
Abstract
Selenium, the essential toxin, is an indispensable nutrient for many organisms but quickly becomes a significant environmental concern at slightly higher concentrations, particularly in aquatic environments. Water treatment technologies have been developed over decades for industrial Se removal, but invariably result in Se-laden residuals. These Se-laden residuals represent a significant environmental liability and require careful management, which in turn represents a real, but often overlooked, operating cost. Conversely, Se sees commercial use across many industries and may be considered a vulnerable element in that its economic importance far outweighs its global supply chain stability. Thus, the recovery of Se from non-conventional sources, including solid (electronic waste) and water-based sources (mine tailings, leachates, flue gas desulphurization water, agricultural waste) is desirable. Industrial wastewater represents a unique opportunity to pair wastewater treatment techniques with resource recovery towards circular economy principles. This review highlights conventional and emerging uses of Se, along with an overview of its current supply, and potential sources. Next, a summary of existing and emerging wastewater treatment technologies for Se removal from industrial wastewater streams is provided. Finally, this review also includes progress and developments towards Se recovery from the same industrial wastewater streams, with a focus on integrating Se wastewater treatment and Se recovery towards a circular economy.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Selenium (Se) is a non-metal trace element in the chalcogen group found naturally in the Earth’s crust. Known as the ‘essential toxin’, Se is an essential nutrient required by all living organisms at proper trace concentrations, but quickly becomes toxic when requisite concentrations are exceeded (Lenz and Lens 2009). As a result, Se contamination represents a significant threat to the aquatic and soil environments, wildlife, and humans.
Se contamination may occur through natural pathways, such as the weathering of shales and volcanic eruptions, as well as anthropogenic activities, including operations in the mining, petroleum, metal refining, energy, and agriculture industries (Tan et al. 2018). Specific examples include the mining of metallurgical coal, copper, uranium, and other metals, as well as the flue gas desulphurization process found in many power plants.
Se is present in nature in various states, including selenate (Se(VI)), selenite (Se(IV)), elemental Se (Se(0)), selenide (Se(-II)), and various organic Se compounds. Among the various states, most attention has been placed on Se(IV) and Se(VI) due to their solubility in aquatic environments, persistent nature, bio-accumulation capability, and toxicity (Nancharaiah and Lens 2015a). While the predominance of Se(VI) or Se(IV) depends on water characteristics such as pH, alkalinity, and redox conditions, Se(VI) represents the more pertinent challenge to address, as it is generally more soluble and bioavailable than Se(IV), which is more readily adsorbed to soil and sediments (Etteieb et al. 2020).
1.1 Current issues
While numerous Se treatment technologies have been developed to full scale through decades of research, process development and industrial treatment experience (Ali and Shrivastava 2021; Golder Associates Ltd., 2020; Okonji et al. 2021; Ruj et al. 2022), Se persists as an environmental issue across various industries and is far from a solved problem. As an emerging critical contaminant of concern, Se regulations are becoming more stringent and have drastically increased in number in recent years, with recent guidelines in the low single-digit parts-per-billion (ppb) range for fresh water for aquatic life across the majority of North America (Kumkrong et al. 2018).
Often overlooked is the importance of Se treatment and management to the supply of essential resources and metals around the world. Se issues are arising from many mining operations seeking to extract valuable minerals and metals, including gold, silver, copper, lead, zinc, uranium, phosphate and coal (Etteieb et al. 2020), particularly in North America (Khamkhash et al. 2017; Lemly 2004). Existing operations unable to comply with Se regulations have recently been subject to large monetary fines (Public Prosecution Service of Canada 2021; Weber 2021), and newly proposed operations with insufficient Se effluent discharge mitigation measures have recently been rejected (Dryden 2021; Wilkinson 2021). As such, the ability to address Se challenges is of significant global importance, due to its impact to construction, manufacturing, and energy sectors, in addition to its effect on the environment.
Current Se treatment methodologies often result in Se-laden residuals, such as biogenic sludge or concentrated brines, which are often sent to landfills or sequestered via deep-well injection and may pose a potential long-term environmental liability (Okonji et al. 2021). As Se is also a commodity element with wide-ranging applications across various industries, environmentally sustainable industrial waste management and opportunities to recover Se for reuse are strategic interests towards a circular economy. We seek to review current and emerging commercial uses for Se, potential sources for Se recovery, such as Se-laden treatment residuals, and provide a comprehensive review of existing and potential Se recovery options.
2 Selenium uses and supply
2.1 Current uses
Se was discovered in 1817 has been used commercially and industrially since the early 1900s as an glass decolorizer alternative to manganese dioxide (Butterman and Brown Jr 2004). While Se still sees use as a decolorizing agent in glass manufacturing, certain historical applications, such as Se’s use in Se rectifiers (Preston and Darwin 1950) or in xerographic copiers (Berger et al. 1979) are no longer relevant due to the development of modern materials or technologies. Modern commercial Se use spans a multitude of industries and applications, and has been reviewed by government and academic groups alike (Butterman and Brown Jr 2004; Langner 2000; Naumov 2010; Stillings 2017; U.S. Geological Survey 2021). The current commercial uses of Se are summarized in Table 1 below.
2.2 Future uses
In addition to its current commercial uses, Se has been considered and/or identified as a critical material for the future, particularly for sustainability and renewable energy by various academic groups and governmental bodies (Bauer et al. 2011; European Commission 2014; Goe and Gaustad 2014; Grandell and Höök, 2015; Jin et al. 2016). This is primarily due to Se’s use in existing and emerging photovoltaic cells and emerging energy storage technologies, coupled with its vulnerable supply chain. Despite Se’s modest economic price, its economic importance and vulnerability was deemed higher than critical minerals including cobalt, copper, lithium, and gallium (Fig. 1).

Three-dimensional feasibility ranking matrix of resource recovery based on element economic value (USD/kg) as a function of economic importance and world mining production (represented by bubble size of elements). Adapted with permission from (Naidu et al. 2020). Copyright © 2020, Elsevier.
2.2.1 Photovoltaic applications
Photovoltaic (PV) cells, used to convert sunlight into electricity, exist in a multitude of types and materials, each with their own advantages and disadvantages (El Chaar et al. 2011; Nayak et al. 2019). Currently, the PV cell market is dominated by crystalline silicon cells, which account for an estimated 73.3% of PV technologies (Ghosh and Yadav 2021). Thin-film PV technologies, which account for an estimated 10.4% of the market share, are an alternative category of PVs which offer much thinner and thus much lighter and flexible cells than traditional crystalline Si PV cells, minimal material usage, and rising efficiencies (Lee and Ebong 2017; Ramanujam et al. 2020).
The three major types of thin-film photovoltaic cells are cadmium telluride (CdTe), copper indium gallium selenide (CIGS), and amorphous silicon (α-Si) (Lee and Ebong 2017). CIGS cells have traditionally boasted the highest efficiencies of the thin film PV technologies, closely followed by CdTe, with α-Si significantly trailing (National Renewable Energy Laboratory (NREL), 2013). CIGS cells have several production methods, such as the co-evaporation, sputtering, or electrodeposition of a thin Cu, In, and Ga film, followed by the annealing of the resultant film by H2Se or elemental Se vapor. CIGS cells may also be produced by the co-evaporation of Cu, In, Ga, and Se.
Se has also been used in certain CdTe cells as an additive to the front of the CdTe absorber layer, creating CdTeSe alloys which resulted in the highest CdTe cell efficiency reported at the time (Fiducia et al. 2019).
2.2.2 Energy storage applications
Due to the rapid evolution of electronics, and the need for portable energy storage options, lithium-ion batteries (LIBs) have been developed to great commercial success. However, current LIBs using traditional materials, such as LiCoO2 cathodes and graphite anodes, have reached their capacity limits and thus, LIBs currently face slow progress in energy and power upgrades due to inherent technological limits (Sun et al. 2021). Alternative battery technologies have therefore been a priority in energy storage research, with Li-chalcogen systems emerging as a popular option due to their high reduction potentials.
Lithium-selenium (Li–Se) and lithium-sulfur (Li–S) batteries, two types of Li-chalcogen systems, were proposed in the 1960s and have been revisited in recent years as a strong and practical electrochemical energy storage technologies (Eftekhari 2017). Li–S batteries offer excellent theoretical specific capacity and density (1675 mAh/g and 3467 mAh/cm3), high energy density (2600 Wh/kg) and volumetric density (2800 Wh/L), and sulfur is materially abundant in nature. However, Li–S face several important challenges, such as the very low electrical conductivity of sulfur (5 × 10–28 S/cm), and the dissolution of polysulfides into the electrolyte, causing poor cycling stability and anode corrosion, known as the infamous shuttling effect.
Li–Se batteries have lower specific capacity (675 mAh/g) than that of Li–Se batteries due to the relatively higher mass of Se. While low in comparison to Li–S batteries, the specific capacity of Li–Se is still over double that of LIBs. As Se is significantly denser than S, Li–Se batteries can attain a comparable capacity density (3254 mAh/cm3) and energy density (2528 Wh/L). Additionally, Se has high electrical conductivity (1 × 10–5 S/cm), which is 25 orders of magnitude higher than that of S, and a significantly higher melting point (221 °C) than S (115 °C), allowing Li–Se batteries to operate at higher temperatures than their Li–S counterparts. Furthermore, Se-based cathodes have been demonstrated to be compatible with carbonate electrolytes that exhibit higher voltage stability and lower cost than the ether-based electrolytes used in Li–S batteries (whose chemistry is incompatible with carbonate electrolytes). Li–Se batteries also face similar challenges in polyselenide dissolution and the resultant shuttling effect, however research has been devoted to overcoming this problem (Aboonasr Shiraz et al. 2021; Tian et al. 2020). A comparison of LIB, Li–S, and Li–Se battery metrics is presented in Table 2 below.
2.3 Supply of selenium
2.3.1 Copper anode slimes
Commercial Se is primarily obtained through its refining and recovery anode slimes, a by-product of the electrolytic refining of various metals, mainly copper. Briefly, copper is currently produced and refined from chalcopyrite, the major copper-bearing mineral in the crust, following processes such as comminution, flotation, smelting, conversion, pyro-refining, and electrorefining (Fig. 2a). Electrorefining, the principal method of mass high-purity copper production, involves the electrochemical dissolution of copper from impure cast anodes into electrolyte, followed by the deposition of pure copper from the electrolyte onto the cathodes, resulting in pure copper cathodes (Fig. 2b). During the electrorefining process, impurities from the anode material are separated from the copper; soluble impurities are removed with flowing electrolyte, while insoluble impurities accumulate at the bottom of the electrorefining tank, referred to as copper anode slimes. Anode slimes are considered a hazardous material, as well as an important secondary source for valuable metals, such as Cu, Au, Ag, and Pb, and represent the source for 80–90% of produced Se (Chapman et al. 2010; U.S. Geological Survey 2021). Both hydrometallurgical and pyrometallurgical processes have been developed to extract metals and metalloids from anode slimes.

a Overall process flow of copper refining from primary ore, the production of anode slime, and recovery of valuable metals from anode slime b electrorefining of copper
2.3.1.1 Metallurgical methods to recover Se from anode slimes
As mentioned previously, copper anode slimes represent an important source of scattered and precious metals, including Se, Te, Au, Ag, Pt, and Pd, with approximately 90% of the global Se supply produced from copper and lead anode slimes (Li et al. 2017). Within copper anode slimes, Se is present in various forms, such as Ag2Se and Cu2Se, which cannot be dissolved in non-oxidizing acids or alkaline solutions (Chen and Dutrizac 1988; Liu et al. 2020; Rao et al. 2022). More aggressive and complex processes are therefore required to separate and recover Se from anode slimes. Various metallurgical methods have been developed and applied towards the recovery of metals and metalloids at full industrial scale. Typically, over 95% of Se in copper anode slime can be recovered following leaching and precipitation processes, shown in Fig. 3. Leaching of Se from anode slime is usually carried out during precious metals recovery, alongside Cu removal. Leaching of Se from anode slime involves methods such as sulfation roasting, alkali leaching, soda smelting, and other leaching processes. The leaching step is then followed by a precipitation step, in which Se is reduced to elemental form and recovered (Liu et al. 2020).

Metallurgical methods for recovery of Se from copper anode slime. Figure modified from (Liu et al. 2020). Copyright © 2020, Elsevier.
2.3.1.2 Extraction (leaching) of Se
Sulfation roasting is one of the most common methods used for the recovery of Se from copper anode slime (Khanlarian et al. 2019). In order to convert Se, Te, and Cu into their respective oxides or sulfates, oxygen in air is used as an oxidant at temperatures ranging from 300 to 700 °C, and Se is volatilized to SeO2. The resultant SeO2 can then be directly reduced by SO2 to form elemental Se. However, this method does not work well when treating copper anode slimes containing large amounts of Se (Hyvärinen et al. 1989).
Oxidative leaching is an alternative method of Se recovery which solves the issue of SO2 contamination (Hyvärinen et al. 1989). The oxidation process occurs at 700–800 °C, converting 95% of Se to SeO2. An alkaline solution is then used to scrub the SeO2 to form a selenite solution.
In soda roasting, copper anode slimes are mixed with specific amounts of sodium carbonate or bicarbonate and sintered in a rotary furnace at temperatures ranging between 450 and 650 °C. The slimes containing Na2SeO3 and Na2SeO4 are subjected to alkaline leaching after roasting, leading to the dissolution of 90% of the Se, which separates Se from Te due to the insolubility of Na2TeO4 (Lee et al. 2021). Selenide behaviour in soda roasting is determined by the temperature and the addition of sodium carbonate. Even though this approach eliminates the need for gas scrubbers, the process produces selenate which requires further reduction (Hait et al. 2009).
It is also possible to leach elements from anode slimes by using sulfuric acid at higher temperatures and under high pressure (Cooper 1990). Due to the high redox potential of Se compared to other metals, most of the Se remains in the residue, while Cu, Te, and other elements are leached out. Copper anode slimes with high Se content can be treated with this method, though at the cost of high oxygen consumption in addition to high equipment and maintenance costs (Liu et al. 2020).
Wet chlorination of slimes involves the oxidation and dissolution of selenium and selenides by the sparging of chlorine gas at ~ 100 °C into slime-water or slime-hydrochloric acid slurries to convert Se to selenious acid (H2SeO3) (Wang et al. 2016). The use of excess chlorine may lead to selenic acid (H2SeO4) generation (Liu et al. 2020). While a high Se recovery rate is desired and achievable, most other metals in the slimes are also oxidized and converted to their chlorides, making the leachate composition complex (Hoffmann 1990).
Due to the similarities in physical and chemical properties of Te and Se, the extraction methods mentioned, except for oxygen pressure leaching (Rao et al. 2021), extract Te and Se concurrently.
Sulfation roasting-acid leaching
Oxidation roasting-alkali leaching
Soda roasting-acid leaching
Oxygen pressure leaching
Chlorination leaching
2.3.1.3 Precipitation/separation of Se
Leachates containing selenide and telluride are produced from the various processes available for the leaching stage, described previously. Separating Se or Te from the resultant leachate solution is done primarily by neutralization precipitation and reduction methods, shown in Fig. 4. Many approaches have been studied to separate Se and Te from extraction leachates, but only a few have been successfully applied at full industrial scale. Equations (20)–(24) represent the reactions occurring in different precipitation methods (Liu et al. 2020).

