
Abstract
Diamond-like carbon (DLC) coatings have emerged as one of the most promising surface coatings for applications involving boundary lubrication regime. Some of the characteristics that distinguish DLC coatings from other hard coatings include high hardness, low friction coefficient, wear resistance, and chemical inertness. Because of their low surface energies, these coatings cannot react effectively with different lubricant constituents. Doping of DLC coatings with metals and nonmetals, such as titanium, tungsten, silicon, chromium, fluorine, and nitrogen, can improve their interaction with lubricants to form tribologically beneficial films. Many experimental studies have been conducted on different types of DLC coatings using various lubricant formulations in the last few decades. The results obtained from these experimental studies are very scattered and contradictory, so the data should be consolidated in a more organized and apprehensible manner. By doing so, tribological behavior of various DLC–lubricant combinations can be understood in a better way, and a more logical continuation of research on DLC coatings can be carried out. In this review paper, most widely investigated metal- and nonmetal-doped DLC coatings, such as Ti-DLC, W-DLC, Si-DLC, Cr-DLC, WC-DLC, and multilayered a-C:H/W-DLC coatings, are considered for evaluation. Tribological performance of the aforementioned DLC coatings, in combination with various base oils and lubricant additives, is analyzed by comparing their average friction and wear coefficient values, which have been calculated from published experimental data. Only self-mated doped DLC contacts are considered in this study to eradicate the interference of ferrous and nonferrous counterbodies.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Energy is one of the most important factors that can directly influence our lives. Dependence of commercial and domestic users on energy is increasing daily, and life activities are almost impossible to perform without consuming different forms of energy. Considering the limited resources available and hazardous effects of their excessive use on the environment, the conservation and efficient usage of energy are topics of great debate among researchers worldwide. A considerable amount of input energy, which is usually wasted because of friction between sliding surfaces without doing any useful work, can be conserved by efficiently implementing the principles of tribology.
The transportation sector is one of the major consumers of worldwide energy production, so automotive manufacturers are under immense pressure from environmental authorities and customers who are demanding cars with less emissions, better fuel economy, improved reliability, and enhanced service intervals [1, 2]. These challenges can be met, either directly or indirectly, by tribologically improving the tribo-pairs involved in the functioning of internal combustion engine. Major contributors in frictional losses of automotive engines are piston assembly, bearings, and valve train [3]. Friction losses and related wear can be reduced to an appreciable extent by depositing protective coatings on the interacting surfaces and developing tribologically advanced lubricant additives [4]. Most of the high-quality protective coatings available to avoid surface deterioration are nitrides, carbides [titanium nitride (TiN), titanium carbo-nitride (TiCN), and chromium nitride (CrN)], and carbon-based [diamond-like carbon (DLC) and metallic carbides (MeC)] coatings [5]. In addition to wear protection of the coated part, these coatings also offer low values of steady-state coefficient of friction and minimal wear of the counter surface [5]. DLC coatings have emerged as a potential surface protective coating for widespread applications because of their outstanding mechanical, tribological, and chemical properties [6–10].
Many studies have been conducted by researchers on different types of DLC coatings to evaluate their tribological performance under lubricated conditions using various test equipment and procedures. Another important objective of these studies was to understand the mechanisms involved in the interactions of these coatings with base oils and lubricant additives. Given the diverse test conditions and contradictory remarks about the tribochemical interactions, the published test data should be arranged in a more organized, consolidated, and apprehensible manner. By doing so, tribological performance of DLC coatings with respect to different formulated oils can be compared easily and systematically. Consequently, it will become easy to select an optimum oil formulation for any particular type of DLC coating. Excellent review papers by Kalin et al. [4] and Velkavrh et al. [11] were published in 2008 addressing the same issue. In these papers, tribological performance of DLC coatings in combination with base oils and lubricant additives was analyzed by considering various doped DLC coatings as one entity and non-doped DLC coatings as second entity. Each DLC coating behaves differently with a particular lubricant formulation, so the tribological characteristics of numerous types of DLC coatings should be analyzed individually and discretely without considering them as a single entity along with the tribochemical mechanisms involved for a particular tribological behavior. Moreover, numerous tribological investigations have been conducted since 2008, and the findings of the latest studies should be consolidated with the previous results. Recently, a similar review paper was published by Yazawa et al. [12], in which tribochemical interaction of most widely used lubricant additives with various types of DLC coatings was discussed. In the present review paper, most widely used self-mated doped DLC coatings are investigated in detail instead of briefly discussing all types of DLC coatings in symmetrical and asymmetrical contacts. In addition, average values of coefficients of friction and wear coefficients are calculated for various DLC–lubricant combinations using already published data and then displayed in the form of bar graphs to quantify the effectiveness of a particular lubricant additive in enhancing tribological characteristics of various DLC coatings. Most commonly used materials, equipment, lubricants, tribo-test conditions, and characterization techniques deployed by different researchers in their experimental studies are also summarized.
2 Diamond-Like Carbon (DLC) Coatings
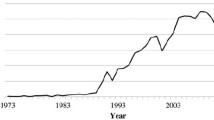
DLC coatings have gained much attention in the last few decades because of their unique combination of characteristics. Some of the properties that distinguish DLC coatings from other hard coatings include high hardness, wear resistance, low friction coefficient, and chemical inertness [13]. Although Eisenberg and Chabot are considered the first researchers to conduct comprehensive research on DLC coatings [14], production of the first carbon film by Schmellenmeier can be traced back to 1953 [15]. Researchers did not give much attention to DLC coatings during the 1970s and 1980s; however, since the 1990s, a considerable number of experimental studies were carried out by different researchers to explore mechanical and tribological properties of DLC coatings in detail [10]. To further improve the performance of DLC coatings and meet the stringent requirements of advanced mechanical systems involving high temperatures, pressures, applied loads, corrosive environment, and starved lubrication conditions, researchers have been working on various aspects of DLC coatings, especially deposition methods, for several decades. Most widely used deposition techniques associated with DLC coatings are physical vapor deposition (PVD) and chemical vapor deposition (CVD) [10]. Deposition parameters, such as temperature, pressure, and bias voltage, can be varied over broad ranges to incorporate specific properties in DLC coatings [16]. Further details of these advancements can be found in many review articles written on the subject [6, 10, 17, 18].
2.1 Classification of DLC Coatings
DLC coatings can be classified in many ways. Based on the presence of foreign elements in their structure, DLC coatings can be classified as doped- and non-doped DLC coatings. Doped DLC coatings can be further subdivided into metal-doped (Ti, W, Mo, Cr, etc.) and nonmetal-doped DLCs (Si, F, N, etc.). DLC coatings are considered to be chemically inert [19, 20], and doping of DLC coatings can increase their surface energies and ability to interact with lubricants to form surface protective films. Other advantages associated with doped DLCs include good adhesion with the substrate, increased wear resistance, improved electrical conductivity, and decreased internal compressive stresses during deposition [18, 21–23]. Subdivision of non-doped DLC coatings is possible based on the hydrogen content, that is, those having significant amount of hydrogen are called hydrogenated non-doped DLC coatings (a-C:H and ta-C:H) [24], whereas those with negligible or lesser hydrogen content are denoted as non-hydrogenated non-doped DLC coatings (a-C and ta-C) [25, 26]. Presence of hydrogen in the structure of non-doped DLC coatings prevents phase transformation, passivates the dangling carbon bonds, stabilizes the random covalent structure, and influences the optical, chemical, and electrical properties [24, 26]. The hydrogen concentration depends upon the carbon precursor used for deposition of these coatings. Some of the most commonly used carbon sources include ethane (C2H6), methane (CH4), acetylene (C2H2), iso-butane (C4H10), propane (C3H8), benzene (C6H6), and n-butane (C4H10) [27]. The aforementioned scheme of DLC coatings classification is shown in the form of a hierarchy chart in Fig. 1. In the structure of DLC coatings, carbon atoms are bonded together in either sp 2 or sp 3 configuration with a negligible amount of sp 1 bonded carbon atoms [28]. The percentage of sp 3 and sp 2 content is one of the highly critical factors that define the properties of DLC coatings. Carbon coatings with high sp 3 content (a-C) are comparatively very hard and have properties similar to diamond [26], whereas those with majority of sp 2 bonded carbon atoms (a-C:H, ta-C) [24] are soft and their characteristics are more inclined towards graphite [29]. Another important type of DLC coating, known as multilayered DLC coating, has been developed to achieve better distribution of load and enhanced load carrying capacity (a-C:H/W-DLC, a-C/W-DLC, VTiN, etc.) [30, 31]. These coatings consist of very thin alternate layers of two different types of DLC coatings (generally a-C:H or a-C and W-DLC) stacked together to incorporate benefits of both types in a single coating. Tribological performance of DLC coatings can be further enhanced by using them in combination with surface texturing [32–34]. Depressions of different orientations, sizes, and shapes are made on DLC-coated surface/substrate using various techniques, such as reactive ion etching, ion beam, machining, and lasers [7, 35]. These depressions act as reservoirs and continuously supply lubricant to the contact to avoid starvation conditions. They can also trap wear debris generated as a result of sliding and prevent surface deterioration caused by abrasive wear. Although DLC coatings can be deposited on many types of substrates, their adhesion and strength of bonding, which are very critical for long service life of coatings, are highly dependent on the substrate material [36]. To meet modern industrial requirements involving harsh conditions and prevent fracture or delamination of the coatings during their operation, strong adhesion with the substrate material is a prerequisite [37]. For this purpose, metallic interlayers are usually deposited prior to the actual top layer of DLC coating. Interlayers do not only promote adhesion but also help in uniformly distributing the load on the substrate [38]. Most widely used interlayers in DLC coatings are chromium-based ones. Some other types of adhesion-promoting interlayers include TiN, CrN, tungsten (W), and CrC (chromium carbide). Techniques such as plasma nitriding and surface roughening, which involve blasting of spherical-shaped hard particles (e.g., zirconia and glass) on steel substrates and subsequent polishing, can also enhance adhesion strength and reliability of DLC coatings [39, 40].

Classification of DLC coatings
2.2 Industrial Applications
In most industrial applications, energy must be transferred from one component to other. Energy transfer is usually done by interaction of surfaces in the form of sliding or rolling. To reduce friction and wear, lubricants are usually used in between the interacting surfaces. The amount of lubricant resides in between the interacting surfaces and composite surface roughness defines the lubrication regime of a contact. If a layer of lubricant prevails between interacting surfaces, no physical contact occurs between asperities, resulting in low values of friction and wear. Modern industrial applications involve rigorous operating conditions, such as high applied loads, elevated temperatures, and immense pressures, so asperities of sliding surfaces come into contact because of lubricant slippage. In such applications, DLC coatings can prove to be very useful in increasing service life of components and efficient usage of input energy because of their inherent hardness and self-lubrication nature. Effective lubrication can also be achieved using lubricants that have reactive functional groups in their structure capable of adsorbing on active sites of interacting surfaces [41, 42].
