
The structure and phase composition of Fe–Ti–Ni–C alloys produced in situ by thermal synthesis at 1200°C using TiH2, Fe, graphite, and Ni powder mixtures have been studied. The synthesized alloys represent a skeleton of titanium carbide grains of different stoichiometry, with sizes varying from 0.5 to 16 μm, surrounded by metal reinforcement layers. The starting mixtures without nickel or with 5% Ni have coarse TiC grains. When Ni content of the mixture increases to 10–20%, the maximum grain size sharply decreases to 6–7 μm. The microhardness of the synthesized alloys decreases when nickel amount in the mixture increases to 15% but becomes somewhat higher at 20% Ni. The phase composition of the alloys substantially depends on the amounts of starting mixture components and includes titanium carbide, Fe3C cementite, α-iron solid solution, and intermetallic FeNi3 (for ironcontaining mixtures) and Ni3Ti and Ni4Ti (for nickel-containing mixtures). When Ni content of the starting mixture increases to 10–20%, the lattice parameter and stoichiometry of TiCx slightly decrease and carbide particles noticeably refine. The thermally synthesized alloys have been ground to produce reinforced steel composite powders, which can find extensive application in depositing wear-resistant coatings and fabricating bulky parts by compaction followed by sintering, hot pressing, or hot forging.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Recent years have seen a growing interest in carburized steels—metal matrix composites containing a refractory component with increased hardness and a steel matrix phase—since they combine excellent mechanical properties and high wear resistance [1,2,3,4,5,6,7,8].
Most of these materials contain titanium carbide as the reinforcing phase, featuring high hardness and being chemically stable in a steel matrix. The introduction of hard TiC particles into these materials substantially improves their hardness and wear resistance.
Conventional processes for producing carburized steels employ powder metallurgy methods, in which iron and titanium carbide alloy powders are commonly ground/mixed, the powder mixtures are compacted, and the porous compacts are subjected to liquid-phase sintering [2,3,4,5]. Increasing attention has been recently paid to the production of composites with titanium carbide particles that develop in situ in the liquid-phase exothermic reaction that occurs when powder mixtures of iron (or its alloys), titanium, and carbon are heat treated [9,10,11,12,13,14]. These materials are characterized by highly pure interfaces, predetermining stronger bonding between the matrix and reinforcing particles. Moreover, such a method to synthesize Fe–TiC may turn to be more economical since it does not require the production of titanium carbide powders.
The properties of carburized steels, being primarily defined by the amount of refractory phase and the composition of steel phase, largely depend on the strength of adhesion between them. Wetting of the refractory phase by the metallic melt and interface energy are crucial for promoting strong adhesion between these phases [5].
Carbon steels can be used as the metallic phase for carburized steels [2, 10, 14], but doped alloys of various grades and compositions have found wider application [3,4,5, 8, 15, 16]. This is attributed to higher mechanical characteristics of the latter and poor wetting of titanium carbide by iron [4]. A higher carbon content of the steel matrix somewhat increases the wettability, but it remains insufficient to ensure strong adhesion between the refractory and metallic phases of carburized steels.
The introduction of additions that enhance the migration of atoms belonging to the contacting materials in the desired direction (activators) improves the wettability and, accordingly, adhesion between the composite components [4]. Nickel is among the elements that improve the wetting of titanium carbide by iron-based alloys and increase the adhesion of carbide particles to the metallic matrix. If there is more than 12% Ni in the steel matrix, the TiC–(Fe, Ni) systems are characterized by high interfacial activity, greater TiC solubility in the metallic matrix, and active liquid-phase recrystallization. The wettability of titanium carbide improves with greater nickel content of iron alloys.
Moreover, nickel has a low coefficient of diffusion in iron and improves the stability of austenite in powder steels, the hardenability of the steel matrix, and the strength of the ferritic phase. In addition, the alloy acquires the maximum hardness when nickel reaches 5–10% in the matrix [4, 5].
The objective is to find out how nickel influences the structure and phase composition of alloys thermally synthesized from Fe–Ti–Ni–C powder mixtures.