Summary of established and potential selenium recovery options from various Se sources and residuals from wastewater Se treatment technologies
Although a variety of reducing reagents possessing low redox potentials can be used as reducing reagents for selenium, Cu powder, SO2 gas, and Na2SO3 are commonly used in industry. The optimal result for the Cu replacement method is obtained when two times stoichiometric amounts of Cu powder are used at 90 °C. A lower temperature (60 °C) is required for the SO2 reduction method when the flow rate of SO2 is 0.3 L/min. Sodium sulfite is another reducing reagent that is widely used in industry to separate selenium from solutions that contain both tellurium and selenium. These methods all allow for recovery of > 99% of selenium (Liu et al. 2020).
Cu replacement
SO2 reduction
Na2SO3 reduction
2.3.2 Potential sources
As anode slimes are currently the sole primary source of commercial Se, the supply of Se is currently dependent upon the processing of other metals, such as Cu, and may be potentially unstable (Hagelüken and Meskers 2009). As such, prospective, albeit unconventional, geogenic and anthropogenic sources have been reviewed and identified (Funari et al. 2021) and are summarized in Table 3 below.
An analysis in 2010 estimated that 90 Gg of refined Se was produced between 1940 and 2010, 60 Gg of which was dissipated into the environment through the various Se end-uses, such as metallurgical additives, glass manufacturing, and chemicals and pigments, amongst others (Kavlak and Graedel 2013).
Se in electronics, known as waste electric and electronic equipment (WEEE) are a particularly promising source of recoverable Se. In the past, Se was extensively used in photocopiers and rectifiers, and is now increasingly used in thin-film CIS and CIGS solar cells, as well as in certain CdTe solar cells as an additive. The chemical analysis of CIGS chamber waste shows a rather high concentration of 49.77 wt% Se, thus representing an opportunity for Se recovery (Ma et al. 2020). As the global energy portfolio continues to shift towards renewable energy, an increase in photovoltaic cell demand and production is expected. Considering the service life of solar cells of approximately 25 years (Sampaio and González 2017; Sherwani et al. 2010), the recovery of Se from CIGS may become an urgent need.
3 Selenium treatment from wastewater
3.1 Biological
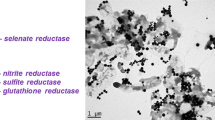
Biological treatment represents the majority of full-scale Se treatment systems, with roughly 70% of full-scale treatment plants constructed between 2007 and 2018 comprising of biological systems, either as standalone Se treatment systems, or in conjunction with physical/chemical processes (Golder Associates Ltd., 2020). Biological treatment systems include active and passive options, in which selenate and/or selenite oxyanions are reduced to elemental Se (nano)particles by phylogenetically diverse microorganisms under anaerobic, anoxic conditions (Nancharaiah and Lens 2015b; Simm 2021; Sinharoy et al. 2019; Staicu et al. 2017; Tan et al. 2016). Mechanistically, biological Se removal occurs primarily via dissimilatory processes which convert soluble Se oxyanions (SeO42− and SeO32−) to insoluble and less toxic biogenic elemental Se (Sinharoy and Lens 2020). The process can take place either inside or outside the cell, which are denoted as intracellular or extracellular processes respectively. Dissimilatory Se reduction can be carried out by many species of bacteria, fungi and archaea (Jain et al. 2017). Algae, bacteria and fungi are also able to convert Se to selenoproteins and volatile selenides (Sinharoy and Lens 2020).
3.1.1 Active biological systems
Active biological treatment has been the primary technique of choice for Se treatment and is comprised of two main classifications of bioreactors: (1) fixed-film reactors, also known as attached growth systems or biofilm reactors, and (2) suspended growth systems. Of the two classifications, fixed-film reactors are more widely used and commercialized in the context of Se treatment.
Fixed-film reactors rely on biochemical transformations performed by a biofilm on a surface and include systems such as the packed bed reactor (PBR), fluidized bed reactor (FBR), and expanded bed—packed bed hybrid (Simm 2021).
Packed bed reactors (PBRs) have the longest track record and most full-scale treatment applications. In brief, a packed media with high surface area is used as a substratum for biological growth, while allowing for water, suspended solids and sloughing biological growth to pass through the media (Jain et al. 2017; Simm 2021; Tan et al. 2016). Periodic backwashes are performed to remove accumulated solids from packed media. A full-scale example of PBRs used for Se treatment is the ABMet® system (Suez Water Technologies & Solutions), which uses granular activated carbon as a substratum for bacterial attachment, and a molasses-based solution as the electron donor for Se reduction, and was used in 12 Se treatment plants globally by 2018 (Tan et al. 2016). The ABMet® systems were found to be effective at maintaining a high Se removal efficiency (99.3%) consistently throughout the years, however disadvantages include large footprint requirements due to low hydraulic residence time (HRT), pre-treatment requirements to remove high suspended solid (SS) loads, biomass loss from washout, and competition for carbon source by other ions (Jain et al. 2017; Tan et al. 2016).
Fluidized bed reactors (FBRs) utilize biofilms grown over small carrier particles or media that are suspended by upward flow through the reactor vessel. In FBRs, thin films are maintained despite the large amounts of biomass generated, which allows for higher mass transfer rates and volumetric efficiencies (Tan et al. 2016) While FBRs can handle higher TSS and nitrate concentrations, solids are not contained within the reactor, making downstream solids removal a requirement (Simm 2021). A full-scale example of FBRs used for Se treatment is the Envirogen FBR system (Envirogen Technologies, Inc.), which was used in 2 full-scale treatment plants for MIW by 2018 (Simm 2021). While FBRs have smaller footprints and lower installation costs due to the complete mixing within the reactor, they still suffer from carbon source competition and biomass loss, and do require solid–liquid separation downstream of the reactor (Tan et al. 2016).
The expanded bed—packed bed hybrid system (EBBR) pairs an FBR with a downstream PBR in a dual-stage process, to benefit from the high mass transfer capability of an FBR, as well as the solids capturing and biodegradation capacity of a PBR (Simm 2021). Such hybrid systems have been employed at full-scale in the form of the SeHAWK® system (Frontier Water Systems), with nine systems installed for MIW treatment, and four systems installed for FGDW treatment, in 2018. Additional systems were commissioned at Duke Energy’s Marshal, Crystal River, and Miller stations in 2019.
Many other biological treatment configurations exist, such as moving bed biofilm reactors (MBBR), sequencing batch reactors (SBR), upflow anaerobic sludge blanket (UASB) reactors, membrane biofilm reactors (MBfR), and suspended growth systems, including activated sludge systems and granular sludge systems, and are used ubiquitously in water treatment (Nancharaiah and Lens 2015a). In the context of Se, plenty of research has been done on the numerous active configurations not covered in detail within this review, however they have not been demonstrated at the full-scale (Jain et al. 2017; Simm 2021; Tan et al. 2016; Werkneh et al. 2023).
3.1.2 Natural biological treatment systems
Full-scale active treatment plants incur high capital and operating costs, resulting in significant interest in passive treatment technologies for selenium bioremediation. Natural treatment systems use a passive approach and can be defined as bioreactor systems that do not require deliberate continuous nutrient feed and can operate with minimal or no electrical equipment and operator attention.
In general, natural treatment systems, also known as passive or semi-passive biological systems (Simm 2021), offer significantly lower capital and operating costs compared to active treatment, but have low hydraulic loading rates, large area requirements, lack control over organic media degradation, and have potentially high levels of residual nutrients. Natural biological treatment methods include constructed wetlands, biochemical reactors, gravel bed reactors, and submerged rock fill.
Constructed wetlands make use of vegetation, soils, and their associated microbial activity to provide treatment in which Se is biologically reduced to elemental Se, as well as potential organic selenide compounds. Biochemical reactors build upon the concept of constructed wetlands by including a lining around the active area as containment to reduce ecological risk.
Gravel bed reactors are semi-passive alternatives, which consist of an engineered bed of gravel/media through which influent stream with added electron donor(s) and nutrients is passed and treated. Reduced Se is immobilized within the gravel bed. Several gravel bed reactors have been successfully implemented at the pilot/full scale, with treatment to below 5 ppb Se. Submerged or saturated rock fill (SRF) is conceptually similar to gravel bed reactors, and involves the use of a fully-contained backfilled mine pit as a bioreactor, in which mine-impacted water and nutrients are injected into the backfilled mine pit where biological reduction is carried out by native bacteria. SRF has been implemented successfully at the full-scale since 2019 at the Elkview SRF (Teck Resources), removing Se and nitrate from over 10 million liters of water per day. While the observed treatment is very successful and promising, the long-term fate of sequestered Se remains a question of concern.
3.2 Physical Methods
3.2.1 Membranes
Membrane filtration has become a core and supremely prevalent technology used to address challenges in water scarcity and water sustainability, with microfiltration, ultrafiltration, nanofiltration (NF) and reverse osmosis (RO) representing the most commonly used membrane processes (Hube et al. 2020). Due to the molecular weight of Se oxyanions, RO and NF are the main membrane processes used in the context of Se treatment/management (Li et al. 2022a, b; Lichtfouse et al. 2022; Santos et al. 2015). RO and NF processes are driven by the applied pressure which forces the liquid to pass through semi-permeable membranes.
The membranes can separate out inorganic contaminants by two main principles: (1) steric hindrance, and/or (2) Donnan exclusion. Steric hindrance refers to when a contaminant is unable to pass through the membranes due to size constraints. In other words, the contaminants are too large to fit through the pores of the membranes. The Donnan exclusion principle refers to repulsive electrostatic interactions between the membranes and anionic or cationic species in the liquid being filtered. A membrane with fixed charged groups repels ions with the same charge, while ions with opposing charges are attracted and may pass through the membrane (Epsztein et al. 2018). Regardless of which principle is dominant in a particular case, membranes allow a clean permeate to pass through, while a concentrated brine is formed with the constituents unable to pass through the membranes, known as the reject or retentate stream.
It is important to note that the concentrated brines resulting from membrane processes are significant environmental hazards, while at the same time representing untapped resources awaiting recovery. As a result, sustainable brine management has been a topic of significant interest from the perspectives of water, energy, and mineral recovery and sustainability (Bello et al. 2021; Mavukkandy et al. 2019; Ogunbiyi et al. 2021).
Reverse osmosis is generally regarded as the most effective membrane process for the removal of selenium from water (Li et al. 2022a, b; Santos et al. 2015), due to RO typically offering the highest Se rejection rates. However, literature and academic work on RO systems for Se removal is limited. One study showed a 100% rejection of Se (Se concentration in permeate below detection limits) after a primary RO process using a BW30XFR membrane to treat mining site groundwater (Subramani et al. 2012). Another study compared several RO membranes (BW30, TFC-S, and ESPA4) for the treatment of two sources of brackish groundwater with up to 15 μg/L of Se (Richards et al. 2011). Rejection rates of ≥ 93.8%, 90.0%, and ≥ 92.6% were reported for the BW30, TFC-S, and ESPA4 RO membranes respectively. These relatively low rejection rates may be explained by the low concentration of Se in the influent, and the limit of detection of Se in the study. RO systems are generally well regarded for full-scale Se removal to less than 5 μg/L, but are balanced by the higher capital and operational costs compared to other membrane separation processes (Sandy and DiSante 2010).
Nanofiltration, with target contaminant sizes in the nanometer range (e.g. multivalent ions) has also been demonstrated as an effective membrane filtration option for Se removal (Li et al. 2022a, b; Santos et al. 2015). NF, while generally expected to have lower rejection rates for Se than RO, may be advantageous due to its significantly lower operating pressure.
3.2.2 Adsorption
Adsorption is a ubiquitous water treatment technique which can take several forms (i.e. mixing, fixed-bed filtration, reactive barriers). While the high-level operating principles of adsorption are simple, deeper understanding of underlying mechanisms relevant to Se treatment, such as inner-sphere and outer-sphere complexation between Se oxyanions and adsorbent materials, electrostatic interactions, and ion/ligand exchange, drives the development and optimization of adsorbents (Guo et al. 2023; Li et al. 2022a, b; Zoroufchi Benis et al. 2022).
Adsorbents can be classified into four general categories: metal oxides, layered double hydroxides, polymers, and carbon-based composites.
Metal oxides are common adsorbents for Se as both SeO32− and SeO42− can adsorb via surface complexation (Jadhav et al. 2020; Myneni et al. 1997; Zoroufchi Benis et al. 2022), and in many cases, coulombic attraction due to the high points of zero charge (PZC) of many common adsorbents (Shen et al. 2019; Zhao et al. 2021). Iron-based adsorbents dominate the category, however other metal (e.g. Al, Mg, Ca, Mn, and Cu) oxide-based adsorbents have been explored to promising effect and demonstrate similar characteristics to their iron-based counterparts (Li et al. 2022a, b; Zoroufchi Benis et al. 2022).
Layered double hydroxides (LDHs), also known as nanoclays or hydrotalicites, are two-dimensional inorganic sustainable materials with different layers and/or interlayers, which have been increasingly studied for their potential use as adsorbents (Kuroda et al. 2013; Ma et al. 2018). Se oxyanions are adsorbed to surface hydroxide and interlayer ion adsorption sites via anion/ligand exchange and surface complexation mechanisms (Zhou et al. 2015). Examples which have been studied to promising effect include Mg–Al, Mg–Al–CO3, and Y2(OH)5Cl·1.5H2O LDHs (Chubar 2014; Constantino et al. 2017; Zhu et al. 2017).
Polymers represent a relatively recent development in Se adsorption, and take the form of polymer microspheres, beads, or resins (Fındık et al. 2014; Rabiul Awual et al. 2014). Due to polymer-based adsorbents having large numbers of functional groups, Se oxyanions can adsorb onto the many adsorption sites via anion/ligand exchange and surface complexation (Dobrzyńska 2021; Muthu Prabhu et al. 2020).
Carbon-based composites include porous carbons (e.g. biochar and activated carbon) or micro-or nano-particles (e.g. carbon microsphere and graphene oxide). Carbon-based composite adsorbents tend to have limited adsorption ability to selenium oxyanions in aqueous solutions, but often have large specific surface areas as well as surface functional groups which enable the loading of functional materials to form composite materials with enhanced adsorptive ability (Li et al. 2022a, b).
3.3 Non-biological reductive techniques
3.3.1 Chemical reduction
In selenium treatment, chemical reduction is achieved using zero valent iron (ZVI), which is a commonly-used technology employing iron (often in nanoparticle form) as a strong reductant in the treatment of a wide variety of contaminants (ranging from organics, to heavy metals and metalloids) from various environmental media (i.e. groundwater or soil) (Pasinszki and Krebsz 2020; Sinharoy and Uddandarao 2023).
In brief, Fe(0) and/or Fe(II) from ZVI reduces Se(VI) to Se(IV), which can then be sorbed and reduced to Se(0) or Se(-II) and encapsulated into nanoparticles and/or co-precipitated (Das et al. 2017; Ling et al. 2015). ZVI is advantageous in many applications due to its relatively low cost, low toxicity, and simplicity. However, a key disadvantage is that the iron surface passivates very readily, leading to marked reduction in reactivity (Tang et al. 2016). As a result, much of the recent research on ZVI for water treatment applications has been focused on the mitigation and/or inhibition of ZVI surface passivation (Wu et al. 2020). Moreover, ZVI-based technologies result in Se-laden chemical sludge, which requires careful disposal (Santos et al. 2015). Nevertheless, ZVI remains a common and promising technique, and is especially relevant due to its application for passive and in-situ treatment in the form of permeable reactive barriers (Blowes et al. 2000; Lawrinenko et al. 2023).