As a result of their unique set of properties and extensive research carried out in the last four decades, DLC coatings are now used as surface protective layers in diverse industries, which include manufacturing, electronics, optics, mechanical equipment, micro-electromechanical systems, and biomedical implants [4, 10, 43]. Hard disks and razor blades are some of the consumer products, in which DLC coatings are in use. In magnetic storage devices, DLC coating (a-C:H) is generally applied as a protective overcoat to prevent components from corrosion and abrasive wear [10, 44]. Different razor blade manufacturers successfully deployed DLC coating (ta-C) in their blades to increase the performance, durability, and lifetime of their products [44]. In the automotive industry, DLC coatings found their first application in the fuel injection system of a diesel engine to make the components more resistive against adhesive wear [10, 45, 46]. Subsequently, many researchers conducted systematic studies by applying DLC coatings to various automotive components and assemblies, such as valve train [5, 47–52], piston assembly [53–55], gears [56, 57], and bearings [58, 59]. As an outcome, DLC coatings are now used as tribologically enhanced surfaces in many critical engine parts on a massive scale. Some of the most widely used DLC-coated engine parts are shown in Fig. 2. DLC coatings also proved to be very useful for a number of biomedical applications, and extensive research has been conducted on their optimization for cardiovascular, orthopedic, and dental implants. Such applications require outstanding material properties, such as low friction, high hardness, corrosion resistance, biocompatibility, and moderate wear of counterbodies, all of which are possessed by DLC coatings [60]. Positive effects on the performance and service life of mechanical components, such as gears, lead-screws, bearings, plungers, and valves, can be realized by applying DLC coatings on them [44]. DLC-coated parts are frequently used in the manufacturing of medicines, textiles, and edible items, in which conventional lubricants cannot be used. In the field of manufacturing, DLC coatings are usually deposited on cutting edges of machine tools, such as end mill cutters and drill bits, to increase their lifetime and minimize the role of hazardous and expensive coolants in machining [61]. Given that DLC coatings cannot withstand elevated temperatures, which are generally encountered during the machining of hard metals, DLC-coated cutting tools are generally used for the machining of soft materials, such as aluminum, plastics, and polymers [44]. DLC coatings are also used in injection molding machines because of their excellent antisticking characteristics. Advantages such as reduced ejection time, better surface finish of products, and decreased cleaning downtimes of molds can be achieved by coating molds with a thin layer of DLC. In optics, DLC coatings are usually applied on glasses composed of different materials to make them scratch resistant and antireflective [24]. Another application involves deposition of DLC coatings on contact lenses at low temperatures to protect them against abrasive wear [62].

Automotive applications of DLC coatings: a piston, b finger roller follower, c tappet, d valve, e camshaft sprocket, f camshaft, and g piston ring
3 Review of Tribological Studies on DLC Coatings
3.1 Experimental Setups
To evaluate the potential of DLC coatings for boundary lubrication applications, experimental studies were carried out by many researchers. The main focus of these studies was to explore the tribological properties of DLC coatings in combination with formulated oils using different geometric configurations, which include pin-on-disk, cylinder-on-flat, ball-on-flat, and load-scanning test rig (Fig. 3). Although most of the studies were conducted at a normal operating temperature of an engine (i.e., 80–100 °C), some researchers carried out experiments at temperatures as low as 22 °C [7] and as high as 500 °C [8] to determine the effect of extreme temperatures on tribochemical interactions of DLC coatings with lubricants. Dependence of friction and wear characteristics on environmental species, such as H2O, O2, and N2, was also analyzed by varying their vapor pressures [63]. Similarly, values of other tribo-test parameters, such as applied load, sliding velocity, sliding distance, and test duration, also varied. Unidirectional motion was achieved using rotational motion, whereas reciprocating motion was used to simulate bidirectional sliding. Most of the researchers used sliding contact between the interacting surfaces, but a combination of sliding and rolling contact was also used for friction analysis.

Most widely used tribo-testing geometric configurations: a pin-on-disk, b ball-on-plate, c pin-on-plate (vertical), and d pin-on-plate (horizontal)
3.2 Substrate and Counterbody Materials
Tribological studies were carried out on both symmetrical and asymmetrical DLC-coated tribo-pairs by researchers using different types of materials as substrates and counterbodies (Table 1). In asymmetrical contacts, both ferrous and nonferrous counterbodies with different geometries and dimensions were used. Some of the nonferrous materials that were commonly used as counterbodies include aluminum oxide (Al2O3) [36, 43, 64], silicon nitride (Si3N4) [8], and germanium [9]. In most of the studies involving ferrous counterbodies and substrates, American Iron and Steel Institute (AISI) 52100 chrome steel was used because its hardness value is close to that of DLC coatings. Harder substrates, such as chrome steel, not only prevent plastic deformation and subsequent delamination but also enhance tribological properties by reducing wear and friction [65, 66]. Other ferrous materials that were frequently used in experimental studies include AISI 316, cast iron (BS 1452), AISI 440C, high carbon steel (S55C), and high speed steel (HSS).
3.3 Lubricants and Additives
DLC coatings were investigated under both dry and lubricated conditions. Given that most industrial applications involve boundary lubrication, more focus is placed on experimental evaluations in the presence of lubricants. Lubricants can generally be classified as either natural organic or synthetic organic [67]. Natural organic lubricants include those obtained from natural resources, such as animals, vegetables, and minerals, whereas synthetic lubricants are those manufactured and customized for specific applications (e.g., synthetic hydrocarbons and esters) [68]. Lubricants, which are commonly used for tribological evaluation of DLC coatings by different researchers, can be divided into three categories, namely base oils, additivated oils, and fully formulated oils (Table 2). Polyalphaolefin (PAO), which is a synthetic American Petroleum Institute (API) Group IV oil, is one of the most widely used base oils along with paraffinic mineral oil (M), API Group I oil (A-I), API Group II oil (A-II), API Group III oil (A-III), as well as some bio-based oils [i.e., rapeseed oil (RO), sunflower oil (SO)]. Commercially available fully formulated oils, such as Society of Automotive Engineers (SAE) 5W30, SAE 5W20, SAE 75W85, SAE 0W40, and SAE 40, containing complete additive packages were also used in some of the previous studies. The effectiveness of conventional lubricant additives, primarily optimized to interact with ferrous surfaces, on DLC-coated surfaces was also tested by different authors. Some of the lubricant additives that were most widely examined in combination with different base oils include friction modifiers [such as glycerol mono-oleate (GMO) and molybdenum dithiocarbamate (MoDTC)] and antiwear additives [such as zinc dialkyldithiophosphate (ZDDP)]. ZDDP was also used as an extreme pressure additive in some of the studies. Some other additives, such as butylated triphenyl phosphorothionate (b-TPPT), amino phosphates (AP), and amine sulfuric-phosphate diester (T307), were also used in the tribo-testing of DLC coatings.
3.4 Effects of Intrinsic/Extrinsic Parameters
Experimental studies carried out on the tribological evaluation of DLC coatings can be broken down into two categories on the basis of lubrication, namely lubricated and dry. Initially, evaluation of DLC coatings started by analyzing their tribological performance under dry conditions. Numerous studies were conducted by researchers in different environments, such as humid air, dry nitrogen, and vacuum, using various types of DLC coatings in symmetrical and asymmetrical contacts [8, 39, 43, 46, 51, 69–72]. The main focus of those studies was to evaluate the effect of tribo-test parameters and environmental conditions, such as temperature, applied load, contact pressure, and relative humidity, on the tribological characteristics of DLC coatings. Outcomes of research carried out on DLC coatings under dry conditions over the past several years are summarized in excellent review papers written on the topic [6, 10, 18, 44, 73, 74]. In particular, a recent comprehensive review by Al Mahmud [74] is an excellent source of information about how different DLC coatings behave in the absence of lubricants.
Since most of the modern engineering applications operate under lubricated conditions therefore, from last decade or so, experimental studies were conducted by many researchers to understand the mechanisms by which DLC coatings and formulated oils interact with each other to form tribologically beneficial tribofilms. Given that manufacturers of conventional lubricants formulate and optimize their products by keeping in mind that they will only interact with ferrous surfaces, how these lubricants interact with DLC-coated surfaces should be analyzed [71, 75, 76]. Many tribological studies were performed to evaluate the performance of DLC coatings in the presence of lubricants [5, 7, 9, 21, 25, 30, 31, 38, 45, 46, 50, 51, 57, 71, 75–115]. Some of the researchers found noticeable and beneficial tribochemical interactions between DLC coatings and lubricant additives [9, 84, 85, 101, 103], but others reported very little or no interaction at all [51, 104–107].
Abdullah Tasdemir et al. [9] prepared different samples of lubricants by mixing PAO with GMO and ZDDP in different concentrations and investigated the effect of additive concentrations and temperature on the tribological properties of ta-C/steel contact using pin-on-disk configuration. At high temperatures, deterioration in wear properties of ta-C coatings was observed when additive-free PAO was used as a lubricant, but additives proved to be helpful in overcoming this excessive wear by forming additive-derived tribofilms and surface passivation. Their results also revealed a strong dependence of tribological properties of ta-C/steel tribo-pair on additive concentrations. Mahmud et al. [98] investigated the tribological performance of a-C:H/steel and ta-C/steel contacts with ZDDP containing fully formulated oil (SAE 40) at three different test temperatures (i.e., 50, 100, and 150 °C). With an increase in temperature, wear coefficients of both coatings increased, whereas a positive effect on friction coefficient was observed. This change in the tribological behavior can be attributed to the accelerated formation of a soft graphite layer possessing low shear strength at elevated temperature, which resides between the sliding surfaces. A reduction in the wear of counterbodies was also seen irrespective of the type of coating. In a similar study, multilayered DLC coating consisting of W-DLC and a-C:H layers was examined against AISI 52100 steel balls at a temperature range of 27–160 °C in the presence of GMO containing fully formulated oil (SAE 5W20) by Kim et al. [30]. An increase in degree of graphitization was observed with an increase in temperature, which made sliding of interacting surfaces comparatively easier on the cost of increased wear rates of DLC surfaces. Reduced wear of counterbodies was also observed at high temperatures. Additive-derived tribofilms were only formed on steel surfaces. With the increase in temperature, tribochemical interactions between lubricant additives and sliding surfaces increased, but the opposite was true for durability of tribofilms. Ouyang et al. [78] also found the same trends with Ti-DLC coating. With the increase in temperature, wear mechanisms changed from polishing wear to graphitization, delamination, brittle fracture, and tribofilm formation. In another study, Kalin et al. [82] investigated the tribological characteristics of a-C:H/a-C:H contact with additivated and non-additivated mineral oils at 20, 80, and 150 °C. They found that an increase in test temperature resulted in accelerated wear and reduced friction. Active participation of additives in the formation of tribofilms was only evident at high temperature (i.e., at 80 and 150 °C), whereas no signs of tribochemical interactions were detected at 20 °C. ZDDP reduced the composite wear coefficient by suppressing the extent of graphitization and formation of graphite layers, which also resulted in an increase in friction compared with non-additivated oil.
Presence of additives can hinder the process of graphitization [95]. This effect can be attributed to the prevention in formation of wear particles by additives because of which hindrance in the pressure-induced graphitization is occured. Pressure-induced graphitization can even occur at low temperatures if the excessive contact loading/contact pressure is applied [98]. Compared with dry contacts, surface graphitization occurs at higher temperatures in the presence of lubricants. Amplified wear rates, surface graphitization, and hydrogen loss at elevated temperatures are some of the drawbacks of DLC coatings because of their thermodynamically unstable nature [116]. With the increase in temperature, rearrangement of carbon atoms occurs to achieve a comparatively stable atomic configuration of graphite [10]. In hydrogenated DLCs, such as a-C:H, an increase in temperature leads to loss of hydrogen atoms from their structure, resulting in a porous and graphitic surface that is highly prone to excessive wearing [117]. By increasing the humidity levels, graphitization can be suppressed, which can be attributed to the deposition of a condensed water layer on the surface, resulting in a decrease in contact temperatures [118]. Although non-hydrogenated DLCs are relatively more stable against graphitization, they tend to adsorb environmental species, such as oxygen and moisture, at high temperatures to passivate their dangling carbon bonds, thereby resulting in an increase in friction coefficients [74, 119]. Between 250 and 400 °C, excessive conversion from diamond to graphite phase limits the service temperature of DLC coatings [120]. The presence of certain metals and nonmetals in the structure of DLC, such as Si, Ti, and W, hampers the extent of graphitization; therefore, doped DLC coatings are proved to be more suitable for high-temperature applications [120, 121].
Effects of metal doping on chemical reactivity of DLC coatings with ZDDP were studied by Kalin et al. [101]. To avoid the influence of ferrous surface in tribofilm formation, symmetrical DLC contacts were used. Substantial improvements in wear characteristics were realized because of doping of DLC coating with titanium. Some tribochemical interactions were also observed between ZDDP and tungsten carbide-doped DLC coating. Equey et al. [84] compared two ashless antiwear additives named AP and b-TPPT with ZDDP. When slid in reciprocating mode under mild test conditions, both b-TPPT and ZDDP were able to form protective films in steel/steel and DLC/DLC contacts, but no such behavior was observed for AP. In another study, Equey et al. [85] inspected the durability of ZDDP-derived tribofilms on both DLC/DLC and steel/steel contact. Their results revealed that ZDDP interacts differently with DLC and steel surfaces operating in symmetrical conditions. Additive-derived layers adhere very weakly to DLC surfaces and have a different structure compared with those formed on steel surfaces. Haque et al. [103] tested hydrogenated DLC/cast iron and steel/cast iron tribo-pairs with PAO + ZDDP as a lubricant. With the help of atomic force microscopy (AFM) and energy dispersive X-ray (EDX) analysis, formation of ZDDP-derived tribofilm was confirmed, resulting in a reduction in values of composite wear coefficients.
