
Abstract
Greenhouse gas emissions and climate change concerns have prompted worldwide initiatives to lower carbon dioxide (CO2) levels and prevent them from rising in the atmosphere, thereby controlling global warming. Effective CO2 management through carbon capture and storage is essential for safe and permanent storage, as well as synchronically meeting carbon reduction targets. Lowering CO2 emissions through carbon utilization can develop a wide range of new businesses for energy security, material production, and sustainability. CO2 mineralization is one of the most promising strategies for producing thermodynamically stable solid calcium or magnesium carbonates for long-term sequestration using simple chemical reactions. Current advancements in CO2 mineralization technologies,focusing on pathways and mechanisms using different industrial solid wastes, including natural minerals as feedstocks, are briefly discussed. However, the operating costs, energy consumption, reaction rates, and material management are major barriers to the application of these technologies in CO2 mineralization. The optimization of operating parameters, tailor-made equipment, and smooth supply of waste feedstocks require more attention to make the carbon mineralization process economically and commercially viable. Here, carbonation mechanisms, technological options to expedite mineral carbonation, environmental impacts, and prospects of CO2 mineralization technologies are critically evaluated to suggest a pathway for mitigating climate change in the future. The integration of industrial wastes and brine with the CO2 mineralization process can unlock its potential for the development of novel chemical pathways for the synthesis of calcium or magnesium carbonates, valuable metal recovery, and contribution to sustainability goals while reducing the impact of global warming.
Graphical abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The burning of fossil fuels during industrial operations is a major source of atmospheric carbon dioxide (CO2), which leads to an increase in the average temperature on Earth. Carbon emissions can be mitigated using renewable energy, an effective alternative to conventional fuels (Liu et al. 2024). However, replacing fossil fuels in industries that are major contributors to global CO2 emissions, such as steel and cement production, has not yet been fully realized (He et al. 2023). For example, the cement industry accounted for approximately 7% of the global greenhouse gas (GHG) emissions (CO2, 2.2 Gt/year) in 2014 (IEA 2018). GHGs have increased in the first two decades of the twenty-first century owing to the high CO2 emissions from various sectors in China and other countries. However, per-capita CO2 emissions are relatively high in countries with low populations, such as Qatar, Saudi Arabia, and the United Arab Emirates. Canada, the United States, and Australia show considerable per-capita emissions. In 2020, conventional fossil fuel CO2 emissions decreased by 5.3% compared to 2019 owing to the pandemic effect; however, the emissions returned to 37.9 Gt of CO2, which is equivalent to the 2019 pre-pandemic era (Crippa et al. 2022).
The present CO2 concentration reached 422.11 mg/L in January 2024 (McGee 2024), with an annual rise of 2.8 mg/L (Liu et al. 2021). Reduction in CO2 emissions is imperative, and scientists are trying to replace fossil fuels with alternative renewable energy sources such as hydrogen, solar, and wind energy. However, it is difficult to achieve the target in a short period, as global energy demand shows an upward trend, with an approximate demand higher than 29.6% by 2040 (Kramer and Haigh 2009). CO2 capture and storage (CCS) is an imperative technology for handling climate change and securing energy security by reducing carbon emissions from point and nonpoint sources, which prevents the release of massive quantities of CO2 into the atmosphere. Kramer and Haigh (2009) reported that high CO2-generating industries worldwide, such as power plants and cement and steel industries, can sequester ~ 7 × 109 tons of CO2 annually by 2050. CO2 storage can be performed by mineral conversion and natural storage, such as geological and oceanic storage. The geological storage of CO2 is widely practiced because of its large storage capability, and enhanced oil and gas recovery (Bai et al. 2016).
Carbon neutrality is a crucial measure in reducing the effect of CO2 on the global environment and may be accomplished via carbon capture, utilization, and storage (CCUS) (Lee et al. 2023; Riahi et al. 2022). CCUS technologies have numerous potential applications in various fields, including energy recovery, food production, chemical and fuel production, refrigeration, fire suppression, and mineral formation (Qian and Han 2023; Zhou and Metivier 2023). CCS applications in heavy industries can considerably and rapidly reduce GHG emissions, as these industries are responsible for 21% of global emissions, primarily from cement, iron and steel, petrochemicals, and biofuel production industries (Page et al. 2020). To date, these approaches have demonstrated 50–68% efficiency in CO2 capture on a small scale (Bui et al. 2018). Several studies have highlighted the importance of CCUS in reducing process-inherent CO2 concentrations before they are released into the atmosphere (Li et al. 2023b; Ostovari et al. 2020; Tyagi et al. 2023). Various approaches, such as absorption, physical adsorption, chemical looping, cryogenic techniques, membrane gas separation, ionic liquid looping processes, biological systems, and gas hydration, can capture CO2 (Bui et al. 2018; Chakrabortty et al. 2023; Cheng et al. 2023). A simple approach is to use the entire CCS process at a single site. Additionally, there are several alternatives for capturing CO2 from the air, followed by transportation to various storage sites using ships or pipelines (IPCC 2018; Liu et al. 2023). For example, geological shale formations are highly promising storage sites where CO2 is entrapped in nanopores via adsorption to organic matter and clays, which have a high affinity for gas molecules (Murugesu et al. 2023).
Among current CCS technologies, carbon mineralization (CM) has drawn particular attention as a promising approach for safe and permanent CO2 storage and waste management (Ostovari et al. 2023). Direct and indirect CO2 reduction approaches are widely used to utilize industrial solid waste (ISW) (Liu et al. 2021), such as carbonation of ISW (blast furnace slag (390 Mt), slag from steel industries (240 Mt), waste gypsum (220 Mt), and ash from coal combustion (1000 Mt)) (USGS 2020) and the application of carbonated products in construction works to replace conventional carbon-intensive materials (Liu et al. 2024). Approximately 8% of the global CO2 (generated due to anthropogenic activity) can be mineralized by the direct carbonation of 4.01 × 109 tons of ISW, which includes 43.5% steel slags, 16.3% cement waste, 13.5% mining waste, and 12.3% coal ashes. The carbonated materials produced by indirect carbonation to replace construction materials can reduce 3.7 × 109 tons of CO2 emissions (Liu et al. 2021). Naturally available minerals such as wollastonite (300 Mt), serpentine (500 Mt), and forsterite (800 Mt) can be used to mineralize CO2; however, their mining causes adverse environmental effects and is energy-intensive.
CM relies on the fundamental chemistry of ionic interactions between carbonate anions formed by the dissolution of CO2 in water and metal cations (e.g., Mg2+, Ca2+, and Fe2+) to produce thermodynamically stable metal carbonate minerals as the final products (Xu et al. 2023b). This technique can potentially be widely applied in diverse environments such as brines, mafic rocks, and salt domes because of the simplicity of the reactions and ubiquity of reactant cations in nature. However, this alternative (the CM process) may pose global challenges with minimal relevance to potentially decisive mitigation options, such as institutional and regulatory barriers, capture costs and energy penalties, massive financial investments, CO2 release risks, and environmental and health issues, if not properly understood and accepted (Park et al. 2016). Furthermore, a detailed analysis of the reaction mechanism and economics of mineralization by calculating the operating costs and simulating the mineral chemistry of natural carbonation storage requires large-scale technical implementation (Kim et al. 2022). Therefore, technological upgrades, energy analysis, plant-level economics, and environmental analysis are necessary for the successful implementation of CCS in industrial decarbonization.
Several reviews on CO2 mineralization have focused on CM using industrial waste (Liu et al. 2021), CO2 recovery and utilization (Godin et al. 2021), utilization of alkaline wastes in CCS (Khudhur et al. 2022), CM using terrestrial basalts (Ostovari et al. 2023), CM mechanisms during geological storage (Kim et al. 2023), critical analysis of different CCS processes (Liu et al. 2024), and operating conditions for CM using cementitious materials (Li et al. 2024b). Here, we review the potential and significance of CM for sustainable CO2 management and the restoration of the global carbon cycle over the next few decades. A critical analysis of contemporary technological developments in CM is presented. Additionally, efforts have been made to examine the evolution of various hands-on CCS processes to solve global CCS problems. The novelty of this review compared with the existing literature is presented in Table 1.
2 Methodology for systematic literature review
Several review manuscripts related to CO2 storage through the CM process are available in the literature, which discuss many objectives, such as pilot-scale studies (Hanifa et al. 2023), potential feedstock application for CM (Stokreef et al. 2022), elaborating the potential of seawater for CM (Ho and Iizuka 2023), and utilization of specific feedstocks or ISW (Ca-or Mg-containing natural raw materials, ultramafic tailings, fly ash, iron, and steel slags) (Li et al. 2023a; Stokreef et al. 2022; Wang et al. 2024a, b). This review comprehensively describes recent developments in innovative technologies in CM and their current status in large-scale industrial implementation. It deals with a general mechanistic outline of the CM process and critically discusses the advantages and limitations of different CM process routes for long-term CO2 storage. Furthermore, the utilization of various industrial byproducts or solid wastes, resource recovery through mineral carbonation, applications of the CM process, and the sustainability and environmental threats of CM approaches are discussed. This was performed by a thorough literature search using different online databases, such as Scopus, Science Direct, Google Scholars, SciFinder, ResearchGate, Wiley, SpringerLink, Web of Science, and Espacenet (patent database), to obtain appropriate journal and patent publications in the last seven years. To obtain a wide range of searches, several keywords such as GHGs, CO2, Mineralization; Carbon capture and storage, sustainable carbonation processes, CO2 mineralization, mineral carbonation, mineral trapping, brine valorization, green concrete, CO2 mineralization slag (CMS), industrial by-products, and life cycle assessment (LCA) were used to obtain relevant research documents. We selected more than 250 articles and patents and carefully reviewed them. Only those deemed relevant, noteworthy, and impactful were selected and mentioned in this review. Most of the selected articles were published within the past five years to ensure an updated assessment of the most recent and advanced technological developments. A detailed analysis of the selected articles helped prepare a table of contents for this manuscript to present the considerably different content available in the literature.
3 CO2 mineralization
3.1 Overview
The CM technology of the CCS process is versatile and can mitigate CO2 emissions from industrial sources on a large scale. CM is a versatile and thermodynamically downhill route (i.e., a Gibbs free energy change of < 0) that can ensure long-term and environmentally benign atmospheric CO2 fixation, while reducing the natural CO2 conversion timescale from several years to a few hours (Gadikota 2021; Liu et al. 2023). Seifritz (1990) proposed CM in the early 90 s to sequester anthropogenic CO2 and was subsequently evaluated by Lackner and co-workers (Lackner et al. 1995). CM technologies are based on the reaction of CO2 (gas, liquid, or dissolved in water) with Ca and Mg ions in various host media (e.g., rocks and sediments) to transform them into stable carbonate minerals (e.g., magnesite and calcite). Although this review focuses on the above-discussed physicochemical reactions for CO2 conversion owing to their commercial viability, it is worth mentioning that biological routes play major roles in nature. For example, (1) CO2-fixing bacteria can adsorb and transform CO2 into carbonates (Qian et al. 2022), (2) microalgae can facilitate the conversion of CO2 into valuable biochemicals (Daneshvar et al. 2022), and (3) carbonic anhydrase can boost CM (de Oliveira Maciel et al. 2022).
The major advantages of the CM process are as follows: host mineral resources are available globally; this process offers a permanent solution for CO2 fixation by binding CO2-containing fluids and gases to solid igneous rocks (typically basalt or peridotite minerals), which is an exothermic reaction that requires no energy input, and is a cost-effective route for CO2 fixation. Apart from these advantages, there are a few shortcomings of using CM. According to Park and Fan, gas–solid interactions cannot always be used to effectively create stable metal carbonates (c.f., kinetics-controlled formation of metastable hydrated carbonate phases such as nesquehonite) because the distribution of optimal mineral resources is only superficially understood (Park and Fan 2004). Therefore, it is crucial to understand the fundamental basis of CM reactions and the practical routes through which this technology has been applied to various systems.
CM is thermodynamically stable. Theoretically, it can permanently fix atmospheric CO2 under ambient conditions because the process has a lower energy state than that of the reactants (CO2 and silicates). However, it is possible that mineralized carbon can dissolve in the presence of strong acids under ambient conditions. Therefore, there may be a risk of CO2 release into the atmosphere if precipitated carbonates are exposed to strong acids (Allen and Brent 2010). Teir et al. (2006) reported the effect of pH on the CM process and revealed that carbonated minerals are unstable in nitric acid environments at various concentrations. The dissolution of the Mg and Ca fractions from their respective carbonates in separate solutions (initial pH of 1) after several days of stabilization was 9%, whereas, at an initial pH > 2, the fraction of dissolved minerals in the solution was < 1%. Infrared analysis of the reactor atmosphere revealed a more rapid release of CO2 from CaCO3 than MgCO3. The release of CO2 gas was approximately 1.5% from CaCO3 and 0.0% from MgCO3 at pH 1. The release of CO2 from both carbonates was not detected at pH 2. Similarly, temperature and humidity modulate the stability of carbonated CM products in the natural environment. Dissolved Ca ions readily precipitate from the reactive aqueous fluid at < 280 °C once calcite and/or aragonite is supersaturated, whereas dissolved Mg ions precipitate as carbonate magnesite and dolomite at ~ 80 °C or higher (Saldi et al. 2009). At lower temperatures, the precipitation of these minerals is kinetically inhibited.
3.2 General mechanistic outline
Equations (1)–(4) describe the CM process. CM occurs via the reaction of water containing dissolved CO2 with metal cations in various media to form solid metal carbonates (Eq. (1)), and the individual reaction steps are considerably influenced by the solution pH (Demirbas 2007; Lee et al. 2023). Equations (2) and (4) indicate that the formation of carbonate ions (CO32−) is favored at an alkaline pH. The most accessible substance for moving the pH toward alkalinity is sodium hydroxide (caustic soda).
This process relies on the sources of Ca2+ and Mg2+ ions that interact with CO32−. Saline environments have immense potential for applications in CM technologies. In particular, natural and synthetic brines have been identified as appropriate media for CM because of their high Ca and Mg content (Liu et al. 2019; Power et al. 2017). Under typical brine conditions, CaCO3 forms more readily than MgCO3 because of its greater thermodynamic stability (Ji et al. 2022) and faster kinetics for the dehydration of Ca than Mg during nucleation and crystal growth. In addition, metal cations can be extracted from geological materials. For example, mafic and ultramafic rocks contain large amounts of Mg and Ca silicate minerals (e.g., foresterite, diopside, and Ca-rich plagioclase). However, metal extraction from these materials commonly requires high acidity, which poses considerable environmental risks.
Simple oxide and hydroxide phases, such as CaO and Ca(OH)2, are considered sources of metals for CM, as shown in Eqs. (5–6). The efficiency of these processes is mainly determined by the surrounding relative humidity, temperature, and surface charge of the particles (Montes-Hernandez et al. 2012). The CM rate typically increases with increasing relative humidity because thicker water films formed on solid surfaces can have higher contents of dissolved CO2 and Ca2+ (Murugesu et al. 2023). Temperature considerably affects the carbonation rate, as expected from the Arrhenius equation (Stokreef et al. 2022). Physically, an increase in temperature facilitates the dehydration of both the substrate surfaces (e.g., the surfaces of Ca(OH)2 particles) and hydrated ions, which increases the reaction rates (Lackner et al. 1995).