3.3.2 Electrochemical reduction
Electrochemical reduction in the context of Se can refer to indirect electrochemical reduction, or Se direct electrochemical reduction (SeDER). In indirect electrochemical reduction, reactive sacrificial iron anodes are used in an electrochemical circuit to produce strongly reducing ferrous ions and ferrous hydroxide to remove selenate from solution (Baek et al. 2013). This process produces non-extractable precipitates of Se(0) or Se(-II) with ferrous hydroxide.
SeDER is a newer development in Se treatment in which the cathode potential is controlled to match the reduction potential of target contaminant, reducing Se(IV) to Se(0) or Se(-II) directly on the cathode (Zou and Mauter 2021a). Advantages of SeDER over indirect chemical reduction include the selective removal of Se ions, fewer parasitic reactions and reduced energy consumption (Zou and Mauter 2021a). Additionally, the absence of sacrificial reactions at the anode may also prolong the electrode lifespan, reduce solids production, and enable continuous process operation. Key disadvantages include the four-electron pathway being surface limited, causing the reaction to terminate when the cathode is fully covered in insulative amorphouse Se(0). However, it is reported that above 800C, conductive crystalline Se(0) is deposited instead, allowing the reaction to be carried out continuously. SeDER has been investigated in the presence of common cathodic competing ions, such as nitrate and sulfate, as well as common anodic competing ions (Zou and Mauter 2021b). Furthermore, the SeDER process can be adapted to cost-effective and readily available cathode materials, such as graphite (Yang et al. 2023). Graphite is particularly promising due to its low cost, high SeDER performance, high energy efficiency, and lack of metal ions that may leach into water. Furthermore, Se can be inserted into graphite as C–Se composites, enabling continuous Se reduction without requiring higher temperatures, solving a key limitation seen in the earlier SeDER work (Yang et al. 2023; Zou and Mauter 2021a). SeDER-plated Se can be recovered via mechanical techniques (i.e. scraping) (Gabe and Walsh 1983; Zou and Mauter 2021b), or electrochemical techniques, such as the anodic stripping to reoxidize Se into enriched solution, or cathodic stripping to fully reduce Se(0) to Se(-II) for subsequent recovery as a metal-selenide precipitate (Holmes et al. 2020; Yang et al. 2023).
3.3.3 Photocatalysis
In photocatalysis, photons are absorbed to excite photocatalyst materials and/or form reactive radical species to drive desired reactions. Photocatalysis can be divided into homogeneous photocatalysis, where the photocatalytic material exists in the same phase as the reactants (i.e., photo-Fenton systems), or heterogeneous photocatalysis, where the photocatalysts are in a different phase (i.e., solid semiconductors for water treatment). Homogeneous and heterogeneous photocatalysis and their mechanisms have been extensively covered in many recent comprehensive reviews.
The use of TiO2 for selenium oxyanion photocatalytic reduction was first published in 1999 and saw many studies in the early-mid 2000s establishing much of the fundamentals and proofs of concept for selenium treatment using UV/TiO2 systems (Nguyen et al. 2005; Sanuki et al. 1999; Tan et al. 2003a, 2003b). In these studies, it was demonstrated that Se oxyanions can be reduced to elemental Se and H2Se gas (Sanuki et al. 1999; Tan et al. 2003b). Furthermore, formic acid was determined the best performing electron hole scavenger for Se reduction, in a comparison between all common hole scavengers (Tan et al. 2003a). In all of these studies however, Se oxyanion reduction was demonstrated only in de-ionized water solutions with Se oxyanion salts, lacking many of the dissolved ions and co-contaminants present in real wastewaters. This trend continues in more recent studies as well, which focus on the development of novel photocatalysts for selenium reduction and the reduction of non-oxyanion Se compounds, but only demonstrating and characterizing performance in DI water solutions (Chalastara and Demopoulos 2022; Fuziki et al. 2021, 2020; Labaran and Vohra 2017, 2014; Machabaphala et al. 2021).
Successful photocatalytic Se oxyanion reduction was demonstrated at the lab scale on mine-impacted water in 2022, where selenate was selectively reduced from > 500 µg L−1 to < 2 µg L−1 in the high presence of co-anions such as nitrate, sulfate, chloride, and carbonate (Holmes et al. 2022). In this work, SeO42− was reduced to Se0(s) and H2Se(g), and the effects of the major co-anions on photocatalytic Se reduction were elucidated. Photocatalytic Se oxyanion reduction was also demonstrated on synthetic mine-impacted brine mimicking brine produced through membrane processes in 2023 (B. Holmes et al. 2023). In this study, SeO42− was selectively reduced from > 3300 µg L−1 to < 2 µg L−1 in a synthetic brine matrix, once again yielding Se0(s) and H2Se(g) as photocatalytic products. Furthermore, the photocatalytic process’ selectivity towards Se0(s) vs H2Se(g) was shown to be tunable, yielding > 99% H2Se(g) or > 85% Se0(s) under different reaction conditions (B. Holmes et al. 2023). TiO2-based photocatalysis has also been used to treat selenomethionine as a representative organoselenium compound through a passive oxidation process using buoyant photocatalysts (Martin et al. 2023). In this study, 96 µg L−1 of selenomethionine was spiked into a synthetic mine-impacted water solution and treated to < 0.01 µg L−1, demonstrating photocatalysis as a promising passive technology to address organoselenium challenges.
4 Se recovery
As highlighted in Table 4, the removal of selenium from wastewater invariably results in the production of selenium-laden treatment residuals, such as concentrated brines from membrane filtration or ion-exchange systems, or biogenic sludges consisting of biomass/Se mixtures from active biological treatment systems.
Current practice for treatment residual management at industrial sites is mostly limited to sequestration strategies. Solid residuals, including biogenic sludge from biological treatment, spent sorbents from adsorption processes, and chemical sludge from chemical reduction systems are sent to landfill. Liquid residuals, namely concentrated brine from membrane filtration or ion exchange systems, may be subsequently treated using other treatment options, such as biological systems, ultimately resulting in biogenic sludge to be sent to landfill. Alternatively, the liquid residuals may be sequestered, without treatment, through deep well injection, a technique that has seen use in North America for nearly a century. In brief, the concentrated brine is injected deep underground into porous subsurface geologic formations, between layers of impermeable rock, at depths that prevent any mixing with the surrounding environment. Deep wells for hazardous waste management must be designed and constructed with the appropriate considerations, such as the inclusion of multiple protective layers.
While the currently used sequestration strategies for Se treatment residual management adequately meet environmental regulations, they nevertheless represent a significant cost, as well as a potential long-term liability. The stability of solid Se-laden residuals from Se treatment has not been well studied and may potentially become an issue. Landfill leachate, as the name suggests, refers to the leaching of chemicals from solid waste into water percolating through landfills, such as rainwater. In the case of solid Se treatment residuals sent to landfills, this may result in a Se-laden leachate which poses an environmental concern requiring subsequent management. In deep well injection, the integrity of the injection well is of primary concern, and broadly, the use of deep well injection is a contested environmental topic.
The recovery of Se from treatment residuals may be a way to mitigate costs and environmental liability arising from Se residual sequestration. Furthermore, as Se is a commodity element with various commercial uses (see Sects. 2.1 and 2.2), the recovery of Se from treatment residuals for reuse presents a strategic interest towards a circular economy.
This section aims to review existing and potential Se recovery options, as well as the challenges and economic viability of Se recovery. A schematic depiction of various recovery options from solid and aqueous sources of Se, and water treatment processes, is presented in Fig. 4 below.
4.1 Challenges
As is the case in selenium treatment in wastewater, the recovery of selenium from treatment residuals presents a series of significant challenges. Most apparent is the limited amount of literature available on the topic. This may be due to most research being focused on Se treatment, with over 6300 publications since 2010, versus a significantly smaller fraction dedicated to some form of Se recovery, with just over 1000 publications since 2010 (Fig. 5). Additionally, many publications define Se recovery very loosely, often referring to the removal of Se from water as a form of recovery. For example, one recent review paper suggests the use of magnetic separation techniques in combination with abiotic Se treatment techniques as promising Se recovery methods (Wang et al. 2022). However, using the proposed methods, the Se has only been separated from the initial matrix, and is left entrapped or incorporated within magnetic materials, and requires additional separation stages (i.e., extracting Se from the magnetic materials) before it can be of use. Herein, for Se to be deemed as ‘recovered’, we require it to be transformed and/or separated such that it is of a form that is usable either directly, or as a feedstock, for commercial use. Thus, the number of publications that truly represent literature on Se recovery, using a more rigorous definition, is significantly lower than what is reported in Fig. 5. As a result, Se recovery is for the most part in development, with very little prior art or established options to build on. We urge current and future researchers to use a consistent and proper definition of recovery to enable fruitful and unambiguous discussion.

Publication trends in selenium treatment, and selenium recovery research. Web of Science results for the number of publications per year on selenium, specifically in the context of treatment and recovery. Figure adapted with permission from (Loeb et al. 2019). Copyright © 2018, American Chemical Society.
Se recovery also faces technical challenges similar to those in Se water treatment. In water treatment, the relatively low concentration of Se, coupled with the large variety and concentrations of co-contaminants in the complex wastewater represents the main challenge. Likewise, in Se recovery from treatment residuals, Se is only present as a small fraction of the total residuals content, and requires one, or multiple separation steps to be recovered in a manner suitable for re-use in commercial applications.
Examples of challenging residuals include concentrated brine, where selenate must be, in no particular order, separated from several co-contaminants or co-anions such as sulfate or nitrate, which are often present in concentrations several orders of magnitude higher, and converted to a desirable form, such as elemental Se, or SeO2. In biological treatment residuals, Se is already present in a desired form, elemental Se, but is trapped within biogenic sludge and potentially within microbial cells, thus representing a unique separations challenge.
4.2 State of the art and research gaps
4.2.1 Metallurgical processes for Se recovery
Although metallurgical methods for Se recovery have been extensively studied for many decades in the mining and metal refining industries (Dutton et al. 1971; Ludvigsson and Larsson 2003), little attention has been given to Se recovery from solid wastes or wastewater using metallurgical processes.
4.2.1.1 Metallurgical recovery of Se from electronic waste
Considering their hazardous contents, significant attention has been brought to waste electric and electronic equipment (WEEE) (Funari et al. 2021). To date, the strategies for handling electronic waste include reuse, remanufacturing, recycling, and incineration & landfilling (Cui and Zhang 2008). Electronic waste recycling refers to the disassembly and/or destruction of the end-of-life equipment in order to recover materials towards the recovery of valuable materials. The use of recycled materials instead of virgin materials leads to significant energy savings and reduced pollution (Cui and Forssberg 2003). In practice, selenium recovery from WEEE is accomplished with the recovery of base metals and other precious as a minor product through smelting or leaching and electrowinning (Cui and Zhang 2008). However, with the emerging use of selenium in photovoltaic and battery applications, specific processes are desirable for Se recovery from the materials. A recent study on copper indium gallium diselenide (CIGS) chamber waste treatment was able to regenerate more than 99% of selenium. The process involves volatilization of selenium into selenium dioxide as a gas through sulfation roasting which was condensed and form high purity selenium dioxide solids (Ma et al. 2020). Gustafsson et al. also achieved efficient selenium recovery from CIGS solar cell waste materials by oxidation at 800 °C for 1 h (Gustafsson et al. 2014). Furthermore, they reduced selenium dioxide formed during the selenium separation step and generated elemental selenium. Glacial acetic acid and sulfur dioxide gas were both effective as reducing agents, with a yield of 90.7 and 96.6 wt%, respectively. Asensio et al. recovered selenium in a similar way through thermal oxidation and subsequent reduction, but from a different component of solar panels, the kesterite adsorber (Asensio et al. 2020).
4.2.1.2 Metallurgical recovery of Se from industrial wastewater
In addition to their use in metals recovery from solid phase materials, metallurgical processes may offer unique solutions to Se recovery from industrial wastewater. In wastewater treatment, it is common for studies to focus on a single contaminant of interest. However, industrial wastewater is typically complex, containing a multitude of co-contaminants. Hydrometallurgical processes may provide viable and economic means of recovering metals, non-metals, and metalloids of interest from complex wastewaters through integrated processes.
4.2.2 Recovery from physical Se treatment systems and brine
Membrane filtration systems, namely reverse osmosis and nanofiltration, have proven effective at removing Se from industrially-impacted waters at pilot- and full-scale to below 5 μg/L (Golder Associates Ltd., 2020; Sandy and DiSante 2010). However, both processes result in a concentrated brine stream with high concentrations of Se and other co-anions and co-contaminants that requires subsequent treatment and/or disposal (Li et al. 2022a, b). Other physical treatment systems, such as evaporation and crystallization systems, may result in concentrated brines or solid-phase salt-cakes (Lu et al. 2017). Finally, in ion-exchange systems, the regeneration of spent ion-exchange resin also results in a concentrated brine stream, requiring treatment. As such, the ability to recover Se from concentrated brines is applicable to a variety of different Se treatment systems and eliminates a significant environmental liability in brine management. One potential way of Se recovery in the context of brine is the reduction of Se oxyanions to solid elemental Se.
4.2.2.1 SO2 reduction
The reduction of Se compounds by sulfur dioxide is a critical step in the removal and recovery of Se from copper anode slimes, where SO2 reduction is used to obtain elemental Se from leachate streams containing Se(IV) in the form of selenious acid (Wang et al. 2016). The leachate streams containing Se(IV) are produced by an initial oxidative extraction process, such as sulfation roasting, soda roasting, or oxidation roasting, which is used to separate Se from the other constituents of anode slimes. By sparging selenious acid with SO2, Se(IV) is reduced to elemental Se. While SO2 reduction is typically used to reduce Se(IV), the calculation of Gibbs free energy indicates that SO2 may also be used to reduce Se(VI) to elemental Se.
The half reaction equations of Se(VI) reduction and the oxidation of dissolved SO2 in acidic solutions are given in Eqs. (25) and (26) respectively, while the overall reaction is represented by Eq. (27). With a Gibbs free energy of − 417 kJ/mol, SO2 is capable of reducing Se(VI) to elemental Se.
A group in Changsha, China, studied the reduction of selenate by sulfur dioxide using hydrogen peroxide as the catalyst to make the process more economically viable and applicable at lower temperatures. In their study, more than 99% of selenate (2.5 g/L) from several industrial wastewater sources was reduced to elemental selenium in acidic conditions ([H+] = 1–6 M) at various temperatures (20–90 °C) (Guo et al. 2017).
According to the authors, the reduction process is described by the following two reactions at temperatures below 60 °C:
In Eq. (28), H2O2 acts as a catalyst to reduce the activation energy and facilitate the reduction reaction at room temperature. The selenite ion generated in Eq. (28) is then directly reduced to amorphous elemental Se by SO2 (Guo et al. 2017). While the proposed reaction mechanism is economically promising due to the simple nature of the process and its reagents, only one group has investigated and reported this process, and thus the mechanism requires additional validation.
4.2.3 Recovery from biological systems
The recovery of Se from biological treatment effluent is a unique challenge, as conventional biological systems for Se treatment produces elemental Se nanoparticles invariably entrapped within biomass (Staicu et al. 2015b, a). Given the popularity of biological systems in Se treatment, the majority of Se recovery research has been focused on recovering Se nanoparticles from biological reduction processes. This has been explored through various strategies, including the development of additional downstream physical or chemical processes for existing biological systems, as well as the development of new systems to produce extracellular Se nanoparticles (SeNPs) to facilitate Se separation from biomass.