Gangopadhyay et al. [51] investigated the tribological performance of DLC coating under boundary lubrication using SAE 5W20 GF-4 lubricant. Compared with uncoated cylinder, DLC-coated cylinder offers more wear to steel flat. This finding might be due to the inability of DLC coatings to form additive-derived wear-protective tribofilms, which are usually formed as a result of tribochemical reactions between lubricants and sliding surfaces. Another justification can be the difference in the hardness values, which results in severe wearing out of relatively softer steel counterbodies. Kalin et al. [106] observed improvement in wear characteristics of doped DLC coatings (Ti-DLC, W-DLC, and Si-DLC) with the use of lubricant additives (ZDDP and AP) in M, but found no clear evidence of any tribochemical interaction between DLC coatings and lubricant additives with EDX. Although an increase in friction coefficient values of DLC/DLC contacts was observed with additivated oils compared with additive-free base oil, these values were still lower than that of steel/steel contact. Podgornik et al. [105] studied the tribological properties of symmetrical and asymmetrical DLC (multilayered a-C:H/W-DLC) contacts using additivated and non-additivated versions of PAO. In asymmetrical contacts, HSS was used as a counterbody. Wear-protective tribofilms were observed in steel/steel and DLC/steel contacts, but no such behavior was observed in DLC/DLC tribo-pair. Out of the three tribo-pairs investigated, optimum tribological performance in terms of running-in behavior, wear resistance, and low friction was observed with DLC/steel contact. Tribofilm formed in DLC/steel contact comprised both transfer material from DLC coating and reaction products of ferrous surfaces with additives. This finding suggests that the presence of reactive ferrous counterbodies plays a critical role in the formation of tribochemical layers on interacting surfaces.
3.5 Characterization
Table 3 shows various techniques and methods deployed by researchers for characterization and pre-/post-test analysis of DLC coatings. Mechanical strength parameters, such as hardness and elastic modulus [10], which are directly related to load carrying capacity and wear resistance of DLC coatings, are usually determined using nano-/micro-indentation hardness testing systems [46, 94]. Scratch testers are used for evaluating reliability parameters, such as adhesion strength, durability, and delamination characteristics [82, 85]. Techniques such as AFM [9], stylus-tip profilometry [30], and white light interferometry [102] are usually deployed for measuring surface roughness values of substrates and DLC coatings. For post-test wear analysis, which involves calculations of wear coefficients of surfaces in contact by measuring their wear scar diameters and wear track profile, optical microscopy [81], field emission scanning electron microscopy (FESEM) [76], EDX [109], and AFM [98] appear to be the best techniques. Graphitization plays an important role in influencing tribological characteristics of DLC coatings. Raman spectroscopy is generally used by different authors for determining the percentage of sp 3 and sp 2 content, extent of graphitization, and structural changes in DLC coatings and transferred layers [8, 43]. For elemental analysis and identifying tribochemical products formed on the sliding surfaces caused by interaction between DLC coatings and lubricant additives, techniques such as EDX [75], time-of-flight secondary ion mass spectrometry (ToF–SIMS) [122], X-ray photoelectron spectroscopy (XPS) [92], and Auger electron spectroscopy [100] are used. Atomic percentage of hydrogen and doping metals in DLC coatings is usually determined by Rutherford backscattering spectroscopy (RBS) [77] and elastic recoil detection (ERD) [59, 90].
4 Tribological Evaluation of Doped DLC Coatings
DLC coatings are usually doped with metals and nonmetals to impart specific properties and make them suitable for diverse industrial applications. Given the chemically inert nature of DLC coatings, they do not interact actively with lubricants and other environmental species the way other conventional ferrous materials do. Doping of DLC coatings with metals, such as titanium, tungsten, and chromium, improves their surface energy, which in turn increases the chemical reactivity of these coatings with lubricants by creating active sites. In this way, low-friction and wear-resistant characteristics of DLC coatings and reactivity of metals can be combined in a single material. High levels of internal stresses are generally induced in non-hydrogenated DLC coatings during deposition process. The level of these stresses generally increases with coating thickness [123] and results in delamination and cracking of coating during operation, which makes them unsuitable for applications involving excessive loading. Doping with nonmetals, such as silicon, nitrogen, or oxygen, reduces the intensity of induced internal stresses and improves the service life and reliability of DLC coatings [16, 124].
Numerous studies were carried out by different authors to understand the tribological behavior of doped DLC coatings along with mechanisms involved in the formation of additive-derived tribofilms. Some of them reported positive interactions between DLC coatings and additives, but others found no convincing evidence of any constructive interference. To address these contradictions and determine the effectiveness of conventional additives on DLC coatings, the most important findings should be gathered in a systematic way to know the present state of the research outcomes. Thus, tribological performance of DLC coatings, in combination with different formulated oils, can be compared easily, and an optimum oil formulation for any particular type of DLC coating can be easily selected. Although most of the industrial applications involve interaction of DLC-coated surfaces with ferrous and nonferrous counter surfaces, only symmetrical doped DLC contacts under lubricated conditions are discussed in this review paper. The main motivation behind considering only DLC/DLC tribo-pairs is to investigate the interaction of DLC coatings with formulated lubricants in isolation without any interference from uncoated counterbodies. Each doped DLC coating behaves differently with various lubricant additives under particular intrinsic/extrinsic conditions, and different mechanisms are involved in beneficial or detrimental tribochemical interactions between DLCs and additives. Therefore, tribological characteristics of most widely inspected doped DLC coatings, as well as the involved tribochemical mechanism, are discussed in detail. A list of doped DLC coatings that are considered in this study for evaluation along with the associated details (deposition technique, coating thickness, interlayer, hardness, and elastic modulus) is shown in Table 4.
Average values of friction and wear coefficients are calculated from the already published data and compared for each DLC–lubricant combination. The experimental studies that are considered to calculate tribological parameters of a particular DLC type have been mentioned in the caption of friction and wear graphs. In addition, details of specific test conditions and configurations employed in the experimental studies under consideration for a particular tribo-system are given in Tables 4, 5, and 6. In some research papers, composite wear is presented, whereas some researchers discuss wear coefficients of both surfaces separately in contact. Sometimes, wear coefficients of plates/flats are not shown in the results because of their negligible values. To address this issue, wear coefficients for each DLC–lubricant combination, shown in this study, are calculated by taking the average of composite wear, ball/pin/cylinder wear, and/or flat/plate wear, depending upon the availability of data. Most widely inspected base oils (i.e., PAO, A-II, A-III, M, SO, and RO) in formulated and additive-free forms are considered in this study. For some DLC coatings, results of fully formulated oils are also shown. Effects of lubricant additives, such as GMO, MoDTC, ZDDP, and AP, when mixed with different base oils, on friction and wear characteristics of doped DLC coatings are also discussed in detail, as well as the mechanisms involved in the beneficial tribochemical interaction. Commercial engine oils contain a number of different types of additives; therefore, lubricant variants containing more than one additive in their formulations are also assessed. A list of lubricants used in the studies under consideration, along with associated details (base oils, lubricant additives, and their role in a particular formulation), is shown in Table 5.
Tribo-test conditions, such as sliding velocity, applied load, and temperature, are strongly dependent on tribological parameters, so the influence of these conditions on test results is also deliberated where necessary. Table 6 shows some of the critical operating conditions used by researchers to simulate different real-life applications.
4.1 Ti-DLC/Ti-DLC
Figure 4 shows average values of friction coefficient for self-mated Ti-DLC coatings with different formulated oils calculated from already published data [77, 101, 106]. In Fig. 4a, friction values of additive-free base oils are shown, whereas the effectiveness of additives in reducing friction is illustrated in Fig. 4b. In additive-free base oil, PAO gives significantly lower values of friction than M. One possible reason for such behavior can be a tribologically beneficial interaction between PAO and self-mated Ti-DLC contact. Tribo-test parameters, such as applied load, Hertzian contact pressure, sliding velocity, and temperature, can directly influence the tribological performance of a contact [10]. Given that test conditions used in [77] and [101, 106] are almost identical, one can safely state that lower friction values obtained with PAO are due to its better lubricity compared with M.

Additivation with MoDTC and ZDDP further improved the friction performance of PAO, resulting in the lowest values for symmetrical Ti-DLC contacts. This improvement in friction performance can be attributed to the formation of MoS2. According to the literature, decomposition of MoDTC results in the formation of MoS2 and MoO3 [77, 90, 94, 107]. Given its low shear strength, MoS2 facilitates the sliding of interacting surfaces, resulting in low values of friction [127], whereas MoO3 has no such characteristics because of its sharp edge crystalline structure [107]. MoDTC can only be effective in reducing friction if its decomposition results in a higher ratio of MoS2 compared with MoO3 [107]. Presence of ZDDP in PAO along with MoDTC further improves the friction performance of self-mated Ti-DLC contacts by providing sulfur for complete decomposition of MoDTC and promoting the formation of MoS2 [77]. A positive effect on running-in behavior was also observed with PAO + MoDTC, and steady-state friction values were achieved after few meters of sliding [77]. By contrast, additivation with AP had an adverse effect on the friction performance of M, resulting in a slight increase. This behavior can be associated with detrimental interactions of Ti-doped DLC with AP because of the availability of titanium in oxidation state, which results in deterioration of the interacting surfaces [101, 106]. Although doping of DLC with titanium increased the polarity and surface activity, no beneficial tribofilm possessing low shear strength was detected [106]. A certain tribochemical interaction between titanium-doped DLC and M + ZDDP was observed by Kalin et al. [101], and this interaction caused an increase in the phosphorus/sulfur (P/S) ratio of ZDDP from 0.5 to 12.8 after the tribo-test, but no effect of this interaction was observed on the friction coefficient.
Average wear coefficients of Ti-DLC/Ti-DLC contacts in combination with different oils are shown in Fig. 5, which shows substantial differences in the wear performance of PAO and M. The average wear coefficient obtained with PAO was almost twenty-five times less than that of M (Fig. 5a). This finding can be attributed to less adsorption and slippage of lubricant from the contact because of the nonpolar nature of M [4]. Unavailability of the lubricant in the contact and high affinity of similar Ti-DLC-coated surfaces toward each other result in increased adhesive wear [101]. Another factor that can be related to the high wear coefficients of M is delamination of Ti-DLC because of coating spallation [106]. Similar to friction, positive effects of PAO + MoDTC and PAO + MoDTC + ZDDP lubricants were also noted on the wear performance of symmetrical Ti-DLC contact (Fig. 5b). Mixing of additives also proved to be helpful in improving the wear behavior of M by preventing coating spallation and delamination [106]. ZDDP proved to be more efficient on self-mated Ti-DLC contacts in reducing the wear compared with AP when mixed with M.

Based on the aforementioned observations, PAO is tribologically more beneficial for Ti-DLC/Ti-DLC contacts compared with M in both additivated and non-additivated forms. Among the additives, MoDTC showed better performance in further enhancing the friction and wear characteristics of self-mated Ti-DLC coatings.
4.2 W-DLC/W-DLC
Tungsten-doped DLC in symmetrical contacts is one of the most widely investigated types of DLC coatings. Average friction coefficients of self-mated W-DLC with different base oils and their additivated versions are shown in Fig. 6 [38, 75, 89, 90, 99, 101, 106, 110]. Among the base oils, the highest friction was observed with M, whereas A-III and RO gave the lowest values. Friction values obtained for PAO and A-II were between those of M and RO. Friction values of PAO, A-II, and RO are taken from the experimental study carried out by Kržan et al. [38] using identical test conditions and equipment; therefore, they can be directly compared. The mechanisms behind the high friction values of M can be explained by the same reasoning provided for symmetrical Ti-DLC contacts. Effects of tungsten concentration and sliding velocity on the friction properties of symmetrical W-DLC contacts were investigated by Vengudusamy [89, 110]. They found that the lowest value of friction can be obtained when W-DLC coating is doped with 18 at.% of tungsten irrespective of sliding velocity. An inverse relation between sliding velocity and coefficient of friction was also observed.