3.3 CO 2 mineralization routes
CO2 and feedstocks containing metal ions are required for ex-situ mineral carbonation to store CO2 as a thermodynamically stable carbonate mineral. Point sources of CO2 include flue gases from steel, cement, and electricity manufacturing units (Lux et al. 2018). Some carbonation processes use flue gases directly, whereas others require pure CO2. During the initial stages of CM, Ca, Mg, and Na generally exist as dissolved ions or primary (hydr)oxides (Franks et al. 2023). In the subsequent phase, these intermediates react with dissolved CO2 to form CaCO3, MgCO3, or NaHCO3. Direct and indirect carbonation can be considered production processes for carbonate compounds (Wang et al. 2024b), which have additional uses in various contexts (Oh et al. 2019). Conversely, mixing and carbonation curing are discretionary steps in concrete production as a carbon sequestration medium.
3.3.1 Direct carbonation
Direct carbonation refers to a process in which metal dissolution and carbonate precipitation co-occur in the same reactor, or there is only one pathway for the reaction (Li et al. 2023c). Dry gas–solid (moisture < 0.2) and aqueous mineral (gas–liquid and gas–liquid-solid, i.e., slurry) carbonation are two general routes for achieving direct carbonation. Direct gas–solid carbonation is an approach in which gaseous CO2 is injected into a reactor to immediately interact with the ground feedstock (host mineral cation source) (Ho et al. 2020). Direct carbonation pathway is the simplest carbonation process, and smooth heat recycling from an exothermic reaction is a major advantage (Zevenhoven et al. 2008). In addition, it allows for less consumption of acids or bases and a low water footprint during direct solid–gas carbonation for the safe sealing of CO2 in the solid phase while directly capturing and separating CO2 from the gas phase by utilizing minerals and solid wastes (Moon et al. 2024). Minerals, such as wollastonite, serpentine, and forsterite, react spontaneously with CO2 in the dry route of CM with Gibb’s free energies of −44.6, −16.9, and −43.0 kJ/mol, respectively (Benhelal et al. 2020). However, this process is kinetically slow and has a low conversion rate, which results in poor commercial viability. Several approaches have been proposed to increase the direct carbonation rate. For example, in-situ, dry and moist (10% water) gas–solid carbonation was performed using chrysotile (a type of asbestos for Mg-source) in the presence of CO2 (67 mol%) at ambient pressure, thermal preconditioning (at 300 to 1200 °C), and doping with alkali metal ions. The presence of water, cesium as a trace alkali metal, and a temperature of 375 °C boosted mineral carbonation to form MgCO3 by up to 2.7 times (Larachi et al. 2010).
Direct aqueous carbonation is the most well-understood technology for gas–liquid-solid multi-phase reaction systems and provides favorable conditions for carbonation (Sanna et al. 2014). Direct aqueous carbonation requires CO2 conversion into a carbonic acid, H+, and CO32− solution after dissolution in an aqueous system, followed by a reaction with Ca2+/Mg2+ ions (released from dissolved primary or secondary minerals, e.g., silicates or (hydr)oxides) to form carbonate precipitates (Miao et al. 2023; Tao et al. 2021). Hence, it allows three co-occurrences in the reaction vessel: the development of a mildly acidic environment owing to the dissolution of CO2 in water to form HCO3−, the leaching of Ca/Mg from solid matrices (minerals or industrial wastes), and the precipitation of Ca/MgCO3 (Olajire 2013). This process exhibits a better reaction rate and carbonation efficiency than direct gas–solid carbonation because of the higher degree of mass transfer. Water is used as a solvent to dissolve CO2 and facilitate the ionization of Ca or Mg for rapid solid carbonate formation (Baciocchi et al. 2016). However, the dissolution of the Ca/Mg-bearing feedstocks acts as a rate-limiting step during the precipitation of ions into carbonates. Therefore, the use of several types of additives (e.g., NaCl, NaHCO3, and Na2CO3) and key reaction parameters (such as pH, solid/liquid ratio, operating temperature and pressure, particle size, and CO2 concentration) must be optimized to improve the kinetics of silicate dissolution (Baciocchi et al. 2010; Polettini et al. 2016). The addition of carbonate-bearing additives, such as Na2CO3 and NaHCO3, can maintain the pH of the solution and increase Ca2+/Mg2+ leaching from the substrate by producing more H+ ions in the solution to enhance the overall carbonation efficiency (Ji et al. 2017). However, it has a slightly lower net avoided greenhouse warming potential (384 kg of CO2 per MHhel) than dry gas–solid carbonation (473 kg of CO2 per MHhel), owing to the higher consumption of material and energy (Ghasemi et al. 2017).
3.3.2 Indirect carbonation
An indirect carbonation process is associated with two or more consecutive reaction steps, that is, the extraction of the Ca/Mg reactive components using chemicals at a low pH during the initial step and their reaction with CO2 to form carbonates during the final step under alkaline conditions in different reactor vessels (Wang et al. 2022). Hence, a change in pH is required during indirect carbonation. Ca2+ and Mg2+ ions from mineral-rich host rocks were leached out under acidic conditions during the first step. Simultaneously, undesired products such as oxides/hydroxides can precipitate under basic conditions during the subsequent steps. The effective application of this route depends on controlling the solution pH, which directly controls the reaction rates of individual processes (Azdarpour et al. 2015). Silicate dissolution is promoted at low pH values, whereas carbonate precipitation is favored at high pH values (Ambarita et al. 2024). Therefore, indirect carbonation is performed in three separate steps: acid ion extraction, gas–solid carbonation, and pH swing (Pacala et al. 2018). During acid ion extraction, acidic solutions (introduced before the carbonation reaction) can improve the reaction rate along with the leaching of Ca2+/Mg2+ ions from their host rocks by polarizing and weakening the bonds within their structure. For example, inorganic acids, such as hydrochloric or sulfuric acid, have been tested for their ability to extract Mg2+ ions from serpentine (Lackner et al. 1995; Maroto-Valer et al. 2005). However, their high energy consumption and potential environmental impact limit their applicability.
Organic solvents and chelating additives were tested for their ability to promote metal extraction. The economic and ecological feasibility of these processes can be questioned, as the recycling and disposal of additives is a challenge. During indirect gas–solid carbonation, the mineralization of the Ca/Mg-O and Mg/Ca(OH)2 phases is generally extremely rapid and efficient (Moon et al. 2024). An additional step was required for the production of the relatively reactive Mg/Ca(OH)2 by the hydration of Ca/MgO. However, utilization of Mg/Ca(OH)2 can expedite the reaction kinetics compared to Ca/MgO during solid carbonate formation at similar pressure (> 10 bar) and temperature (> 500 °C) (Zevenhoven et al. 2008). Indirect carbonation yields a high-purity byproduct compared to the direct carbonation process under modest reaction conditions (potentially with the application of a modified pH solution) (Liu et al. 2023; Romanov et al. 2015).
4 Sustainable technologies for CO2 capture, storage, and applications
The development of CCS technologies at point sources of CO2 emissions is a recent strategy implemented worldwide to capture CO2, followed by its sequestration, direct utilization, and conversion into useful chemicals or fuels (Li et al. 2016).
4.1 Current status of CSS processes: patents and publications
CO2 is an inert gas with no combustion heating value; however, it is a crucial environmental concern because it is one of the major GHGs (Moon et al. 2024). Different technologies have been documented in journal articles and patents for capturing CO2 for storage or valuable applications (Yu et al. 2023). CCS has emerged as a leading-edge technology for alleviating GHG emissions from large industrial facilities, oil refineries, and fossil fuel-based power plants (Khosroabadi et al. 2021). This can expedite a safer stabilization process for atmospheric GHG concentration levels and help maintain fossil-based fuels within the energy matrix. The number of patent filings and papers covering capture technologies has increased annually, following the typical exponential trend observed for emerging technologies (Khosroabadi et al. 2021). Until 2012, more than 1,000 patents were granted for solvents, sorbents, and membrane-based applications, of which 60% were granted after 2000 (Li et al. 2013).
According to Espacenet (patent database), there are more patents and scholarly publications on absorption and adsorption than other capture techniques. Although there are only a limited number of researchers working on enzyme-based capture of CO2, as reflected by fewer articles/patents published each year, this is a technological approach with tremendous potential (Quintella et al. 2011). The lack of patents/papers might be due to a lack of motivation in researchers with relevant expertise in enzymes for CO2 capture and the challenges associated with manipulating enzymes in the laboratory. Moreover, adsorption yields better CO2 capture results because it involves sophisticated technology. The primary contributors to adsorption include polymers, zeolites, activated carbon, molecular sieves, silica, and metal–organic frameworks (Khan et al. 2023). However, enzymes are still in the initial stages of research and require new technological advancements to be practical for use in commercial plants. Hybrid technologies such as membrane-integrated thermodynamics, adsorption and absorption processes, and absorption and adsorption methods documented in patents are evolving rapidly, spanning the integration of conventional areas of CO2 collection (Quintella et al. 2011).
Technologies for CO2 mineralization for carbonate formation methods for CO2 reduction are relatively mature compared with chemical methods. Figure 1a shows the overall annual journals and patent publications for the keywords searched for CO2 mineralization processes in Scopus—Document search and Espacenet-Worldwide patent search, respectively. Documents (journals and patents) referred to CO2 mineralization were published rapidly starting in the early 2001s, slackened in the 2010s, and again showed an increasing publication rate. The steady growth in research output can be attributed to global efforts that have triggered the necessity of reducing atmospheric CO2. However, a lack of support for CO2 mineralization projects, small investments, and proper economic incentives eventually stabilize publications and patents. This leads to more journal publications compared to patents (Fig. 1a). The grouping of publications for journals (Fig. 1b) according to the country/region or affiliation of the first author or patent assignee indicates that 12 countries have published a maximum number of journals, with China outnumbered in journals.

Trends of publications and patents worldwide related to CO2 mineralization, a global publications (journals and patents) counts, b total number of journal publications in top 12 countries (Year- and country-wise journal and patent publications were obtained from Scopus—Document search and Espacenet-Worldwide patent search, respectively (data from 2001 to June 6, 2024))
4.2 CO 2 capture technologies practiced
CO2-containing polluted gas streams are emitted during energy conversion pathways such as anaerobic digestion, combustion, gasification of carbonaceous resources (e.g., coal, plastics, biomass, and natural gas), and manufacturing industries (e.g., cement, steel, fertilizer, fuel cell, and paper and pulp) (Gadikota 2021). The CO2 separation process may contribute 70–80% of the total CCUS process, depending on the technology selection that leads to CO2 formation during combustion and its types (Raza et al. 2019). Conventional processes, such as adsorption, cryogenic separation, solvent-based absorption, and membrane-based separation, are practiced to separate CO2 from its mixed gas streams generated from post-combustion. The feasible and reliable CO2 transportation from its capture to storage locations is also crucial for an efficient CCS process, which includes high-pressure pipelines (onshore and offshore), ships, trucks, and railways (Svensson et al. 2004). Figure 2 shows schematic diagrams of fuel combustion-based industries integrating carbon capture and mineralization using different alkaline waste feedstocks (Li et al. 2016).

Schematic diagram of CO2 emission from fuel utilization in power plants or other industries followed by its capture, transportation, and conversion/utilization (Adapted from (Li et al. 2016))
In the 1970–80 s, CCS facilities were used in industries such as fertilizer and natural gas processing, where CO2 separation was a routine process to fulfill the demand for CO2, mostly in enhanced oil recovery (EOR) and to a lesser extent in the decaffeination process, fertilizer, food preservation, beverage carbonation, fire suppressants, and pharmaceuticals (Liu et al. 2018a). However, innovative reactor designs, economical process schemes, and advanced materials are required to achieve successful CO2 capture. CO2 capture from the natural gas and fertilizer industries has been practiced for decades and has recently been operational in coal-based power industries. To prevent CO2 from being released into the atmosphere, its capture/separation from industrial exhaust gases is the primary step in CCS. Amine absorption and calcium looping processes have been installed with natural gas-based power units to capture CO2, which could reduce carbon emissivity by 82–87% compared with typical power plants (Strojny et al. 2023). The major carbon capture processes are pre-combustion, post-combustion, and oxy-fuel processes (Strojny et al. 2023; Wang et al. 2020).
Pre-combustion requires fuel conversion steps, such as the use of a gasifier under a low-oxygen atmosphere for the conversion of fuels into syngas, that is, a mixture of H2 and CO, which subsequently undergoes a water–gas shift reaction in a catalytic reactor, where syngas further reacts with steam (steam reforming) or oxygen (partial oxidation) to form more H2 and convert CO into CO2 (Godin et al. 2021; Leung et al. 2014). The conversion of CO into CO2 by steam reforming or partial oxidation followed by water–gas shift reactions results in 15–60% of the CO2 in the syngas, which can be separated by physical adsorption or chemical absorption to achieve an H2-rich stream (Rackley 2017). Furthermore, smaller and more compact equipment containing different types of solvents can be used to capture concentrated and pressurized CO2, serving as a relatively low energy-intensive process compared to a post-combustion system (Godin et al. 2021). The high capital investment required to develop a fuel conversion facility is a major limitation to pre-combustion carbon capture. A coal-based power plant integrated with gasification-combined cycles can capture pre-combustion CO2, although its application in power plants is challenging owing to a 7–8% efficiency loss. However, energy loss was improved by the US (Department of Energy and Electric Power Research Institute) by enhancing the efficiency of gasifiers (GCCSI 2012).
In post-combustion capture, CO2 is separated from flue gas (containing 4% to 15% of CO2 along with NOx, SOx, water, oxygen, and inert gases) after the complete combustion of fossil fuels (Al‐Mamoori et al. 2017). The post-combustion process is the preferred option for implementation in existing power plants, with a CO2 recovery rate of up to 800 tons/day (Wall 2007). However, low CO2 concentrations in flue gas require separation prior to any application, which requires large equipment and high capital investment to handle massive volumes of flue gas (Olajire 2010). Additional separation processes, such as absorption, adsorption, cryogenic, and membrane-based methods, are required to recover high-purity CO2 (> 95.5%) from combustion exhaust gases because of their high parasitic loads and low CO2 content (4% for gas-fired and 7–14% for coal-fired). The post-combustion capture equipment was placed immediately after the conventional industrial purification system to decrease the number of contaminants and avoid the degradation of solvents used for CO2 capture. The design and implementation of the equipment pose major challenges owing to the unfavorable conditions of flue gas. For example, low CO2 partial pressure results in a low driving force for its capture. This results in the requirement of a robust separation process, such as absorption by an amine solvent with a high energy requirement for desorption and solvent regeneration (Al‐Mamoori et al. 2017; Chao et al. 2021). Flexible operation in power plants to capture CO2 at peak hours during high electricity charges and string solvents for regeneration at off-peak hours can help reduce overall energy costs (Moioli and Pellegrini 2019). According to the International Energy Agency report, in 2022, approximately 45 Mt of CO2 will be captured per year from 35 commercial CCS units installed in various industries, which will increase to 200 facilities for CCUS with the capacity to capture 220 Mt of CO2 per year by 2030 (Subramanian and Madejski 2023). According to the US National Energy Technology Laboratory, approximately 32% and 65% of electricity consumption costs increase for CO2 capture from post-combustion exhaust gases in gas- and coal-based thermal power plants, respectively (Kanniche et al. 2010). A post-combustion CO2 capture analysis was performed using a CCS process integrated with a gas power plant to achieve negative CO2 emissions (Subramanian and Madejski 2023). CO2 was absorbed by an amine solvent (30% monoethanolamine) from the flue gas generated during fuel combustion in a gas turbine and passed through a heat-recovery steam generator for electricity generation.
