
The possibility of the use of directed crystallization for obtaining a graded structure in grinding balls from chromium white irons is assessed. The chemical composition of the iron is determined. The structure and the microhardness of the balls are studied after a heat treatment. Tests of the grinding balls are performed. Directed crystallization in metallic molds is used to provide a graded structure from the surface to the center of the balls. Preliminary modification with manganese also affects the formation of the structure. The structure of the surface layer in the radial direction is represented by austenitic dendrites and a quasi-eutectic based on (Cr, Fe)7C3 carbides and meets the principle of composite hardening making the balls highly abrasion-resistant. The core of the grinding balls consists of a dispersed spherulitic eutectic and base leading carbides of type M7C3, which raises the resistance of the balls to impact loads during service.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Important requirements for grinding bodies are high wear resistance and impact strength [1, 2]. These operating properties are largely determined by the hardness. However, a high hardness does not always provide a high endurance and preservation of appropriate operating conditions during the service life of grinding bodies. Hard grinding bodies experiencing impact loads during operation break, or their surface undergoes gradual spalling intensifying the abrasive wear.
The wear resistance can be raised by creating a specific metallic matrix in the surface layer, which meets the Charpy principle (rule) [3]. This principle, which has been applied initially to antifriction alloys, consists in creating a structure represented by isolated hard inclusions fixed in a ductile matrix in a material that undergoes friction in service [4]. The wear-resistant alloys operating under conditions of abrasive wear should obey a principle of composite hardening (a variant of the Charpy rule) [5, 6]. Like the Charpy rule, the principle of composite hardening stipulates the presence of ductile and hard structural components in the material. In this case, the wear resistance is intensified by the bulk reinforcement provided by eutectic colonies. Alloyed cast irons containing austenite-carbide eutectics of type A – MC (VC and TiC in particular) or A – M7C3 ((Cr, Fe)7C3) meet this principle better than other materials. White cast irons with Fe3C – A ledeburite do not obey the rule in question because their matrix is represented by cementite, and the isolate fine inclusions are represented by austenite. Therefore, in contrast to ledeburite, an important condition for the eutectics meeting the principle of composite hardening is an inverse location of the structural components, i.e., their matrix should consist of ductile austenite and the reinforcing phase should be represented by carbides of types MC and M7C3. The eutectic formed in this case is termed an inverted-type one. Under the conditions of intense heat removal typical for casting into metallic molds and directed crystallization by the in situ method, the cast iron is a composite based on eutectic colonies [7].
To provide a high abrasive wear resistance of grinding balls, they are often produced from chromium white cast irons [8, 9]. In accordance with the performance specifications, the carbide phase in the grinding bodies should be distributed uniformly in the matrix and have of a maximum content of (Cr, Fe)7C3 carbidesFootnote 1 with preferred orientation of crystallographic axis c perpendicular to the worn surface [10]. The metallic matrix should meet the following requirements: confine the carbides with a maximum strength, provide minimum deformations, and contain relatively thin layers of austenite between the Cr7C3 carbides to minimize the selective wear of the matrix with the abrasive. It is assumed that the optimum structure for the matrix is a martensitic one with retained metastable austenite susceptible to strain hardening to meet the Bogachev–Mints principle [11].
Creation of a bilayer structure with a hard surface and a ductile middle, which plays the role of a consolidating center and absorbs the impact energy, provides effective impact resistance in service of grinding bodies [12]. These properties, which vary over the thickness of the ball, are possessed by functionally graded materials a distinguishing feature of which is gradual variation of the structure from layer to layer [13]. The concept of creation of such materials can be implemented by various methods from advanced additive technologies [14,15,16,17,18] to traditional casting processes [19, 20]. Specifically, this approach is used in the production of forming rolls from indefinite cast irons, in which the functional layer is formed from a white cast iron and the core consists of a graphitized cast iron [21, 22].
Consumers may face the problem of a low operational stability of grinding bodies, which is determined by relatively low parameters of the wear and impact resistances. These properties can be raised by developing a method for controlling the processes of structure formation.
The aim of the present work was to create a method for manufacturing grinding balls with a graded structure from cast condition by directed crystallization and subsequent heat treatment providing an optimum combination of operating properties, i.e., a high abrasive wear resistance on the surface due to formation of a structure meeting the principle of composite hardening and a strong and tough matrix capable to resist impact loads during service in ball crushers.