Friction values either increase or change negligibly with additivated oils (Fig. 6b). The only exception to this conclusion is A-III + MoDTC, which gave the lowest value by reducing the friction coefficient from 0.077 to 0.045. This value is almost 40 % less compared with that calculated for A-III by taking the average of friction coefficients at different sliding velocities and concentrations of tungsten. This remarkable reduction in friction is assumed to be due to the formation of WS2, which promotes the production of MoS2 layer as a result of MoDTC decomposition [90]. Differences in friction performances were observed when ZDDP was additivated with different base oils. Mixing of ZDDP with PAO and M resulted in a minute decrease in friction, whereas degradation in friction performance was noted with A-III + ZDDP and RO + ZDDP. When A-III + ZDDP lubricant was used, a tribochemical interaction between W-DLC and additive was confirmed by EDX and SEM. This interaction resulted in the formation of pad-like tribofilm rich in phosphorus, sulfur, and zinc, but no significant effect of this tribochemical interaction was observed on the coefficient of friction [75]. A study was carried out by Vengudusamy et al. [99], in which durability of ZDDP-derived tribofilm on DLC surfaces was analyzed using Stribeck curves. Initially, experiments were performed using A-III, with and without ZDDP, to obtain the reference friction curves. Subsequently, DLC surfaces, which had ZDDP-derived tribofilms, were tested again with A-III for 2 h. Symmetrical W-DLC contact was able to maintain the friction values obtained using ZDDP containing lubricant, which shows strong adherence of ZDDP-derived tribochemical products on W-DLC. When Raman spectroscopy was carried out, no evidence of surface graphitization was detected and no positive effect on friction was observed. A negative effect on friction performance was also observed when AP was used in combination with M, resulting in an increase of around 12.5 %. This result can be attributed to the synthesis of tribochemical product possessing high shear strength because of the tribochemical interaction between tungsten and lubricant additive, resulting in increased friction [106]. These observations demonstrated that a synergistic relation should exist between base oils, additives, and interacting surfaces to construct a tribologically efficient system [38].
In Fig. 7, wear coefficients of W-DLC/W-DLC contacts with different oils are shown. In base oils, lowest wear coefficient values were observed with RO and A-III, whereas M offered the highest friction because of extreme wearing of sliding surfaces (Fig. 7a). PAO and A-II were also unable to effectively control the wearing of interacting tungsten-doped DLC-coated surfaces. Effectiveness of RO in reducing wear can be attributed to its unsaturated structure and polar nature, which results in its adsorption on W-doped DLC-coated surfaces and prevents metal-to-metal contact [38]. Inversely, no interaction between lubricant and surfaces in contact was observed because of the nonpolar nature of PAO. Although complete delamination of DLC coatings did not occur, high wear rates were observed because of abrasive wear [38]. Similarly, excessive wearing observed with M can be attributed to the wearing through of coated surfaces and coating spallation [106]. In case of A-III, graphitization of W-DLC-coated surfaces was observed [75, 90, 101]. Surface graphitization usually results in low coefficient of friction [64] and comparatively higher wear, but lower values of wear coefficients were attained with A-III compared with those of PAO, A-II, and M.

No meaningful effect on wear was observed when PAO was additivated with ZDDP (Fig. 7b). Contrary to that, ZDDP reduced the wear of W-DLC/W-DLC contact to almost one-sixth when mixed with M, compared with its non-additivated version. This improvement in wear performance can be related to the eradication of plastic deformation and adhesive wear caused by the presence of ZDDP-derived tribochemical products on interacting surfaces [101]. Similarly, formulation of M with AP also improved the wear resistance of self-mated W-DLC coatings, which then prevent coating spallation, but it was not as effective as ZDDP in countering wear. Given that mixing of additives in M resulted in the prevention of coating spallation, coating spallation is more related to wear resistance than adhesion strength between DLC coating and substrate [106]. Reduction in wear coefficient was also observed when A-III + ZDDP was used as a lubricant because of tribochemical interactions between W-DLC-coated surfaces and ZDDP, which resulted in the formation of pad-like additive-derived tribofilm possessing low shear strength [75]. Hindrance in the occurrence of surface graphitization phenomenon caused by the presence of ZDDP can also be one of the reasons responsible for the improvement in wear behavior [71, 82, 95]. MoDTC improved the wear performance of symmetrical Ti-DLC contacts when mixed with PAO (Fig. 5b); however, no such behavior was observed when it was used in combination with A-III. A trivial increase in wear coefficient was observed compared with its additive-free version (Fig. 4b). Based on the literature, additivation of MoDTC in base oil can drastically increase the wear rates of W-DLC/steel contacts [111], and presence of ZDDP can alleviate this effect [112]. A possible reason for this effect can be tribochemical interactions between MoO3 and active sites of W-DLC surface [111], but this negative impact of MoDTC was not observed in symmetrical W-DLC contacts. Therefore, MoDTC has neither positive nor negative effect on the wear performance of symmetrical W-DLC contacts when mixed with A-III. Mixing of ZDDP with RO resulted in increased wear compared with its non-additivated version, but RO + ZDDP offered the lowest wear coefficient among additivated oils with W-DLC/W-DLC contacts.
In view of the above discussion, the lowest values of friction and wear coefficients can be achieved with RO among the base oils. The only drawback associated with highly unsaturated biodegradable bio-based lubricants, such as RO, is that they have low oxidation stability, which limits their applications. With most base oils, ZDDP not only plays a key role by improving wear performance but also proves to be helpful in reducing friction.
4.3 Si-DLC/Si-DLC
Tribological performance of self-mated silicon-doped DLC coatings was evaluated by different researchers using A-III, M, and PAO, with and without additives (Figs. 8, 9) [75, 89, 90, 99, 106, 125, 126]. Similar to metal-doped DLC coatings, Si-DLC also resulted in very high values of friction with additive-free M, whereas A-III offered the lowest average value of friction followed by PAO (Fig. 8a). A possible reason for such low friction coefficients attained with A-III can be smoothening of interacting Si-DLC-coated surfaces caused by sliding [75, 89, 90]. This effect can also be related to the tribochemical interaction between base oil and coated surfaces, which result in the formation of low shear-strength tribofilm. Moreover, generation of oxygen-rich layers on the sliding surfaces due to the chemical reaction with environmental species, such as oxygen, can also be one of the causes behind such low friction coefficients [75, 82, 101]. Given the strong dependence of tribological performance on intrinsic and extrinsic factors, this difference in the friction performance of base oils against Si-DLC/Si-DLC contacts can also be related to the various test parameters, equipment, and procedures engaged by different researchers.


Overall, negative effects of additives were experienced on the friction performance of self-mated Si-DLC coating (Fig. 8b). In additivated oils, the lowest value of friction was achieved with A-III + MoDTC, whereas M + AP gave the highest value. Adverse effects on the friction performance of symmetrical silicon-doped DLC contacts were observed with ZDDP additivated lubricants. An increase of about 33 % was recorded when M + ZDDP lubricant was used. The possible reason for this behavior can be the formation of tribofilms with high shear strength, which makes the sliding of the coated surface more difficult [101]. Similar behavior was observed when M was additivated with AP, resulting in an increase of almost 40 % in friction coefficient. When A-III + ZDDP lubricant was used, ZDDP-derived tribofilm, composed of phosphorus and sulfur-containing compounds [99], was formed as a result of a tribochemical reaction between interacting surfaces and additive [75], but no effect of this interaction was observed on the friction performance of Si-DLC/Si-DLC contacts. A similar type of tribofilm with a pad-like structure was also detected with PAO + ZDDP lubricant, which adversely affected the friction performance of symmetrical Si-doped DLC contacts, and an increase of around 17 % in friction coefficient was witnessed as compared with non-additivated PAO [126]. Only MoDTC showed a reduction in the coefficient of friction with symmetrical Si-DLC contacts when mixed with A-III. It is widely accepted that MoDTC forms oxides and sulfides when it tribochemically interacts with doped DLC coatings because of its decomposition [107]. Whether the tribochemical reaction between MoDTC and DLC-coated surfaces will result in a reduction in friction depends on the ratio of MoS2 against MoO3 formed. As stated above, higher ratios of MoS2/MoO3 generally result in reduced friction [107]. The enhancement in friction performance of Si-DLC/Si-DLC contact achieved with A-III + MoDTC can be linked with the formation of MoDTC products with higher percentages of MoS2, which has characteristics similar to that of solid lubricant [90].
If we compare the wear behavior of Si-DLC/Si-DLC contacts, a significant variance is observed in the performance of the tested oils used by different researchers (Fig. 9). Similar to the friction results, very high rates of wear were observed with M, whereas A-III and PAO proved to be more efficient in reducing wear (Fig. 9a). A possible reason could be delamination and wearing through of Si-DLC coating from the interacting surfaces when M was used in non-additivated form, whereas no such behavior was detected with A-III [75, 89, 90] and PAO.
In Fig. 9b, wear coefficients of Si-DLC/Si-DLC contacts with different additivated oils are shown. Additivation of A-III with MoDTC and ZDDP separately did not result in any further decrease in already very low wear coefficients achieved with additive-free A-III. However, when ZDDP was used with M, a significant reduction in wear coefficient from 23 × 10−8 to 3.4 × 10−8 mm3/Nm was observed. Although M + AP lubricant was also able to reduce the wear coefficient, it was not as effective as M + ZDDP. Based on these observations, ZDDP is more efficient in reducing wear than AP when used as an additive in M against Si-DLC/Si-DLC contact. Similar behavior was also observed with metal-doped DLC-coated surfaces sliding under symmetrical conditions. This significant improvement in wear resistance can be attributed to the replacement of adhesive wear by polishing wear [106]. Among different versions of M, the lowest wear coefficient was achieved with M + ZDDP, but it was still higher than the value observed with non-additivated A-III. To investigate the causes of differences in wear performance observed with additivated and non-additivated A-III and M oils, further tribological investigation needs to be conducted on self-mated Si-doped DLC-coated surfaces. PAO additivated with ZDDP also improved the wear resistance of Si-DLC/Si-DLC contact and reduced the wear coefficient to almost one-fourth. This improvement in wear resistance can be attributed to the formation of a ZDDP-derived pad-like layer as a result of tribochemical interactions between additive and interacting surfaces. According to the values published in the literature, one cannot be certain whether the differences in tribological characteristics of a specific DLC–lubricant combination are due to the effectiveness of oils or if such results are the outcome of different test equipment and conditions used during tribo-testing.
In summary, A-III base oil gave the lowest values of friction and wear coefficients with self-mated Si-DLC contacts. ZDDP proved to be effective in reducing the wear coefficients of Si-DLC/Si-DLC contacts when used in combination with most of the base oils, and only MoDTC was able to further reduce the friction values achieved with base oils.
4.4 ML-DLC/ML-DLC
Multilayered DLC coatings, composed of alternate layers of W-DLC and a-C:H, were investigated by different researchers using various base oils and their additivated versions [104, 105, 108, 109, 113]. In case of ball-on-flat configuration, the lowest average friction coefficient was observed with PAO followed by SO and M (Fig. 10a). A possible reason for this dissimilarity in friction performance could be inconsistency in test conditions and procedures deployed by different groups of researchers. Friction performance of M and SO was almost similar, giving friction values of approximately 0.31.

Regarding the additivated oils, a noticeable improvement in friction was observed when PAO was additivated with MoDTC (Fig. 10b). ZDDP could reduce the friction coefficient of symmetrical ML-DLC contacts to some extent when used in combination with SO, but no change in friction characteristics was observed when mixed with M. Adverse effects on friction performance were observed with M + AP, resulting in an increase of 15 %. AP was also not effective in improving friction characteristics of ML-DLC/ML-DLC contacts when used along with SO. Therefore, additives are only effective in improving the tribological performance of a system if it interacts constructively with base oil and interacting surfaces.