In oxy-fuel combustion, the fuel is combusted using nearly pure oxygen instead of air to obtain water vapor, particulates, SO2, and CO2 from exhaust gas (Kim et al. 2022). The generated flue gas is passed through a combustion chamber to control flame temperature. A large quantity of CO2 is separated, compressed, and transported after the condensation of water vapor, making this a cost-effective and less energy-intensive process (Seddighi et al. 2018). Electrostatic precipitation and desulfurization methods are used to remove particulates and SO2, respectively, to obtain 80–98% pure CO2 based on the type of combustion fuel used (Yadav and Mondal 2022; Zero 2013). Furthermore, this process reduces the NOx content and volume of the exhaust gas, thereby decreasing the desulfurization cost prior to water vapor condensation. The high operating cost owing to the consumption of pure oxygen (obtained from an energy-intensive air separation process) makes the process 7% more expensive. This process has an energy penalty compared to a plant without a CCS facility (Burdyny and Struchtrup 2010; GCCSI 2012). Additionally, a high concentration of SO2 in flue gas can increase the corrosiveness of the system, which limits the implementation of high-capacity (1000–2000 MW) oxyfuel-fired projects, except for a few coal-based projects with capacities of 25–250 MWe (GCCSI 2012).
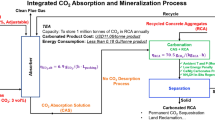
4.3 Integrated mineral carbonation for resource recovery from waste effluents
Integrated mineral carbonation is a process in which industrial wastes, such as waste rocks, brine solution, fly ash, and mine tailings, are used as feedstocks for CO2 mineralization.
4.3.1 Recovery of Ca and Mg from the brine solution
Brine wastewater is a saline waste solution with total dissolved solids (TDS) formed during industrial processes, such as oil and natural gas production (oil-field brines) and desalination plants (Harutyunyan 2014). Modern desalination plants rely heavily on nonrenewable energy sources, and the released CO2 contributes considerably to global warming. The processes of receiving saltwater, treating and demineralizing it, disposing brine, and discharging treated water are energy-intensive steps in a desalination plant. The energy production chain can be simplified because of the proximity of seawater desalination facilities to fossil fuel power plants (Bang et al. 2019; La Plante et al. 2021). These brine solutions can serve as liquid components during carbonation. High concentrations of Ca and Mg in desalination brine are promising components of CM. However, Mg2+ and Ca2+ interfere and compete with each other during carbonate precipitation, resulting in a low conversion ratio of CO2 to carbonate. Bang et al. (2019) reported an improvement in the CO2 conversion efficiency from 12 to 69% through the use of sequential CM of Ca and Mg using 15% CO2 to avoid the competitive and hindrance effects of Mg on the formation of CaCO3 nuclei. A novel method for CM using spent CaCl2 solutions involving combined reaction-extraction-crystallization processes was proposed by Dong et al. (2018). Through titration, the effects of Na+, K+, Mg2+, Al3+, NO3─, and SO42─ ions present in distiller waste could affect the CaCl2 conversion rate and the crystalline structure of the final CaCO3 product. The authors verified this experiment using simulated distiller waste and evaluated it as an essential step toward scaling up (Dong et al. 2018). A high-TDS brine (> 120 g/L) obtained from an oil and gas extraction plant was valorized by treating it with fly ash (enriched in CaO) to increase the pH to 9 and form CaCO3 by sequestering CO2 at a pressure of 14 bar for a reaction time of 2 h (Soong et al. 2006). This process can recover Ca (as CaCO3) from brine and fly ash. The produced minerals, predominantly CaCO3 or MgCO3, can be used in various industrial applications, such as construction materials, abrasives, and fertilizers.
4.3.2 Recovery of lithium using mineral carbonation
Chen et al. (2017) presented a novel coupling technique for CO2 mineralization and solvent extraction to precipitate Mg from brine with a high Mg/Li ratio. To extract Mg from brine, an organic amine was used to remove the HCl produced during the CO2 mineralization process and accomplish the continuous conversion of MgCl2 to MgCO3. Optimal conditions allowed for a maximum conversion of 67.41% of Mg and a reduction in the Mg/Li ratio of the raffinate from 20 to 5.4 for smooth recovery of Li. To maximize Ni sulfidization and CM simultaneously, Wang et al. (2021) explored the possibility of using ex-situ direct aqueous CO2 mineralization of pure olivine. By supplying a gas combination of 95% CO2 and 5% H2S, CO2 mineralization in olivine resulted in the release of Ni2+ and Co2+ from the silicate olivine. In addition, tests were performed on genuine tailings from a Minnesota copper-nickel-sulfide mine to further examine CO2 mineralization and boost metal recovery (Wang et al. 2021). The findings showed that CO2 mineralization can be applied to ultramafic mine tailings with improved metal recovery.
Continuous efforts are being made to increase the product value of CM and investigate its economic viability. During lithium precipitation, CO2 is a viable source for carbonation, replacing other carbonate sources, such as K2CO3 and Na2CO3, to produce Li2CO3 (Kim et al. 2024). CO2 gas is dissolved in a Li-containing aqueous solution to form H2CO3 at a pH of 6.3, which reacts with Li to produce soluble and ionizable LiHCO3. Subsequently, at pH > 8, carbonate species dominate and precipitate to form Li2CO3 (Kumar et al. 2023). In addition, CO2 acts as a leaching agent for the selective recovery of lithium (by forming carbonic acid) followed by the precipitation of Li2CO3 from the spent LiFePO4 cathode materials. Using CO2 as a leaching agent can sequester 120 kg CO2/ton of spent LiFePO4 batteries while consuming 2.29 MJ of energy and reducing GHG emissions by 194 g of GHGs with a revenue of 4.04 USD per kg of LiFePO4 cells (Xu et al. 2023a). CO2 mineralization and simultaneous extraction of valuable metals from different wastes through integrated mineral carbonation are currently under development. However, economic feasibility should be improved, and process advancement must be upgraded using new and sustainable technologies that present opportunities for innovation across various industrial sectors to reduce CO2 emissions.
4.3.3 Recovery of rare earth elements from acid mine drainage
Using alkaline wastes such as acid mine drainage (AMD) and mine tailings from mining industries for CM to yield sustainable Ca/MgCO3 can help stabilize CO2 and recover rare earth elements (REEs) (Lee et al. 2016). Remediation of mining effluent is commonly performed by adding lime to neutralize the solution, making AMD a rich source of Ca, including other REEs (Zhang et al. 2023b). Lee et al. (2016) applied the CO2 injection method during the neutralization of an AMD solution to precipitate CaCO3 with an estimated carbonation efficiency of 0.54 g of CO2 per kg of AMD. CO2 sequestration using the AMD neutralization method without any pretreatment or additional unit operation at ambient temperature and pressure over a short operation time was evaluated as a sustainable method. Energy requirements and techno-economic feasibility studies have been conducted for mineral carbonation using flue gas CO2 from an industrial plant and Mg-containing minerals obtained from serpentine-based mine tailings (Pasquier et al. 2016). An energy of 7.8 GJ per ton of CO2 is consumed to store 234 kg of CO2 using one ton of mine-tailing serpentine rock, as estimated by modeling the laboratory-based experimental results. The operating process cost of 144 USD per ton of CO2, with a total revenue of 644 USD per ton of CO2 (income generated by by-product sales and carbon credit tax), was estimated in a 1.4-year payback period (Pasquier et al. 2016).
The electrolytic carbonation approach can use different waste effluents such as brine electrolytes, fly ash, and CO2 to produce high-quality CaCO3. Lu et al. (2016) reported a 32.4% more dissolution of fly ash in a brine solution to liberate Ca during electrolysis, which was mineralized into CaCO3 using CO2 with a capture efficiency of 18.42 kg-CO2 per ton of fly ash and an energy consumption of 29.3 kJ per mol of CO2. Vaziri Hassas (2020) investigated a novel, eco-friendly, staged precipitation process using CO2 mineralization to recover REEs and critical elements during AMD treatment. Precipitation studies were performed using NaOH and CO2/NaOH to determine the viability of staged precipitation for recovering REEs from AMD. When NaOH was used, REEs precipitated in a pattern similar to that of the tetrad classification of lanthanides. Approximately 70% of the REEs precipitated at the desired AMD treatment pH, with the remaining 30% released with the treated water. At pH values below seven, the CO2 mineralization mechanism recovered 90% of the Al and over 85% of the REEs, while preventing the precipitation of most of the Fe (i.e., 65%). In contrast, the REE carbonate precipitation pattern during CM corresponded to the trend in the hydration energies of these elements.
4.4 Green concrete for sustainable construction using mineral carbonation
Approximately 8% of the man-made contributions to CO2 emissions originate from cement production (Winnefeld et al. 2022). A promising and economical route for CM can be developed for the safe sealing of CO2 using carbon sequestration in Ca/Mg-containing cement-based raw materials (e.g., concrete) at different stages of their lifetime or in Mg-containing silicate-based olivine rocks. During the mineral carbonation of concrete, CO2 enters through the pores of the concrete and forms CaCO3 while increasing the porosity by lowering the pH and replacing CH molecules. This weakens the concrete mix and reduces the overall strength of the concrete (Balapour et al. 2018). However, the application of nano-or micro-sized silica (SiO2) can control the carbonation kinetics by reducing the Ca(OH)2 content, which subsequently reduces the carbonation depth in concrete to avoid damage (Lim and Mondal 2015). The simultaneous addition of nano- and micro-sized silica (10%) can reduce the carbonation depth by 33% by filling the voids between the cement grains (by micro-sized SiO2) and pores between micro-sized SiO2 and cement grains (by nano-sized SiO2) (Li et al. 2017).
An economical CO2 storage route is the production of green concrete by carbonation curing of cementitious materials obtained from ISW. Several researchers have reported that amorphous SiO2 and nano-sized CaCO3 produced during mineral carbonation, i.e., CMS of approximately 100 μm in size, can be a substitute for sand or additives in concrete to provide high particle strength for economical and sustainable building materials (Balapour et al. 2018; Meng et al. 2019; Wang et al. 2018). Yi et al. (2020) suggested that CMS production via a wet method to replace cement could decrease the carbon footprint of concrete. In addition, the utilization of industrial CO2 for curing concrete can rapidly harden cement because of the reaction between CO2 and cement clinker. A high CaCO3/SiO2 ratio ensures better CaCO3 microcrystal nucleation and crystallization, and higher CO2 uptake. The degree of carbonation increased by 74.2% when the optimal CMS addition ratio was 30%, and the CaCO3/SiO2 ratio was 4:1, in contrast to that of the pure cement paste. When pure CO2 was used to cure the mixture at 40 °C and 1.5 MPa, the strength increased by 40%, much higher than the strength obtained via natural curing (28 d) (Yi et al. 2020). Strengthening of the interfacial transition zone after CO2 curing is thought to be the primary contributor to the increase in strength. The insights obtained from this study may help guide the sustainable construction industry in using CMS from CM.
The 2016-patented Solidia Cement is a nonhydraulic binder derived from raw materials, similar to ordinary Portland cement. However, a smaller fraction of CaCO3 and kiln temperature of approximately 1200 °C are used, resulting in a 30% decrease in CO2 emissions (Chen et al. 2017). Furthermore, the Calera, Solidia, and SkyMine™ processes use hydroxides or electrolysis to increase the pH from < 4 to > 8 of the CO2-equilibrated aqueous stream for carbonate precipitation, which is economically unattractive and environmentally polluting. Instead of using stoichiometric inorganic bases for alkalinity, regenerable ion exchange (IEX) materials can be a suitable alternative for shifting the pH to achieve sustainable and economical CM. H+ and Na+ ions are reversibly exchanged from a bivalent-free solution (protons are available after CO2 dissolution at a low pH in water) and the IEX material, shifting the reaction equilibria in an alkaline CO32− solution. This helps increase the pH and bicarbonate formation in CO2-rich fluids to facilitate CaCO3 precipitation (Bustillos et al. 2020). The concentrated alkaline waste solution after mineralization can regenerate the IEX materials.
4.5 Global implementation of CCS facilities in different industries
The current CCS facility portfolio appears more diverse and has been implemented in coal-based power plants, iron and steel, cement, and other chemicals and heavy industries as critical business drivers for CCS, with more comprehensive geological storage options. Carbon capture technologies are widely employed using low-cost next-generation CCS methods with safe transportation and secure injection of CO2, without any evidence of leakage. In total, 19 CCS facilities were in operation (as of November 2019). In addition, 28 CCS units were in various stages of development, and four were under construction (Fig. 3a). In the USA, 17 projects are under development, and 10 are in operation, primarily in the fertilizer, power, natural gas purification, hydrogen, and ethanol production industries (Kearns et al. 2021). The National Carbon Capture Center in the USA has facilities for testing new CCS-related technologies (Beck 2020).

Industrial scale implementation of CCS technologies, a Large-scale carbon capture and storage-based projects implemented by industrial applications and storage facilities, adapted from (Beck 2020) and (Kearns et al. 2021), b CO2 capture potential and carbon capture and storage cost integrated with different industrial processes (source: Goldman Sachs Equity Research 2020 obtained from (Shen et al. 2023))
The current CCS processing cost is high in some industries but will gradually decrease on the way to achieving carbon–neutral development by implementing newly developed CM technologies. CCS technology is more practical than natural carbon sinks; however, natural carbon sinks are more economical (Fig. 3b). The abscissa shows the amount of carbon sources that various carbon-emission industries, such as power, coal, prepared materials, and emissions, can replace. CCS costs are inversely proportional to the carbon concentrations in emissions, and are beneficial for CCS implementation in industry. Direct air capture (DAC) of CO2 could have a greater scope and potential in the future (Shen et al. 2023). The first substantial influx of funding for CO2 mineralization occurred in the early 2010s. Although several CO2-based goods have been manufactured, they have failed to garner the interest of investors who prefer to invest their money in businesses using technology with established profitable business models. Modern technological advances have led to a resurgence of interest in CO2 mineralization, which has fueled the increased cost performance of these tools. Compared to conventional CO2 collection methods such as absorption and adsorption, CO2 mineralization is a potential technology with several advantages, such as mineral security and climate change mitigation (Franks et al. 2023).
4.6 Current practical approaches of carbonation using industrial solid waste
Several ISWs, such as slags (from blast furnaces and steel), waste gypsum, and coal fly ash (CFA), with annual outputs of ~ 630 Mt, ~ 300 Mt, and ~ 1000 Mt, respectively, containing 27–50% CaO and 5–15% MgO, are useful for CO2 sequestration. The contributions of different industrial-based alkaline solid wastes used for CO2 mineralization (direct or indirect carbonation) worldwide are shown in Fig. 4a and b. Iron and steel slag-based mineralization can reduce the maximum direct carbonation, followed by concrete and cement waste, mining waste, and CFA. In contrast, cement and concrete waste, fly ash from coal combustion, and slag from the iron and steel industries are the top three industrial wastes with maximum CO2 mineralization (Pan et al. 2020). The country-wise potential amounts of direct and indirect carbonation processes indicate that the top 10 countries represent ~ 87.1% and 89.2% of the global CO2 reduction, respectively, and China alone contributes approximately four-fold compared to any other country (Fig. 4c and d).