EXPERIMENTAL PROCEDURE
To produce sintered titanium alloy materials, starting titanium hydride powders are more effective than the commercial titanium powder. Titanium hydride powders significantly activate diffusion processes in sintering because the hydride lattice is much denser and interfaces can be additionally purified with atomic hydrogen released in the decomposition of titanium hydride [17,18,19], finally improving the mechanical characteristics of alloys produced.
We used titanium hydride powder (100 μm particles) as the titanium-containing component and iron (160 μm), nickel (63 μm), and graphite powders. To determine how the starting mixture composition influences the structure and properties of synthesized alloys, we prepared five starting compositions with different ratios of the components. The contents of titanium hydride and carbon were constant (64 and 16 wt.%) in all compositions, only iron and nickel amounts were varied (Table 1).
The powders were stirred in a drum mixer and then were cold pressed at 700 MPa to make billets to be subjected to vacuum sintering (thermal synthesis) for 60 min at 1200°C.
The microstructure and macrostructure of the sintered samples were examined employing an XJL-17 optical microscope and Superprobe 733 scanning electron microscope (JEOL, Japan). The samples were subjected to X-ray diffraction using a DRON-3M diffractometer in Co-Kα radiation by step-by-step scanning in the range 20–130°. The microhardness was measured by a PMT-3 tester with a diamond pyramid at a load of 0.48 N. The grain sizes for each composition were determined by the linear intercept method using 50 measurements for each sample.
EXPERIMENTAL RESULTS AND DISCUSSION
The sinters resulting from thermal synthesis were sufficiently strong and looked like an expanded sponge (Fig. 1a). The compacts noticeably expand after sintering, macroscopic pores and shrinkage holes being formed in the process (Fig. 1b).

Appearance of the samples (a) before (left) and after (right) reactive thermal synthesis and macrostructure of the composite (b)
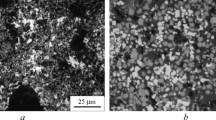
The alloys have a microstructure with evenly distributed hard phase grains of uniform size, surrounded by layers of the metallic matrix (Fig. 2). The average sizes of hard phase particles fall in the range 0.5–5.0 μm.

Standard microstructure of an alloy thermally synthesized from the TiH2–Fe–Ni–C powder mixture
X-ray diffraction for starting mixture 4 (Table 1) and alloys produced from mixtures of various composition indicates (Fig. 3a) that titanium carbide lines are most intensive and clear for the sinters after thermal synthesis. The fcc parameter of the titanium carbide lattice is 0.43228 nm for mixture 1 (Table 1), which corresponds to TiC0.68 stoichiometry. The cementite component is present in the X-ray diffraction pattern as a series of individual orthorhombic Fe3C lines (Fig. 3b).

X-ray diffraction patterns for starting mixture 4 (a) and sinters produced from mixture 1 (b), 4 (c) and 2 (d) after thermal synthesis
The same pattern is observed for the alloy synthesized from nickel-containing mixture 4 (Fig. 3c). In this case, besides titanium carbide with a cubic lattice parameter of 0.4318 nm (corresponding to an atomic carbon-totitanium ratio of 0.67), the X-ray diffraction pattern for the alloy shows also lines of intermetallic Ni3Ti and FeNi3 (Fig. 3c).
For the sinter synthesized from mixture 2 (without iron), the X-ray diffraction pattern has lines of Ni3Ti and, presumably, Ni4Ti (Fig. 3d) besides the most intensive titanium carbide lines. No individual nickel lines were found. Relatively low TiCx stoichiometry in all alloys is noteworthy. In this regard, we determined how nickel content of the starting mixture influenced the lattice parameters of titanium carbide obtained by thermal synthesis.
When Ni content of the mixture increases, the lattice parameter (Fig. 4a) and, accordingly, stoichiometry of titanium carbide (Fig. 4b) somewhat reduce. This effect can be explained with the data reported in [4], showing that titanium and carbon from titanium carbide dissolve in the matrix in disproportionate amounts in high-temperature interaction between the titanium carbide particles and iron and nickel melts; as a result, the TiCx stoichiometry changes along with the metallic melt composition in the dissolution process. It is pointed out [4] that the carbide grain layer in direct contact with the melt becomes significantly depleted of carbon when the nickel melt interacts with titanium carbide.