A different configuration involving two intersecting cylinders was also used by Podgornik et al. [105, 108, 109] to observe the tribological performance of symmetrical ML-DLC contacts via load-scanning test rig. With this configuration, very low values of friction were achieved with all the additivated and non-additivated oils compared with those obtained with ball-on-flat configuration (Fig. 10c). This finding confirms the dependence of tribological performance of DLC–lubricant combination on test procedures and equipment. In load-scanner tests, the lowest value of friction was obtained when PAO was additivated with ZDDP additive, whereas additive-free PAO offered maximum level of friction. The effectiveness of MoDTC in reducing the friction coefficient of ML-DLC/ML-DLC contacts in combination with PAO was also seen in the load-scanner tests. Although ball-on-flat and intersecting cylinders configurations gave significantly different levels of friction coefficient, and predicting the actual values was very difficult, one can have a fair idea about the effectiveness of additives in improving the tribological performance of a contact. Fully formulated gear oil (GL-4) was also tested; it exhibited a friction coefficient that was lower than that of PAO base oil but higher than its additivated versions. From these interpretations, a strong dependence of tribological results on the test parameters and procedures, deployed while evaluating different DLC–lubricant combinations, is established.
Figure 11 shows the average wear coefficients of self-mated ML-DLC coatings with different oil formulations and geometric configurations. Opposite to friction results, PAO gave notably high values of wear coefficient compared with other base oils with ball-on-flat configuration (Fig. 11a). This finding can be attributed to unavailability of polar components in its structure [4]. It is stated in the literature that wear coefficient has an inverse relation with sliding velocity [30] and a direct relation with applied load [43, 78]. Another possible reason for this variance in wear properties can be high sliding velocities and low applied loads used in tribo-tests performed for M and SO [113] compared with those for PAO [108, 109]. Although M and SO were tested using similar test parameters and procedures, a pronounced difference in their wear results was observed. Compared with SO, five times more wear was observed when additive-free M was used as a lubricant against ML-DLC/ML-DLC contact. In case of M, wear debris adhered to the interacting surfaces at different locations due to adhesion causing deterioration [113], whereas surfaces remained smooth even after sliding and no signs of abrasive or adhesive wear were observed with SO [113]. The unsaturated and polar nature of SO [114], which resulted in increased lubricity and better adsorption on the interacting surfaces, can also be attributed to the difference in wear results of the two oils.

If we examine the additivated oils, we can observe that additives could reduce the high wear coefficients when mixed with PAO and M (Fig. 11b). A reduction in wear coefficients was also observed with additivated versions of SO, especially with ZDDP. When PAO was additivated with MoDTC, almost a 12 % reduction in wear was observed because of the formation of molybdenum and tungsten-containing sulfides. The effect of different concentrations of MoDTC on wear performance was studied by Podgornik et al. [108, 109]. With an increase in additive concentration from 1.0 to 10.0 at.%, the wear coefficient of ML-DLC-coated balls decreased, whereas the opposite behavior was observed for disks. ZDDP proved to be more effective than MoDTC in reducing wear when used in combination with PAO. A reduction of around 42 % in wear coefficient was observed when PAO + ZDDP lubricant was used against symmetrical ML-DLC contact. In M, ZDDP additive resulted in a wear reduction of around 75 %, whereas a 30 % reduction was acquired with AP. This reduction in wear can be attributed to the elimination of adhesive wear, coating spallation, and material transfer between coated surfaces due to the presence of additive [113].
Wear results of symmetrical M-DLC contacts using load-scanning test rig are shown in Fig. 11c. Instead of wear coefficients, wear volumes are shown because information required to calculate wear coefficient, such as applied load and sliding distance, was not mentioned in the related papers. Minimum wear volume was observed when PAO was mixed with ZDDP. Although MoDTC also improved the wear performance of PAO, it was less effective than ZDDP. Notably, similar behavior was observed with ball-on-flat configuration but with a more pronounced percentage reduction in wear compared with load-scanning test rig tests. These observations demonstrate that different tribological test procedures and geometric configurations can be used to have an overview of a tribo-system’s efficiency in countering friction and wear. The wear volume of GL-4 was lower than that of PAO and PAO + MoDTC but greater than that of PAO + ZDDP.
In summary, SO + ZDDP is the most suitable lubricant for ML-DLC coatings sliding under symmetrical contacts. Given its low oxidation stability, there is a need to use some antioxidants in SO along with ZDDP. Ultra-low friction values were achieved with both additivated and non-additivated versions of PAO, but they offered 10 times more wear compared with SO, which makes them unsuitable for ML-DLC/ML-DLC contacts.
4.5 WC-DLC/WC-DLC
WC-DLC is a doped DLC coating that is not widely investigated. Only few studies have been conducted on tribological performance of symmetrical WC-DLC contacts using additivated and additivated-free A-III [75, 90, 99]. Tribological data of WC-DLC/WC-DLC contact are not available for other oils; therefore, friction values obtained using different variants of A-III are shown in Fig. 12. Non-additivated A-III offered higher friction than its additivated versions. Although both MoDTC and ZDDP improved the friction performance of WC-DLC/WC-DLC contact, the former proved to be more efficient in reducing friction (from 0.094 to 0.043). This tribological improvement can be attributed to the formation of MoS2 because of the presence of tungsten-rich regions [90]. Considering the low shear strength and inherent characteristics of solid lubricant, MoS2 made the sliding of WC-DLC-coated surfaces more convenient by preventing asperity contacts.

Contrary to the friction results, wear of WC-DLC/WC-DLC contact was aggravated when A-III additivated with MoDTC was used as a lubricant (Fig. 13). MoS2 formation proved to be helpful in reducing friction, but it had adverse effects on wear characteristics of WC-DLC/WC-DLC. Similar behavior was also noted in W-DLC/W-DLC contacts with A-III + MoDTC. By contrast, MoDTC improved the wear resistance of Ti-DLC/Ti-DLC and self-mated ML-DLC coatings, when used in combination with PAO. ZDDP additivated oil, which was less effective in reducing friction than MoDTC, proved to be helpful in increasing wear resistance of WC-DLC-coated surfaces. Thus, the effectiveness of an additive in improving the tribological performance of a contact is a very complex function of base oil, type of DLC, and tribo-test conditions.

ZDDP improved the overall tribological performance of self-mated tungsten carbide-doped DLC coatings by not only increasing the wear resistance but also reducing its friction. Therefore, to select any additive, detailed friction and wear analysis should be performed to determine whether it has a synergistic relationship with all the related components of a tribo-system or not.
4.6 Cr-DLC/Cr-DLC
Cr-DLC/Cr-DLC contact was tribologically analyzed by different researchers using additivated and non-additivated versions of A-II and PAO (Fig. 14) [115, 125, 126]. Regarding friction performance using additive-free oils, PAO demonstrated lower values than A-II (Fig. 14a). In additivated oils, the lowest value of friction was observed when A-II was additivated with MoDTC, whereas PAO + ZDDP gave the highest value of friction (Fig. 14b). The presence of chromium in the structure of DLC coating increased its chemical reactivity, and ZDDP-derived pad-like tribofilm was observed on DLC-coated pins because of tribochemical reactions; however, no positive outcome on friction performance of Cr-DLC/Cr-DLC contacts was observed when ZDDP additive was used with PAO and A-II separately. Instead of improving the friction properties, PAO + ZDDP lubricant adversely affected the inherent low friction behavior of self-mated chromium-doped DLC contacts and eloquent increase of about 50 % in friction coefficient was recorded, whereas A-II + ZDDP only minutely improved the friction performance. Therefore, a synergistic correlation should exist between base oil, additives, sliding surfaces, and environmental conditions to construct a tribologically efficient system. A substantial drop of about 25 % in the friction coefficient was achieved with A-II additivated with MoDTC. This drop can be attributed to the formation of MoS2, as a result of MoDTC decomposition [115], which acts as a solid lubricant with low shear strength. GMO could reduce the friction coefficient of Cr-DLC/Cr-DLC contacts when used in combination with A-II. A possible justification for this improvement in friction performance can be adsorption of GMO-derived films, comprising majorly of the hydroxyl group, on active sites of Cr-DLC coatings and asperities; thus, direct contact of surfaces was avoided, resulting in low levels of friction [115].

Although additivation of ZDDP in PAO badly influenced the friction performance, it significantly improved the wear characteristics of Cr-DLC/Cr-DLC contact. As shown in Fig. 15, a very low wear coefficient of 0.40 × 10−8 mm3/Nm was observed when ZDDP was mixed with PAO, and this value was about three times less than that of additive-free PAO. Tribochemical interactions of ZDDP with DLC coatings results in the formation of a tribofilm with either a patchy or pad-like structure. It is reported in the literature that ZDDP-derived films with a patchy structure have no beneficial effect on the wear performance [115]. Regarding self-mated Cr-DLC contacts, ZDDP-derived tribofilm with a pad-like structure was formed on sliding surfaces because of decomposition of ZDDP [126]. This tribofilm has pads of different shapes compared with those formed on other doped DLC coatings, yet it resulted in a significant reduction in wear because of its inherent antiwear characteristics [126].

Both GMO and MoDTC have positive effects on the friction performance, whereas ZDDP increases the wear resistance of Cr-DLC/Cr-DLC contacts. Since wear coefficients of other base oils and additives are unavailable in the literature, the effectiveness of ZDDP, when mixed with other base oils, cannot be assessed. Future studies should investigate the tribological performance, especially wear characteristics, of self-mated Cr-DLC contacts with A-II, A-III, and M in combination with most widely used additives, such as MoDTC, GMO, and AP.
5 Discussion
In this study, tribological characteristics of most widely used formulated lubricants in combination with self-mated doped DLC contacts are reviewed. Effects of lubricant additives on friction and wear performance, as well as the involved mechanisms, are summarized in Table 7. Additivation of MoDTC improved the friction performance of all the considered contacts primarily because of the formation of MoS2. However, dependence of wear coefficients on the type of DLC and base oil was observed when MoDTC was used as an additive. In Ti-DLC/Ti-DLC and ML-DLC/ML-DLC contacts, a positive effect on wear was observed with PAO + MoDTC, whereas the opposite was true for W-DLC and WC-DLC when A-III + MoDTC was used as a lubricant. An increase in wearing out of the tungsten-doped DLC coatings with MoDTC additivated lubricants can be attributed to the formation of WS2 along with MoS2, which had adverse effects on the wear performance. No change in the wear coefficient of Si-DLC was detected when MoDTC was mixed with A-III.
In most of the cases, ZDDP proved to be beneficial in enhancing wear performance of the contacts, with the exceptions of W-DLC and Si-DLC coatings when tested with RO + ZDDP and A-III + ZDDP, respectively. The positive effect of ZDDP on wear resistance can be attributed to the prevention of coating spallation, delamination, graphitization, and formation of pad-like ZDDP-derived tribofilm, which comprised zinc, phosphorus, and sulfur, on the interacting surfaces. RO + ZDDP was unable to resist the formation of tungsten-rich transfer layer from the beginning until the end, which resulted in escalated wear of W-DLC/W-DLC contact. In symmetrical Si-DLC contacts, additivation of ZDDP with A-III appeared to be adversely affecting the running-in behavior, and most of the material loss occurred during this period. Overall, a negative effect of ZDDP on friction performance was observed, but the opposite behavior was also noticed in some cases. When Ti-DLC, W-DLC, Si-DLC, ML-DLC, and Cr-DLC coatings were used in combination with M + ZDDP, PAO + ZDDP, A-III + ZDDP, M + ZDDP, and A-II + ZDDP, respectively, friction remained at the same level as that of non-additivated base oils. Comparatively, DLC coatings doped with tungsten showed an improvement in friction characteristics with ZDDP additivated lubricants. This finding can be attributed to the formation of WS2, which acts as a solid lubricant and well known for its lubricious properties. An increase in friction levels of Si-DLC coatings was also realized when M + ZDDP and PAO + ZDDP were used as lubricants separately.