CO2 mineralization based on types of carbonation, industrial wastes, and global scenario, a direct mineralization using different alkaline wastes; b Indirect mineralization using different alkaline wastes; c Direct CO2 carbonation by different countries; d Indirect CO2 carbonation by different countries (adapted from (Pan et al. 2020) with permission from Springer Nature License Number 5722361231260)
4.6.1 Slag from iron and steel industries
Industrial alkaline solid wastes, such as steelmaking slag, fly ash, and bottom ash, are stabilized by rapid CO2 sequestration using a rotating packed bed with a high-gravity facility to enhance the carbonation kinetics (Chen et al. 2020b). The solid waste (slag) from iron and steel-making industries contains 60 wt% of MgO + CaO, which indicates a large CM capacity with 0.36 tons of CO2/ton of slag. The steelmaking industry produces 1.9 × 109 tons of steel (USGS 2020) and generates 3.8 × 109 tons of CO2, which contributes to 7% of the global CO2 emissions due to anthropogenic activity. Slag is a major solid waste generated from blast furnaces and steel production units. It contains Ca2MgSi2O7 and Ca2Al2SiO7 with considerable amounts of CaO (~ 40%), MgO (~ 10%), and Al2O3 (~ 12.5%), making it a suitable feedstock for CO2 storage (Grubb and Berggren 2018). Dry carbonation of CO2 using slag from a blast furnace was performed in a closed chamber for 28 days to obtain calcite with a calcium carbonation efficiency of 39% (Uliasz-Bocheńczyk and Mokrzycki 2017). Surface-modified ground granulated slag using an alkaline solution was shown to have a CO2 carbonation efficiency 10 times higher than that of slag without alkaline pretreatment (You et al. 2011). A CM efficiency of 280 kg CO2/ton of slag was achieved under optimized conditions of the NaCl (1 M), pressurized CO2 flow (30 bar), and an operating temperature of 150 °C at a reaction time of 24 h (Ren et al. 2020). The salt solution aided the leaching of Ca, followed by the CM process.
Li et al. (2024a, b) tested the pozzolanic activity of mineralized steel slag (under different CM conditions, that is, at atmospheric and high CO2 pressures) (Li et al. 2024b). Exposure of slag to atmospheric-pressure CO2 increased the particle size owing to the formation of calcite and expansion of Ca-silicates, sequestered 14.9% of CO2, reduced Al and Si leaching, and increased the strength activity index by 95.8% in 28 days. The mineralized steel slag increased by 5.49% CO2 sequestration after mixing with cement, owing to the presence of calcite minerals. In another study, the synergistic effect of carbonation curing and the addition of CO2-mineralized slag to cement paste was shown to enhance its comprehensive strength and CO2 sequestration (10.76%) capability owing to microstructural and mineral composition changes (Li et al. 2024a). The low particle size slag (38 μm) enhanced the CO2 sequestration with a high conversion efficiency of Ca at a reaction temperature of 100 °C, CO2 pressure of 19 bar, and operating time of 30 min during direct carbonation (Huijgen et al. 2005).
4.6.2 Fly ash from coal-based power plant
Coal-based power plants can produce 750–1000 million tons of fly ash worldwide with different compositions depending on the type of coal used for combustion (Qin et al. 2019). The chemical composition of fly ash reveals the presence of MgO, CaO, SiO2, Fe2O3, and Al2O3, with primary mineral phases of lime, magnetite, mullite, quartz, and portlandite (Meng et al. 2018). Direct carbonation processes have mainly been studied for CO2 sequestration using fly ash as a feedstock because of its highly alkaline conditions in the presence of calcite and lime (Shao et al. 2024; Ukwattage et al. 2015). The carbonation efficiency using fly ash varies from 7.66 to 210 kg/ton, owing to variations in the CaO content of the fly ash. Direct dry carbonation is feasible because of the presence of highly reactive compounds, such as CaO and Ca(OH)2, which can be operated under modest (25 to 200 °C) (Dananjayan et al. 2016; Mazzella et al. 2016) or high (> 600 °C) temperatures (Liu et al. 2018b) with slow reaction kinetics. Direct aqueous carbonation, especially in salt brine (ammonium chloride), can accelerate the reaction rate using fine particles of fly ash (Hosseini et al. 2016). Ji et al. (2018) proposed a hybrid technology for simultaneous CO2 absorption using amine-based solvents followed by mineralization using fly ash where CO2 migrated from the solvent to precipitate as CaCO3 at a mild temperature of 40 °C with default solvent regeneration.
4.6.3 Waste gypsum
Industrial solid gypsum wastes (red gypsum, phosphogypsum (PG), and gypsum generated during flue gas desulfurization) primarily contain CaSO4·2H2O with 32.6 wt% of CaO that can mineralize 0.26 kg CO2/ton of waste. High carbonate reactivity with CO2 at atmospheric pressure and ambient temperature was shown by CaSO4·2H2O, with 100% conversion of Ca into CaCO3 (Lee et al. 2012; Song et al. 2014). The waste gypsum obtained from the desulfurization of flue gas is comparatively pure and is primarily used to produce economically valuable CaCO3 precipitates. Ammonia dosing was found to be a more critical factor than the CO2-flow rate and solid/liquid ratio in driving dissolved CaCO3 toward impurity-free CaCO3 precipitates (Song et al. 2014). During direct aqueous carbonation, high concentrations of alkaline solutions are added to make the process economically unattractive because of the high cost of the applied alkalis (i.e., NH4OH or NaOH) compared to that of crystallized salts (e.g., Na2SO4 or (NH4)2SO4) (Azdarpour et al. 2018; Pérez-Moreno et al. 2015). To avoid foreign impurities, an inorganic acid (H2SO4) is used as a lixiviant to extract Ca from waste gypsum during indirect carbonation (Rahmani 2020). Direct aqueous multi-phase systems expedite the reaction rate owing to the direct contact of reactants in gas–liquid-solid systems. However, trace amounts of radionuclides in PG and red gypsum are a major concern for their application as feedstock for the CM process.
4.6.4 Mining waste
Another feedstock that could be an alternative to the geological storage of CO2 through mineralization is mining waste, which contains considerable amounts of Mg, Ca, and Fe(II) silicates. Industries consume enormous quantities of metals resulting from mining operations, which is inevitable for the economic development of any country. This results in the generation of a huge volume of mine waste (2 to 6.5 billion tons/year) annually (Renforth et al. 2011). Furthermore, metal mining generates 0.419 billion tons of ultramafic and mafic waste (Power et al. 2013). The metal and diamond mining industries directly contribute to approximately 3.6 Gt of CO2 emissions (Azadi et al. 2020). Mining waste (metal and diamond commodities) is a potential feedstock for the CM process to offset CO2 emissions from mining industries (Paulo et al. 2021). The potential for CO2 storage in these mines is substantial and can counteract 1.5% of global CO2 emissions annually (Punia 2021; Shih et al. 1999). Minerals with different dissolution rates, such as wollastonite, forsterite, brucite, lizardite, serpentine, and diopside, were identified as cation sources. Brucite had a higher dissolution rate over a wide pH range than Mg-bearing silicate minerals. However, other Mg silicates, such as serpentine, can quickly release loosely bound Mg for effective CO2 mineralization (Stubbs et al. 2022).
Bullock et al. (2021) estimated that approximately 1.1 to 4.5 Gt CO2 might be captured annually using waste generated by mafic and ultramafic rock-hosted operations and a high amount of Cu-hosted deposits, which is 31% to 125% of the mining industry’s primary emissions. Hariharan and Mazzotti (2017) investigated the ability to predict the CO2 mineralization efficiency of partly dehydroxylated lizardite particles at low temperatures (≤ 90 °C) and low CO2 partial pressures (≤ 1 bar). This process is advantageous for efficient CO2 emissions management and hazardous material remediation, such as the recovery of chrysotile from mining waste for CM (McCutcheon et al. 2014). However, the low dissolution rate of minerals is a major obstacle in natural CO2 capture; therefore, only a fraction of the potential, that is, only 3–21%, may be achieved in < 50 years. The mining waste is ground to small particle sizes of 50 to 200 μm or even 4 μm to enhance carbonation efficiency (Garcia et al. 2010). The expedition of natural carbonation can be increased by increasing the temperature (150 to 180 °C) and pressure (150 bar) during ex-situ aqueous carbonation. The heat pretreatment of serpentine-type rock converts it into olivine at 550 to 650 °C by removing adsorbed water molecules followed by partial or complete dihydroxylation to enhance the carbonation reaction rate. The passivating layer built around the reacting particles is a major barrier to the aqueous carbonation of silicate particles. Enhancement of the porous layer and limiting the formation of the passivation layer over silicates can be achieved through a proper understanding of the carbonation mechanism.
4.7 Technology providers for large-scale carbon mineralization
Scaling up and practical demonstrations of CO2 mineralization from ISW, such as gypsum, mine waste, steel slag, blast furnace slag, and CFA, are key steps forward. Wang and Maroto-Valer (2011) reported a pH-swing method using an aqueous solution of (NH4)2SO4 to extract Mg-rich solution from serpentine rock for carbonation with the regeneration of ammonium salts (Fig. 5a). A two-stepped CO2 mineralization process is developed at Åbo Akademi University that uses ammonium salts for extraction of Mg as Mg(OH)2 from serpentine minerals in the first step followed by its carbonation in the dry phase in a second phase (Romão et al. 2014) (Fig. 5b). Only a handful of China's CO2 mineralization and usage projects are in the proof-of-concept stage. For example, with the help of Sichuan University, the Sinopec Group accomplished a pilot project to directly mineralize CO2 using PG from exhaust gas (100 Nm3/h) (Falzone et al. 2021). Hence, it is crucial to consolidate practical knowledge and theoretical rules supporting laboratory-based research on unit operation acceleration, continuously improve the process steps, scale up and incorporate the process, and encourage technological development and implementation. The Sinochem Chongqing Fuling Chemical Co., Ltd. demonstration facility produces 1 × 105 tons of concentrated PG annually. The project improved CO2 mineralization by transforming the Ca-sulfate in PG into CaCO3 and (NH4)2SO4 using an ammonia medium and the absorption of high-concentration CO2 from the ammonia synthesis method (Fig. 5c). The final products were a fertilizer called (NH4)2SO3 and light CaCO3 of high purity (> 99%) (Quinn and Sahu 2019). The phosphate rock was carbonated at a rate of more than 97%, and more than 95% of the CO2 produced was used. Several researchers have attempted to recover soluble K resources and mineralized CO2 simultaneously from naturally occurring potash ores, such as K-feldspar (KAlSi3O8) and ISW (PG) (Gan et al. 2016; Wang et al. 2014; Xie et al. 2015). The coupling process was investigated under optimal conditions, such as activation of K-feldspar and PG (mass ratio of 1:2) at 1200 °C for 2 h, followed by CO2 mineralization at 40 bar partial pressure and 100 °C temperature to obtain maximum K extraction (as K2SO4) and CO2 mineralization (CaCO3) ratios of 87 and 7.7%, respectively (Fig. 5d) (Wang et al. 2014).

Schematic process-flow of CO2 mineralization via a pH swing method with recycling of ammonium salt (adapted from (Wang and Maroto-Valer 2011)); b Åbo Akademi University route (Romão et al. 2014); c Phosphogypsum-based high-concentration CO2 (from ammonia synthesis process) mineralization procedure developed by Sinochem and the Chinese Academy of Sciences (Li et al. 2018); d Thermally activated K-feldspar and phosphogypsum starting feedstocks (Wang et al. 2014); e Phosphogypsum-based low CO2 (from flue gas) concentrations mineralization developed by Sinopec and Sichuan University (Xie et al. 2015); f Calera process (Zaelke et al. 2011)
Another pilot-scale demonstration project by the Sinopec Group, in collaboration with Sichuan University, used PG as feedstock to mineralize CO2 from flue gas (Xie et al. 2015) (Fig. 5e). An ammonia-rich solution was used to absorb CO2 from the flue gas to convert ammonium carbonate to reduce the CO2 concentration from 15% to 4.5% in the flue gas, which was subsequently scrubbed with an acidic PG slurry in acid pickling to form (NH4)2CO3. The ammonia-free CO2 slurry was further reacted with fresh PG in a three-phase reactor to form CaCO3 with CO2 capture and conversion efficiencies of 75 and 92%, respectively. At the California pilot plant, mineral carbonation was tried using seawater and alkaline waste. Solid aggregates were produced after dewatering cementitious material, the carbonation product of brine solution and alkaline industrial waste, following the Calera process (Fig. 5f). However, the requirement of a considerable amount of energy for processing seawater and industrial waste for carbonation limited the wide application of the Calera process (Zaelke et al. 2011).
Furthermore, a CCS demonstration project was constructed by Yuanchu Technology Corporation in conjunction with Tsinghua University using chemical looping and mineralization using silicate ore and building solid waste (Meng et al. 2021). In this study, Ca-containing silicates and construction debris were chlorinated to produce calcium chloride, which was combined with ammonia, water, and CO2 to undergo a carbonation process that converts CO2 into CaCO3. The system is intended to handle 1,000 tons per annum of CO2 from flue gas released from a cement factory with 90% mineralization efficiency and a 50% net absorption rate. An industrial experiment on CO2 deep mineral carbonation curing was conducted in collaboration with Zhejiang University and Henan Qiangnai New Materials Co., Ltd. Many existing steam curing systems have been modified, and a pilot-scale project has demonstrated a novel CO2 remedial process (Simonetti et al. 2019). This initiative consumed 10,000 tons of CO2 annually during CO2 curing of 1 × 108 MU15 solid concrete and lightweight bricks without availing the energy-intensive and polluting procedures used during conventional steam curing. Recently, many laboratory-scale studies have been conducted on CM using ISW at the laboratory scale (Iizuka et al. 2012; Lin et al. 2024; Liu et al. 2021). Several studies have been conducted at the pilot scale in continuous mode to target industrial-level operations (Iizuka et al. 2017; Kemache et al. 2017; Pan et al. 2013; Said et al. 2016). A number of obstacles are encountered during the scale-up of technologies, such as limitations in heat or mass transfer during the enlargement of operating vessels, resulting in lower efficiency of the process (Ren et al. 2021). A pilot-scale plant with a capacity of 200 L was developed at Aalto University in 2014 for indirect carbonation using slag waste feedstock (from steel industries) and NH4Cl as the alkaline agent (Said et al. 2016). A pilot-scale reactor was fabricated to operate a batch of 190 L of alkaline solution (1 M NH4Cl) and 20 kg of slag waste to extract Ca (~ 80%) within 1 h. The temperature was controlled at < 45 °C during indirect carbonation to prevent evaluation of the NH4Cl solution, which was recycled back after 71% precipitation of CaCO3 to make the process economical.
Laboratory- and pilot-scale studies have been conducted on carbonation using bauxite solid waste under atmospheric (long-term experiments) and pressurized (short-term experiments) CO2 flows (Han et al. 2017). The reaction rate was accelerated by adding CaCl2 to achieve 83 kg of CO2 storage per ton of bauxite following a process similar to natural carbonation, which facilitates smooth field implementation. Several lab- and pilot-scale projects were implemented based on direct and indirect mineral carbonation for industrial applications, using fly ash from coal plants, iron and steel slag, waste gypsum, and other Ca/Mg-containing residues (Table 2). Moderately concentrated CO2 extracted from anthropogenic sources reacts with several industrial wastes or feedstocks containing Ca/Mg to be converted into Ca/MgCO3 for commercial applications, such as aggregates and additional cementitious materials, for global carbon mitigation.