METHODS OF STUDY
We melted the iron in an IChT-0.06 induction furnace with acid lining. The blend materials were pig iron P-2 and scrap steel St3. The alloying agent was ferrochrome FKh001A preliminarily crushed and loaded to the bottom of the furnace before the melting. The out-of-furnace treatment was performed by the autoclave method by introducing magnesium into the ladle with capacity 25 kg. The chemical composition of the alloys was controlled using a SPECTROMAXx spectrometer. The average chemical composition calculated from the results of three measurements is presented in Table 1. An experimental batch of grinding balls with diameter 30 mm was obtained by chill casting (Fig. 1a ). We determined the content of the chemical elements in the surface zone and in the core of the balls.

Grinding balls with diameter 30 mm (a) and laboratory ball crusher for their testing (b ).
The heat treatment of the balls consisted of quenching from 980 ± 10°C with air cooling and tempering at 230 – 250°C.
The metallographic studies of the grinding balls were made using a computer-aided unit created on the base of a Leica DM IRM inverted metallographic microscope. The specimens were etched in a 4% alcoholic solution of picric acid.
The microhardness of the individual carbide phases of the metallic matrix was determined using a Shimadzu HMV-2 microhardness tester. The hardness of the specimens was measured using a Nemesis-9003 universal hardness tester.
Full scale tests of the grinding balls were performed in a laboratory ball crusher by grinding various ferroalloys (Fig. 1b ).
RESULTS AND DISCUSSION
Table 1 presents the results of the assessment of the average (after three measurements) chemical composition of the cast iron in the center and on the surface of the balls. In can be seen that the carbon and phosphorus contents on the surface and in the center of the balls differ, which implies development of segregation processes during the solidification.
For example, the carbon content on the surface is 3.0%, whereas in the center it is 3.26%.
Chromium cast irons obey a dependence [23], which makes it possible to determine the content of carbides K from the known concentrations of carbon (% C) and chromium (% Cr), i.e.,
It follows from formula (1) that the content of carbides depends substantially on the carbon content. Computations show that the content of carbides on the surface and in the center of the balls is 30.7 and 33.5%, respectively. Increase of the carbon concentration in the center of the ball is accompanied by growth of the content of (Cr, Fe)7C3 carbides, which will be shown to affect both the properties and the morphology of the structure.
A typical microstructure of cast iron at a distance of about 5 mm from the surface of a ball is presented in Fig. 2. It is represented by austenitic dendrites and an austenite-carbide eutectic, which matches a hypoeutectic pattern. The structure is fine and the dendrites have well-manifested anisotropy. By the data of the structure analysis (Fig. 2a ), the first to crystallize from the melt are the austenitic dendrites. Since they do not undergo a retarding action of other phases during the crystallization, their structure is developed the most. Individual dendrites in the plane of the metallographic section have quite large linear sizes (go virtually through the whole of the field of vision). The major axes of the dendritic crystals grow over the normal to the surface of the working cavity of the chill mold. The orientation of the austenitic dendrites is a consequence of their growth in the direction opposite to that of the heat removal.

Post-heat-treatment microstructure of cast iron at a distance of 5 mm from the surface of the ball: 1 ) iron dendrite; 2) M7C3 – A; 3) M7C3; a) × 50; b ) × 200; c) × 500; d ) × 1000.
Figure 2b exhibits obvious second-order arms, the distance between which does not exceed 10 µm, which indicates a high rate of their solidification. The ball has a relatively small size, and the respectively high cooling rate due to the intense heat removal into the metallic mold promotes formation a primary dendritic structure.
An A – M7C3 austenite-carbide eutectic is located in the arm spacing (Fig. 2c ). The susceptibility of chromium-alloyed white cast irons to formation of quasi-eutectic structures under the conditions of nonequilibrium crystallization has been reported in [24]. In our case, the conditions for development of nonequilibrium crystallization in formation of quasi-eutectic structures are created due to the intense removal of heat into the metallic mold. Austenite is the leading phase forming the matrix of the A – M7C3 quasi-eutectic. This mechanism of formation of the quasi-eutectic is confirmed by the fact that the austenite crystals belonging to the quasi-eutectic are formed sooner on the austenitic dendrites already present in the solidifying ball, which is more favorable from the standpoint of the thermodynamics where the energy is concerned. By the data of the analysis of the morphological structure of the mechanical mixture, the inclusions of the carbide phase are of type M7C3. This is confirmed by Fig. 2d, where we observe a hexagonal base of the Cr7C3 leading carbide crystal surrounded with an austenitic shell. With allowance for the leading role of austenite in the formation of the A – M7C3 quasi-eutectic and for the “island” arrangement of the M7C3 carbide, we may infer that the surface zone of the balls is an inverted-type eutectic matching the Zhukov–Silman principle of composite hardening. The additional composite hardening of the surface layer of the balls is a result of formation of austenitic dendrites oriented orthogonally to the surface of the grinding ball, which provides a high level of wear resistance in the surface zone of the cast iron articles.