When self-mated ML-DLC coatings were tested in the presence of PAO + MODTC and PAO + ZDDP lubricants, additive-derived tribofilms were formed but only on the steel patches exposed because of delamination of the coating from the interacting surfaces. No evidence of such tribofilms was found on the DLC-coated surfaces. Tribofilms were formed not because of the tribochemical interaction between the lubricant additives and DLC coatings, rather due to the presence of exposed steel surface and tungsten-rich transfer layer. In case of W-DLC/W-DLC contact tested with PAO + ZDDP, no tribofilm was detected. A tungsten-rich transfer layer formed between the contact because of delamination, and this layer reduced the further wearing of the DLC-coated surfaces.
Although many studies have been conducted using GMO as an additive that proved it to be very effective in improving the tribological performance of non-doped DLCs in both symmetrical and asymmetrical contacts, very few investigations have determined whether it has synergistic or antagonistic correlations with self-mated doped DLC contacts. The main mechanism behind the improvement in tribological performance caused by GMO is the adsorption of the hydroxyl group on the sliding surfaces, which passivates the dangling carbon bonds of DLC coatings, especially non-hydrogenated non-doped ones. GMO-derived tribofilm, formed as a result of additive-material tribochemical interaction, possesses low shear strength and offers low friction between the sliding surfaces [76]. A similar friction reduction mechanism was observed when AII + GMO lubricant was used in symmetrical Cr-DLC contacts. Given that the wear coefficient has not been calculated by researchers, effects of GMO on the wear coefficient of doped DLC contacts have yet to be explored.
Another lubricant additive that was investigated extensively to explore its tribological benefits is AP. In all instances, an increase in friction was observed with AP additivated oils. Possible reasons for this detrimental effect on friction can be increased surface activity and prevention of material transfer between the interacting surfaces. Similar to ZDDP, AP also proved to be helpful in augmenting the wear resistance of self-mated doped DLCs. A reduction in wear coefficients of Ti-DLC/Ti-DLC, W-DLC/W-DLC, and Si-DLC/Si-DLC contacts was observed when M + AP was used as a lubricant. This result can be attributed to the replacement of adhesive wear by polishing wear and prevention of coating spallation/delamination. AP improved the wear performance of ML-DLC when mixed with M, but an opposite trend was seen when SO was used as a base oil. Formation of small pores/pits caused by stress concentration and antagonistic interrelations between additive, base oil, and sliding surfaces can be a viable justification for this behavior.
6 Conclusions
Tribological performances of most widely used doped DLC coatings in combination with additivated and non-additivated base oils were reviewed in this article. The mechanisms involved in the formation of tribologically beneficial tribofilms were also analyzed in detail. An important finding of this study is that tribochemical interactions between lubricant additives and doped DLC coatings can occur even in the absence of ferrous counterbodies, and these interactions do not always necessarily result in enhanced tribological performance.
Among the additive-free lubricants, biodegradable oils, such as SO and RO, offer very low values of friction and wear coefficients. By contrast, elevated friction and eloquent wearing of coated surfaces are observed with M. A positive effect of ZDDP on the wear performance of almost all the coatings has been observed irrespective of the base oils and tribo-test conditions. The only exception to this finding was W-DLC, in which aggravated wear rates were obtained with RO + ZDDP compared with additive-free RO. In most of the cases, ZDDP-derived tribofilm with a pad-like structure formed, but a tribofilm with different size and structure was also detected in Cr-DLC/Cr-DLC contact with A-II + ZDDP lubricant. Only pad-like tribofilms can positively affect the wear characteristics of DLC coatings. Notably, ZDDP obstructs the graphitization phenomenon and adversely affects the friction performance of doped DLC coatings. This negative effect of ZDDP can be minimized to some extent when used in combination with MoDTC. The friction coefficient can be reduced to an appreciable extent using MoDTC as an additive, irrespective of the type of coating. The mechanism behind the low friction performance of MoDTC is the formation of MoS2. Although AP has detrimental repercussions on the friction performance of most of the coatings, it reduces the wear of Ti-DLC and Si-DLC by replacing adhesive wear by polishing wear and preventing coating spallation.
Different levels of friction and wear coefficients were observed for self-mated ML-DLC coatings with ball-on-flat and intersecting cylinders configurations, which showed a huge dependence of extrinsic and intrinsic parameters on the tribological performance of DLC coatings. For W-DLC/W-DLC contacts, additivation of M with ZDDP resulted in improved tribological performance, whereas the opposite was observed with A-III + ZDDP and RO + ZDDP. Similarly, graphitization was observed in W-DLC, whereas no such phenomenon was observed for Si-DLC when tested with identical test conditions using A-III as a lubricant. Based on these observations, it can be concluded that a synergistic correlation should exist between base oils, additives, interacting materials, and tribo-test conditions to comprise a tribologically efficient system.
References
Enomoto, Y., Yamamoto, T.: New materials in automotive tribology. Tribol. Lett. 5(1), 13–24 (1998)
Mufti, R.A., Zahid, R., Qureshi, F., Aslam, J., Afzal, N., Bhutta, M.U.: Measuring the tribological performance of all the tappets in a production engine using magnetometer sensors and the effect of lubricant rheology. Lubr. Sci. (2014). doi:10.1002/ls.1276
Anderson, B.S.: Company perspectives in vehicle tribology–volvo. In: 17th Leeds–Lyon Symposium on Tribology–Vehicle Tribology, pp. 503–506. Elsevier, Amsterdam (1991)
Kalin, M., Velkavrh, I., Vižintin, J., Ožbolt, L.: Review of boundary lubrication mechanisms of DLC coatings used in mechanical applications. Meccanica 43(6), 623–637 (2008). doi:10.1007/s11012-008-9149-z
Schamel, A., Grischke, M., Bethke, R.: Amorphous carbon coatings for low friction and wear in bucket tappet valvetrains. Stroke 2015, 06–22 (1997)
Bewilogua, K., Hofmann, D.: History of diamond-like carbon films—from first experiments to worldwide applications. Surf. Coat. Technol. 242, 214–225 (2014). doi:10.1016/j.surfcoat.2014.01.031
Oksanen, J., Hakala, T.J., Tervakangas, S., Laakso, P., Kilpi, L., Ronkainen, H., Koskinen, J.: Tribological properties of laser-textured and ta-C coated surfaces with burnished WS2 at elevated temperatures. Tribol. Int. 70, 94–103 (2014). doi:10.1016/j.triboint.2013.09.005
Deng, X., Kousaka, H., Tokoroyama, T., Umehara, N.: Tribological behavior of tetrahedral amorphous carbon (ta-C) coatings at elevated temperatures. Tribol. Int. 75, 98–103 (2014). doi:10.1016/j.triboint.2014.04.002
Abdullah Tasdemir, H., Wakayama, M., Tokoroyama, T., Kousaka, H., Umehara, N., Mabuchi, Y., Higuchi, T.: The effect of oil temperature and additive concentration on the wear of non-hydrogenated DLC coating. Tribol. Int. (2014). doi:10.1016/j.triboint.2014.04.015
Erdemir, A., Donnet, C.: Tribology of diamond-like carbon films: recent progress and future prospects. J. Phys. D Appl. Phys. 39(18), R311–R327 (2006). doi:10.1088/0022-3727/39/18/r01
Velkavrh, I., Kalin, M., Vizintin, J.: The performance and mechanisms of DLC-coated surfaces in contact with steel in boundary-lubrication conditions: a review. Stroj. Vestn. 54(3), 189–206 (2008)
Yazawa, S., Minami, I., Prakash, B.: Reducing friction and wear of tribological systems through hybrid tribofilm consisting of coating and lubricants. Lubricants 2(2), 90–112 (2014). doi:10.3390/lubricants2020090
Love, C., Cook, R.B., Harvey, T., Dearnley, P., Wood, R.: Diamond like carbon coatings for potential application in biological implants—a review. Tribol. Int. 63, 141–150 (2013)
Aisenberg, S., Chabot, R.: J. Appl. Phys. 42, 2953 (1971)
Schmellenmeier, H.: Exp. Tech. Phys. 1, 49 (1954)
Robertson, J.: Diamond-like amorphous carbon. Mater. Sci. Eng. R Rep. 37(4), 129–281 (2002)
Donnet, C., Erdemir, A.: Historical developments and new trends in tribological and solid lubricant coatings. Surf. Coat. Technol. 180–181, 76–84 (2004). doi:10.1016/j.surfcoat.2003.10.022
Donnet, C.: Recent progress on the tribology of doped diamond-like and carbon alloy coatings: a review. Surf. Coat. Technol. 100, 180–186 (1998)
Sanchez-Lopez, J., Erdemir, A., Donnet, C., Rojas, T.: Friction-induced structural transformations of diamondlike carbon coatings under various atmospheres. Surf. Coat. Technol. 163, 444–450 (2003)
Grischke, M., Hieke, A., Morgenweck, F., Dimigen, H.: Variation of the wettability of DLC-coatings by network modification using silicon and oxygen. Diam. Relat. Mater. 7(2), 454–458 (1998)
Cutiongco, E.C., Li, D., Chung, Y.-W., Bhatia, C.S.: Tribological behavior of amorphous carbon nitride overcoats for magnetic thin-film rigid disks. J. Tribol. 118(3), 543–548 (1996)
Qian, F., Craciun, V., Singh, R., Dutta, S., Pronko, P.: High intensity femtosecond laser deposition of diamond-like carbon thin films. J. Appl. Phys. 86(4), 2281–2290 (1999)
Garrelie, F., Loir, A., Donnet, C., Rogemond, F., Le Harzic, R., Belin, M., Audouard, E., Laporte, P.: Femtosecond pulsed laser deposition of diamond-like carbon thin films for tribological applications. Surf. Coat. Technol. 163, 306–312 (2003)
Grill, A.: Diamond-like carbon: state of the art. Diam. Relat. Mater. 8(2), 428–434 (1999)
Ronkainen, H., Varjus, S., Koskinen, J., Holmberg, K.: Differentiating the tribological performance of hydrogenated and hydrogen-free DLC coatings. Wear 249(3), 260–266 (2001)
Donnet, C., Fontaine, J., Grill, A., Le Mogne, T.: The role of hydrogen on the friction mechanism of diamond-like carbon films. Tribol. Lett. 9(3–4), 137–142 (2001)
Andersson, L., Berg, S., Norström, H., Olaison, R., Towta, S.: Properties and coating rates of diamond-like carbon films produced by RF glow discharge of hydrocarbon gases. Thin Solid Films 63(1), 155–160 (1979)
Neuville, S., Matthews, A.: A perspective on the optimisation of hard carbon and related coatings for engineering applications. Thin Solid Films 515(17), 6619–6653 (2007). doi:10.1016/j.tsf.2007.02.011