Although long-known, carbon capture technology has not been widely adopted because of its high implementation costs and other barriers. Several leading companies in the field of carbon capture have advanced and perfected their methods to provide safe, efficient, eco-friendly, and scalable solutions. Several companies and startups have started CCS processes using patented technologies to make efforts to rescue the planet. The patent-based technologies that were successfully implemented at start-up and industrial scales are shown in Table 3. Start-up companies related to CCS play a critical role in developing novel and commercially viable CCUS technologies in compliance with the increasing pressure to achieve net-zero emissions targets. The developed technologies use a low-cost CO2 removal process, either by direct carbon capture using train braking energy (CO2Rail) or by developing a two-step CCS process that starts with the separation of CO2 flue gas or biogas in a dilute stream, followed by purification through a membrane or amine solution via absorption (Rushnu Inc.). The captured anthropogenic CO2 may be delivered to end users to be used as feedstock for a circular economy, or compressed and stored in an underground reservoir for natural mineralization. These CCS-based industries are pleading for global CO2 reduction efforts from existing large-point sources of emissions, which would help solve issues related to the existing historical carbon in the atmosphere. One option is to invest in carbon capture firms, even though the industry remains nascent (Subramanian and Madejski 2023). Market instability is caused by high technology prices, supply chains, and competition intensity. The CO2 mineralization techniques and their applications are summarized in Table 4.
5 Carbon capture and storage: evaluation of feasibilities and implications
The development and refinement of multiple CCS technologies are crucial for reducing CO2 and alleviating global climate change. The selection and application of these highly impactful tools require evaluation of their practical applications and consideration of anticipated challenges that strongly depend on various factors, including types of industry (for direct carbonation), infrastructure (e.g., grid and transportation), geology and geography (for indirect carbonation or geological sequestration), and the political stands of local governments and/or nations. Although accurate assessments must consider tangible and intangible factors, this section focuses on the most common factors that play key roles in determining techno-economic feasibility and environmental and societal challenges (Roy et al. 2023).
The environmental effects of the CCS and CM methods must be determined through a meticulous evaluation of the final CO2 emissions using LCA (Zimmermann et al. 2020). It is crucial to maintain direct or indirect carbon emissions lower than fixed CO2 levels during mineral carbonation (Wang et al. 2024b). Additionally, the global warming potential (GWP) was used to compare the global warming impacts of various gases, which measures the amount of energy that would be absorbed during the emission of one ton of gas relative to the equivalent amount of CO2 over a given period (US EPA 2024). The CCS associated with power plants can decrease the GWP by 63–82%, with maximum reductions obtained for oxy-fuel combustion in finely powdered coal integrated with gasification plants, and minimum reductions by post-combustion capture integrated with gas turbine plants. In contrast, only a 4–48% reduction in GWP can be achieved for mineral carbonation during CO2 utilization (Cuéllar-Franca and Azapagic 2015).
Nduagu et al. (2012) reported environmental implications, such as material requirements, energy consumption, and emissions of CO2 equivalents (CO2-eq) during the mineralization of one ton of CO2 from a coal power plant and silicate rock (Mg-source) using LCA. The multi-stage mineralization route developed in Finland (Åbo Akademi University) was used to extract Mg from the ore to form Mg(OH)2, followed by MgCO3 formation in a fluidized bed reactor under high temperature and pressure. The process required 3.6 GJ of energy and generated 517 kg CO2-eq for one ton of CO2 mineralization into MgCO2 owing to the high process heat requirement. A consumption of 300 kWh per ton-CO2 of energy was required for the sequestration of 160 kgCO2 per ton of slag by extracting Ca in NH4Cl solution (pH swing mineralization) from the slag from the iron and steel industry, followed by precipitation to CaCO3 at 80 °C with 45% conversion (Kodama et al. 2008). The economic feasibility of the CM technology is a major challenge in promoting the utilization of ISW for CM (Kirchofer et al. 2012). During the production of value-added products from electric arc furnace slag using indirect aqueous carbonation, reagents (NaOH, NCl, CH3COOH, and HNO3) cost 600–4500 USD per ton of CO2 sequestration (Sanna et al. 2014).
Thonemann et al. (2022) reported a negative median global warming impact for direct aqueous carbonation, indirect solid carbonation, and carbonation curing through a detailed meta-LCA, resulting in various pessimistic, realistic, and optimistic scenarios (Fig. 6a). Categorization into optimistic, realistic, and pessimistic scenarios depended on the end-product utilization (Ca-/Mg-carbonates and silica). In optimistic scenarios, end-products should replace conventional products, whereas in realistic scenarios, MgCO3 is considered a valuable end product. In pessimistic scenarios, end-products are not used. A high negative value of −35 kg CO2-eq per kg of CO2 used for the global warming impact was calculated for carbonation mixing in a scenario to avoid concrete production. The positive impact of indirect aqueous carbonation on global warming can be attributed to its high thermal energy consumption (Thonemann et al. 2022).

Life cycle assessment of different methods of CO2 mineralization, a Global warming impact by CO2 mineralization techniques, b Effect on climate change due to direct aqueous and indirect solid carbonation methods depending on the CO2 sources and scenarios (adapted from (Thonemann et al. 2022))
CM technologies, particularly direct aqueous and indirect solid carbonation, use diluted CO2 (without purification or flue gases) or pure concentrated CO2 (after purification). One potential benefit of using dilute CO2 is that no purification steps are required. However, a reduced carbonation yield is expected with dilute CO2. Furthermore, a lower global warming impact was observed for indirect solid carbonation using concentrated CO2 instead of dilute CO2 in the pessimistic, realistic, and optimistic scenarios. In contrast, direct aqueous carbonation yields similar results in the optimistic scenario (Fig. 6b). The low conversion rate and lower global warming impact of CO2 purification technologies result in an overall higher global warming impact when using dilute CO2.
Geological CO2 storage by injecting CO2 is a resilient, feasible, safe, and secure option, as suggested by the estimation and quantitative prediction of longer stays followed by mineralization toward permanent trapping (Alcalde et al. 2018). The risk assessment of CO2 release due to faults, release from wellbores, leakage from pressurized pipelines, and transportation can be mitigated by monitoring the injection process and deploying sensing technologies at the surface and subsurface. Monitoring geological carbon storage helps detect leakages, reduces the amount of CO2 loss, and quantifies leak sizes. Furthermore, simulations can help improve our understanding of the fundamentals and models of different aspects of the storage process. This enriches the knowledge on pressure build-up in pipelines, fluid flow, and geo-level chemical and mechanical changes to avoid CO2 loss at storage sites (Ajayi et al. 2019; Rodosta and Ackiewicz 2014). The Safe Drinking Water Act regulates the geological storage of CO2 by injection via the Environmental Protection Agency (EPA) to avoid any changes in subsurface water chemistry due to contamination. An EPA advisory was issued to regulate this by categorizing it into six classes of wells for geological storage to protect against potable water contamination. Class VI wells are used during geological storage by injecting CO2, and are identified as Areas of Review to be monitored for footprints to protect drinking water (Nicot et al. 2009). It has been suggested that CO2 injection must be performed below the maximum penetration of wells to compensate for the uncertainty of the long-period geological storage of CO2 and migration of the CO2 plume in the well (Yu et al. 2023).
The implementation of LCA has resulted in a shift in how environmental impact assessments are conducted (Ghasemi et al. 2017). Previously, environmental impact assessments were restricted to mundane processes, such as manufacturing and processing; however, they have now been expanded by including the entire life cycle of the product supply chain. Companies can better control the environmental effects of their entire product supply chain using LCA-based environmental impact assessments. The energy penalty produced by the process intensification of a system may strike a balance between the energy and environmental implications of the CM processes (Thonemann et al. 2022). Local energy distribution should be appraised for the environmental implications of power and heat generation. Determining net CO2 emissions is crucial because CO2 mineralization by ISW is a technical option for reducing the effects of climate change. Raw material production may result from CO2 emissions, offset the ISW treatment requirement, and produce CO2 credits from trace mineralization at the margins. Thus, by using ISW-based CO2 mineralization technology, it is possible to account for the CO2 released. For example, construction blocks made from mineral carbonation of steel slag have been subjected to LCA (Jia et al. 2019). Carbonated blocks have compressive strengths comparable to those of the traditional Portland-cement-based building blocks. However, carbonated blocks exhibit fewer adverse environmental effects. Lee et al. (2020) proposed an indirect carbonation method involving mineral carbonation of steel slag to produce nano-sized CaCO3. The project was economically viable, and the LCA revealed a net decrease of 8% in CO2 emissions compared with that of the traditional approach. The carbon footprints were calculated using LCA by Ostovari et al. (2020) for seven indirect and direct carbonation methods. Products derived by carbonating natural minerals and steel slag are used as partial cement substitutes, and all approaches reduced climate effects between 0.44 and 1.17 tons of CO2-eq per ton of CO2 stored.
6 Outlook of scientific challenges and perspectives in CO2 mineralization
Despite considerable advancements in the mineralization of anthropogenic CO2 into Ca and Mg carbonates, several scientific challenges need to be addressed. Naturally occurring minerals or ISWs used as alkaline materials have heterogeneous chemical compositions. The iron and silica constituents of alkaline sources affect the rate of carbonate formation and its mechanisms in different fluidic environments. Thus, predicting the kinetics of carbonate formation using inconsistent multicomponent feedstock is challenging. In a multiphase environment, the carbonation process converts anthropogenic CO2 into carbonates. Future research should focus on industrial waste to achieve suitable operating conditions and CM routes for specific wastes to exploit their full carbon-storage potential.
Different characterization methods, such as X-ray and neutron scattering, tomography, and spectroscopy at operating temperatures and pressures, are necessary to understand the details of the fluid chemistry, structure, and morphology during carbonate formation and its underlying mechanisms. Advanced characterization of carbonated materials is required to find suitable applications, such as algal feed or construction materials, depending on their composition, stability, and strength.
Among the different CM routes, direct aqueous carbonation and indirect carbonation are primarily used at the laboratory scale. Nevertheless, indirect carbonation yields high-purity Ca/MgCO3, which involves the recycling of leaching solvents, and should be considered. The development of novel solvents or adsorption materials is required to capture and supply CO2 and recycle it in-situ after carbonate formation, as a suitable substitute for the acid/base consumption process to produce Mg- or Ca-carbonates. Novel synthetic pathways are required to produce nano-or mesoscale Ca-or-Mg carbonates by utilizing anthropogenic CO2 in a few additional steps using regenerable sorbents or solvents (Werner et al. 2014).
The integration of CM with different pathways for selective resource recovery from industrial and other waste sources, such as brine solutions from desalination and oil recovery plants, cement waste, lime mud, AMD, asbestos residue, fly ash, and waste LiFePO4 batteries, can demonstrate commercially viable and effective carbon reduction strategies. However, a fundamental understanding of the mechanisms of dissolution and carbonate formation rate in silicate minerals, as well as the formation of proper crystal shapes and high-purity carbonated products requires future research on ex-situ CO2 storage in the feedstocks mentioned above.
The extraction of REEs from natural leachate (AMD), CFA, and high-TDS brine solutions obtained from oil field extraction or desalination plants using flue gas to produce carbonates of Ca, Mg, and Na through the CM process can be a synergistic approach to address various wastes. However, the commercialization of direct brine mining requires proper evaluation of its composition, source, and generation path after treatment and optimization of the operating process parameters, such as pH, CO2 flow rate, and temperature, for high conversion efficiency through carbonation reactions (Kumari et al. 2024).
CMS from ISW can be used as a substitute for cement during carbonation curing to produce green concrete as a sustainable building material by reducing the carbon footprint. The application of nano- and micro-sized SiO2 along with CO2-sequestered CaCO3 positively affects the durability of concrete with rapid CO2 curing by reducing the carbonation depth and improving the intensification by filling the pores among the cement grains (Yi et al. 2020).
Recently, an integrated approach using CO2 as a leaching agent for the selective recovery of lithium, followed by precipitation into Li2CO3 from spent LiFePO4 batteries, has shown great potential as a CM for decarbonization, along with energy and resource recovery (Xu et al. 2023a). However, the relatively slow dissolution and precipitation of lithium is a key hindrance that can be overcome by further research on gas–liquid crystallization methods to obtain high-quality Li2CO3 for sustainable lithium recovery and recycling of waste resources (Kim et al. 2024).
To promote carbon reduction efforts, the advancement of scientific knowledge in the CM process in natural subsurface environments and artificially engineered systems is essential. Moreover, the balanced action of the 3Es, that is, engineering (smaller number of unit operations), economic (economically feasible operating processes), and environmental (eco-friendly approaches), should be evaluated when developing novel processes for utilizing industrial alkaline waste for the CM process in future research.
7 Conclusions
In this review, we examine the current state of CO2 mineralization technologies and discuss the possibilities for future expansion. Several alternative strategies have been proposed in different countries to reduce CO2 emissions. In addition, methods successfully adopted in the CCS industry were comprehensively reviewed. The storage of CO2 in water-insoluble Ca/MgCO3 is thermodynamically favorable for CM. Efforts to expedite CM at low temperatures and CO2 concentrations in industrial flue gas streams present considerable practical challenges during mineral dissolution and carbonate precipitation, and the reaction rate is unfavorable. CO2 separation and mineralization via the looping of solvents (especially amine-based) between carbon-loaded and free states can accelerate the capture and storage of CO2 in Ca- and Mg-carbonates as a single-step, low-temperature operation, and adaptable pathway. CM has shown the potential to replace traditional CCS methods for reducing carbon through in-situ or ex-situ leakage-free mineral sequestration. Several critical aspects of CM are discussed with respect to its historical background, potential future developments, carbonation mechanisms, technological options, practical uses, integrated carbonation approaches that utilize different wastes, and environmental impacts. Efforts to reduce CO2 emissions through CM have provided opportunities to improve several types of manufacturing processes. The pressing need to reduce and utilize CO2 through CCS may contribute considerably to climate change mitigation. The selection and application of CCS technologies require a robust evaluation of their techno-economic feasibility and environmental impact over extended time and length scales. The development of numerous cutting-edge and environmentally friendly CCUS technologies, as well as their integration into manufacturing industries and the power sector may result in a clean, green, and sustainable planet in the future.
Availability of data and materials
Not applicable.