4.2.3.1 Se recovery from existing biological systems
As many biological treatment systems for the removal of Se from wastewater have already been developed and deployed at the full scale, the ability to recover Se from such systems is desirable. Biological reactors used for selenate removal reportedly contain bacteria that either only produce intracellular SeNPs, or simultaneously produce intracellular and extracellular SeNPs (Nancharaiah and Lens 2015b; Zhang et al. 2018b). Thus, the recovery of SeNPs from existing biological systems depends on the ability to extract SeNPs from microbial cells.
Early work focused on methods to release SeNPs from microbial cells, either through wet heat sterilization or a liquid nitrogen cell disruption method. In brief, the recovery of SeNPs from cell biomass was achieved by using a laboratory autoclave at conventional conditions (121 °C, 17 psi, 20 min) to disrupt cells containing SeNPs (Fesharaki et al. 2010). A similar result was achieved by freezing the biomass-SeNP mixture with liquid nitrogen, and crushing the frozen product using mortar and pestle (Shakibaie et al. 2010). Once cell disruption was achieved, SeNPs could be recovered from cell debris using liquid–liquid phase partitioning methods. These methods are of limited practical use due to the costly nature of the processes at large-scale.
More recently, Se-biomass separation was reportedly achieved using a novel bacterium-SeNP separator, placed immediately downstream from a laboratory-scale biological reactor (Zhang et al. 2018a). The bacterium-SeNP separator consisted of a polyethylene sheet angled downwards, which selectively adhered SeNPs onto its surface by Lifshitz-van der Waals attraction, while bacterial aggregates were unable to adhere. While the separation of SeNPs only occured in the case of extracellular Se, a longer biomass retention time was proposed to promote biomass decay and intracellular Se release.
Oxidation roasting, a common hydrometallurgical process, has also been reported as a means of Se recovery from biomass following biological reduction. A mixture of organic matter and 11–14% Se (weight %) was roasted at 700 °C, producing solid SeO2 (97% yield, 99% purity), which was subsequently chemically reduced to elemental Se (Otsuka et al. 2015).
4.2.3.2 New processes to facilitate Se recovery
While the recovery of SeNPs from existing biological treatment systems is possible, the challenges of separating Se from biomass are considerable, and may be mitigated or circumvented by using new biological processes developed with Se recovery in mind.
An early example of this strategy is the biological volatilization of Se to produce gaseous Se species, which can then be recovered using a simple nitric acid gas trap. A specific bacterial strain, Pseudomonas stutzeri NT-I, was used to aerobically reduce selenate, selenite and biogenic elemental Se to volatile organic Se compounds, namely dimethylselenide (DMSe) and dimethyldiselenide (DMDSe). The volatile Se compounds were then recovered in nitric acid as dimethylselenoxide (DMSeO), and methylseleninic acid (MSA), the trapped products of DMSe and DMDSe respectively. In this study, 82% of volatilized Se was recovered with few impurities. While the biological volatilization of Se does facilitate Se recovery, it results in a couple of new challenges. Firstly, organo-Se compounds are potentially more harmful than their inorganic counterparts and thus require careful management. Secondly, DMSeO and MSA are not commercially useful forms of Se and additional processes would be required to transform them into commercially useful compounds.
Recent studies have focused on the production of crystalline Se, in contrast to the amorphous Se produced in conventional biological systems (Hageman et al. 2017; Song et al. 2021). Crystalline Se, which forms large acicular particles, is easier to separate from biomass than amorphous Se, which is typically in nanosphere form. This enhanced separation from biomass is attributed to the larger size of crystalline particles, their higher density, and their lower affinity to biomass (Hageman et al. 2017). The production of crystalline Se instead of amorphous Se occurs as a function of temperature and pH, with higher temperatures and pH favoring crystalline particle growth. This concept was validated recently by Song et al. using a sequencing batch reactor at 30 °C and pH 7.5 ± 0.1, in which hexagonal Se0 crystals were produced, and the highest selenate conversion rate reported in literature was achieved (Song et al. 2021). A recent follow-up study from the same group found that the formation of hexagonal Se0 is promoted by the presence of sulfate or biogenic sulfur (Song et al. 2022). While the production of hexagonal crystalline Se is intended to facilitate Se recovery, it is not a standalone Se recovery method, and would rely on a downstream separation process to recover Se. Furthermore, the production of hexagonal Se0 using the methods reported have not yet been tested on real Se-laden wastewater, and thus still requires validation in a real industrial matrix.
Another strategy to facilitate the recovery of Se from biological systems is the use of microbes that produce solely extracellular Se, circumventing the challenge of intracellular Se extraction. The production of extracellular versus intracellular Se is dependent upon the bacteria species, with species producing either solely intracellular Se, solely extracellular Se, or both simultaneously. Bacteria reported to produce either solely extracellular Se or both extracellular and intracellular Se are presented in Table 5. This strategy was demonstrated using a bioelectrochemical reactor and extracellular selenium-producing bacteria (Zhang et al. 2018b). As was the case in the production of crystalline Se, the production of extracellular Se is not a standalone Se recovery method but serves to facilitate a downstream separation process to recover Se from biological systems. Furthermore, care must be taken to ensure that colloidal Se does not escape into the treated water stream. Recent work has explored the effect of different size groups of aerobic granules in an aerobic granular sludge sequencing batch reactor on selenite reduction and containment, and found that large-sized granules more efficiently reduce Se(IV) and entrap biogenic Se0 (Sudharsan et al. 2023).
The list of reported selenium-reducing bacteria is still growing. For example, Alteromonas sp. was very recently reported for the first time for use in the bioreduction of Se(IV) (and Te(IV)) oxyanions (Kiran Kumar Reddy et al. 2023).
4.2.3.3 Single-stage systems for biological Se reduction and recovery
In all the aforementioned methods and strategies to recover Se from biological Se treatment systems, a solid-separation stage is required downstream of the biological reactor, which is economically disadvantageous. A biological reactor capable of selenium oxyanion bioreduction and SeNP recovery in a single stage is ideal. Several such bioreactor designs do exist and have been identified in a recent review (Sinharoy and Lens 2020). The advanced bioreactor systems capable of single-stage Se removal and recovery are, namely, inverse fluidized bed reactors (IFBR), hybrid bioreactors, moving bed biofilm reactors (MBBR), rotating biological contactors (RBC), and rotating horizontal packed bed bioreactors RHPBR), summarized in Fig. 6 below. It is important to note that not all of the proposed novel bioreactor designs have been validated for Se recovery but are promising options that require further exploration.

Advanced bioreactor system designs for single-stage removal and recovery of Se from wastewater. a Inversed fluidized bed bioreactor. b Hybrid bioreactor. c Moving bed biofilm reactor. d Rotating biological contactor. e Rotating horizontal packed bed bioreactor. Reproduced with permission from (Sinharoy and Lens 2020). Copyright © 2020, Springer Nature Switzerland AG.
An inverse fluidized bed reactor (IFBR) (Fig. 6a) utilizes buoyant biosupport materials which float at the top of the reactor and carry the biofilm. As wastewater is introduced at the top of the IFBR, downward fluidization and agitation of the biofilm-biosupport bed ensures a well-mixed reactor and dislodges SeNPs from the biofilm. SeNPs then accumulate at the bottom of the reactor where they can be recovered.
In the context of Se recovery, a hybrid bioreactor system (Fig. 6b) consisting of an upflow anaerobic sludge blanket (UASB) combined with a filter bed near the top of the reactor. This type of hybrid bioreactor functions similarly to an IFBR, except in an upflow orientation, and relying on a filter to recover the SeNPs.
A moving bed biofilm reactor consisting of biofilms grown on buoyant biosupport materials, which are fluidized by a gas (typically air) (Fig. 6c) may also be used for Se recovery. Due to the agitation by fluidization, SeNPs are not allowed to accumulate within the biofilm. During an idle phase, the buoyant biosupport substrates float to the top of the reactor, while the SeNPs can settle to the bottom of the reactor, for easy recovery.
Rotating biological contactors (RBC) and rotating horizontal packed bed bioreactors (RHPBR) (Fig. 6d and e) are similar reactors in which biofilm is mounted on a rotating horizontal shaft. In RBCs, the biofilm grows on disks mounted on the shaft, while in RHPBRs, biofilm is grown on a packed bed of biosupport materials. The rotation causes shear stress on the biofilms, promoting continuous biofilm disassembly and preventing excess biofilm growth. Additionally, the constant rotation would prevent the accumulation of SeNPs within the biofilm, which would accumulate at the bottom of the reactor, allowing for easy recovery.
Of the five novel bioreactor designs presented, only the IFBR design has been studied for Se recovery, where it was used to treat selenite-containing wastewater and was able to recover up to 58% of the influent selenium (Sinharoy et al. 2019). In follow-up work, a similar system was used to evaluate the simultaneous removal and recovery of selenite and three commonly found heavy metals, copper, zinc and cadmium from wastewater (Sinharoy et al. 2022). In brief, Se recovery values in the range of 45.1–73.9% were obtained under different experimental conditions, and recovered Se was in the form of Se0 NPs as well as small sized (< 10 nm) metal selenide nanoparticles.
Other recent work has proposed two-stage biological fluidized bed systems stating the simultaneous removal of selenate, nitrate, and sulfate, as well the recovery of Se0 from wastewater, is challenging in a single system and may lead to carcinogenic selenium monosulfide formation (Yan et al. 2023, 2022). Feedback control of the oxidation–reduction potential through ethanol-dosing was found to enable the sequential removal of selenate, nitrate and sulfate, as well as the recovery of Se0 instead of SeS. Se recovery was reported to be 37.5%, while the Se purity was reported to be 71%.
4.2.3.4 Biological systems enabling Se reuse
Se that has been uptaken by biological systems may find promising use as animal feed supplements or crop biofortification, as shown in several recent studies. Two studies demonstrated the use of microalgae, such as Chlorella vulgaris and Scenedesmus sp., were used to treat urban wastewaters from Spain that were spiked with various concentrations of Se (de Morais et al. 2022; Li et al. 2021a). The first study reported Se removal efficiencies in the range of 43–46%, with 91% of the uptaken inorganic Se being transformed to selenoamino acids, yielding an Se bioavailability range of 49–63% (Li et al. 2021a). The second study reported similar findings with 43 and 52% Se removal with Chlorella vulgaris and Scenedesmus sp., respectively (de Morais et al. 2022). In a similar manner, studies have investigated the Se enrichment of biosludge and duckweed used for wastewater treatment, and their subsequent use as biofertilizers (Li et al. 2022a, b; Li et al. 2021b). These studies conclude that wastewater biosludge enriched with Se show significant promise as slow-release biofertilizers, demonstrated on green beans, but generally applicable to Se-deficient soils and regions. It is important to note, however, that the Se used in these studies were not sourced from wastewater, but rather spiked externally to be uptaken into the biomaterials.
4.2.4 Se recovery from adsorption systems
In general, the mechanisms for selenium adsorption are based on physical interactions. Physical adsorption is a reversible process. As the concentration of the selenite decreases, it is desorbed in the same proportion it was originally adsorption. Although adsorption processes have received considerable attention in the removal of selenium from industrial wastewater, few studies have focused on the recovery of selenium from spent adsorbents. The reason for this might be that recovery of the adsorbents is considered to be uneconomical due to their relative low costs. On the other hand, the value of selenium attached to the adsorbents and the environmental liabilities associated with their disposal are overlooked.
Although physical adsorption works well for selenite removal, their efficiency for selenate adsorption is greatly diminished in the presence of other competing anions, e.g., sulfate. This is a major disadvantage of adsorption methods since sulfate ions are common in industrial and mining wastewater. The requirement for further treatment or precipitation of the selenate solution after desorption is another challenge.
Shen et al. used a novel functionalized cellulose, L-cysteine modified surface of cellulose (L-CysC), to effectively adsorb and desorb selenite (Shen et al. 2016). A maximum removal capacity of 105.1 mg/g selenite by L-CysC was reached at pH = 4.5 and 45 °C. It was found that using the elutent of 3 M HCl and 2% KClO3, Se(VI) could be entirely desorbed and L-CysC was regenerated. In another study, Fe-OOH modified bentonite was used to remove both selenite and selenate from wastewater (Yang et al. 2021). It was found that the Se(VI) adsorption ratio decreased drastically when the concentration of sulfate or phosphate is higher than 0.001 mol/L. Both 0.1 mol/L Na2SO4 (pH = 9) and 0.1 mol/L Na3PO4 (pH = 9) were found to be effective in desorbing selenate and selenite from the adsorbent (Shen et al. 2016). In another study, 0.5 mol/L HCl was used to regenerate acrylic amine fiber after Se adsorption experiments (Wei et al. 2021). A recent study reported that hematite-modified magnetic nanoparticles, a low-cost adsorbent, successfully reduced 90% of selenite from a solution containing 100 g of Se per liter in 10 min. The magnetic adsorbent was then regenerated using a solution of 10 mM NaOH (Ruj et al. 2022). The iron and manganese-based bimetallic microcomposite adsorbents also showed high Se removal rates (95.6%) (Qureshi et al. 2022). Even though these studies asserted that selenium was fully or close to fully recovered, neither study addressed the question of how selenium could be recovered into a valuable form. In fact, selenate or selenite requires further precipitation from the resulting solution of the desorption process. Zelmano and Semiat were able to precipitate selenate as BaSeO4 particles, which is used to treat diseases and disorders caused by selenium deficiencies in sheep and cattle (Zelmanov and Semiat 2013). In adsorption phase, iron (Fe3+) oxide/hydroxide-based nanoparticles sol (NanoFe) was used to achieve less than 0.01 ppm residual selenium concentration. At least 95–98% recovery rate was achieved when stripping the Se loaded NanoFe using high pH solution (pH = 11–12). The high pH wash solution could contain as high as 15 mg/L selenium, which was treated with BaCl2 to precipitate selenate as BaSeO4, a compound of much higher value compared to BaCl2.
4.2.5 Recovery from other treatment systems
While several other types of treatment systems for the removal of Se from wastewater exist, either at full-scale or still in development, no efforts to recover Se from their respective residuals have been published to date. This includes chemical reduction systems, which result in residual sludge from zero-valent iron, electroreduction or electrocoagulation systems, which result in an iron-selenium precipitate or cake, and photocatalytic reduction systems, which result in elemental Se photodeposited over TiO2.
Before Se recovery methods can be developed for the treatment residuals from chemical reduction, electroreduction and photocatalytic reduction systems, their respective residuals must be better defined. Specifically, the composition of the residuals following the treatment of real industrial water must be established in order for appropriate methods for Se recovery to be proposed and validated for these systems.
5 Summary and future perspectives
Significant research and development have gone into selenium removal technologies for industrial (waste)water due to increased awareness of its environmental implications, as well as the review and tightening of Se-related regulations and water quality guidelines. However, selenium is also a commodity used in many industries ranging from metallurgy to glass manufacturing, to electronics, with several emerging applications in photovoltaics and energy storage. Given that the global supply of selenium is limited and potentially unstable, the ability to recover selenium from waste streams that are Se-rich is desirable. This paper provides an overview of the selenium supply and usage situation, as well as potential sources of selenium which could be processed to supplement the current global supply. We identify industrial (waste)water as a readily available source of recoverable Se, and provide an overview of the conventional and emerging water treatment technologies used to remove Se. Finally, we provide a comprehensive review of the research done to-date on recovering Se from waste(water) and the Se-laden residuals which may arise from the various water treatment technologies.