Sullivan, J., Friedmann, T., Hjort, K.: Diamond and amorphous carbon MEMS. MRS Bull. 26(04), 309–311 (2001)
Kim, D.-W., Kim, K.-W.: Effects of sliding velocity and ambient temperature on the friction and wear of a boundary-lubricated, multi-layered DLC coating. Wear (2014). doi:10.1016/j.wear.2014.04.002
Kim, D.-W., Kim, K.-W.: Effects of sliding velocity and normal load on friction and wear characteristics of multi-layered diamond-like carbon (DLC) coating prepared by reactive sputtering. Wear 297(1–2), 722–730 (2013). doi:10.1016/j.wear.2012.10.009
Dumitru, G., Romano, V., Weber, H.P., Pimenov, S., Kononenko, T., Sentis, M., Hermann, J., Bruneau, S.: Femtosecond laser ablation of diamond-like carbon films. Appl. Surf. Sci. 222(1–4), 226–233 (2004). doi:10.1016/j.apsusc.2003.08.031
Dumitru, G., Romano, V., Weber, H.P., Pimenov, S., Kononenko, T., Hermann, J., Bruneau, S., Gerbig, Y., Shupegin, M.: Laser treatment of tribological DLC films. Diam. Relat. Mater. 12(3–7), 1034–1040 (2003). doi:10.1016/s0925-9635(02)00372-2
Pettersson, U., Jacobson, S.: Friction and wear properties of micro textured DLC coated surfaces in boundary lubricated sliding. Tribol. Lett. 17(3), 553–559 (2004)
Etsion, I.: State of the art in laser surface texturing. J. Tribol. 127(1), 248–253 (2005)
Ronkainen, H., Koskinen, J., Varjus, S., Holmberg, K.: Load-carrying capacity evaluation of coating/substrate systems for hydrogen-free and hydrogenated diamond-like carbon films. Tribol. Lett. 6(2), 63–73 (1999)
Moon, M., Jensen, H.M., Hutchinson, J.W., Oh, K., Evans, A.: The characterization of telephone cord buckling of compressed thin films on substrates. J. Mech. Phys. Solids 50(11), 2355–2377 (2002)
Kržan, B., Novotny-Farkas, F., Vižintin, J.: Tribological behavior of tungsten-doped DLC coating under oil lubrication. Tribol. Int. 42(2), 229–235 (2009). doi:10.1016/j.triboint.2008.06.011
Dalibon, E.L., Charadia, R., Cabo, A., Trava-Airoldi, V., Brühl, S.P.: Evaluation of the mechanical behaviour of a DLC film on plasma nitrided AISI 420 with different surface finishing. Surf. Coat. Technol. 235, 735–740 (2013). doi:10.1016/j.surfcoat.2013.08.059
Masuko, M., Kudo, T., Suzuki, A.: Effect of surface roughening of substrate steel on the improvement of delamination strength and tribological behavior of hydrogenated amorphous carbon coating under lubricated conditions. Tribol. Lett. 51(2), 181–190 (2013). doi:10.1007/s11249-013-0106-1
Kaneko, R.: Some recent progress in microtribology in Japan. Tribol. Lett. 9(1–2), 89–96 (2000)
McFadden, C.F., Gellman, A.J.: Recent progress in ultra high vacuum tribometry. Tribol. Lett. 4(2), 155–161 (1998)
Ouyang, J.-H., Sasaki, S., Murakami, T., Zhou, Y., Zhang, J.: Mechanical and unlubricated tribological properties of titanium-containing diamond-like carbon coatings. Wear 266(1–2), 96–102 (2009). doi:10.1016/j.wear.2008.05.002
Hauert, R.: An overview on the tribological behavior of diamond-like carbon in technical and medical applications. Tribol. Int. 37(11), 991–1003 (2004)
Lawes, S.D.A., Fitzpatrick, M.E., Hainsworth, S.V.: Evaluation of the tribological properties of DLC for engine applications. J. Phys. D Appl. Phys. 40(18), 5427–5437 (2007). doi:10.1088/0022-3727/40/18/s03
Vengudusamy, B., Grafl, A., Preinfalk, K.: Tribological properties of hydrogenated amorphous carbon under dry and lubricated conditions. Diam. Relat. Mater. 41, 53–64 (2014). doi:10.1016/j.diamond.2013.11.009
Lawes, S.D.A., Hainsworth, S.V., Fitzpatrick, M.E.: Impact wear testing of diamond-like carbon films for engine valve-tappet surfaces. Wear 268(11–12), 1303–1308 (2010). doi:10.1016/j.wear.2010.02.011
Yasuada, Y.: Research on diamond-like carbon coatings for low-friction valve lifters. Stroke 2014, 10–15 (2003)
Mabuchi, Y., Hamada, T., Izumi, H., Yasuda, Y.: The development of hydrogen-free DLC coated valve-lifter (2007)
Kano, M.: Super low friction of DLC applied to engine cam follower lubricated with ester-containing oil. Tribol. Int. 39(12), 1682–1685 (2006). doi:10.1016/j.triboint.2006.02.068
Gangopadhyay, A., Sinha, K., Uy, D., McWatt, D.G., Zdrodowski, R.J., Simko, S.J.: Friction, wear, and surface film formation characteristics of diamond-like carbon thin coating in valvetrain application. Tribol. Trans. 54(1), 104–114 (2011). doi:10.1080/10402004.2010.525693
Gangopadhyay, A., McWatt, D.G., Zdrodowski, R.J., Smko, S.J., Matera, S., Sheffer, K., Furby, R.S.: Valvetrain friction reduction through thin film coatings and polishing. Tribol. Trans. 55(1), 99–108 (2012). doi:10.1080/10402004.2011.636169
Tung, S.C., Gao, H.: Tribological characteristics and surface interaction between piston ring coatings and a blend of energy-conserving oils and ethanol fuels. Wear 255(7–12), 1276–1285 (2003). doi:10.1016/s0043-1648(03)00240-0
Etsion, I., Halperin, G., Becker, E.: The effect of various surface treatments on piston pin scuffing resistance. Wear 261(7–8), 785–791 (2006). doi:10.1016/j.wear.2006.01.032
Cho, D.-H., Lee, S.-A., Lee, Y.-Z.: The effects of surface roughness and coatings on the tribological behavior of the surfaces of a piston skirt. Tribol. Trans. 53(1), 137–144 (2009). doi:10.1080/10402000903283276
Snidle, R., Evans, H.: Some aspects of gear tribology. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 223(1), 103–141 (2009)
Kalin, M., Vižintin, J.: The tribological performance of DLC-coated gears lubricated with biodegradable oil in various pinion/gear material combinations. Wear 259(7–12), 1270–1280 (2005). doi:10.1016/j.wear.2005.02.028
Franklin, S.E., Baranowska, J.: Conditions affecting the sliding tribological performance of selected coatings for high vacuum bearing applications. Wear 263(7–12), 1300–1305 (2007). doi:10.1016/j.wear.2007.02.019
Vanhulsel, A., Velasco, F., Jacobs, R., Eersels, L., Havermans, D., Roberts, E.W., Sherrington, I., Anderson, M.J., Gaillard, L.: DLC solid lubricant coatings on ball bearings for space applications. Tribol. Int. 40(7), 1186–1194 (2007). doi:10.1016/j.triboint.2006.12.005
Dearnaley, G., Arps, J.H.: Biomedical applications of diamond-like carbon (DLC) coatings: a review. Surf. Coat. Technol. 200(7), 2518–2524 (2005). doi:10.1016/j.surfcoat.2005.07.077
Vandevelde, T., Vandierendonck, K., Van Stappen, M., Du Mong, W., Perremans, P.: Cutting applications of DLC, hard carbon and diamond films. Surf. Coat. Technol. 113(1), 80–85 (1999)
Kimock, F.M., Knapp, B.J.: Commercial applications of ion beam deposited diamond-like carbon (DLC) coatings. Surf. Coat. Technol. 56(3), 273–279 (1993)
Kim, H.I., Lince, J.R., Eryilmaz, O.L., Erdemir, A.: Environmental effects on the friction of hydrogenated DLC films. Tribol. Lett. 21(1), 51–56 (2006). doi:10.1007/s11249-005-9008-1
Wang, L., Bai, L., Lu, Z., Zhang, G., Wu, Z.: Influence of load on the tribological behavior of a-C films: experiment and calculation coupling. Tribol. Lett. 52(3), 469–475 (2013). doi:10.1007/s11249-013-0230-y
Wang, Y., Li, H., Liu, X., Ji, L., Wu, Y., Lv, Y., Fu, Y., Zhou, H., Chen, J.: Friction and wear properties of graphite-like carbon films deposited on different substrates with a different interlayer under high hertzian contact stress. Tribol. Lett. 46(3), 243–254 (2012). doi:10.1007/s11249-012-9943-6
Pei, Y., Galvan, D., Dehosson, J.: Nanostructure and properties of TiC/a-C: h composite coatings. Acta Mater. 53(17), 4505–4521 (2005). doi:10.1016/j.actamat.2005.05.045
Bhushan, B.: Friction. In: Tribology and Mechanics of Magnetic Storage Devices, pp. 231–365. Springer, Berlin (1990). doi:10.1007/978-1-4684-0335-0
Palacio, M., Bhushan, B.: A review of ionic liquids for green molecular lubrication in nanotechnology. Tribol. Lett. 40(2), 247–268 (2010). doi:10.1007/s11249-010-9671-8
Sedlaček, M., Podgornik, B., Vižintin, J.: Tribological properties of DLC coatings and comparison with test results: development of a database. Mater. Charact. 59(2), 151–161 (2008). doi:10.1016/j.matchar.2006.12.008
Suzuki, M., Saito, T., Tanaka, A.: Tribological properties of DLC films against different steels. Wear 304(1–2), 83–87 (2013). doi:10.1016/j.wear.2013.03.046
Vengudusamy, B., Grafl, A., Preinfalk, K.: Influence of silicon on the wear properties of amorphous carbon under dry and lubricated conditions. Tribol. Lett. 53(3), 569–583 (2014). doi:10.1007/s11249-014-0295-2
Tokuta, Y., Kawaguchi, M., Shimizu, A., Sasaki, S.: Effects of pre-heat treatment on tribological properties of DLC film. Tribol. Lett. 49(2), 341–349 (2012). doi:10.1007/s11249-012-0073-y
Grill, A.: Tribology of diamondlike carbon and related materials: an updated review. Surf. Coat. Technol. 94, 507–513 (1997)
Al Mahmud, K., Kalam, M., Masjuki, H., Mobarak, H., Zulkifli, N.: An updated overview of diamond-like carbon coating in tribology. Crit Rev Solid State Mater Sci. (2014). doi:10.1080/10408436.2014.940441
Vengudusamy, B., Green, J.H., Lamb, G.D., Spikes, H.A.: Tribological properties of tribofilms formed from ZDDP in DLC/DLC and DLC/steel contacts. Tribol. Int. 44(2), 165–174 (2011). doi:10.1016/j.triboint.2010.10.023
Tasdemir, H.A., Wakayama, M., Tokoroyama, T., Kousaka, H., Umehara, N., Mabuchi, Y., Higuchi, T.: Ultra-low friction of tetrahedral amorphous diamond-like carbon (ta-C DLC) under boundary lubrication in poly alpha-olefin (PAO) with additives. Tribol. Int. 65, 286–294 (2013). doi:10.1016/j.triboint.2013.03.014
de Barros’Bouchet, M.I., Martin, J.M., Le-Mogne, T., Vacher, B.: Boundary lubrication mechanisms of carbon coatings by MoDTC and ZDDP additives. Tribol. Int. 38(3), 257–264 (2005). doi:10.1016/j.triboint.2004.08.009
Ouyang, J.H., Sasaki, S.: Friction and wear characteristics of a Ti-containing diamond-like carbon coating with an SRV tester at high contact load and elevated temperature. Surf. Coat. Technol. 195(2–3), 234–244 (2005). doi:10.1016/j.surfcoat.2004.06.041
Barriga, J., Kalin, M., Acker, K.V., Vercammen, K., Ortega, A., Leiaristi, L.: Tribological performance of titanium doped and pure DLC coatings combined with a synthetic bio-lubricant. Wear 261(1), 9–14 (2006). doi:10.1016/j.wear.2005.09.004
Kalin, M., Vižintin, J.: The tribological performance of DLC coatings under oil-lubricated fretting conditions. Tribol. Int. 39(10), 1060–1067 (2006). doi:10.1016/j.triboint.2006.02.040
Kalin, M., Vižintin, J.: Differences in the tribological mechanisms when using non-doped, metal-doped (Ti, WC), and non-metal-doped (Si) diamond-like carbon against steel under boundary lubrication, with and without oil additives. Thin Solid Films 515(4), 2734–2747 (2006). doi:10.1016/j.tsf.2006.03.034