Dependence of the TiC lattice parameter (a) and TiCx stoichiometry (b) on nickel content of the starting mixture
The Ti–Ni phase diagram [20] justifies the validity of conclusions made in [4] and their suitability for studying the interaction between the carbide component and melts and describing the formation of alloys in sintering conditions (thermal synthesis). Analysis of the phase diagram shows that eutectic transformations occur at 942 and 984°C in a wide range of compositions containing 10–50% Ni. The same eutectic transformations in the Ti–Fe system are observed at a higher temperature, 1085°C, in the range 22–48% Fe. This allows the conclusion that the system contains a substantial amount of the liquid phase at the thermal synthesis temperature (1200°C). The liquid phase promotes the formation of alloys through mechanisms similar to those that drive interaction between carbide plates and melts.
We also assessed the effect of nickel content of the starting mixture on the structure of sintered alloys (Fig. 5). The structure of all samples includes titanium carbide particles surrounded by metallic matrix layers. The samples made from mixture 1 without nickel (Fig. 5a, b) and mixture 5 with 5% Ni (Fig. 5c, d) show that the titanium carbide particles are sintered into conglomerates because of the high amount of the layer between the carbide grains. When nickel content of the starting mixture increases to 10–20%, the alloy acquires a structure in which carbide grains are much more separated from each other (Fig. 5e–j).

Fragments of fracture surfaces of thermally synthesized samples produced from the mixtures without nickel (a, b) and with 5 (c, d), 10 (e, f), 15 (g, h), and 20 wt.% Ni (i, j)
The carbide particles are almost spherical, but there are also grains of hexagonal shape.
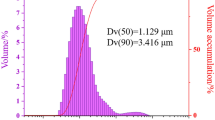
The grain size of the carbide phase determined by numerical estimate of optical microscopy data varies from 0.5 to 16 μm. The minimum grain size for each of the synthesized alloys is about 0.5 μm and hardly depends on starting composition (Fig. 6a). The maximum grain size is about 16 μm for the mixtures without nickel or with 5% Ni. When nickel content of the mixture increases to 10–20%, the maximum grain size sharply decreases and no longer exceeds 6–7 μm (Fig. 6a).

Dependence of the maximum and minimum grain sizes of the carbide phase (a) and its microhardness (b, c) on nickel content of the starting mixture (a, b) and TiCx stoichiometry (c)
The refining effect of nickel in the sintering of carburized steel can be explained as follows. Carbide grains continuously emerge, precipitate, and dissolve in the liquid phase in the liquid-phase sintering (thermal synthesis) of compacts produced from Ti, Fe, Ni, and C powder mixtures [21]. The carbide phase fully or partially recrystallizes through the liquid phase by diffusion-controlled mechanism when held in the sintering process [22]. The predominant effect of one or another mechanism on the formation of carbide grains is determined by the direction of diffusion processes driven by difference in the chemical potential of titanium depending on where titanium is found, either in the carbide phase or in melt. In the case of the iron–carbon matrix, the chemical potential of titanium changes to a lower extent in the titanium carbide phase than in the melt at temperatures to 1640–1670 K. For this reason, there are no conditions for the diffusion of titanium into the melt, though its concentrations differ significantly in the contacting phases [23]. Precipitation is thus the predominant structurization mechanism, leading to coarse carbide grains in the alloys produced from the mixtures without nickel or with minimum nickel content (mixtures 1 and 5).
When nickel content of the starting mixture increases, the chemical potential of titanium in the carbide phase changes to a greater extent than in the melt. Given the difference in the chemical potential, the dissolution of titanium carbide grains intensifies or their precipitation slows down, predetermining the structural refinement of the carbide phase in the alloys with higher (10–20%) nickel content.