The economic viability of Se recovery remains a significant consideration that should be further explored. Key factors such as the cost of current Se residuals management strategies (i.e., landfill, deep-well injection) and the environmental liability of Se residuals storage need to be defined in order to accurately access the viability of Se recovery processes. Furthermore, future studies on Se recovery should strive to help define process economics of their respective recovery methodologies for the benefit of the entire community. However, it is clear that technologies that can achieve Se treatment and recovery in a single process without added unit operations are economically advantageous, achieving both goals at once. Further research is required to be able to convert selenium from an environmental contaminant to a commercial commodity in an economically feasible manner, and in accordance with circular economy principles.
References
Aboonasr Shiraz MH, Rehl E, Kazemian H, Liu J (2021) Durable lithium/selenium batteries enabled by the integration of MOF-derived porous carbon and alucone coating. Nanomaterials 11:1976. https://doi.org/10.3390/nano11081976
Ali I, Shrivastava V (2021) Recent advances in technologies for removal and recovery of selenium from (waste)water: a systematic review. J Environ Manag 294:112926. https://doi.org/10.1016/j.jenvman.2021.112926
Armstrong JGT, Parnell J, Bullock LA, Perez M, Boyce AJ, Feldmann J (2018) Tellurium, selenium and cobalt enrichment in Neoproterozoic black shales, Gwna Group, UK: deep marine trace element enrichment during the Second Great Oxygenation Event. Terra Nova 30:244–253. https://doi.org/10.1111/ter.12331
Asensio MP, Abás E, Pinilla JL, Laguna M (2020) High recovery of selenium from Kesterite-based photovoltaic cells. Eur J Inorg Chem 2020:2203–2209. https://doi.org/10.1002/ejic.202000261
Auclair G, Fouquet Y, Bohn M (1987) Distribution of selenium in high-temperature hydrothermal sulfide deposits at 13° North, East Pacific Rise. Can Mineral 25:5570587
Baek K, Kasem N, Ciblak A, Vesper D, Padilla I, Alshawabkeh AN (2013) Electrochemical removal of selenate from aqueous solutions. Chem Eng J 215–216:678–684. https://doi.org/10.1016/j.cej.2012.09.135
Bao P, Huang H, Hu Z-Y, Häggblom MM, Zhu Y-G (2013) Impact of temperature, CO2 fixation and nitrate reduction on selenium reduction, by a paddy soil Clostridium strain. J Appl Microbiol 114:703–712. https://doi.org/10.1111/jam.12084
Bao P, Xiao K-Q, Wang H-J, Xu H, Xu P-P, Jia Y, Häggblom MM, Zhu Y-G (2016) Characterization and potential applications of a selenium nanoparticle producing and nitrate reducing bacterium Bacillus oryziterrae sp. nov. Sci Rep 6:34054. https://doi.org/10.1038/srep34054
Baturin GN (2017) Geochemistry of trace element in carbonaceous sediments from recent seas and oceans. Geochem Int 55:418–427. https://doi.org/10.1134/S0016702917050044
Bauer D, Diamond D, Li J, McKittrick M, Sandalow D, Telleen P (2011) Critical materials strategy
Bech J, Suarez M, Reverter F, Tume P, Sánchez P, Roca N, Lansac A (2010) Selenium and other trace element in phosphorites: a comparison between those of the Bayovar-Sechura and other provenances. J Geochem Explor 107:146–160. https://doi.org/10.1016/j.gexplo.2010.04.002
Bello AS, Zouari N, Da’ana DA, Hahladakis JN, Al-Ghouti MA (2021) An overview of brine management: emerging desalination technologies, life cycle assessment, and metal recovery methodologies. J Environ Manag 288:112358. https://doi.org/10.1016/j.jenvman.2021.112358
Berger SB, Enck RC, Scharfe ME, Springett BE (1979) The application of selenium and its alloys to xerography. In: Gerlach E, Grosse P (eds) The physics of selenium and tellurium, springer series in solid-state sciences. Springer, Berlin, pp 256–266
Holmes AB, Ngan A, Giesinger K, Gu F (2023) Tunable production of elemental Se vs. H2 Se through photocatalytic reduction of selenate in synthetic mine impacted brine: engineering a recoverable Se product. Environ Sci Water Res Technol 9:1069–1079. https://doi.org/10.1039/D2EW00553K
Blowes DW, Ptacek CJ, Benner SG, McRae CWT, Bennett TA, Puls RW (2000) Treatment of inorganic contaminants using permeable reactive barriers. J Contam Hydrol 45:123–137. https://doi.org/10.1016/S0169-7722(00)00122-4
Borghese R, Baccolini C, Francia F, Sabatino P, Turner RJ, Zannoni D (2014) Reduction of chalcogen oxyanions and generation of nanoprecipitates by the photosynthetic bacterium Rhodobacter capsulatus. J Hazard Mater 269:24–30. https://doi.org/10.1016/j.jhazmat.2013.12.028
Bożym M (2020) Assessment of phytotoxicity of leachates from landfilled waste and dust from foundry. Ecotoxicology 29:429–443. https://doi.org/10.1007/s10646-020-02197-1
Bullock LA, Parnell J, Perez M, Feldmann J, Armstrong JG (2017) Selenium and other trace element mobility in waste products and weathered sediments at Parys Mountain Copper Mine, Anglesey, UK. Minerals 7:229. https://doi.org/10.3390/min7110229
Butterman WC, Brown Jr RD (2004) Mineral Commodity Profiles - Selenium (Open-File Report No. 03–018). U.S. Geological Survey, United States
Chalastara K, Demopoulos GP (2022) Selenate Se(VI) reduction to elemental selenium on heterojunctioned rutile/brookite nano-photocatalysts with enhanced charge utilization. Chem Eng J 437:135470. https://doi.org/10.1016/j.cej.2022.135470
Chapman PM, Adams WJ, Brooks M, Delos CG, Luoma SN, Maher WA, Ohlendorf HM, Presser TS, Shaw P (2010) Ecological assessment of selenium in the aquatic environment. CRC Press
Chen TT, Dutrizac JE (1988) Mineralogical characterization of anode slimes—II. Raw anode slimes from inco’s copper cliff copper refinery. Can Metall Q 27:97–105. https://doi.org/10.1179/cmq.1988.27.2.97
Cheng L, Yang W, Ren Y, Zhang L (2019) Effect of selenium on the interaction between refractory and steel. Metall Mater Trans B 50:1115–1123. https://doi.org/10.1007/s11663-019-01545-9
Chubar N (2014) EXAFS and FTIR studies of selenite and selenate sorption by alkoxide-free sol–gel generated Mg–Al–CO3 layered double hydroxide with very labile interlayer anions. J Mater Chem A 2:15995–16007. https://doi.org/10.1039/C4TA03463E
Conrad T, Hein JR, Paytan A, Clague DA (2017) Formation of Fe–Mn crusts within a continental margin environment. Ore Geol Rev 87:25–40. https://doi.org/10.1016/j.oregeorev.2016.09.010
Constantino LV, Quirino JN, Monteiro AM, Abrão T, Parreira PS, Urbano A, Santos MJ (2017) Sorption-desorption of selenite and selenate on Mg-Al layered double hydroxide in competition with nitrate, sulfate and phosphate. Chemosphere 181:627–634. https://doi.org/10.1016/j.chemosphere.2017.04.071
Cooper WC (1990) The treatment of copper refinery anode slimes. JOM 42:45–49. https://doi.org/10.1007/BF03221054
Cordoba P, Staicu LC (2018) Flue gas desulfurization effluents: an unexploited selenium resource. Fuel 223:268–276. https://doi.org/10.1016/j.fuel.2018.03.052
Cui J, Forssberg E (2003) Mechanical recycling of waste electric and electronic equipment: a review. J Hazard Mater 99:243–263. https://doi.org/10.1016/S0304-3894(03)00061-X
Cui J, Zhang L (2008) Metallurgical recovery of metals from electronic waste: a review. J Hazard Mater 158:228–256. https://doi.org/10.1016/j.jhazmat.2008.02.001
Das S, Lindsay MBJ, Essilfie-Dughan J, Hendry MJ (2017) Dissolved selenium(VI) removal by zero-valent iron under oxic conditions: influence of sulfate and nitrate. ACS Omega 2:1513–1522. https://doi.org/10.1021/acsomega.6b00382
Davis JR (2001) Copper and copper alloys. ASM International
de Morais EG, Murillo AM, Lens PNL, Ferrer I, Uggetti E (2022) Selenium recovery from wastewater by the green microalgae Chlorella vulgaris and Scenedesmus sp. Sci Total Environ 851:158337. https://doi.org/10.1016/j.scitotenv.2022.158337
Dhanjal S, Cameotra SS (2010) Aerobic biogenesis of selenium nanospheres by Bacillus cereus isolated from coalmine soil. Microb Cell Fact 9:52. https://doi.org/10.1186/1475-2859-9-52
Dobrzyńska J (2021) Amine- and thiol-functionalized SBA-15: potential materials for As(V), Cr(VI) and Se(VI) removal from water. Comparative study. J Water Process Eng 40:101942. https://doi.org/10.1016/j.jwpe.2021.101942
Dryden J (2021) Federal government rejects Grassy Mountain coal project in Alberta | CBC News [WWW Document]. CBC. URL https://www.cbc.ca/news/canada/calgary/federal-government-grassy-mountain-jonathan-wilkinson-1.6132883. Accessed 17 Dec 2021
Dutton WA, Van Den Steen AJ, Themelis NJ (1971) Recovery of selenium from copper anode slimes. Metall Mater Trans B 2:3091–3097. https://doi.org/10.1007/BF02814960
Ecorys (2014) Study to investigate state of knowledge of Deep Sea Mining (Interim report under FWC MARE/2012/06 No. SC E1/2013/04). European Commission—DG Maritime Affairs and Fisheries, Rotterdam/Brussels
Eftekhari A (2017) The rise of lithium–selenium batteries. Sustain Energy Fuels 1:14–29. https://doi.org/10.1039/C6SE00094K
El Amari K, Valera P, Hibti M, Pretti S, Marcello A, Essarraj S (2014) Impact of mine tailings on surrounding soils and ground water: case of Kettara old mine, Morocco. J Afr Earth Sc 100:437–449. https://doi.org/10.1016/j.jafrearsci.2014.07.017
El Chaar L, El Zein N (2011) Review of photovoltaic technologies. Renew Sustain Energy Rev 15:2165–2175. https://doi.org/10.1016/j.rser.2011.01.004
Epsztein R, Shaulsky E, Dizge N, Warsinger DM, Elimelech M (2018) Role of ionic charge density in donnan exclusion of monovalent anions by nanofiltration. Environ Sci Technol 52:4108–4116. https://doi.org/10.1021/acs.est.7b06400
Etteieb S, Magdouli S, Zolfaghari M, Brar S (2020) Monitoring and analysis of selenium as an emerging contaminant in mining industry: a critical review. Sci Total Environ 698:134339. https://doi.org/10.1016/j.scitotenv.2019.134339
European Commission (2014) Report on Critical Raw Materials for the EU—Report of the Ad hoc Working Group on defining critical raw materials (No. Ref. Ares (2015)1819503–29/04/2015). European Commission
Fesharaki PJ, Nazari P, Shakibaie M, Rezaie S, Banoee M, Abdollahi M, Shahverdi AR (2010) Biosynthesis of selenium nanoparticles using Klebsiella pneumoniae and their recovery by a simple sterilization process. Braz J Microbiol 41:461–466. https://doi.org/10.1590/S1517-83822010000200028
Fiducia TAM, Mendis BG, Li K, Grovenor CRM, Munshi AH, Barth K, Sampath WS, Wright LD, Abbas A, Bowers JW, Walls JM (2019) Understanding the role of selenium in defect passivation for highly efficient selenium-alloyed cadmium telluride solar cells. Nat Energy 4:504–511. https://doi.org/10.1038/s41560-019-0389-z
Fischer S, Krause T, Lederer F, Merroun ML, Shevchenko A, Hübner R, Firkala T, Stumpf T, Jordan N, Jain R (2020) Bacillus safensis JG-B5T affects the fate of selenium by extracellular production of colloidally less stable selenium nanoparticles. J Hazard Mater 384:121146. https://doi.org/10.1016/j.jhazmat.2019.121146
Fındık S, Gülfen M, Aydın AO (2014) Adsorption of selenite ions onto Poly(1,8-diaminonaphthalene) synthesized by using ammonium persulfate. Sep Sci Technol 49:2890–2896. https://doi.org/10.1080/01496395.2014.946144
Funari V, Gomes HI, Coppola D, Vitale GA, Dinelli E, de Pascale D, Rovere M (2021) Opportunities and threats of selenium supply from unconventional and low-grade ores: a critical review. Resour Conserv Recycl 170:105593. https://doi.org/10.1016/j.resconrec.2021.105593
Fuziki MEK, Abreu E, De Carvalho AE, Silva LHBO, Fidelis MZ, Tusset AM, Brackmann R, Dias DT, Lenzi GG (2020) Sol–gel Fe/TiO2 magnetic catalysts applied to selenium photoreduction. Top Catal 63:1131–1144. https://doi.org/10.1007/s11244-020-01276-1
Fuziki MEK, Brackmann R, Dias DT, Tusset AM, Specchia S, Lenzi GG (2021) Effects of synthesis parameters on the properties and photocatalytic activity of the magnetic catalyst TiO2/CoFe2O4 applied to selenium photoreduction. J Water Process Eng 42:102163. https://doi.org/10.1016/j.jwpe.2021.102163
Gabe DR, Walsh FC (1983) The rotating cylinder electrode: a review of development. J Appl Electrochem 13:3–21. https://doi.org/10.1007/BF00615883
Garbisu C, Ishii T, Leighton T, Buchanan BB (1996) Bacterial reduction of selenite to elemental selenium. Chem Geol 132:199–204. https://doi.org/10.1016/S0009-2541(96)00056-3
Ghosh S, Yadav R (2021) Future of photovoltaic technologies: a comprehensive review. Sustain Energy Technol Assess 47:101410. https://doi.org/10.1016/j.seta.2021.101410
Goe M, Gaustad G (2014) Identifying critical materials for photovoltaics in the US: a multi-metric approach. Appl Energy 123:387–396. https://doi.org/10.1016/j.apenergy.2014.01.025
Golder Associates Ltd. (2020) State-of-knowledge on selenium treatment technologies: NAMC-SWG White Paper Addendum (No. 19117343- 002- R- Rev0-2000). North American Metals Council—Selenium Working Group, Vancouver, British Columbia, Canada
Gol’Dshtein YE, Mushtakova TL, Komissarova TA (1979) Effect of selenium on the structure and properties of structural steel. Met Sci Heat Treat 21:741–746. https://doi.org/10.1007/BF00708374
González FJ, Somoza L, Hein JR, Medialdea T, León R, Urgorri V, Reyes J, Martín-Rubí JA (2016) Phosphorites, Co-rich Mn nodules, and Fe-Mn crusts from Galicia Bank, NE Atlantic: reflections of Cenozoic tectonics and paleoceanography. Geochem Geophys Geosyst 17:346–374. https://doi.org/10.1002/2015GC005861