Abbreviations
- AMD:
-
Acid mine drainage
- CCUS:
-
Carbon capture, utilization, and storage
- CM:
-
Carbon mineralization
- CCS:
-
CO2 capture and storage
- CO2-eq:
-
CO2 equivalents
- CMS:
-
CO2 mineralization slag
- CFA:
-
Coal fly ash
- DAC:
-
Direct air capture
- EOR:
-
Enhanced oil recovery
- EPA:
-
Environmental protection agency
- GWP:
-
Global warming potential
- GHG:
-
Greenhouse gas
- ISW:
-
Industrial solid waste
- IEX:
-
Ion-exchange
- LCA:
-
Life cycle assessment;
- PG:
-
Phosphogypsum
- REEs:
-
Rare earth elements
- SS:
-
Stainless steel
- TDS:
-
Total dissolved solids
References
Ajayi T, Gomes JS, Bera A (2019) A review of CO2 storage in geological formations emphasizing modeling, monitoring and capacity estimation approaches. Petrol Sci 16:1028–1063
Al-Mamoori A, Krishnamurthy A, Rownaghi AA, Rezaei F (2017) Carbon capture and utilization update. Energy Technol 5(6):834–849
Alcalde J, Flude S, Wilkinson M, Johnson G, Edlmann K, Bond CE, Scott V, Gilfillan SM, Ogaya X, Haszeldine RS (2018) Estimating geological CO2 storage security to deliver on climate mitigation. Nat Comm 9:2201
Allen DJ, Brent GF (2010) Sequestering CO2 by mineral carbonation: stability against acid rain exposure. Environ Sci Technol 44:2735–2739
Ambarita M, Ardiansyah D, Schmahl WW, Pusparizkita YM, Ismail R, Jamari J, Bayuseno AP (2024) Indirect mineral carbonation of natural asphalt extraction solid waste residue via pH and temperature control. Case Studies in Chem Environ Eng 9:100715
Azadi M, Northey SA, Ali SH, Edraki M (2020) Transparency on greenhouse gas emissions from mining to enable climate change mitigation. Nat Geosci 13:100–104
Azdarpour A, Asadullah M, Mohammadian E, Hamidi H, Junin R, Karaei MA (2015) A review on carbon dioxide mineral carbonation through pH-swing process. Chem Eng J 279:615–630
Azdarpour A, Karaei MA, Hamidi H, Mohammadian E, Honarvar B (2018) CO2 sequestration through direct aqueous mineral carbonation of red gypsum. Petroleum 4:398–407
Bachman E, Tavasoli A, Hatton TA, Maravelias CT, Haites E, Styring P, Aspuru-Guzik A, MacIntosh J, Ozin G (2022) Rail-based direct air carbon capture. Joule 6:1368–1381
Baciocchi R, Costa G, Lategano E, Marini C, Polettini A, Pomi R, Postorino P, Rocca S (2010) Accelerated carbonation of different size fractions of bottom ash from RDF incineration. Waste Manag 30:1310–1317
Baciocchi R, Costa G, Polettini A, Pomi R, Stramazzo A, Zingaretti D (2016) Accelerated carbonation of steel slags using CO2 diluted sources: CO2 uptakes and energy requirements. Front Energy Res 3:56
Bai M, Zhang Z, Fu X (2016) A review on well integrity issues for CO2 geological storage and enhanced gas recovery. Renew Sustain Energy Rev 59:920–926
Balapour M, Joshaghani A, Althoey F (2018) Nano-SiO2 contribution to mechanical, durability, fresh and microstructural characteristics of concrete: a review. Construc Build Mater 181:27–41
Bang J-H, Chae SC, Lee S-W, Kim J-W, Song K, Kim J, Kim W (2019) Sequential carbonate mineralization of desalination brine for CO2 emission reduction. J CO2 Utiliz 33:427–433
Beck L (2020) Carbon capture and storage in the USA: the role of US innovation leadership in climate-technology commercialization. Clean Energy 4:2–11
Benhelal E, Rashid MI, Rayson MS, Prigge J-D, Molloy S, Brent GF, Cote A, Stockenhuber M, Kennedy EM (2018) Study on mineral carbonation of heat activated lizardite at pilot and laboratory scale. J CO2 Utiliz 26:230–238
Benhelal E, Oliver TK, Farhang F, Hook JM, Rayson MS, Brent GF, Stockenhuber M, Kennedy EM (2020) Structure of silica polymers and reaction mechanism for formation of silica-rich precipitated phases in direct aqueous carbon mineralization. Ind Eng Chem Res 59:6828–6839
Bodénan F, Bourgeois F, Petiot C, Augé T, Bonfils B, Julcour-Lebigue C, Guyot F, Boukary A, Tremosa J, Lassin A, Gaucher EC, Chiquet P (2014) Ex situ mineral carbonation for CO2 mitigation: Evaluation of mining waste resources, aqueous carbonation processability and life cycle assessment (Carmex project). Min Eng 59:52–63
Bouzar B, Mamindy-Pajany Y, Mkahal Z, Benzerzour M, Abriak N-E (2024) Pilot-scale natural carbonation of waste paper fly ash for stabilization of Ba and Pb. Green Technol Sustain 2:100075
Bui M et al (2018) Carbon capture and storage (CCS): the way forward. Energy Environ Sci 11:1062–1176
Bullock LA, James RH, Matter J, Renforth P, Teagle DAH (2021) Global carbon dioxide removal potential of waste materials from metal and diamond mining. Front Clim 3:694175
Burdyny T, Struchtrup H (2010) Hybrid membrane/cryogenic separation of oxygen from air for use in the oxy-fuel process. Energy 35:1884–1897
Bustillos S, Alturki A, Prentice D, La Plante EC, Rogers M, Keller M, Ragipani R, Wang B, Sant G, Simonetti DA (2020) Implementation of ion exchange processes for carbon dioxide mineralization using industrial waste streams. Front Energy Res 8:610392
Carey P, Hills C (2006) Introducing the CO2ntainer: a modular solution to industry circularity, https://www.carbon8.co.uk/ (accessed on 25th May 2024)
Chakrabortty S, Kumar R, Nayak J, Jeon B-H, Dargar SK, Tripathy SK, Pal P, Ha G-S, Kim KH, Jasiński M (2023) Green synthesis of MeOH derivatives through in situ catalytic transformations of captured CO2 in a membrane integrated photo-microreactor system: a state-of-art review for carbon capture and utilization. Renew Sustain Energy Rev 182:113417
Chang EE, Pan S-Y, Yang L, Chen Y-H, Kim H, Chiang P-C (2015) Accelerated carbonation using municipal solid waste incinerator bottom ash and cold-rolling wastewater: Performance evaluation and reaction kinetics. Waste Manag 43:283–292
Chao C, Deng Y, Dewil R, Baeyens J, Fan X (2021) Post-combustion carbon capture. Renew Sustain Energy Rev 138:110490
Chen P, Tang S, Yue H, Liu C, Li C, Liang B (2017) Lithium enrichment of high Mg/Li ratio brine by precipitation of magnesium via combined CO2 mineralization and solvent extraction. Ind Eng Chem Res 56:5668–5678
Chen T-L, Jiang W, Shen A-L, Chen Y-H, Pan S-Y, Chiang P-C (2020a) CO2 Mineralization and utilization using various calcium-containing wastewater and refining slag via a high-gravity carbonation process. Ind Eng Chem Res 59:7140–7150
Chen T-L, Pei S-L, Chiang P-C (2020b) Integrated leaching–carbonation kinetic model on CO2 mineralization of alkaline solid wastes in a high-gravity rotating packed bed. Reac Chem Eng 5:1929–1938
Cheng C, Chen Z, Fan Y, Wang L, Xu J, Le Q (2023) Research on CO2 mineralization of high temperature oxide film on magnesium alloy surface. Mater Let 347:134660
Constantz B (2012) Permanent carbon capture, blue planet systems. https://www.blueplanetsystems.com/ (accessed on 25th May 2024)
Contreras DA, Arráiz DN (2022) Reducing carbon emissions with Zeru.Earth, https://www.zeru.earth/ (accessed on 15th Feb 2024)
Crippa M, Guizzardi D, Banja M, Solazzo E, Muntean M, Schaaf E, Pagani F, Monforti-Ferrario F, Olivier J, Quadrelli R (2022) CO2 emissions of all world countries. JRC Science for Policy Report, European Commission, EUR 31182
Cuéllar-Franca RM, Azapagic A (2015) Carbon capture, storage and utilization technologies: A critical analysis and comparison of their life cycle environmental impacts. J CO2 Utiliz 9:82–102
Dananjayan RRT, Kandasamy P, Andimuthu R (2016) Direct mineral carbonation of coal fly ash for CO2 sequestration. J Clean Prod 112:4173–4182
Daneshvar E, Wicker RJ, Show P-L, Bhatnagar A (2022) Biologically-mediated carbon capture and utilization by microalgae towards sustainable CO2 biofixation and biomass valorization – A review. Chem Eng J 427:130884
de Oliveira MA, Christakopoulos P, Rova U, Antonopoulou I (2022) Carbonic anhydrase to boost CO2 sequestration: Improving carbon capture utilization and storage (CCUS). Chemosphere 299:134419
Demirbas A (2007) Carbon Dioxide Disposal via Carbonation. Energy Sourc. Part a: recov utiliz. Environ Effects 29:59–65
Dong C, Song X, Li Y, Liu C, Chen H, Yu J (2018) Impurity ions effect on CO2 mineralization via coupled reaction-extraction-crystallization process of CaCl2 waste liquids. J CO2 Utiliz 27:115–128
Falzone G, Mehdipour I, Neithalath N, Bauchy M, Simonetti D, Sant G (2021) New insights into the mechanisms of carbon dioxide mineralization by portlandite. AIChE J 67:e17160
Franks DM, Keenan J, Hailu D (2023) Mineral security essential to achieving the sustainable development goals. Nat Sustain 6:21–27
Gadikota G (2021) Carbon mineralization pathways for carbon capture, storage and utilization. Comm Chem 4:23
Gan Z, Cui Z, Yue H, Tang S, Liu C, Li C, Liang B, Xie H (2016) An efficient methodology for utilization of K-feldspar and phosphogypsum with reduced energy consumption and CO2 emissions. Chin J Chem Eng 24:1541–1551
Garcia B, Beaumont V, Perfetti E, Rouchon V, Blanchet D, Oger P, Dromart G, Huc A-Y, Haeseler F (2010) Experiments and geochemical modelling of CO2 sequestration by olivine: potential, quantification. Appl Geochem 25:1383–1396
GCCSI (2012) Global CCS Institute. CO2 capture technologies: precombustion with CO2 capture, 〈http://cdn.globalccsinstitute.com/sites/default/files/publications/ 29756/co2-capture-technologies-pre-combustion-capture. pdf〉
Gerdemann SJ, O’Connor WK, Dahlin DC, Penner LR, Rush H (2007) Ex situ aqueous mineral carbonation. Environ Sci Technol 41:2587–2593
Ghasemi S, Costa G, Zingaretti D, Bäbler MU, Baciocchi R (2017) Comparative life-cycle assessment of slurry and wet accelerated carbonation of BOF slag. Energy Proc 114:5393–5403
Ginder-Vogel M (2007) Calera Corporation, https://www.picarro.com/environmental/company/blog/calera_corporation, (accessed on 25th May 2024)
Godin J, Liu W, Ren S, Xu CC (2021) Advances in recovery and utilization of carbon dioxide: a brief review. J Environ Chem Eng 9:105644
Grubb DG, Berggren DR (2018) Air-cooled blast furnace slag. I: Characterization and leaching context. J Hazard Toxic Radioactive Waste 22:04018030
Han Y-S, Ji S, Lee P-K, Oh C (2017) Bauxite residue neutralization with simultaneous mineral carbonation using atmospheric CO2. J Hazard Mater 326:87–93
Hanifa M, Agarwal R, Sharma U, Thapliyal PC, Singh LP (2023) A review on CO2 capture and sequestration in the construction industry: Emerging approaches and commercialized technologies. J CO2 Utiliz 67:102292
Hanifzadeh M (2021) RUSHNU’s Carbon Capture, https://www.rushnu.com/ (accessed on 15th Feb 2024)
Hariharan S, Mazzotti M (2017) Kinetics of flue gas CO2 mineralization processes using partially dehydroxylated lizardite. Chem Eng J 324:397–413
Harutyunyan VS (2014) Inhomogeneity, anisotropy, and size effect in the interfacial energy of Ca(OH)2 hexagonal-prism shaped nanocrystals in water. Mater Chem Phy 147:410–422
He M, Zhang K, Guan Y, Sun Y, Han B (2023) Green carbon science: fundamental aspects. National Sci Rev 10(9):nwad046
Hill R (2007) Solidiatech, Cement and concrete technology engineered for greener businesses, https://www.solidiatech.com/technology/ (accessed on 25th May 2024)
Ho H-J, Iizuka A, Shibata E, Tomita H, Takano K, Endo T (2020) CO2 utilization via direct aqueous carbonation of synthesized concrete fines under atmospheric pressure. ACS Omega 5:15877–15890
Ho H-J, Iizuka A (2023) Mineral carbonation using seawater for CO2 sequestration and utilization: a review. Sep Purif Technol 307:122855
Hosseini T, Haque N, Selomulya C, Zhang L (2016) Mineral carbonation of Victorian brown coal fly ash using regenerative ammonium chloride—process simulation and techno-economic analysis. Appl Energy 175:54–68
Huijgen WJ, Witkamp G-J, Comans RN (2005) Mineral CO2 sequestration by steel slag carbonation. Environ Sci Technol 39:9676–9682
IEA (2018) IEA, Technology Roadmap Low-Carbon Transition in the Cement Industry
Iizuka A, Sakai Y, Yamasaki A, Honma M, Hayakawa Y, Yanagisawa Y (2012) Bench-scale operation of a concrete sludge recycling plant. Ind Eng Chem Res 51:6099–6104
Iizuka A, Sasaki T, Honma M, Yoshida H, Hayakawa Y, Yanagisawa Y, Yamasaki A (2017) Pilot-scale operation of a concrete sludge recycling plant and simultaneous production of calcium carbonate. Chem Eng Comm 204:79–85
IPCC (2018) Summary for Policymakers of IPCC Special Report On Global Warming of 1.5_ C Approved by Governments. Available online at: https://www.ipcc.ch/sr15 (accessed April 2023).