The above structurization features and phase composition of the sinters produced from powder mixtures of various composition predetermine also the dependence of their microhardness on nickel content. Figure 6b indicates that the microhardness of synthesized alloys decreases when nickel content increases to 15%. This is due to reduction in the stoichiometry of titanium carbide (Fig. 4b and Fig. 6c) and the fact that the maximum microhardness (approaching the microhardness of titanium carbide without carbon defects) defines the hardness of coarse carbide grains or coalesced carbide grains, giving adequate space for applying the Vickers microindentation method. At the same time, the matrix microhardness cannot be determined individually for the alloy with 10–20% Ni having noticeably finer microstructure (Fig. 6a) because most of the carbide particles are much smaller than the Vickers pyramid impression. The microhardness of the material corresponds to the hardness of the matrix phase with inclusions of fine titanium carbide grains.
Noteworthy is also that the microhardness of the samples produced from mixture 2 with the maximum nickel content (20%) but without iron somewhat increases though the TiCx stoichiometry reduces (Fig. 5c, c). The effect may be due to a substantial amount of hard Ni3Ti and Ni4Ti intermetallics formed in the matrix phase (Fig. 3d) and contributing to greater hardness of the material. The same pattern was pointed out in [24], according to which TiC–Ni–Ti hard alloys show higher hardness than TiC–Ni–Fe alloys.
The thermally synthesized samples were ground to produce carburized steel powders, which can find wide application in the deposition of wear-resistant coatings and the production of bulk parts by compaction and subsequent sintering, hot pressing, or hot forging.
CONCLUSIONS
Composite sinters, whose structure includes a porous skeleton of titanium carbide grains surrounded by layers of the metallic matrix, have been thermally synthesized (sintered) from iron, titanium hydride, nickel, and graphite powder mixtures.
The phase composition of the alloys substantially depends on starting mixture composition and includes, besides titanium carbide particles, a cementite orthorhombic Fe3C component, an α-iron solid solution, and intermetallic FeNi3 (for iron-containing mixtures) and Ni3Ti and, presumably, Ni4Ti (for nickel-containing mixtures). When nickel content of the mixture increases, the lattice parameter and, accordingly, the stoichiometry x of TiCx somewhat reduce.
A noticeable refining effect of nickel has been found. The maximum grain size of the carbide phase in the samples produced from mixtures without nickel or with 5% Ni is approximately 16 μm. When nickel content of the mixture increases to 10–20%, the maximum grain size in the samples sharply decreases and is no more than 6–7 μm.
References
K.I. Parashivamurthy, R.K. Kumar, S. Seetharamu, and M.N. Chandrasekharaiah, “Review on TiC reinforced steel composites,” J. Mater. Sci., 36, 4519–4530 (2001).
M. Razavi, M.S. Yaghmaee, M.R. Rahimipour, and S.S. Tousi, “The effect of production method on properties of Fe–TiC composite,” Int. J. Miner. Process., 94, 97–100 (2010).
Zhi Wang and Tao Lin, “Microstructure and properties of TiC-high manganese steel cermet prepared by different sintering processes,” J. Alloys Compd., 650, 918–924 (2015).
Yu.G. Gurevich, V.K. Narva, and N.R. Frage, Sintered Carbide Steels [in Russian], Metallurgiya, Moscow (1988), p. 144.
J. Kübarsepp, Hard Alloy with Steel Bonding [in Russian], Valgus-TTU, Tallinn (1991).
I.M. Martins, M. Oliveira, and H. Carvalhinhos, “Wear resistant high-speed steel matrix composites,” Adv. Powder Metall. Part. Mater., 6, 213–218 (1992).
M.V. Deshpande, J.P. Saxena, and P. Rumar, “Toughness cermeted carbide material with iron-rich binder for steel turning,” Int. J. Refract. Met Hard Mater., 15, No. 1–3, 157–162 (1997).
M. Oliveira and D. Bolton, “Effect of ceramic particles on the mechanical properties of M3/2 high speed steel,” Int. J. Powder Metall., 32, No. 1, 37–49 (1996).
G.A. Baglyuk, L.O. Poznyak, and S.V. Tikhomirov, Method of Producing Articles from Powder Composite Materials [in Ukrainian], Ukrainian Patent 47662 A, July 15 (2002), Bulletin No. 7.