The carbide phase observed in the structure of the eutectic colonies (Fig. 3) has the shape of rosettes or polyhedrons. Similar structures have been detected in chromium cast irons in [25].

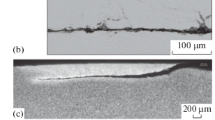
Post-heat-treatment microstructure of a colony of A – M7C3 quasi-eutectic (marked with the arrows) in a ball: a) cross section, × 500; b ) longitudinal section, × 1000.
The metallic matrix near the surface of the cast iron has a structure of tempered martensite with a relatively low content of retained austenite. During the heat treatment, the structure acquires M7C3-type secondary carbides. The secondary carbide phase forms primarily on the primary carbides.
The chemical composition of the central part of the ball differs from that on the surface due to the development of segregation processes, in particular, with respect to carbon. In addition, the conditions of the heat removal change during the solidification of the central part of the ball due to the comparatively low thermal conductivity of the earlier solidified surface zone having a structure of white chromium cast iron. The changes in the composition and in the solidification conditions cause substantial changes in the mechanism of structure formation (Fig. 4).

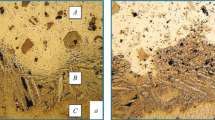
Post-heat-treatment microstructure in the center of a ball (a, c) and at the boundary of structural zones (b ): a) × 50; b, c) × 200; 1) M7C3 – A; 2) M7C3.
Figure 4b presents the microstructure of the transition zone arising at the boundary of occurrence of different mechanisms of structure formation over cross section of a ball. The changes in the structure of the surface and of the central zones result in changes in their properties, which allows us to conclude that the structure over the cross section of the ball has a graded pattern.
The austenitic dendrites growing into the central zone of the ball are characterized by a great distance between the second-order arms. This means that the austenite crystals in the center of the ball grow at a lower rate than on its surface under the conditions of the less intense removal of heat (Fig. 4b ). Analyzing the morphological features of the structure we can judge on the mechanism of its formation. The austenitic dendrites grow from the surface and squeeze the liquid enriched with carbon and impurities into the central zone of the ball. Closer to the core of the ball, the dendritic growth of the austenite crystals is decelerated, and their structure coarsens. The iron melt reaching a eutectic concentration in the central part of the ball starts to crystallize yielding base M7C3 carbides surrounded by an M7C3 – A eutectic (Fig. 4c ). Now the leading phase forming the matrix of the eutectic is an M7C3-type carbide rather than the A – M7C3 quasi-eutectic of the surface layer formed on the austenite crystals. The crystallization conditions in the center of the ball are close to equilibrium ones due to the low cooling rate, which promotes appearance of fine-grained eutectic structures represented by a carbide-austenite eutectic spherulite in accordance with the classification of [26, 27].
The crystals of the M7C3 carbide that serve a base for formation of a eutectic in the chromium cast iron have a pencil shape. The hexagonal morphology of the base eutectic carbides is explainable by anisotropy of their growth in the crystallization process. Piercing the core, they reinforce the central zone of the ball. The comparatively large form of the crystals of the base carbide phase indicates development of diffusion process in the matrix melt preserved in the center of the casting until the end of the process of its solidification. This is an additional confirmation of the fact that the surface layer of the ball formed at the early stage of the solidification possesses a low thermal conductivity. The solid skeleton, which is represented by austenitic dendrites and an austenite-carbide quasi-eutectic, blocks the removal of heat during the solidification and thus promotes development of processes of equilibrium crystallization in the fine dispersed eutectic carbide-austenite structure. The coarse inclusions of the primary carbide are susceptible to brittleness and subsequent spalling, which makes such a structure undesirable on the surface of grinding bodies. However, when located in the center, it provides a high strength together with the martensitic matrix and consolidates the peripheral anisotropic dendritic-quasi-eutectic layers thus rendering the grinding bodies quite impact resistant.
The results of the measurement of the microhardness of the carbide phase entering the quasi-eutectic, the eutectic, and the metallic matrix on the surface and in the center of a heat-treated ball are given in Fig. 5 and Table 2.

Indents due to the measurement of microhardness of cast iron after heat treatment: a) carbide phase entering the Feγ – Me7C3 quasi-eutectic, × 500; b ) metallic matrix (tempered martensite), × 500.