Kalin, M., Roman, E., Vižintin, J.: The effect of temperature on the tribological mechanisms and reactivity of hydrogenated, amorphous diamond-like carbon coatings under oil-lubricated conditions. Thin Solid Films 515(7–8), 3644–3652 (2007). doi:10.1016/j.tsf.2006.09.049
Neville, A., Morina, A., Haque, T., Voong, M.: Compatibility between tribological surfaces and lubricant additives—how friction and wear reduction can be controlled by surface/lube synergies. Tribol. Int. 40(10–12), 1680–1695 (2007). doi:10.1016/j.triboint.2007.01.019
Equey, S., Roos, S., Mueller, U., Hauert, R., Spencer, N.D., Crockett, R.: Reactions of zinc-free anti-wear additives in DLC/DLC and steel/steel contacts. Tribol. Int. 41(11), 1090–1096 (2008). doi:10.1016/j.triboint.2008.03.004
Equey, S., Roos, S., Mueller, U., Hauert, R., Spencer, N.D., Crockett, R.: Tribofilm formation from ZnDTP on diamond-like carbon. Wear 264(3–4), 316–321 (2008). doi:10.1016/j.wear.2007.03.012
Podgornik, B., Sedlaček, M., Vižintin, J.: Compatibility of DLC coatings with formulated oils. Tribol. Int. 41(6), 564–570 (2008). doi:10.1016/j.triboint.2007.12.004
Michalczewski, R., Piekoszewski, W., Szczerek, M., Tuszynski, W.: The lubricant-coating interaction in rolling and sliding contacts. Tribol. Int. 42(4), 554–560 (2009). doi:10.1016/j.triboint.2008.05.001
Mistry, K.K., Morina, A., Neville, A.: A tribochemical evaluation of a WC–DLC coating in EP lubrication conditions. Wear 271(9–10), 1739–1744 (2011). doi:10.1016/j.wear.2011.01.071
Vengudusamy, B., Mufti, R.A., Lamb, G.D., Green, J.H., Spikes, H.A.: Friction properties of DLC/DLC contacts in base oil. Tribol. Int. 44(7–8), 922–932 (2011). doi:10.1016/j.triboint.2011.03.006
Vengudusamy, B., Green, J.H., Lamb, G.D., Spikes, H.A.: Behaviour of MoDTC in DLC/DLC and DLC/steel contacts. Tribol. Int. 54, 68–76 (2012). doi:10.1016/j.triboint.2012.04.028
Abdullah Tasdemir, H., Wakayama, M., Tokoroyama, T., Kousaka, H., Umehara, N., Mabuchi, Y., Higuchi, T.: Wear behaviour of tetrahedral amorphous diamond-like carbon (ta-C DLC) in additive containing lubricants. Wear 307(1–2), 1–9 (2013). doi:10.1016/j.wear.2013.08.011
Forsberg, P., Gustavsson, F., Renman, V., Hieke, A., Jacobson, S.: Performance of DLC coatings in heated commercial engine oils. Wear 304(1–2), 211–222 (2013). doi:10.1016/j.wear.2013.04.036
Kalin, M., Kogovšek, J., Remškar, M.: Nanoparticles as novel lubricating additives in a green, physically based lubrication technology for DLC coatings. Wear 303(1–2), 480–485 (2013). doi:10.1016/j.wear.2013.03.009
Kosarieh, S., Morina, A., Lainé, E., Flemming, J., Neville, A.: The effect of MoDTC-type friction modifier on the wear performance of a hydrogenated DLC coating. Wear 302(1–2), 890–898 (2013). doi:10.1016/j.wear.2012.12.052
Kosarieh, S., Morina, A., Lainé, E., Flemming, J., Neville, A.: Tribological performance and tribochemical processes in a DLC/steel system when lubricated in a fully formulated oil and base oil. Surf. Coat. Technol. 217, 1–12 (2013). doi:10.1016/j.surfcoat.2012.11.065
Shum, P.W., Zhou, Z.F., Li, K.Y.: Investigation of the tribological properties of the different textured DLC coatings under reciprocating lubricated conditions. Tribol. Int. 65, 259–264 (2013). doi:10.1016/j.triboint.2013.01.012
Sun, J., Fu, Z.-Q., Zhang, W., Wang, C.-B., Yue, W., Lin, S.-S., Dai, M.-J.: Friction and wear of Cr-doped DLC films under different lubrication conditions. Vacuum 94, 1–5 (2013). doi:10.1016/j.vacuum.2013.01.010
Al Mahmud, K.A.H., Varman, M., Kalam, M.A., Masjuki, H.H., Mobarak, H.M., Zulkifli, N.W.M.: Tribological characteristics of amorphous hydrogenated (a-C:h) and tetrahedral (ta-C) diamond-like carbon coating at different test temperatures in the presence of commercial lubricating oil. Surf. Coat. Technol. (2014). doi:10.1016/j.surfcoat.2014.02.052
Vengudusamy, B., Green, J.H., Lamb, G.D., Spikes, H.A.: Durability of ZDDP tribofilms formed in DLC/DLC contacts. Tribol. Lett. 51(3), 469–478 (2013). doi:10.1007/s11249-013-0185-z
Gangopadhyay, A., Zdrodowski, R.J., Simko, S.J.: Interactions of diamond-like carbon coatings with fully formulated engine oils. Tribol. Trans. 57(3), 503–514 (2014). doi:10.1080/10402004.2013.870268
Kalin, M., Roman, E., Ožbolt, L., Vižintin, J.: Metal-doped (Ti, WC) diamond-like-carbon coatings: reactions with extreme-pressure oil additives under tribological and static conditions. Thin Solid Films 518(15), 4336–4344 (2010). doi:10.1016/j.tsf.2010.02.066
Yang, L., Neville, A., Brown, A., Ransom, P., Morina, A.: Friction reduction mechanisms in boundary lubricated W-doped DLC coatings. Tribol. Int. 70, 26–33 (2014). doi:10.1016/j.triboint.2013.09.020
Haque, T., Morina, A., Neville, A., Kapadia, R., Arrowsmith, S.: Study of the ZDDP antiwear tribofilm formed on the DLC coating using AFM and XPS techniques. Automot. Lubr. Test. Adv. Addit. Dev. 4(7), 92 (2008)
Podgornik, B., Jacobson, S., Hogmark, S.: Influence of EP additive concentration on the tribological behaviour of DLC-coated steel surfaces. Surf. Coat. Technol. 191(2–3), 357–366 (2005). doi:10.1016/j.surfcoat.2004.04.001
Podgornik, B., Jacobson, S., Hogmark, S.: DLC coating of boundary lubricated components—advantages of coating one of the contact surfaces rather than both or none. Tribol. Int. 36(11), 843–849 (2003). doi:10.1016/s0301-679x(03)00102-6
Kalin, M., Vižintin, J., Barriga, J., Vercammen, K., Van Acker, K., Arnšek, A.: The effect of doping elements and oil additives on the tribological performance of boundary-lubricated DLC/DLC contacts. Tribol. Lett. 17(4), 679–688 (2004)
Haque, T., Morina, A., Neville, A., Kapadia, R., Arrowsmith, S.: Non-ferrous coating/lubricant interactions in tribological contacts: assessment of tribofilms. Tribol. Int. 40(10–12), 1603–1612 (2007). doi:10.1016/j.triboint.2007.01.023
Podgornik, B., Hren, D., Vižintin, J., Jacobson, S., Stavlid, N., Hogmark, S.: Combination of DLC coatings and EP additives for improved tribological behaviour of boundary lubricated surfaces. Wear 261(1), 32–40 (2006). doi:10.1016/j.wear.2005.09.007
Podgornik, B., Hren, D., Vižintin, J.: Low-friction behaviour of boundary-lubricated diamond-like carbon coatings containing tungsten. Thin Solid Films 476(1), 92–100 (2005). doi:10.1016/j.tsf.2004.09.028
Vengudusamy, B., Green, J.H., Lamb, G.D., Spikes, H.A.: Influence of hydrogen and tungsten concentration on the tribological properties of DLC/DLC contacts with ZDDP. Wear 298–299, 109–119 (2013). doi:10.1016/j.wear.2013.01.020
Shinyoshi, T., Fuwa, Y., Ozaki, Y.: Wear analysis of DLC coating in oil containing Mo-DTC. In. SAE Technical Paper (2007)
Haque, T., Morina, A., Neville, A., Kapadia, R., Arrowsmith, S.: Effect of oil additives on the durability of hydrogenated DLC coating under boundary lubrication conditions. Wear 266(1), 147–157 (2009)
Kalin, M., Vižintin, J.: A comparison of the tribological behaviour of steel/steel, steel/DLC and DLC/DLC contacts when lubricated with mineral and biodegradable oils. Wear 261(1), 22–31 (2006). doi:10.1016/j.wear.2005.09.006
Kržan, B., Vižintin, J.: Use and development of biodegradable oils. Tribology of Mechanical Systems: A Guide to Present and Future Technologies, pp. 107–137. ASME Press, New York (2004)
Topolovec-Miklozic, K., Lockwood, F., Spikes, H.: Behaviour of boundary lubricating additives on DLC coatings. Wear 265(11–12), 1893–1901 (2008). doi:10.1016/j.wear.2008.04.051
Erdemir, A., Fenske, G.: Tribological performance of diamond and diamondlike carbon films at elevated temperatures. Tribol. Trans. 39(4), 787–794 (1996)
Robertson, J.: Amorphous carbon. Adv. Phys. 35(4), 317–374 (1986)
Liu, Y., Erdemir, A., Meletis, E.: Influence of environmental parameters on the frictional behavior of DLC coatings. Surf. Coat. Technol. 94, 463–468 (1997)
Paulmier, D., Zaidi, H., Nery, H., Huu, T.L., Mathia, T.: Tribological behaviour of diamond-like coatings: effect of active gases in atomic and molecular states. Surf. Coat. Technol. 62(1), 570–576 (1993)
Hainsworth, S.V., Uhure, N.: Diamond like carbon coatings for tribology: production techniques, characterisation methods and applications. Int. Mater. Rev. 52(3), 153–174 (2007)
Wu, W.-J., Hon, M.-H.: Thermal stability of diamond-like carbon films with added silicon. Surf. Coat. Technol. 111(2), 134–140 (1999)
Kano, M., Yasuda, Y., Okamoto, Y., Mabuchi, Y., Hamada, T., Ueno, T., Ye, J., Konishi, S., Takeshima, S., Martin, J.M., Barros Bouchet, M.I., Mognee, T.L.: Ultralow friction of DLC in presence of glycerol mono-oleate (GNO). Tribol. Lett. 18(2), 245–251 (2005). doi:10.1007/s11249-004-2749-4
Gangopadhyay, A.: Mechanical and tribological properties of amorphous carbon films. Tribol. Lett. 5(1), 25–39 (1998)
Grill, A.: Plasma-deposited diamondlike carbon and related materials. IBM J. Res. Dev. 43(1–2), 147–162 (1999)
Tasdemir, H.A., Tokoroyama, T., Kousaka, H., Umehara, N., Mabuchi, Y.: Friction and wear performance of boundary-lubricated DLC/DLC contacts in synthetic base oil. Proc. Eng. 68, 518–524 (2013). doi:10.1016/j.proeng.2013.12.215
Abdullah Tasdemir, H., Tokoroyama, T., Kousaka, H., Umehara, N., Mabuchi, Y.: Influence of zinc dialkyldithiophosphate tribofilm formation on the tribological performance of self-mated diamond-like carbon contacts under boundary lubrication. Thin Solid Films 562, 389–397 (2014). doi:10.1016/j.tsf.2014.05.004
Kalin, M., Kogovšek, J., Kovač, J., Remškar, M.: The formation of tribofilms of MoS2 nanotubes on steel and DLC-coated surfaces. Tribol. Lett. 55(3), 381–391 (2014). doi:10.1007/s11249-014-0366-4
Acknowledgments
The authors would like to acknowledge the University of Malaya and Malaysia Ministry of Higher Education (MOHE) for funding this research through the High Impact Research Chancellory grant project titled “Clean Diesel Technology for Military and Civilian Transport Vehicles,” Grant Number: UM.C/HIR/MOHE/ENG/07 and University of Malaya Research Grant Number RP 016-2012A.
Conflict of interest
The authors declare that they have no conflict of interest.
Research involving human participants and/or animals
This article does not contain any studies with human participants or animals performed by any of the authors.
Informed consent
Informed consent was obtained from all individual participants included in the study.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Zahid, R., Masjuki, H.H., Varman, M. et al. Effect of Lubricant Formulations on the Tribological Performance of Self-Mated Doped DLC Contacts: a review. Tribol Lett 58, 32 (2015). https://doi.org/10.1007/s11249-015-0506-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-015-0506-5