G.A. Baglyuk and D.A. Goncharuk, “Structural and phase analysis of carburized steel powders produced by reaction synthesis,” in: Powder Metallurgy: Surface Engineering, New Powder Composites, and Welding [in Russian], Minsk (2011), pp. 68–73.
Z. Mei, W. Yana, and K. Cui, “Effect of matrix composition on the microstructure of in situ synthesized TiC particulate reinforced iron-based composites,” Mater. Lett., 57, 3175–3181 (2003).
L.S. Zhong, Y.H. Xu, M. Hojamberdiev, J.B. Wang, and J. Wang, “In situ fabrication of carbide particulates-reinforced iron matrix composites,” Mater. Des., 32, 3790–3795 (2011).
B.H. Li, Y. Liu, H. Cao, L. He, and J. Li, “Rapid fabrication of in situ TiC particulates reinforced Fe-based composites by spark plasma sintering,” Mater. Lett., 63, 2010–2012 (2009).
J. Wang and Y.S. Wang, “In-situ production of Fe–TiC composite,” Mater. Lett., 61, 4393–4395 (2007).
G.A. Baglyuk, I.D. Martyukhin, T.M. Pavligo, G.G. Serdyuk, and V.M. Tkach, “Structural features of hotforged carbide steel (high-speed steel–titanium carbide),” Powder Metall. Met. Ceram., 48, No. 1–2, 34–37 (2009).
S.-H. Chang, T.-P. Tang, K.-T. Huang, and F.-C. Tai, “Effects of sintering process and heat treatments on microstructures and mechanical properties of VANADIS 4 tool steel added with TiC powders,” Powder Metall., 54, No. 4, 507–512 (2011).
O.M. Ivasyshyn, A.N. Demidik, and D.G. Savvakin, “Use of titanium hydride for the synthesis of titanium aluminides from powder materials,” Powder Metall. Met. Ceram., 38, No. 9–10, 482–487 (1999).
O.M. Ivasyshyn, G.A. Baglyuk, O.O. Stasyuk, and D.G. Savvakin, “Structurization in the sintering of TiH2–TiB2 powder mixtures,” Fiz. Khim. Tverd. Tela, 18, No. 1, 15–20 (2017).
G.A. Baglyuk, O.M. Ivasyshyn, O.O. Stasyuk, and D.G. Savvakin, “The effect of charge component composition on the structure and properties of titanium matrix sintered composites with high-modulus compounds,” Powder Metall. Met. Ceram., 56, No. 1–2, 45–52 (2017).
N.P. Lyakishev (ed.), Phase Diagrams of Binary Metallic Systems [in Russian], Mashinostroenie, Moscow (1997), p. 1024.
S.T. Li, H.Y. Wang, S.J. Lü, S.L. Sun, D. Li, and Q.C. Jiang, “Fabrication of steel matrix composite locally reinforced with in situ TiC particulate via SHS reaction of (Ti, Fe)–C system during casting,” ISIJ Int., 48, No. 9, 1293–1298 (2008).
O.M. Shevchenko, “Carburized steels. Types and production methods (overview),” Tek. Probl. Fiz. Materialoved. Ser Fiz. Khim. Osn. Tekhnol. Poroshk. Mater., Issue 20, 51–64 (2011).
A.G. Buklakov, Tribotechnical Characteristics of a Composite with Titanium Carbide for Equipping Centering Support Devices [in Russian], Author’s Abstract of PhD Thesis, Moscow (2015), p. 24.
V.V. Pashinskii and M.G. Subbotina, “Effect of heat treatment on the structure and properties of sintered TiC–Ti–Ni and TiC–Ni–Fe alloys,” Vost. Evrop. Zh. Pered. Tekhnol., No. 5(5), 39–45 (2014).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 59, Nos. 3–4 (532), pp. 69–79, 2020.
Rights and permissions
About this article

Cite this article
Bagliuk, G., Maksimova, G., Mamonova, A. et al. The Structure and Phase Composition Acquired by Fe–Ti–Ni–C Alloys in Thermal Synthesis. Powder Metall Met Ceram 59, 171–178 (2020). https://doi.org/10.1007/s11106-020-00149-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-020-00149-2