The measurements of the hardness gave the following results: surface hardness of the balls 58.5, 60, 60.5, 60, and 61.5 HRC (60.1 HRC on the average); hardness in the middle 62; 61, 63.5, 61.7 and 61.5 HRC (61.94 HRC on the average). The results of the measurements of the hardness reflect the general tendency determined for the variation of the microhardness of the main structural components of the cast iron. The proportion of the structural (the carbide content determined by formula (1)) and of the mechanical (the hardness) parameters allows us to calculate the gradient, i.e.,
where Ksurf, Kcentr and HRCsurf, HRCcentr are the contents of carbides and the hardness of the surface and central zones of the grinding balls, respectively.
We also tested the balls in a laboratory ball crusher. An experimental batch of balls was used to grind different ferroalloys and fluxes (ferrosilicon, ferromanganese, ferrochrome, ferromolybdenum, electrode scrap, welding fluxes). After 120 h of operation of the crusher with the experimental balls none of them failed, and the total wear of the balls was 0.047 wt.%.
CONCLUSIONS
We have considered the possibility of raising the operating endurance of grinding balls by creating a graded structure over their cross section. To solve this task, we used the method of directed crystallization in combination with subsequent heat treatment to produce the balls. We studied an experimental batch of grinding balls with diameter 30 mm and graded structure over cross section. The surface zone of the balls was represented by an orthogonally oriented hypoeutectic structure (tempered martensite) and an austenite-carbide quasi-eutectic of type A – M7C3. This type of structure belongs to inverted-type eutectics meeting the principle of composite hardening, which provides a high level of wear resistance in the surface zone of the cast iron. The center of the ball acquires a fine dispersed eutectic structure represented by a carbide-austenite eutectic of type M7C3-A. Together with the martensitic metallic matrix this structure provides a high strength of the article and consolidates the peripheral anisotropic hypoeutectic layers rendering the grinding bodies highly impact resistant during their service in a ball crusher.
Formation of a functionally graded structure, which is anisotropic and hypoeutectic in the surface layer and high-strength, eutectic and fine in the center, is a result of the change in the conditions of heat removal and carbon segregation affecting favorably the mechanical properties of the grinding balls. The difference in the hardness and microhardness values in the surface layer and in the center of the balls is a result of formation of a graded structure.
The tests of the experimental batch of grinding balls in a laboratory crusher in grinding of various ferroalloys and fluxes have proved a high level of their operating properties.
Notes
Analysis of the Fe – C – Cr phase diagram shows that the maximum
content of (Cr, Fe)7C3-type carbides in eutectic cast irons is
about 30 – 35% [10].
References
O. A. Nesvizhskii, Production of Grinding Bodies for Ball Crushers [in Russian], Mashgiz, Moscow (1961), 151 p.
E. V. Chizh and M. B. Abenova, “Choice and analysis of process for manufacturing grinding bodies,” Teor. Tekhnol. Metall. Proizvod., No. 2(19), 42 – 43 (2016).
A. O. Tokarev, “Improvement of tribotechnical characteristics of gray cast iron by laser treatment,” Obrab. Met. (Tekhnol., Oborud., Instr.), No. 1(54), 69 – 73 (2012).
S. V. Nominas, S. G. Chulkin, and A. A. Moskalets, “Charpy rule and antifriction alloys,” in: XI Science Week SPbGPU, Ma-ter. Int. Workshop, Pt. IV [in Russian], Izd. Politekh. Universiteta (2011), pp. 80 – 82.
A. A. Zhukov, G. I. Sil’man, and M. S. Frol’tsov, Wear Resistant Castings from Complexly Alloyed White Cast Irons [in Russian], Mashinostroenie, Moscow (1984), 104 p.
A. A. Zhukov, L. Z. Epshtein, and G. I. Sil’man, “Structure of steel and cast iron and Charpy principle,” Izv. Akad. Nauk SSSR, Metally, No. 2, 145 – 152 (1971).
F. Mathews and P. Rolings, Composite Materials. Mechanics and Technology [in Russian], Tekhnosphera, Moscow (2004), 498 p.
A. D. Sherman and A. A. Zhukov (eds.), Cast Iron, A Reference Book [in Russian], Metallurgiya, Moscow (1991), 570 p.
E. P. Belousova and I. O. Shinksii, “Structure and hardness of cavityless cast balls from chromium iron,” Prots. Lit’ya, No. 7, 14 – 18 (2008).