Grandell L, Höök M (2015) Assessing rare metal availability challenges for solar energy technologies. Sustainability 7:11818–11837. https://doi.org/10.3390/su70911818
Guan Y, Sun X, Ren Y, Jiang X (2017) Mineralogy, geochemistry and genesis of the polymetallic crusts and nodules from the South China Sea. Ore Geol Rev 89:206–227. https://doi.org/10.1016/j.oregeorev.2017.06.020
Guo R, Chen Q, Wang F, Fang M, Li L, Niu H, Wang B, Wang N, Wang K, Mo Z (2023) Selenium-contaminated water: recent advances in material function and adsorption performance. J Environ Chem Eng. https://doi.org/10.1016/j.jece.2023.110468
Guo XY, Xu RZ, Tian QH, Li D (2017) Hydrogen peroxide catalytic reduction of selenate by sulfur dioxide and formation mechanism of selenium. Chin J Nonferrous Met 27:2370–2378. https://doi.org/10.19476/j.ysxb.1004.0609.2017.11.24
Gustafsson AMK, Foreman MRS, Ekberg C (2014) Recycling of high purity selenium from CIGS solar cell waste materials. Waste Manag Ind Waste 34:1775–1782. https://doi.org/10.1016/j.wasman.2013.12.021
Hagelstein K (2009) Globally sustainable manganese metal production and use. J Environ Manag Sustain Ind Environ Syst 90:3736–3740. https://doi.org/10.1016/j.jenvman.2008.05.025
Hagelüken C, Meskers CEM (2009) 10: Complex life cycles of precious and special metals. Linkages of sustainability. The MIT Press
Hageman SPW, van der Weijden RD, Stams AJM, Buisman CJN (2017) Bio-production of selenium nanoparticles with diverse physical properties for recovery from water. Int J Miner Process 169:7–15. https://doi.org/10.1016/j.minpro.2017.09.018
Hait J, Jana RK, Sanyal SK (2009) Processing of copper electrorefining anode slime: a review. Miner Process Extract Metall 118:240–252. https://doi.org/10.1179/174328509X431463
Hans L (1940) Process for the manufacture of selenium-containing ruby glass. US2224791A
Hasegawa H, Rahman IMM, Egawa Y, Sawai H, Begum ZA, Maki T, Mizutani S (2014) Recovery of the rare metals from various waste ashes with the aid of temperature and ultrasound irradiation using chelants. Water Air Soil Pollut 225:2112. https://doi.org/10.1007/s11270-014-2112-9
Hein JR, Conrad TA, Frank M, Christl M, Sager WW (2012) Copper-nickel-rich, amalgamated ferromanganese crust-nodule deposits from Shatsky Rise, NW Pacific. Geochem Geophys Geosyst 13:200. https://doi.org/10.1029/2012GC004286
Hein JR, Koschinsky A, Mikesell M, Mizell K, Glenn CR, Wood R (2016) Marine phosphorites as potential resources for heavy rare earth elements and yttrium. Minerals 6:88. https://doi.org/10.3390/min6030088
Hoffmann JE (1990) Processing slimes: the base case and opportunities for improvement. JOM 42:38–38. https://doi.org/10.1007/BF03221052
Holmes AB, Khan D, de Oliveira Livera D, Gu F (2020) Enhanced photocatalytic selectivity of noble metallized TiO2 nanoparticles for the reduction of selenate in water: tunable Se reduction product H2Se(g) vs. Se(s). Environ Sci Nano 7:1841–1852. https://doi.org/10.1039/D0EN00048E
Holmes AB, Ngan A, Ye J, Gu F (2022) Selective photocatalytic reduction of selenate over TiO2 in the presence of nitrate and sulfate in mine-impacted water. Chemosphere 287:131951. https://doi.org/10.1016/j.chemosphere.2021.131951
Hube S, Eskafi M, Hrafnkelsdóttir KF, Bjarnadóttir B, Bjarnadóttir MÁ, Axelsdóttir S, Wu B (2020) Direct membrane filtration for wastewater treatment and resource recovery: a review. Sci Total Environ 710:136375. https://doi.org/10.1016/j.scitotenv.2019.136375
Hyvärinen O, Lindroos L, Yllö E (1989) Recovering selenium from copper refinery slimes. JOM 41:42–43. https://doi.org/10.1007/BF03220271
Izydorczyk G, Ligas B, Mikula K, Witek-Krowiak A, Moustakas K, Chojnacka K (2021) Biofortification of edible plants with selenium and iodine—A systematic literature review. Sci Total Environ 754:141983. https://doi.org/10.1016/j.scitotenv.2020.141983
Jadhav AS, Ali Amrani M, Singh SK, Al-Fatesh AS, Bansiwal A, Srikanth VVSS, Labhasetwar NK (2020) γ-FeOOH and γ-FeOOH decorated multi-layer graphene: potential materials for selenium(VI) removal from water. J Water Process Eng 37:101396. https://doi.org/10.1016/j.jwpe.2020.101396
Jain R, van Hullebusch ED, Lenz M, Farges F (2017) Understanding selenium biogeochemistry in engineered ecosystems: transformation and analytical methods. In: van Hullebusch ED (ed) Bioremediation of selenium contaminated wastewater. Springer International Publishing, Cham, pp 33–56
Jiang S, Ho CT, Lee J-H, Duong HV, Han S, Hur H-G (2012) Mercury capture into biogenic amorphous selenium nanospheres produced by mercury resistant Shewanella putrefaciens 200. Chemosphere 87:621–624. https://doi.org/10.1016/j.chemosphere.2011.12.083
Jin Y, Kim J, Guillaume B (2016) Review of critical material studies. Resour Conserv Recycl 113:77–87. https://doi.org/10.1016/j.resconrec.2016.06.003
Juliani C, Ellefmo SL (2018) Probabilistic estimates of permissive areas for undiscovered seafloor massive sulfide deposits on an Arctic Mid-Ocean Ridge. Ore Geol Rev 95:917–930. https://doi.org/10.1016/j.oregeorev.2018.04.003
Kamnev AA, Mamchenkova PV, Dyatlova YA, Tugarova AV (2017) FTIR spectroscopic studies of selenite reduction by cells of the rhizobacterium Azospirillum brasilense Sp7 and the formation of selenium nanoparticles. J Mol Struct Mol Spectrosc Mol Struct 1140:106–112. https://doi.org/10.1016/j.molstruc.2016.12.003
Kashiwa M, Nishimoto S, Takahashi K, Ike M, Fujita M (2000) Factors affecting soluble selenium removal by a selenate-reducing bacterium Bacillus sp. SF-1. J Biosci Bioeng 89:528–533. https://doi.org/10.1016/S1389-1723(00)80051-1
Kavlak G, Graedel TE (2013) Global anthropogenic selenium cycles for 1940–2010. Resour Conserv Recycl 73:17–22. https://doi.org/10.1016/j.resconrec.2013.01.013
Kessi J (2006) Enzymic systems proposed to be involved in the dissimilatory reduction of selenite in the purple non-sulfur bacteria Rhodospirillum rubrum and Rhodobacter capsulatus. Microbiology 152:731–743. https://doi.org/10.1099/mic.0.28240-0
Kessi J, Ramuz M, Wehrli E, Spycher M, Bachofen R (1999) Reduction of selenite and detoxification of elemental selenium by the phototrophic bacterium Rhodospirillum rubrum. Appl Environ Microbiol. https://doi.org/10.1128/AEM.65.11.4734-4740.1999
Khamkhash A, Srivastava V, Ghosh T, Akdogan G, Ganguli R, Aggarwal S (2017) Mining-related selenium contamination in alaska, and the state of current knowledge. Minerals 7:46. https://doi.org/10.3390/min7030046
Khanlarian M, Rashchi F, Saba M (2019) A modified sulfation-roasting-leaching process for recovering Se, Cu, and Ag from copper anode slimes at a lower temperature. J Environ Manag 235:303–309. https://doi.org/10.1016/j.jenvman.2019.01.079
Khoei NS, Lampis S, Zonaro E, Yrjälä K, Bernardi P, Vallini G (2017) Insights into selenite reduction and biogenesis of elemental selenium nanoparticles by two environmental isolates of Burkholderia fungorum. New Biotechnol 34:1–11. https://doi.org/10.1016/j.nbt.2016.10.002
Reddy GK, Pathak S, Nancharaiah YV (2023) Aerobic reduction of selenite and tellurite to elemental selenium and tellurium nanostructures by Alteromonas sp. under saline conditions. Int Biodeterior Biodegrad. https://doi.org/10.1016/j.ibiod.2023.105571
Konstantinova N, Cherkashov G, Hein JR, Mirão J, Dias L, Madureira P, Kuznetsov V, Maksimov F (2017) Composition and characteristics of the ferromanganese crusts from the western Arctic Ocean. Ore Geol Rev 87:88–99. https://doi.org/10.1016/j.oregeorev.2016.09.011
Kora AJ, Rastogi L (2016) Biomimetic synthesis of selenium nanoparticles by Pseudomonas aeruginosa ATCC 27853: an approach for conversion of selenite. J Environ Manag 181:231–236. https://doi.org/10.1016/j.jenvman.2016.06.029
Kumkrong P, LeBlanc KL, Mercier PHJ, Mester Z (2018) Selenium analysis in waters. Part 1: regulations and standard methods. Sci Total Environ 640–641:1611–1634. https://doi.org/10.1016/j.scitotenv.2018.05.392
Kuroda M, Yamashita M, Miwa E, Imao K, Fujimoto N, Ono H, Nagano K, Sei K, Ike M (2011) Molecular cloning and characterization of the srdBCA operon, encoding the respiratory selenate reductase complex, from the selenate-reducing bacterium Bacillus selenatarsenatis SF-1. J Bacteriol 193:2141–2148. https://doi.org/10.1128/JB.01197-10
Kuroda Y, Miyamoto Y, Hibino M, Yamaguchi K, Mizuno N (2013) Tripodal ligand-stabilized layered double hydroxide nanoparticles with highly exchangeable CO32−. Chem Mater 25:2291–2296. https://doi.org/10.1021/cm400846k
Kuyucak S, Sahoo M (1996) A review of the machinability of copper-base alloys. Can Metall Q 35:1–15. https://doi.org/10.1179/cmq.1996.35.1.1
Labaran BA, Vohra MS (2017) Solar photocatalytic removal of selenite, selenate, and selenocyanate species. Clean: Soil, Air, Water 45:1600268. https://doi.org/10.1002/clen.201600268
Labaran BA, Vohra MS (2014) Photocatalytic removal of selenite and selenate species: effect of EDTA and other process variables. Environ Technol 35:1091–1100. https://doi.org/10.1080/09593330.2013.861857
Lampis S, Zonaro E, Bertolini C, Cecconi D. Monti F, Micaroni M, Turner RJ, Butler CS, Vallini G (2017) Selenite biotransformation and detoxification by Stenotrophomonas maltophilia SeITE02: novel clues on the route to bacterial biogenesis of selenium nanoparticles. Journal of Hazardous Materials, Selected papers presented at the 4th International conference on research Frontiers in Chalcogen Cycle Science and Technology, Delft, The Netherlands, 28–29 May, 2015, vol 324, pp 3–14
Langner BE (2000) Selenium and selenium compounds. Ullmann’s Encyclopedia of industrial chemistry. John Wiley & Sons Ltd
Lawrinenko M, Kurwadkar S, Wilkin RT (2023) Long-term performance evaluation of zero-valent iron amended permeable reactive barriers for groundwater remediation—A mechanistic approach. Geosci Front 14:101494. https://doi.org/10.1016/j.gsf.2022.101494
Lee J, Kurniawan K, Chung KW, Kim S (2021) Metallurgical process for total recovery of all constituent metals from copper anode slimes: a review of established technologies and current progress. Met Mater Int 27:2160–2187. https://doi.org/10.1007/s12540-020-00716-7
Lee TD, Ebong AU (2017) A review of thin film solar cell technologies and challenges. Renew Sustain Energy Rev 70:1286–1297. https://doi.org/10.1016/j.rser.2016.12.028
Lemly AD (2004) Aquatic selenium pollution is a global environmental safety issue. Ecotoxicol Environ Saf 59:44–56. https://doi.org/10.1016/S0147-6513(03)00095-2
Lenz M, Lens PNL (2009) The essential toxin: the changing perception of selenium in environmental sciences. Sci Total Environ 407:3620–3633. https://doi.org/10.1016/j.scitotenv.2008.07.056
Li B, Liu N, Li Y, Jing W, Fan J, Li D, Zhang L, Zhang X, Zhang Z, Wang L (2014) Reduction of selenite to red elemental selenium by Rhodopseudomonas palustris strain N. PLoS ONE 9:e95955. https://doi.org/10.1371/journal.pone.0095955
Li J, Otero-Gonzalez L, Lens PNL, Ferrer I, Du Laing G (2022a) Assessment of selenium and zinc enriched sludge and duckweed as slow-release micronutrient biofertilizers for Phaseolus vulgaris growth. J Environ Manag. https://doi.org/10.1016/j.jenvman.2022.116397
Li J, Otero-Gonzalez L, Michiels J, Lens PNL, Du Laing G, Ferrer I (2021a) Production of selenium-enriched microalgae as potential feed supplement in high-rate algae ponds treating domestic wastewater. Bioresour Technol. https://doi.org/10.1016/j.biortech.2021.125239
Li J, Otero-Gonzalez L, Parao A, Tack P, Folens K, Ferrer I, Lens PNL, Du Laing G (2021b) Valorization of selenium-enriched sludge and duckweed generated from wastewater as micronutrient biofertilizer. Chemosphere. https://doi.org/10.1016/j.chemosphere.2021.130767
Li T, Xu H, Zhang Y, Zhang H, Hu X, Sun Y, Gu X, Luo J, Zhou D, Gao B (2022b) Treatment technologies for selenium contaminated water: a critical review. Environ Pollut 299:118858. https://doi.org/10.1016/j.envpol.2022.118858
Li XJ, Yang HY, Jin ZN, Chen GB, Tong LL (2017) Transformation of selenium-containing phases in copper anode slimes during leaching. JOM 69:1932–1938. https://doi.org/10.1007/s11837-017-2448-x
Lichtfouse E, Morin-Crini N, Bradu C, Boussouga Y-A, Aliaskari M, Schäfer AI, Das S, Wilson LD, Ike M, Inoue D, Kuroda M, Déon S, Fievet P, Crini G (2022) Methods for selenium removal from contaminated waters: a review. Environ Chem Lett 20:2019–2041. https://doi.org/10.1007/s10311-022-01419-8
Ling L, Pan B, Zhang W (2015) Removal of selenium from water with nanoscale zero-valent iron: mechanisms of intraparticle reduction of Se(IV). Water Res 71:274–281. https://doi.org/10.1016/j.watres.2015.01.002
Liu G, Wu Y, Tang A, Pan D, Li B (2020) Recovery of scattered and precious metals from copper anode slime by hydrometallurgy: a review. Hydrometallurgy 197:105460. https://doi.org/10.1016/j.hydromet.2020.105460
Loeb SK, Alvarez PJJ, Brame JA, Cates EL, Choi W, Crittenden J, Dionysiou DD, Li Q, Li-Puma G, Quan X, Sedlak DL, David Waite T, Westerhoff P, Kim J-H (2019) The technology horizon for photocatalytic water treatment: sunrise or sunset? Environ Sci Technol 53:2937–2947. https://doi.org/10.1021/acs.est.8b05041
Losi ME, Frankenberger WT (1997) Reduction of selenium oxyanions by Enterobacter cloacae SLD1a-1: isolation and growth of the bacterium and its expulsion of selenium particles. Appl Environ Microbiol 63:3079–3084