Ji L, Yu H, Wang X, Grigore M, French D, Gözükara YM, Yu J, Zeng M (2017) CO2 sequestration by direct mineralisation using fly ash from Chinese Shenfu coal. Fuel Proc Technol 156:429–437
Ji L, Yu H, Li K, Yu B, Grigore M, Yang Q, Wang X, Chen Z, Zeng M, Zhao S (2018) Integrated absorption-mineralisation for low-energy CO2 capture and sequestration. Appl Energy 225:356–366
Ji Y, Madhav D, Vandeginste V (2022) Kinetics of enhanced magnesium carbonate formation for CO2 storage via mineralization at 200 °C. Int J Greenhouse Gas Control 121:103777
Jia X, Klemeš JJ, Varbanov PS, Wan Alwi SR (2019) Analyzing the energy consumption, GHG emission, and cost of seawater desalination in China. Energies 12(3):463
Kanniche M, Gros-Bonnivard R, Jaud P, Valle-Marcos J, Amann J-M, Bouallou C (2010) Pre-combustion, post-combustion and oxy-combustion in thermal power plant for CO2 capture. Appl Thermal Eng 30:53–62
Kearns D, Liu H, Consoli C (2021) Global CCS institute, Technology readiness and costs of CCS, 3, www.globalccsinstitute.com/resources/publications-reports-research/technology-readiness-and-costs-of-ccs/ (Accessed 10 Mar 2024)
Kemache N, Pasquier L-C, Cecchi E, Mouedhen I, Blais J-F, Mercier G (2017) Aqueous mineral carbonation for CO2 sequestration: From laboratory to pilot scale. Fuel Proc Technol 166:209–216
Khan U, Ogbaga CC, Abiodun O-AO, Adeleke AA, Ikubanni PP, Okoye PU, Okolie JA (2023) Assessing absorption-based CO2 capture: Research progress and techno-economic assessment overview. Carbon Cap Sci Technol 8:100125
Khosroabadi F, Aslani A, Bekhrad K, Zolfaghari Z (2021) Analysis of carbon dioxide capturing technologies and their technology developments. Clean Eng Technol 5:100279
Khudhur FWK, MacDonald JM, Macente A, Daly L (2022) The utilization of alkaline wastes in passive carbon capture and sequestration: promises, challenges and environmental aspects. Sci Total Environ 823:153553
Kim K, Kim D, Na Y, Song Y, Wang J (2023) A review of carbon mineralization mechanism during geological CO2 storage. Heliyon 9:e23135
Kim S-h, Yoon H, Min T, Han B, Lim S, Park J (2024) Carbon dioxide utilization in lithium carbonate precipitation: a short review. Environ Eng Res 29:230553
Kim S, Lim Y-I, Lee D, Cho W, Seo MW, Lee JG, Ok YS (2022) Perspectives of oxy-coal power plants equipped with CO2 capture, utilization, and storage in terms of energy, economic, and environmental impacts. Energy Convers Manag 273:116361
Kirchofer A, Brandt A, Krevor S, Prigiobbe V, Wilcox J (2012) Impact of alkalinity sources on the life-cycle energy efficiency of mineral carbonation technologies. Energy Environ Sci 5:8631–8641
Kodama S, Nishimoto T, Yamamoto N, Yogo K, Yamada K (2008) Development of a new pH-swing CO2 mineralization process with a recyclable reaction solution. Energy 33:776–784
Kramer GJ, Haigh M (2009) No quick switch to low-carbon energy. Nature 462:568–569
Kumar R, Chakrabortty S, Chakrabortty P, Nayak J, Liu C, Ali Khan M, Ha G-S, Ho Kim K, Son M, Roh H-S, Tripathy SK, Jeon B-H (2023) Sustainable recovery of high-valued resources from spent lithium-ion batteries: A review of the membrane-integrated hybrid approach. Chem Eng J 470:144169
Kumari P, Chang YS, Witkamp G-J, Vrouwenvelder J, Vega LF, Dumée LF (2024) Brine valorization through resource mining and CO2 utilization in the Middle East—a perspective. Desalination 582:117598
La Plante EC, Simonetti DA, Wang J, Al-Turki A, Chen X, Jassby D, Sant GN (2021) Saline water-based mineralization pathway for gigatonne-scale CO2 management. ACS Sustain Chem Eng 9:1073–1089
Lackner KS, Wendt CH, Butt DP, Joyce EL, Sharp DH (1995) Carbon dioxide disposal in carbonate minerals. Energy 20:1153–1170
Larachi F, Daldoul I, Beaudoin G (2010) Fixation of CO2 by chrysotile in low-pressure dry and moist carbonation: Ex-situ and in-situ characterizations. Geochim Cosmochim Acta 74:3051–3075
Lee H-C, Min K-W, Seo E-Y (2016) A feasibility study on CO2 sequestration using the neutralization process of acid mine drainage. Geosys Eng 19:293–301
Lee J, Ryu KH, Ha HY, Jung K-D, Lee JH (2020) Techno-economic and environmental evaluation of nano calcium carbonate production utilizing the steel slag. J CO2 Utiliz 37:113–121
Lee JH, Lee JH, Park IK, Lee CH (2018) Techno-economic and environmental evaluation of CO2 mineralization technology based on bench-scale experiments. J CO2 Utiliz 26:522–536
Lee JH, Kim JC, Lee J, Oh SH, Lee S-W, Choi B-Y, Kwak SK (2023) Theoretical and mechanistic insights into control factor-assisted CO2 mineralization with olivine. J Ind Eng Chem 122:241–250
Lee M, Jang YN, won Ryu K, Kim W, Bang J-H, (2012) Mineral carbonation of flue gas desulfurization gypsum for CO2 sequestration. Energy 47:370–377
Leung DYC, Caramanna G, Maroto-Valer MM (2014) An overview of current status of carbon dioxide capture and storage technologies. Renew Sustain Energy Rev 39:426–443
Li B, Duan Y, Luebke D, Morreale B (2013) Advances in CO2 capture technology: a patent review. Appl Energy 102:1439–1447
Li B, Bao W, Zheng Y, Zheng K, Tan W (2018) Pretreatment technology for phosphogypsum purification. Phosphate Compd Fertil 33:28–31
Li J, Luo M, Wang K, Li G, Zhang G (2023a) Review of carbon dioxide mineralization of magnesium-containing materials. Carbon Neutralization 2:574–584
Li L, Zhu J, Huang Z, Kwan A, Li L (2017) Combined effects of micro-silica and nano-silica on durability of mortar. Construct Build Mater 157:337–347
Li L, Chen T, Gao X (2024a) Synergistic effect of CO2-mineralized steel slag and carbonation curing on cement paste. Cement Concrete Comp 145:105357
Li L, Chen T, Gao X, Yang W (2024b) New insights into the effects of different CO2 mineralization conditions on steel slag as supplemental cementitious material. J Build Eng 84:108566
Li P, Pan S-Y, Pei S-L, Lin YJ, Chiang P-C (2016) Challenges and perspectives on carbon fixation and utilization technologies: an overview. Aerosol Air Qual Res 16:1327–1344
Li X-L, Liu Y, Zhang T-A (2023b) Conversion of activated calcium in industrial water to micron CaCO3 powder based on CO2 absorption and mineralization. Minerals 13(7):979
Li Z, Chen J, Lv Z, Tong Y, Ran J, Qin C (2023c) Evaluation on direct aqueous carbonation of industrial/mining solid wastes for CO2 mineralization. J Ind Eng Chem 122:359–365
Lim S, Mondal P (2015) Effects of incorporating nanosilica on carbonation of cement paste. J Mater Sci 50:3531–3540
Lin X, Zhang Y, Liu H, Boczkaj G, Cao Y, Wang C (2024) Carbon dioxide sequestration by industrial wastes through mineral carbonation: Current status and perspectives. J Clean Prod 434:140258
Liu H, Consoli C, Zapantis A (2018a) Overview of carbon capture and storage (CCS) facilities globally, 14th Greenhouse Gas Control Technologies Conference Melbourne, pp. 21–26
Liu H, Lu H, Hu H (2024) CO2 capture and mineral storage: State of the art and future challenges. Renew Sustain Energy Rev 189:113908
Liu Q, Zhu D, Jin Z, Tian H, Zhou B, Jiang P, Meng Q, Wu X, Xu H, Hu T, Zhu H (2023) Carbon capture and storage for long-term and safe sealing with constrained natural CO2 analogs. Renew Sustain Energy Rev 171:113000
Liu T, Luo W, Cole DR, Asthagiri A (2019) Water adsorption on olivine(010) surfaces: effect of alkali and transition metal cation doping. The J Chem Phy 150:044703
Liu W, Su S, Xu K, Chen Q, Xu J, Sun Z, Wang Y, Hu S, Wang X, Xue Y (2018b) CO2 sequestration by direct gas–solid carbonation of fly ash with steam addition. J Clean Prod 178:98–107
Liu W, Teng L, Rohani S, Qin Z, Zhao B, Xu CC, Ren S, Liu Q, Liang B (2021) CO2 mineral carbonation using industrial solid wastes: a review of recent developments. Chem Eng J 416:129093
Lu L, Fang Y, Huang Z, Huang Y, Ren ZJ (2016) Self-sustaining carbon capture and mineralization via electrolytic carbonation of coal fly ash. Chem Eng J 306:330–335
Lu P, Apps J, Zhang G, Gysi A, Zhu C (2024) Knowledge gaps and research needs for modeling CO2 mineralization in the basalt-CO2-water system: a review of laboratory experiments. Earth-Sci Rev, 104813
Lux S, Baldauf-Sommerbauer G, Siebenhofer M (2018) Hydrogenation of inorganic metal carbonates: a review on its potential for carbon dioxide utilization and emission reduction. Chemsuschem 11:3357–3375
Mahoutian M, Stern C (2016) CarbiCrete, https://carbicrete.com/ (accessed on 25 May 2024)
Maroto-Valer MM, Fauth DJ, Kuchta ME, Zhang Y, Andrésen JM (2005) Activation of magnesium rich minerals as carbonation feedstock materials for CO2 sequestration. Fuel Proc Technol 86:1627–1645
Mazzella A, Errico M, Spiga D (2016) CO2 uptake capacity of coal fly ash: influence of pressure and temperature on direct gas-solid carbonation. J Environ Chem Eng 4:4120–4128
McCutcheon J, Power IM, Harrison AL, Dipple GM, Southam G (2014) A Greenhouse-scale photosynthetic microbial bioreactor for carbon sequestration in magnesium carbonate minerals. Environ Sci Technol 48:9142–9151
McGee M (2024) Evolution of the CO2 re-posting project. Vancouver Island, Canada, https://www.co2.earth/, accessed on June 8, 2024
Meijssen M, Marinello L, di Bella C, Gasós A, Mazzotti M (2023) Industrial demonstration of indirect mineral carbonation in the cement and concrete sector. J Environ Chem Eng 11:110900
Meng F, Liu W, Chu G, Yue H, Liang B, Wang L, Li C (2018) Phase Diagrams of (NH4)2SO4–Al2 (SO4)3H2O ternary system: effect of sulfuric acid and its application in recovery of aluminum from coal Fly Ash. J Chem Eng Data 64:557–566
Meng J, Liao W, Zhang G (2021) Emerging CO2-Mineralization Technologies for Co-Utilization of Industrial Solid Waste and Carbon Resources in China. Minerals 11(3):274
Meng T, Hong Y, Wei H, Xu Q (2019) Effect of nano-SiO2 with different particle size on the hydration kinetics of cement. Thermochim Acta 675:127–133
Miao E, Du Y, Zheng X, Zhang X, Xiong Z, Zhao Y, Zhang J (2023) Kinetic analysis on CO2 sequestration from flue gas through direct aqueous mineral carbonation of circulating fluidized bed combustion fly ash. Fuel 342:127851
Moioli S, Pellegrini LA (2019) Operating the CO2 absorption plant in a post-combustion unit in flexible mode for cost reduction. Chem Eng Res Design 147:604–614
Montes-Hernandez G, Chiriac R, Toche F, Renard F (2012) Gas–solid carbonation of Ca(OH)2 and CaO particles under non-isothermal and isothermal conditions by using a thermogravimetric analyzer: implications for CO2 capture. Int J Greenhouse Gas Control 11:172–180
Moon S, Kim E, Noh S, Triwigati PT, Choi S, Park Y (2024) Carbon mineralization of steel and iron-making slag: Paving the way for a sustainable and carbon-neutral future. J Environ Chem Eng 12:112448
Murugesu MP, Joewondo N, Prasad M (2023) Carbon storage capacity of shale formations: Mineral control on CO2 adsorption. Int J Greenhouse Gas Control 124:103833
Nduagu E, Bergerson J, Zevenhoven R (2012) Life cycle assessment of CO2 sequestration in magnesium silicate rock—a comparative study. Energy Convers Manag 55:116–126
Neira L (2022) CO2 capture through Marine Ecosystem. https://www.blusink.com/ (accessed on 15th February 2024)
Nicot J-P, Oldenburg CM, Bryant SL, Hovorka SD (2009) Pressure perturbations from geologic carbon sequestration: Area-of-review boundaries and borehole leakage driving forces. Energy Proc 1:47–54
Niven R (2012) CarbonCure Technologies, CarbonCure Ready Mix, https://www.carboncure.com/ready-mix/ (accessed on 25th May 2024)
Oh J, Jung D, Oh SH, Roh K, Ga S, Lee JH (2019) Design, simulation and feasibility study of a combined CO2 mineralization and brackish water desalination process. J CO2 Utiliz 34:446–464
Olajire AA (2010) CO2 capture and separation technologies for end-of-pipe applications—a review. Energy 35:2610–2628
Olajire AA (2013) A review of mineral carbonation technology in sequestration of CO2. J Petroleum Sci Eng 109:364–392
Ostovari H, Sternberg A, Bardow A (2020) Rock ‘n’ use of CO2: carbon footprint of carbon capture and utilization by mineralization. Sustain Energy Fuels 4:4482–4496
Ostovari H, Müller L, Skocek J, Bardow A (2021) From unavoidable CO2 source to CO2 sink? A cement industry based on CO2 mineralization. Environ Sci Technol 55:5212–5223
Ostovari H, Kuhrmann L, Mayer F, Minten H, Bardow A (2023) Towards a European supply chain for CO2 capture, utilization, and storage by mineralization: Insights from cost-optimal design. J CO2 Utiliz 72:102496
Pacala S, Al-Kaisi M, Barteau M, Belmont E, Benson S, Birdsey R, Boysen D, Duren R, Hopkinson C, Jones C (2019) Negative emissions technologies and reliable sequestration: a research agenda. National Academies of Sciences, Engineering, and Medicine, The National Academies Press, Washington, DC, pp 1–510
Page B, Turan G, Zapantis A, Burrows J, Consoli C, Erikson J, Havercroft I, Kearns D, Liu H, Rassool D (2020) The global status of CCS 2020: vital to achieve net zero. Institution of Gas Engineers & Managers, https://www.h2knowledgecentre.com/content/researchpaper1679
Pan S-Y, Chiang P-C, Chen Y-H, Tan C-S, Chang E (2013) Ex Situ CO2 capture by carbonation of steelmaking slag coupled with metalworking wastewater in a rotating packed bed. Environ Sci Technol 47:3308–3315
Pan S-Y, Chung T-C, Ho C-C, Hou C-J, Chen Y-H, Chiang P-C (2017) CO2 Mineralization and utilization using steel slag for establishing a waste-to-resource supply chain. Sci Rep 7:17227
Pan S-Y, Chen Y-H, Fan L-S, Kim H, Gao X, Ling T-C, Chiang P-C, Pei S-L, Gu G (2020) CO2 mineralization and utilization by alkaline solid wastes for potential carbon reduction. Nat Sustain 3:399–405
Park A-HA, Fan L-S (2004) CO2 mineral sequestration: physically activated dissolution of serpentine and pH swing process. Chem Eng Sci 59:5241–5247
Park S, Song K, Jeon CW (2016) A study of mineral recovery from waste ashes at an incineration facility using the mineral carbonation method. Int J Min Proc 155:1–5
Pasquier L-C, Mercier G, Blais J-F, Cecchi E, Kentish S (2016) Technical and economic evaluation of a mineral carbonation process using southern Québec mining wastes for CO2 sequestration of raw flue gas with by-product recovery. Int J Greenhouse Gas Control 50:147–157
Paulo C, Power IM, Stubbs AR, Wang B, Zeyen N, Wilson S (2021) Evaluating feedstocks for carbon dioxide removal by enhanced rock weathering and CO2 mineralization. Appl Geochem 129:104955
Pérez-Moreno S, Gázquez M, Bolívar J (2015) CO2 sequestration by indirect carbonation of artificial gypsum generated in the manufacture of titanium dioxide pigments. Chem Eng J 262:737–746
Polettini A, Pomi R, Stramazzo A (2016) CO2 sequestration through aqueous accelerated carbonation of BOF slag: a factorial study of parameters effects. J Environ Manag 167:185–195
Power IM, Harrison AL, Dipple GM, Wilson S, Kelemen PB, Hitch M, Southam G (2013) Carbon mineralization: from natural analogues to engineered systems. Rev Mineral Geochem 77:305–360