I. I. Tsypin, Wear Resistant Castings from White Alloyed Irons [in Russian], NIImash, Moscow (1983), 56 p.
V. M. Schastlivtsev and M. A. Filippov, “Role of the Bogachev– Mints principle of metastability of austenite for choosing wear-resistant materials,” Metalloved. Term. Obrab. Met., No. 1(595), 6 – 9 (2005).
A. N. Poddubny, Development of Scientific Foundations and Technology of Industrial Production of Grinding Balls from Cast Iron with High Operating Stability, Author’s Abstract of Doctoral’s Thesis in the Form of Scientific Report [in Russian], TsNIITMASh, Moscow (1998), 56 p.
B. A. Kalinin (ed.), Physical Materials Science, in 6 Vols.; M. I. Alymov, G. N. Elmanov, B. A. Kalin, et al., Vol. 5, Materials with Specified Properties [in Russian], MIFI, Moscow (2008), 672 p.
A. I. Rudskoy, K. I. Volkov, Yu. A. Sokolov, and S. Yu. Kondrat’ev, Digital Production Systems: Technologies, Simulation, Optimization [in Russian], POLITEKh-PRESS, St. Petersburg (2020), 828 p.
A. I. Rudskoy, S. Yu. Kondrat’ev. Yu. A. Sokolov, and V. N. Kopaev, “Simulation of the layer-by-layer synthesis of articles with an electron beam,” Tech. Phys., 60(11), 1663 – 1669 (2015).
Yu. A. Sokolov, N. V. Pavlushin, and S. Yu. Kondrat’ev, “New additive technologies based on ion beams,” Russ. Eng. Res., 36(12), 1012 – 1016 (2016).
A. I. Rudskoy, S. Yu. Kondrat’ev, and Yu. A. Sokolov, “New approach to synthesis of powder and composite materials by electron beam. Part 1, Technological features of the process,” Met. Sci. Heat Treat., 58(1 – 2), 28 – 32 (2016).
S. Yu. Kondrat’ev. V. I. Gorynin, and V. O. Popov, “Optimization of the parameters of the surface-hardened layer in laser quenching of components,”Weld. Int., 26(8), 629 – 632 (2012).
M. M. Rasheedat, Functionally Graded Materials, Rasheedat Modupe Mahamood, Esther Titilayo Akinlabi, Springer (2017), 103 p.
W. H. Kan, C. Albino, D. Dias-da-Costa, et al., “Microstructure characterization and mechanical properties of a functionallygraded NbC/high chromium white cast iron composite,” Mater. Charact., No. 12, 196 – 205 (2017).
D. A. Gorlenko, A. N. Zavalishshin, and M. I. Rumyantsev, “Effect of tempering on the structure and properties of cast bilayer forming rolls from indefinite cast iron,” Metalloved. Term. Obrab. Met., No. 10(796), 3 – 8 (2021).
K. N. Vdovin, D. A. Gorlenko, A. N. Zavalishchin, and D. V. Kuryaev, “Effect of production method on the structure and properties of the working layer of forming rolls from LPKhND-71 cast iron,” Metalloved. Term. Obrab. Met., No. 4(778), 7 – 11 (2020).
F. Maratray, “Alloyed abrasion and wear resisting white irons,” in: Foundry Technology for the 80s, University of Warwick, Birmingham (1979), pp. 7.1 – 7.13.
G. I. Sil’man, Fe – C – Cr System and Transition from It to Fe – C and Fe – C – Cr – Si Systems. Thermodynamic and Thermokinetic Analysis. Design, Construction and Application of Diagrams [in Russian], Izd. BGITA, Bryansk (1999), 144 p.
K. P. Bynin, Ya. N. Malinochka, and Yu. N. Taran, Fundamentals of the Cast Iron Metallography [in Russian], Metallurgiya, Moscow (1969), 416 p.
Yu. N. Taran and V. M. Snagovskii, “Morphology of the eutectic in Fe – C – Cr alloys,” Metalloved. Term. Obrab. Met., No. 4, 27 – 30 (1966).
Yu. N. Taran and V. I. Mazur, Structure of Eutectic Alloys [in Russian], Metallurgiya, Moscow (1978), 310 p.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 11, pp. 40 – 47, November, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Makarenko, K.V., Poddubny, A.N. & Tarasov, A.A. Cast Functionally Graded Materials Based on Chromium White Irons for Fabricating Grinding Bodies. Met Sci Heat Treat 64, 648–654 (2023). https://doi.org/10.1007/s11041-023-00866-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-023-00866-6