Lu H, Wang J, Wang T, Wang N, Bao Y, Hao H (2017) Crystallization techniques in wastewater treatment: an overview of applications. Chemosphere 173:474–484. https://doi.org/10.1016/j.chemosphere.2017.01.070
Ludvigsson BM, Larsson SR (2003) Anode slimes treatment: the boliden experience. JOM 55:41–44. https://doi.org/10.1007/s11837-003-0087-x
Ma B, Fernandez-Martinez A, Grangeon S, Tournassat C, Findling N, Carrero S, Tisserand D, Bureau S, Elkaïm E, Marini C, Aquilanti G, Koishi A, Marty NCM, Charlet L (2018) Selenite uptake by Ca–Al LDH: A description of intercalated anion coordination geometries. Environ Sci Technol 52:1624–1632. https://doi.org/10.1021/acs.est.7b04644
Ma B, Li X, Liu B, Xing P, Zhang W, Wang C, Chen Y (2020) Effective separation and recovery of valuable components from CIGS chamber waste via controlled phase transformation and selective leaching. ACS Sustain Chem Eng 8:3026–3037. https://doi.org/10.1021/acssuschemeng.0c00138
Machabaphala KM, Hlekelele L, Nsikayezwe Dlamini L (2021) The photoreduction of selenite and selenate on the surface of few layer black phosphorus and a UiO-66 p–n junction heterostructure. New J Chem 45:8467–8478. https://doi.org/10.1039/D1NJ01056E
Macy JM, Lawson S, DeMoll-Decker H (1993) Bioremediation of selenium oxyanions in San Joaquin drainage water using Thauera selenatis in a biological reactor system. Appl Microbiol Biotechnol 40:588–594. https://doi.org/10.1007/BF00175752
Mäkelä M, Välimäki I, Pöykiö R, Nurmesniemi H, Dahl O (2013) Evaluation of trace element availability from secondary metallurgical slag generated in steelmaking by sequential chemical extraction. Int J Environ Sci Technol 10:1193–1208. https://doi.org/10.1007/s13762-012-0160-5
Martin JT, Chai T, Leshuk TMC, Young ZW, Gu F (2023) Photocatalytic treatment of organoselenium in synthetic mine-impacted effluents. Water Sci Technol 87:1250–1258. https://doi.org/10.2166/wst.2023.037
Mavukkandy MO, Chabib CM, Mustafa I, Al Ghaferi A, AlMarzooqi F (2019) Brine management in desalination industry: from waste to resources generation. Desalination 472:114187. https://doi.org/10.1016/j.desal.2019.114187
Mininni G, Mauro E, Piccioli B, Colarullo G, Brandolini F, Giacomelli P (2019) Production and characteristics of sewage sludge in Italy. Water Sci Technol 79:619–626. https://doi.org/10.2166/wst.2019.064
Mitchell K, Mason PRD, Van Cappellen P, Johnson TM, Gill BC, Owens JD, Diaz J, Ingall ED, Reichart G-J, Lyons TW (2012) Selenium as paleo-oceanographic proxy: a first assessment. Geochim Cosmochim Acta 89:302–317. https://doi.org/10.1016/j.gca.2012.03.038
Muiños SB, Hein JR, Frank M, Monteiro JH, Gaspar L, Conrad T, Pereira HG, Abrantes F (2013) Deep-sea Fe-Mn crusts from the Northeast Atlantic ocean: composition and resource considerations. Mar Georesour Geotechnol 31:40–70. https://doi.org/10.1080/1064119X.2012.661215
Müller-Simon H, Griebenow P (2008) Behavior of zinc selenite, calcium selenite and metallic selenium as decolorizing agents in flint glass production. Adv Mater Res 39–40:541–546. https://doi.org/10.4028/www.scientific.net/AMR.39-40.541
Muthu Prabhu S, Pandi K, Elanchezhiyan SSD, Choi J, Paruthimal Kalaignan G, Park CM (2020) Ethylene glycol-induced metal alkoxides via phase-transfer catalyst as multi-talented adsorbents for boosted adsorption performance of toxic anions/oxyanions from waters. Sep Purif Technol 235:116247. https://doi.org/10.1016/j.seppur.2019.116247
Myneni SCB, Tokunaga TK, Brown GE (1997) Abiotic Selenium Redox Transformations in the Presence of Fe(II, III) Oxides. Science 278:1106–1109. https://doi.org/10.1126/science.278.5340.1106
Naidu G, Tijing L, Johir MAH, Shon H, Vigneswaran S (2020) Hybrid membrane distillation: resource, nutrient and energy recovery. J Membr Sci 599:117832. https://doi.org/10.1016/j.memsci.2020.117832
Nancharaiah YV, Lens PNL (2015a) Selenium biomineralization for biotechnological applications. Trends Biotechnol 33:323–330. https://doi.org/10.1016/j.tibtech.2015.03.004
Nancharaiah YV, Lens PNL (2015b) Ecology and biotechnology of selenium-respiring bacteria. Microbiol Mol Biol Rev 79:61–80. https://doi.org/10.1128/MMBR.00037-14
Narasingarao P, Häggblom MM (2007) Identification of anaerobic selenate-respiring bacteria from aquatic sediments. Appl Environ Microbiol. https://doi.org/10.1128/AEM.02737-06
National Renewable Energy Laboratory (NREL) (n.d.) Best Research-Cell Efficiency Chart [WWW Document]. URL https://www.nrel.gov/pv/cell-efficiency.html. Accessed 22 Dec 2021
Naumov AV (2010) Selenium and tellurium: state of the markets, the crisis, and its consequences. Metallurgist 54:197–200. https://doi.org/10.1007/s11015-010-9280-7
Nayak PK, Mahesh S, Snaith HJ, Cahen D (2019) Photovoltaic solar cell technologies: analysing the state of the art. Nat Rev Mater 4:269–285. https://doi.org/10.1038/s41578-019-0097-0
New Jersey Department of Environmental Protection, Division of Water Quality (2018) Historic Sewage Sludge Quality
Nguyen VK, Nguyen TH, Ha M-G, Kang HY (2019) Kinetics of microbial selenite reduction by novel bacteria isolated from activated sludge. J Environ Manag 236:746–754. https://doi.org/10.1016/j.jenvman.2019.02.012
Nguyen VNH, Beydoun D, Amal R (2005) Photocatalytic reduction of selenite and selenate using TiO2 photocatalyst. J Photochem Photobiol A 171:113–120. https://doi.org/10.1016/j.jphotochem.2004.09.015
Ogunbiyi O, Saththasivam J, Al-Masri D, Manawi Y, Lawler J, Zhang X, Liu Z (2021) Sustainable brine management from the perspectives of water, energy and mineral recovery: a comprehensive review. Desalination 513:115055. https://doi.org/10.1016/j.desal.2021.115055
Okonji SO, Achari G, Pernitsky D (2021) Environmental impacts of selenium contamination: a review on current-issues and remediation strategies in an aqueous system. Water 13:1473. https://doi.org/10.3390/w13111473
Oremland RS, Blum JS, Bindi AB, Dowdle PR, Herbel M, Stolz JF (1999) Simultaneous reduction of nitrate and selenate by cell suspensions of selenium-respiring bacteria. Appl Environ Microbiol. https://doi.org/10.1128/AEM.65.10.4385-4392.1999
Oremland RS, Blum JS, Culbertson CW, Visscher PT, Miller LG, Dowdle P, Strohmaier FE (1994) Isolation, growth, and metabolism of an obligately anaerobic, selenate-respiring bacterium, strain SES-3. Appl Environ Microbiol. https://doi.org/10.1128/aem.60.8.3011-3019.1994
Oremland RS, Herbel MJ, Blum JS, Langley S, Beveridge TJ, Ajayan PM, Sutto T, Ellis AV, Curran S (2004) Structural and spectral features of selenium nanospheres produced by Se-respiring bacteria. Appl Environ Microbiol. https://doi.org/10.1128/AEM.70.1.52-60.2004
Otsuka O, Yanaba Y, Yoshikawa T, Yamashita M (2015) Investigation of selenium recovery on oxidizing roasting of “bio-selenium.” J Jpn Inst Met Mater 79:330–337. https://doi.org/10.2320/jinstmet.J2015008
Parnell J, Brolly C, Spinks S, Bowden S (2016) Selenium enrichment in Carboniferous Shales, Britain and Ireland: problem or opportunity for shale gas extraction? Appl Geochem 66:82–87. https://doi.org/10.1016/j.apgeochem.2015.12.008
Pasinszki T, Krebsz M (2020) Synthesis and application of zero-valent iron nanoparticles in water treatment, environmental remediation, catalysis, and their biological effects. Nanomaterials 10:917. https://doi.org/10.3390/nano10050917
Pearce CI, Pattrick RAD, Law N, Charnock JM, Coker VS, Fellowes JW, Oremland RS, Lloyd JR (2009) Investigating different mechanisms for biogenic selenite transformations: Geobacter sulfurreducens, Shewanella oneidensis and Veillonella atypica. Environ Technol 30:1313–1326. https://doi.org/10.1080/09593330902984751
Preston JS, Darwin CG (1950) Constitution and mechanism of the selenium rectifier photocell. Proc R Soc Lond Ser A Math Phys Sci 202:449–466. https://doi.org/10.1098/rspa.1950.0112
Public Prosecution Service of Canada (2021) Teck Coal Limited to pay $60 Million for Fisheries Act Violations. Government of Canada, British Columbia, Canada
Queffurus M, Barnes S-J (2015) A review of sulfur to selenium ratios in magmatic nickel–copper and platinum-group element deposits. Ore Geol Rev 69:301–324. https://doi.org/10.1016/j.oregeorev.2015.02.019
Qureshi SS, Memon SA, Ram N, Saeed S, Mubarak NM, Karri RR (2022) Rapid adsorption of selenium removal using iron manganese-based micro adsorbent. Sci Rep 12:17207. https://doi.org/10.1038/s41598-022-21275-4
Rabiul Awual Md, Munjur Hasan Md, Ihara T, Yaita T (2014) Mesoporous silica based novel conjugate adsorbent for efficient selenium(IV) detection and removal from water. Microporous Mesoporous Mater 197:331–338. https://doi.org/10.1016/j.micromeso.2014.07.005
Ramanujam J, Bishop DM, Todorov TK, Gunawan O, Rath J, Nekovei R, Artegiani E, Romeo A (2020) Flexible CIGS, CdTe and a-Si: H based thin film solar cells: a review. Prog Mater Sci 110:100619. https://doi.org/10.1016/j.pmatsci.2019.100619
Rao S, Liu Y, Wang D, Cao H, Zhu W, Yang R, Duan L, Liu Z (2021) Pressure leaching of selenium and tellurium from scrap copper anode slimes in sulfuric acid-oxygen media. J Clean Prod 278:123989. https://doi.org/10.1016/j.jclepro.2020.123989
Rao S, Wang D, Cao H, Zhu W, Duan L, Liu Z (2022) Hydrothermal oxidative leaching of Cu and Se from copper anode slime in a diluted H2SO4 solution. Sep Purif Technol 300:121696. https://doi.org/10.1016/j.seppur.2022.121696
Richards LA, Richards BS, Schäfer AI (2011) Renewable energy powered membrane technology: salt and inorganic contaminant removal by nanofiltration/reverse osmosis. J Membr Sci 369:188–195. https://doi.org/10.1016/j.memsci.2010.11.069
Roessler JG, Townsend TG, Kanneganti A (2017) Waste to energy ash monofill mining: an environmental characterization of recovered material. J Hazard Mater 328:63–69. https://doi.org/10.1016/j.jhazmat.2017.01.011
Rojas-Montes JC, Pérez-Garibay R, Uribe-Salas A, Bello-Teodoro S (2017) Selenium reaction mechanism in manganese electrodeposition process. J Electroanal Chem 803:65–71. https://doi.org/10.1016/j.jelechem.2017.09.012
Ruj B, Bishayee B, Chatterjee RP, Mukherjee A, Saha A, Nayak J, Chakrabortty S (2022) An economical strategy towards the managing of selenium pollution from contaminated water: a current state-of-the-art review. J Environ Manag 304:114143. https://doi.org/10.1016/j.jenvman.2021.114143
Sampaio PGV, González MOA (2017) Photovoltaic solar energy: conceptual framework. Renew Sustain Energy Rev 74:590–601. https://doi.org/10.1016/j.rser.2017.02.081
Sandy T, DiSante C (2010) Review of available technologies for the removal of selenium from water. Prepared for: North American Metals Council. CH2MHill, Englewood
Santos S, Ungureanu G, Boaventura R, Botelho C (2015) Selenium contaminated waters: an overview of analytical methods, treatment options and recent advances in sorption methods. Sci Total Environ 521–522:246–260. https://doi.org/10.1016/j.scitotenv.2015.03.107
Sanuki S, Arai K, Kojima T, Nagaoka S, Majima H (1999) Photocatalytic reduction of selenate and selenite solutions using TiO2 powders. Metall Mater Trans B 30:15–20. https://doi.org/10.1007/s11663-999-0002-0
Shakibaie M, Khorramizadeh MR, Faramarzi MA, Sabzevari O, Shahverdi AR (2010) Biosynthesis and recovery of selenium nanoparticles and the effects on matrix metalloproteinase-2 expression. Biotechnol Appl Biochem 56:7–15. https://doi.org/10.1042/BA20100042
Shen C, Min M, Fang L, Li J, Yao L, Jiang Y, Chang Y, Zhu B, Xiong C (2016) Investigation of highly selective regenerative cellulose microcolumn for selenium detection and efficient recovery. Tetrahedron 72:8309–8318. https://doi.org/10.1016/j.tet.2016.11.003
Shen C, Zhao Y, Li W, Yang Y, Liu R, Morgen D (2019) Global profile of heavy metals and semimetals adsorption using drinking water treatment residual. Chem Eng J 372:1019–1027. https://doi.org/10.1016/j.cej.2019.04.219
Sherwani AF, Usmani JA, Varun, (2010) Life cycle assessment of solar PV based electricity generation systems: a review. Renew Sustain Energy Rev 14:540–544. https://doi.org/10.1016/j.rser.2009.08.003
Shirmehenji R, Javanshir S, Honarmand M (2021) A green approach to the bio-based synthesis of selenium nanoparticles from mining waste. J Clust Sci 32:1311–1323. https://doi.org/10.1007/s10876-020-01892-7
Simm R (2021) Chapter 6: Biological treatment technologies. In: Lens PNL, Pakshirajan K (eds) Environmental technologies to treat selenium pollution. IWA Publishing, pp 189–216
Sinharoy A, Kumar M, Chaudhuri R, Saikia S, Pakshirajan K (2022) Simultaneous removal of selenite and heavy metals from wastewater and their recovery as nanoparticles using an inverse fluidized bed bioreactor. J Clean Prod. https://doi.org/10.1016/j.jclepro.2022.134248
Sinharoy A, Lens PNL (2020) Biological removal of selenate and selenite from wastewater: options for selenium recovery as nanoparticles. Curr Pollut Rep 6:230–249. https://doi.org/10.1007/s40726-020-00146-4
Sinharoy A, Saikia S, Pakshirajan K (2019) Biological removal of selenite from wastewater and recovery as selenium nanoparticles using inverse fluidized bed bioreactor. J Water Process Eng 32:100988. https://doi.org/10.1016/j.jwpe.2019.100988
Sinharoy A, Uddandarao P (2023) Zero-valent nanomaterials for wastewater treatment. In: Shah MP (ed) Advanced application of nanotechnology to industrial wastewater. Springer Nature, Singapore, pp 53–73