Power IM, Kenward PA, Dipple GM, Raudsepp M (2017) Room temperature magnesite precipitation. Cry Growth Des 17:5652–5659
Punia A (2021) Carbon dioxide sequestration by mines: implications for climate change. Clim Change 165:10
Qian C, Yu X, Zheng T, Chen Y (2022) Review on bacteria fixing CO2 and bio-mineralization to enhance the performance of construction materials. J CO2 Utiliz 55:101849
Qian Q, Han B (2023) Transformation of CO2 and H2 to C2+ chemicals and fuels. National Sci Rev 10:nwad160
Qin L, Gao X, Li Q (2019) Influences of coal fly ash containing ammonium salts on properties of cement paste. J Environ Manage 249:109374
Quaghebeur M, Nielsen P, Horckmans L, Van Mechelen D (2015) Accelerated carbonation of steel slag compacts: Development of high-strength construction materials. Front Energy Res 3:52
Quinn S, Sahu S (2019) Compositions and methods for controling setting of carbonatable calcium silicate cements containing hydrating materials. In: Office USPaT (Hrsg.), U.S. Patent US20160096773A1
Quintella CM, Hatimondi SA, Musse APS, Miyazaki SF, Cerqueira GS, Moreira AdA (2011) CO2 capture technologies: An overview with technology assessment based on patents and articles. Energy Proc 4:2050–2057
Rackley SA (2017) Carbon capture and storage. Butterworth-Heinemann, Boston, pp 1–677
Rahmani O (2020) An experimental study of accelerated mineral carbonation of industrial waste red gypsum for CO2 sequestration. J CO2 Utiliz 35:265–271
Rashid MI, Yaqoob Z, Mujtaba MA, Fayaz H, Saleel CA (2023) Developments in mineral carbonation for carbon sequestration. Heliyon 9:e21796
Raza A, Gholami R, Rezaee R, Rasouli V, Rabiei M (2019) Significant aspects of carbon capture and storage—a review. Petroleum 5:335–340
Ren E, Tang S, Liu C, Yue H, Li C, Liang B (2020) Carbon dioxide mineralization for the disposition of blast-furnace slag: reaction intensification using NaCl solutions. Greenhouse Gases: Sci Technol 10:436–448
Ren S, Aldahri T, Liu W, Liang B (2021) CO2 mineral sequestration by using blast furnace slag: from batch to continuous experiments. Energy 214:118975
Renforth P, Washbourne C-L, Taylder J, Manning D (2011) Silicate production and availability for mineral carbonation. Environ Sci Technol 45(6):2035–2041
Riahi K, Schaeffer R, Arango J, Calvin K, Guivarch C, Hasegawa T, Jiang K, Kriegler E, Matthews R, Peters GP (2022) Mitigation pathways compatible with long-term goals. In: Shukla PR, Skea J, Slade R, Al Khourdajie A, van Diemen R, McCollum D, Pathak M, Some S, Vyas P, Fradera R, Belkacemi M, Hasija A, Lisboa G, Luz S, Malley J (eds.) IPCC, 2022: climate change 2022: mitigation of climate change. contribution of working group III to the sixth assessment report of the intergovernmental panel on climate change. Cambridge University Press, Cambridge, UK and New York, NY, USA. https://doi.org/10.1017/9781009157926.005
Roberts D-L, Nulwala H, McMahon N, Soeder D (2021) Carbon blade technology-distributed direct air capture (DAC) solution, https://www.carbon-blade.com/ (accessed on 15th February 2024)
Rodosta T, Ackiewicz M (2014) US DOE/NETL Core R&D program for carbon storage technology development. Energy Proc 63:6368–6378
Romanov V, Soong Y, Carney C, Rush GE, Nielsen B, O’Connor W (2015) Mineralization of carbon dioxide: a literature review. ChemBioEng Rev 2:231–256
Romão I, Slotte M, Gando-Ferreira LM, Zevenhoven R (2014) CO2 sequestration with magnesium silicates—Exergetic performance assessment. Chem Eng Res Design 92:3072–3082
Roy P, Mohanty AK, Misra M (2023) Prospects of carbon capture, utilization and storage for mitigating climate change. Environ Sci Adv 2:409–423
Said A, Laukkanen T, Järvinen M (2016) Pilot-scale experimental work on carbon dioxide sequestration using steelmaking slag. Appl Energy 177:602–611
Saldi GD, Jordan G, Schott J, Oelkers EH (2009) Magnesite growth rates as a function of temperature and saturation state. Geochim Cosmochim Acta 73:5646–5657
Sanna A, Uibu M, Caramanna G, Kuusik R, Maroto-Valer MM (2014) A review of mineral carbonation technologies to sequester CO2. Chem Soc Rev 43:8049–8080
Seddighi S, Clough PT, Anthony EJ, Hughes RW, Lu P (2018) Scale-up challenges and opportunities for carbon capture by oxy-fuel circulating fluidized beds. Appl Energy 232:527–542
Seifritz W (1990) CO2 disposal by means of silicates. Nature 345:486–486
Shao X, Qin B, Shi Q, Yang Y, Ma Z, Li Y, Jiang Z, Jiang W (2024) The impacts of CO2 mineralization reaction on the physicochemical characteristics of fly ash: a study under different reaction conditions of the water-to-solid ratio and the pressure of CO2. Energy 287:129676
Sharma B, Doherty F (2022) CCU international, next generation carbon capture technology. https:// ccu.international/ (accessed on 15th February 2024)
Shen M, Hu Z, Kong F, Tong L, Yin S, Liu C, Zhang P, Wang L, Ding Y (2023) Comprehensive technology and economic evaluation based on the promotion of large-scale carbon capture and storage demonstration projects. Rev Environ Sci Bio/technol 22:823–885
Shih S-M, Ho C-S, Song Y-S, Lin J-P (1999) Kinetics of the reaction of Ca(OH)2 with CO2 at low temperature. Ind Eng Chem Res 38:1316–1322
Simonetti D, Prentice D, Callagon La Plante E, Sant G, Wang B, Alturki A, Bustillos S (2019) Implementation of ion exchange processes on industrial waste streams for CO2 mineralization. In: AIChE Annual Meeting, Orlando, FL, 10–14 Nov 2019. https://www.osti.gov/servlets/purl/1573918
Sobolewski A, Silko B (2022) Blue Skies Minerals, Carbon Sequestration, https://www.blueskiesminerals.com/ (accessed on 15th February 2024)
Song K, Jang Y-N, Kim W, Lee MG, Shin D, Bang J-H, Jeon CW, Chae SC (2014) Factors affecting the precipitation of pure calcium carbonate during the direct aqueous carbonation of flue gas desulfurization gypsum. Energy 65:527–532
Soong Y, Fauth D, Howard B, Jones J, Harrison D, Goodman A, Gray M, Frommell E (2006) CO2 sequestration with brine solution and fly ashes. Energy Convers Manage 47:1676–1685
Stokreef S, Sadri F, Stokreef A, Ghahreman A (2022) Mineral carbonation of ultramafic tailings: a review of reaction mechanisms and kinetics, industry case studies, and modelling. Clean Eng Technol 8:100491
Strojny M, Gładysz P, Hanak DP, Nowak W (2023) Comparative analysis of CO2 capture technologies using amine absorption and calcium looping integrated with natural gas combined cycle power plant. Energy 284:128599
Stubbs AR, Paulo C, Power IM, Wang B, Zeyen N, Wilson S (2022) Direct measurement of CO2 drawdown in mine wastes and rock powders: implications for enhanced rock weathering. Int J Greenhouse Gas Control 113:103554
Subramanian N, Madejski P (2023) Analysis of CO2 capture process from flue-gases in combined cycle gas turbine power plant using post-combustion capture technology. Energy 282:128311
Sun L, Liu Y, Cheng Z, Jiang L, Lv P, Song Y (2023) Review on multiscale CO2 mineralization and geological storage: mechanisms, characterization, modeling, applications and perspectives. Energy Fuels 37:14512–14537
Svensson R, Odenberger M, Johnsson F, Strömberg L (2004) Transportation systems for CO2–application to carbon capture and storage. Energy Convers Manag 45:2343–2353
Tao M-J, Wang Y-J, Li J-G, Zeng Y-N, Liu S-H, Qin S (2021) Slurry-Phase carbonation reaction characteristics of AOD stainless steel slag. Processes 9(12):2266
Teir S, Eloneva S, Fogelholm C-J, Zevenhoven R (2006) Stability of calcium carbonate and magnesium carbonate in rainwater and nitric acid solutions. Energy Convers Manag 47:3059–3068
Thonemann N, Zacharopoulos L, Fromme F, Nühlen J (2022) Environmental impacts of carbon capture and utilization by mineral carbonation: a systematic literature review and meta life cycle assessment. J Clean Prod 332:130067
Tyagi P, Singh D, Malik N, Kumar S, Singh Malik R (2023) Metal catalyst for CO2 capture and conversion into cyclic carbonate: progress and challenges. Mater Today 65:133–165
Ukwattage NL, Ranjith P, Yellishetty M, Bui HH, Xu T (2015) A laboratory-scale study of the aqueous mineral carbonation of coal fly ash for CO2 sequestration. J Clean Prod 103:665–674
Uliasz-Bocheńczyk A, Mokrzycki E (2017) CO2 mineral sequestration with the use of ground granulated blast furnace slag. Gospodarka Surowcami Mineralnymi/mineral Resources Management. Sciendo 33(1):111–124
US EPA (2024) Understanding Global Warming Potentials, https://www.epa.gov/ghgemissions/understanding-global-warming-potentials, accessed on May 25, 2024
USGS (2020) Mineral commodity summaries 2020. U.S. Geological Survey, 200 p. https://doi.org/10.3133/mcs2020, accessed on 10 Jan 2024.
Vaziri Hassas B, Rezaee M, Pisupati SV (2020) Precipitation of rare earth elements from acid mine drainage by CO2 mineralization process. Chem Eng J 399:125716
Wall TF (2007) Combustion processes for carbon capture. Proc Comb Ins 31:31–47
Wang C, Yue H, Li C, Liang B, Zhu J, Xie H (2014) Mineralization of CO2 using natural K-Feldspar and industrial solid waste to produce soluble potassium. Ind Eng Chem Res 53:7971–7978
Wang C, Jiang H, Miao E, Wang Y, Zhang T, Xiao Y, Liu Z, Ma J, Xiong Z, Zhao Y, Zhang J (2024a) Accelerated CO2 mineralization technology using fly ash as raw material: Recent research advances. Chem Eng J 488:150676
Wang F, Deng S, Zhang H, Wang J, Zhao J, Miao H, Yuan J, Yan J (2020) A comprehensive review on high-temperature fuel cells with carbon capture. Appl Energy 275:115342
Wang F, Dreisinger D, Jarvis M, Hitchins T, Trytten L (2021) CO2 mineralization and concurrent utilization for nickel conversion from nickel silicates to nickel sulfides. Chem Eng J 406:126761
Wang L, Liu W, Hu J, Liu Q, Yue H, Liang B, Zhang G, Luo D, Xie H, Li C (2018) Indirect mineral carbonation of titanium-bearing blast furnace slag coupled with recovery of TiO2 and Al2O3. Chin J Chem Eng 26:583–592
Wang S, Kim J, Qin T (2024b) Mineral carbonation of iron and steel by-products: State-of-the-art techniques and economic, environmental, and health implications. J CO2 Utiliz 81:102707
Wang X, Maroto-Valer MM (2011) Dissolution of serpentine using recyclable ammonium salts for CO2 mineral carbonation. Fuel 90:1229–1237
Wang Z-h, Su S, Ma Z-w, Song Y-w, Chen Y-f, Liu T, Jiang L, Wang Y, Hu S, Xiang J (2022) Study on CO2 absorption-mineralization characteristics of mixed amine solution coupled with CaO and key influencing factors in mineralization process. J Fuel Chem Technol 50:1371–1380
Werner M, Hariharan S, Mazzotti M (2014) Flue gas CO2 mineralization using thermally activated serpentine: from single-to double-step carbonation. Phy Chem Chem Phy 16:24978–24993
Winnefeld F, Leemann A, German A, Lothenbach B (2022) CO2 storage in cement and concrete by mineral carbonation. Curr Opin Green Sustain Chem 38:100672
Xie H, Yue H, Zhu J, Liang B, Li C, Wang Y, Xie L, Zhou X (2015) Scientific and engineering progress in CO2 mineralization using industrial waste and natural minerals. Engineering 1:150–157
Xu C, Hu X, Yang Y, Jian Z, Chen W, Yang L, Yang C, Liu H, Zhao J, Cao H, Hu Y-S (2023a) Integrated process of CO2 sequestration and recycling spent LiFePO4 batteries. Energy Storage Mater 60:102819
Xu G, Bai D, Xu C, He M (2023b) Challenges and opportunities for engineering thermochemistry in carbon-neutralization technologies. National Sci Rev 10:nwac217
Yadav S, Mondal SS (2022) A review on the progress and prospects of oxy-fuel carbon capture and sequestration (CCS) technology. Fuel 308:122057
Yi Z, Wang T, Guo R (2020) Sustainable building material from CO2 mineralization slag: aggregate for concretes and effect of CO2 curing. J CO2 Utiliz 40:101196
You K-s, Lee S-H, Hwang S-H, Kim H-s, Ahn J-W (2011) CO2 sequestration via a surface-modified ground granulated blast furnace slag using NaOH solution. Mater Transac 52:1972–1976
Yu X, Catanescu CO, Bird RE, Satagopan S, Baum ZJ, Lotti Diaz LM, Zhou QA (2023) Trends in research and development for CO2 capture and sequestration. ACS Omega 8:11643–11664
Zaelke D, Young O, Andersen SO (2011) Scientific synthesis of Calera carbon sequestration and carbonaceous by-product applications. Scientific American, pp 1–64
Zero (2013) Zero Emissions Resource Organization, 〈http://www.zeroCO2.no〉 accessed on 15 December 2023.
Zevenhoven R, Teir S, Eloneva S (2008) Heat optimization of a staged gas–solid mineral carbonation process for long-term CO2 storage. Energy 33:362–370
Zhang L, Wen R, Li F, Li C, Sun Y, Yang H (2023a) Assessment of CO2 mineral storage potential in the terrestrial basalts of China. Fuel 348:128602
Zhang N, Huang D, Moment A (2023b) Production of carbonates from industrial waste via carbon mineralization towards a circular economy, 2023 AIChE Annual Meeting, Hyatt Regency Orlando, https://aiche.confex.com/aiche/2023/meetingapp.cgi/Paper/669130
Zhou W-J, Metivier P (2023) Science-an important lever to tackle sustainability in the specialty chemical industry. National Sci Rev 10:nwad193
Zhuang W, Song X, Liu M, Wang Q, Song J, Duan L, Li X, Yuan H (2023) Potential capture and conversion of CO2 from oceanwater through mineral carbonation. Sci Total Environ 867:161589
Zimmermann AW, Wunderlich J, Müller L, Buchner GA, Marxen A, Michailos S, Armstrong K, Naims H, McCord S, Styring P, Sick V, Schomäcker R (2020) Techno-economic assessment guidelines for CO2 utilization. Front Energy Res 8:5
Funding
This work was supported by the National Research Foundation of Korea (NRF) grant funded by the Korean government (MSIT) (No. RS-2023–00219983) (BHJ). The authors acknowledge the financial support from the Creative and Challenging Research Program [grant no. 2021R1I1A1A01060846] of the National Research Foundation (NRF) of the Republic of Korea (RK) and by the U.S. Department of Energy, Office of Science, Office of Basic Energy Sciences, Geosciences Program under Contract DE-AC02-06CH11357 to UChicago Argonne, LLC as an operator of Argonne National Laboratory (SSL).
Author information
Authors and Affiliations
Contributions
Conceptualization: RK, MAK, and BHJ; literature review: RK, MAK, WC, MS, YKP, SSL, and BHJ; analysis of the literature data: RK, SSL, MAK, and MS; writing—original draft preparation: RK, MAK, and MS; writing—review and editing: RK, MAK, WC, MS, YKP, SSL, and BHJ; visualization and supervision: SSL and BHJ; funding acquisition: RK, BHJ, and SSL.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethics approval
Not applicable.
Consent to participate
All authors voluntarily participated in this research study.
Consent for publication
All authors consent to the publication of the manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kumar, R., Chung, W.J., Khan, M.A. et al. Breakthrough innovations in carbon dioxide mineralization for a sustainable future. Rev Environ Sci Biotechnol 23, 739–799 (2024). https://doi.org/10.1007/s11157-024-09695-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11157-024-09695-2