oxide films after heat and chemical treatments by X-ray photoelectron and Micro-Raman spectroscopy. Carbon N. Y. 47, 145–152 (2009). https://doi.org/10.1016/j.carbon.2008.09.045
Mérel, P., Tabbal, M., Chaker, M., Moisa, S., Margot, J.: Direct evaluation of the sp3 content in diamond-like-carbon films by XPS. Appl. Surf. Sci. 136, 105–110 (1998). https://doi.org/10.1016/S0169-4332(98)00319-5
Díaz, J., Paolicelli, G., Ferrer, S., Comin, F.: Separation of the sp3 and sp2 components in the C1s photoemission spectra of amorphous carbon films. Phys. Rev. B. 54, 8064–8069 (1996). https://doi.org/10.1103/PhysRevB.54.8064
Lee, W.H., Lee, J.G., Reucroft, P.J.: XPS study of carbon fiber surfaces treated by thermal oxidation in a gas mixture of O2/(O2 + N2). Appl. Surf. Sci. 171, 136–142 (2001). https://doi.org/10.1016/S0169-4332(00)00558-4
Papirer, E., Lacroix, R., Donnet, J., Nanse, G., Fioux, P.: XPS study of the halogenation of carbon black - Part 1. Bromination. Carbon N. Y. 32, 1341–1358 (1994)
Lee, J.-M., Kim, J.-W., Lim, J.-S., Kim, T.-J., Kim, S.-D., Park, S., Lee, Y.: X-ray Photoelectron spectroscopy study of cobalt supported multi-walled carbon nanotubes prepared by different precursors. Carbon Lett. 8, 120–126 (2007)
Chen, Y., Zhang, L.: Polishing of Diamond Materials. Springer, London (2013)
Campbell, F.C., Flake, C.: Elements of Metallurgy and Engineering Alloys. ASM International, Materials Park (2008)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Aboua, K.A.M., Umehara, N., Kousaka, H. et al. Effect of Mating Material and Graphitization on Wear of a-C:H Coating in Boundary Base Oil Lubrication. Tribol Lett 68, 24 (2020). https://doi.org/10.1007/s11249-019-1248-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-019-1248-6