Song B, Tian Z, van der Weijden RD, Buisman CJN, Weijma J (2021) High-rate biological selenate reduction in a sequencing batch reactor for recovery of hexagonal selenium. Water Res 193:116855. https://doi.org/10.1016/j.watres.2021.116855
Song B, Weijma J, Buisman CJN, van der Weijden RD (2022) How sulfur species can accelerate the biological immobilization of the toxic selenium oxyanions and promote stable hexagonal Se0 formation. J Hazard Mater. https://doi.org/10.1016/j.jhazmat.2022.129367
Srivastava P, Kowshik M (2016) Anti-neoplastic selenium nanoparticles from Idiomarina sp. PR58-8. Enzyme Microb Technol 95:192–200. https://doi.org/10.1016/j.enzmictec.2016.08.002
Staicu LC, van Hullebusch ED, Lens PNL (2015a) Production, recovery and reuse of biogenic elemental selenium. Environ Chem Lett 13:89–96. https://doi.org/10.1007/s10311-015-0492-8
Staicu LC, van Hullebusch ED, Oturan MA, Ackerson CJ, Lens PNL (2015b) Removal of colloidal biogenic selenium from wastewater. Chemosphere 125:130–138. https://doi.org/10.1016/j.chemosphere.2014.12.018
Staicu LC, van Hullebusch ED, Rittmann BE, Lens PNL (2017) Industrial selenium pollution: sources and biological treatment technologies. In: van Hullebusch ED (ed) Bioremediation of selenium contaminated wastewater. Springer International Publishing, Cham, pp 75–101
Stanbery BJ (2002) Copper indium selenides and related materials for photovoltaic devices. Crit Rev Solid State Mater Sci 27:73–117. https://doi.org/10.1080/20014091104215
Steinberg NA, Blum JS, Hochstein L, Oremland RS (1992) Nitrate is a preferred electron acceptor for growth of freshwater selenate-respiring bacteria. Appl Environ Microbiol. https://doi.org/10.1128/aem.58.1.426-428.1992
Stillings LL (2017) Selenium. In: Critical Mineral Resources of the United States—Economic and Environmental Geology and Prospects for Future Supply, Professional Paper. U.S. Geological Survey, pp Q1–Q55
Stolz JF, Gugliuzza T, Blum JS, Oremland R, Murillo FM (1997) Differential cytochrome content and reductase activity in Geospirillum barnesii strain SeS3. Arch Microbiol 167:1–5. https://doi.org/10.1007/s002030050408
Stolz JF, Oremland RS (1999) Bacterial respiration of arsenic and selenium. FEMS Microbiol Rev 23:615–627. https://doi.org/10.1111/j.1574-6976.1999.tb00416.x
Subramani A, Cryer E, Liu L, Lehman S, Ning RY, Jacangelo JG (2012) Impact of intermediate concentrate softening on feed water recovery of reverse osmosis process during treatment of mining contaminated groundwater. Sep Purif Technol 88:138–145. https://doi.org/10.1016/j.seppur.2011.12.010
Sudharsan G, Sarvajith M, Nancharaiah YV (2023) Selenite reduction and biogenesis of selenium-nanoparticles by different size groups of aerobic granular sludge under aerobic conditions. J Environ Manag. https://doi.org/10.1016/j.jenvman.2023.117482
Sun J, Du Z, Liu Y, Ai W, Wang K, Wang T, Du H, Liu L, Huang W (2021) State-of-the-art and future challenges in high energy lithium-selenium batteries. Adv Mater 33:2003845. https://doi.org/10.1002/adma.202003845
Sun Y, Tian X, He B, Yang C, Pi Z, Wang Y, Zhang S (2011) Studies of the reduction mechanism of selenium dioxide and its impact on the microstructure of manganese electrodeposit. Electrochim Acta 56:8305–8310. https://doi.org/10.1016/j.electacta.2011.06.111
Switzer Blum J, Burns Bindi A, Buzzelli J, Stolz JF, Oremland RS (1998) Bacillus arsenicoselenatis, sp. nov., and Bacillus selenitireducens, sp. nov.: two haloalkaliphiles from Mono Lake, California that respire oxyanions of selenium and arsenic. Arch Microbiol 171:19–30. https://doi.org/10.1007/s002030050673
Switzer Blum J, Stolz JF, Oren A, Oremland RS (2001) Selenihalanaerobacter shriftii gen. nov., sp. nov., a halophilic anaerobe from Dead Sea sediments that respires selenate. Arch Microbiol 175:208–219. https://doi.org/10.1007/s002030100257
Tan LC, Nancharaiah YV, van Hullebusch ED, Lens PN (2018) Selenium: environmental significance, pollution, and biological treatment technologies. Anaerobic treatment of mine wastewater for the removal of selenate and its co-contaminants. CRC Press, pp 9–71
Tan LC, Nancharaiah YV, van Hullebusch ED, Lens PNL (2016) Selenium: environmental significance, pollution, and biological treatment technologies. Biotechnol Adv 34:886–907. https://doi.org/10.1016/j.biotechadv.2016.05.005
Tan TTY, Beydoun D, Amal R (2003a) Effects of organic hole scavengers on the photocatalytic reduction of selenium anions. J Photochem Photobiol A 159:273–280. https://doi.org/10.1016/S1010-6030(03)00171-0
Tan TTY, Beydoun D, Amal R (2003b) Photocatalytic reduction of Se(VI) in aqueous solutions in UV/TiO2 system: importance of optimum ratio of reactants on TiO2 surface. J Mol Catal A Chem 202:73–85. https://doi.org/10.1016/S1381-1169(03)00205-X
Tang C, Huang Y, Zhang Z, Chen J, Zeng H, Huang YH (2016) Rapid removal of selenate in a zero-valent iron/Fe3O4/Fe2+ synergetic system. Appl Catal B 184:320–327. https://doi.org/10.1016/j.apcatb.2015.11.045
Tian H, Tian H, Wang S, Chen S, Zhang F, Song L, Liu H, Liu J, Wang G (2020) High-power lithium–selenium batteries enabled by atomic cobalt electrocatalyst in hollow carbon cathode. Nat Commun 11:5025. https://doi.org/10.1038/s41467-020-18820-y
Tugarova AV, Mamchenkova PV, Dyatlova YA, Kamnev AA (2018) FTIR and Raman spectroscopic studies of selenium nanoparticles synthesised by the bacterium Azospirillum thiophilum. Spectrochim Acta Part A Mol Biomol Spectrosc 192:458–463. https://doi.org/10.1016/j.saa.2017.11.050
U.S. Geological Survey (2021) Mineral Commodity Summaries 2021. U.S. Geological Survey, Reston.
Wang C, Li S, Wang H, Fu J (2016) Selenium minerals and the recovery of selenium from copper refinery anode slimes. J S Afr Inst Min Metall 116:593–600. https://doi.org/10.17159/2411-9717/2016/v116n6a16
Wang T, Yang L, Zhang B, Liu J (2010) Extracellular biosynthesis and transformation of selenium nanoparticles and application in H2O2 biosensor. Colloids Surf B 80:94–102. https://doi.org/10.1016/j.colsurfb.2010.05.041
Wang Z, Wang Y, Gomes RL, Gomes HI (2022) Selenium (Se) recovery for technological applications from environmental matrices based on biotic and abiotic mechanisms. J Hazard Mater 427:128122. https://doi.org/10.1016/j.jhazmat.2021.128122
Weber B (2021) Coal company Teck fined $60M for contaminating rivers in southeastern B.C. | CBC News. CBC
Wei J, Shen B, Ye G, Wen X, Song Y, Wang J, Meng X (2021) Selenium and arsenic removal from water using amine sorbent, competitive adsorption and regeneration. Environ Pollut 274:115866. https://doi.org/10.1016/j.envpol.2020.115866
Werkneh AA, Gebretsadik GG, Gebru SB (2023) Review on environmental selenium: occurrence, public health implications and biological treatment strategies. Environ Chall 11:100698. https://doi.org/10.1016/j.envc.2023.100698
Wilkinson J (2021) Decision Statement Issued under Section 54 of the Canadian Environmental Assessment Act, 2012 to Benga Mining Limited o/a Riversdale Resources c/o Mr. Gary Houston, Vice President, External Affairs
Wu Y, Guan C-Y, Griswold N, Hou L, Fang X, Hu A, Hu Z, Yu C-P (2020) Zero-valent iron-based technologies for removal of heavy metal(loid)s and organic pollutants from the aquatic environment: recent advances and perspectives. J Clean Prod 277:123478. https://doi.org/10.1016/j.jclepro.2020.123478
Xia X, Wu S, Li N, Wang D, Zheng S, Wang G (2018) Novel bacterial selenite reductase CsrF responsible for Se(IV) and Cr(VI) reduction that produces nanoparticles in Alishewanella sp. WH16-1. J Hazard Mater 342:499–509. https://doi.org/10.1016/j.jhazmat.2017.08.051
Xiang H, Deng N, Zhao H, Wang X, Wei L, Wang M, Cheng B, Kang W (2021) A review on electronically conducting polymers for lithium–sulfur battery and lithium-selenium battery: progress and prospects. J Energy Chem 58:523–556. https://doi.org/10.1016/j.jechem.2020.10.029
Yan J, Chen X, Zhu T, Zhang Z, Fan J (2021) Effects of selenium fertilizer application on yield and selenium accumulation characteristics of different Japonica rice varieties. Sustainability 13:10284. https://doi.org/10.3390/su131810284
Yan S, Cheng KY, Bohu T, Morris C, Lomheim L, Yang I, Ginige MP, Edwards E, Zheng G, Zhou L, Kaksonen AH (2023) Microbial community dynamics in a feedback-redox controlled bioreactor process that enabled sequential selenate, nitrate and sulfate removal, and elemental selenium recovery. J Water Process Eng. https://doi.org/10.1016/j.jwpe.2023.103881
Yan S, Cheng KY, Ginige MP, Morris C, Deng X, Li J, Song S, Zheng G, Zhou L, Kaksonen AH (2022) Sequential removal of selenate, nitrate and sulfate and recovery of elemental selenium in a multi-stage bioreactor process with redox potential feedback control. J Hazard Mater. https://doi.org/10.1016/j.jhazmat.2021.127539
Yang J, Chen Y, Tong J, Su Y, Gao X, He J, Shi K, Hou X, Wu W (2021) Investigation on the efficient separation and recovery of Se(IV) and Se(VI) from wastewater using Fe–OOH–bent. Radiochim Acta 109:377–387. https://doi.org/10.1515/ract-2020-0087
Yang Z, Zhao J, Sullivan EG, Zou S (2023) Cost-effective cathode materials to electrochemically tackle aquatic selenite pollution. ACS EST Eng 3:458–466. https://doi.org/10.1021/acsestengg.2c00323
Yee N, Ma J, Dalia A, Boonfueng T, Kobayashi DY (2007) Se(VI) reduction and the precipitation of Se(0) by the facultative bacterium Enterobacter cloacae SLD1a-1 are regulated by FNR. Appl Environ Microbiol 73:1914–1920. https://doi.org/10.1128/AEM.02542-06
Youel JM (1947) Selenium ruby glass. US2418684A
Zaslavskii AY, Gol’dshtein YE, Shenk RI (1967) Metallography of steel with selenium, tellurium, and lead. Met Sci Heat Treat 9:694–696. https://doi.org/10.1007/BF00649055
Zelmanov G, Semiat R (2013) Selenium removal from water and its recovery using iron (Fe3+) oxide/hydroxide-based nanoparticles sol (NanoFe) as an adsorbent. Sep Purif Technol 103:167–172. https://doi.org/10.1016/j.seppur.2012.10.037
Zhang J, Wang Y, Shao Z, Li J, Zan S, Zhou S, Yang R (2019) Two selenium tolerant Lysinibacillus sp. strains are capable of reducing selenite to elemental Se efficiently under aerobic conditions. J Environ Sci 77:238–249. https://doi.org/10.1016/j.jes.2018.08.002
Zhang Z, Adedeji I, Chen G, Tang Y (2018a) Chemical-free recovery of elemental selenium from selenate-contaminated water by a system combining a biological reactor, a bacterium-nanoparticle separator, and a tangential flow filter. Environ Sci Technol. https://doi.org/10.1021/acs.est.8b04544
Zhang Z, Chen G, Tang Y (2018b) Towards selenium recovery: biocathode induced selenate reduction to extracellular elemental selenium nanoparticles. Chem Eng J 351:1095–1103. https://doi.org/10.1016/j.cej.2018.06.172
Zhao X, Yu X, Wang X, Lai S, Sun Y, Yang D (2021) Recent advances in metal-organic frameworks for the removal of heavy metal oxoanions from water. Chem Eng J 407:127221. https://doi.org/10.1016/j.cej.2020.127221
Zhou J, Su Y, Zhang J, Xu X, Zhao J, Qian G, Xu Y (2015) Distribution of OH bond to metal-oxide in Mg3−xCaxFe-layered double hydroxide (x=0–1.5): Its role in adsorption of selenate and chromate. Chem Eng J 262:383–389. https://doi.org/10.1016/j.cej.2014.10.010
Zhu L, Zhang L, Li J, Zhang D, Chen L, Sheng D, Yang S, Xiao C, Wang J, Chai Z, Albrecht-Schmitt TE, Wang S (2017) Selenium sequestration in a cationic layered rare earth hydroxide: a combined batch experiments and EXAFS investigation. Environ Sci Technol 51:8606–8615. https://doi.org/10.1021/acs.est.7b02006
Ziemkiewicz PF, O’Neal M, Lovett RJ (2011) Selenium leaching kinetics and in situ control. Mine Water Environ 30:141–150. https://doi.org/10.1007/s10230-011-0154-4
Zoroufchi Benis K, McPhedran KN, Soltan J (2022) Selenium removal from water using adsorbents: a critical review. J Hazard Mater 424:127603. https://doi.org/10.1016/j.jhazmat.2021.127603
Zou S, Mauter MS (2021a) Direct electrochemical pathways for selenium reduction in aqueous solutions. ACS Sustain Chem Eng 9:2027–2036. https://doi.org/10.1021/acssuschemeng.0c06585
Zou S, Mauter MS (2021b) Competing ion behavior in direct electrochemical selenite reduction. ACS EST Eng 1:1028–1035. https://doi.org/10.1021/acsestengg.1c00099
Acknowledgements
This work was partially funded by the Government of Canada through the Natural Sciences and Engineering Research Council of Canada (NSERC) through the Strategic Partnership Grant for Networks (NETGP 479708-15), the Senior Industrial Research Chair program, the Discovery Grants program, and the NSERC Toward Environmentally Responsible Resource Extraction (NSERC-TERRE-NET) program. This work was also financially supported by the Province of Ontario through the Ontario Research Fund—Research Excellence Program (ORF-RE09-061).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There are no conflicts of interest or competing interests to declare.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ngan, A., Ren, D., Chen, Z.Q. et al. From contaminant to commodity: a critical review of selenium usage, treatment, and recovery. Rev Environ Sci Biotechnol 23, 223–255 (2024). https://doi.org/10.1007/s11157-024-09680-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11157-024-09680-9