
A method for obtaining composite surface-alloyed castings from gray cast iron SCh25 by cavityless casting with the use of master alloys containing chromium and ferroboron deposited as a paste layer on the surfaces of the casting molds is considered. The microstructure and the phase composition of the surface layer and the microhardness of the structural components are determined. Mechanical tests of the cast samples for compression and wear are carried out. Self-propagating high-temperature synthesis is shown to occur between the components of the master alloys deposited on the surfaces the molds during the production of the castings. The types and compositions of the borides and carboborides formed in the alloyed layer are determined. The effect of the parameters of the alloyed layer on the properties of the composite castings is analyzed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Aspects of elevation of endurance and reliability of parts and assemblies of equipment are very important in recent mechanical engineering. A great variety of methods for manufacturing materials, deposition of coatings, and heat and thermochemical treatments are used to improve the operating characteristics [1,2,3].
In the casting production, high operating properties are provided by making composite bimetallic [4,5,6], ceramics-reinforced [7], and surface-alloyed [8] castings. Ceramic components are often introduced into castings by methods of self-propagating high-temperature synthesis (SHS) in combination with various forming techniques. For example, works [9,10,11,12] describe aluminum matrix composites with reinforcing phases (titanium borides and carbides) formed in the process of synthesis between the components of the powder reaction mixtures introduced into the melt. Works [13, 14] are devoted to the method of synthesis of titanium carbide and boride components in the surface layer of castings produced by the method of cavityless casting (CC).
The CC process can be used to produce complex-configuration castings. In this case, the casting mold is disposable and commonly made of foamed polystyrene [15]. The service properties of the CC castings are improved by surface and volume alloying, when modifying or alloying additions are introduced onto the surface or into the volume of the mold [16, 17]. Such casting molds interact with the poured melt forming alloyed regions in the casting. When the master alloy is a multicomponent powder mixture interacting with the melt by the mechanism of self-propagating high-temperature synthesis, the alloyed regions formed in the casting possess an elevated resistance to abrasive wear. This occurs because the synthesis produces hard ceramic components (borides, carbides, silicides, etc.). Borides of some metals including chromium are used to obtain protective coatings, ceramic and cermet materials with a high level of wear resistance [18,19,20].
Such castable iron-carbon alloys as gray cast irons, which possess good castability and operating characteristics and are relatively inexpensive, have found wide application in mechanical engineering. In their turn, the operating properties of castings from gray cast irons can be elevated by methods of surface alloying to widen their applicability.
The aim of the present work was to study the effect of master alloys based on the chromium-ferroboron system on the properties, wear resistance and structural and phase compositions of the surface of castings from gray iron produced by the method of cavityless casting.
Methods of Study
The iron was melted in a laboratory induction furnace with basic lining. The casting was obtained by the method of CC. The matrix iron-carbon alloy was gray cast iron SCh25 of the following chemical composition (in wt.%) [21]: 3.2 – 3.5 C, 2.0 – 2.4 Si, 0.5 – 0.8 Mn, 0.1 – 0.2 Cr, 0.1 – 0.2 Ni.
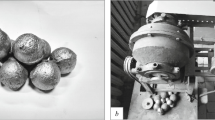
In order to form chromium- and iron-based boride components in the surface layer of the castings, we used master alloys consisting of powder mixtures of chromium and ferroboron FB17 (17% B) in different proportions. The compositions of the powders were prepared in accordance with the stoichiometry of the reaction of formation of CrB2 boride (the product of interaction between chromium and the boron from FB17) and with a twice higher content of chromium [22]. To obtain castings with an alloyed surface layer, the initial powder master alloys were mixed with a gluing composition, and these pastes were deposited onto the surface of the casting models (foam polystyrene models) forming a layer with a thickness of about 1 and 3 mm. When making the models, we also used the method of deep alloying. It consisted in introduction of the powder master alloys together with preliminarily foamed granules of polystyrene into depressions on the surface of the casting mold. This technique allowed us to fix the alloying additions in the bulk of the polystyrene models at a deeper level as compared to paste deposition. The powder additions were introduced into the surface layer of the casting molds to a depth of8– 10 mm.
The phase composition was determined using a DRON-6 x-ray diffractometer in copper Kα radiation. The microhardness of the structural components was measured in an ITV-1-A hardness tester at a load of 100 g. The microstructure was analyzed with the help of a Neophot 21 metallographic microscope and a FEI Quanta S scanning electron microscope with an attachment for x-ray microanalysis. The mechanical compressive tests were carried out in a REM-100-A-1-2 electromechanical testing machine. The wear resistance characteristics were assessed under the conditions of dry friction against the surface of a fixed abrasive (an electrocorundum abrasive paper). The tested sample clamped in the fixing unit of the bench moved reciprocally over the surface of the paper. The test parameters were as follows: the grain size of the abrasive 28 – 40 μm (paper P400) and 200 – 250 μm (paper P80); the force of compression of the samples 0.25 N/mm2, the time of one test 60 sec. The wear resistance of the materials was evaluated in terms of the loss in the mass of the samples after the tests.
Results and Discussion
The phase compositions of the alloyed layers and the ultimate compressive strength of the composite castings are presented in Table 1. The surface layers of samples 1 and 2 were formed by deposition of chromium-ferroboron additions in the form of pastes. The thickness of the alloyed layer in these castings was about 1 and 3 mm for samples 1 and 2 respectively. The compositions of the addition alloys in the samples differed in the chromium content. The surface layer in sample 1 was formed by a chromium-ferroboron addition containing twice more chromium than it is required by the stoichiometry of the reaction of formation of CrB2 boride. The addition in sample 2 corresponded to the stoichiometry of CrB2. The castings for sample 3 were obtained with the same alloying mixture as for sample 2. The difference between sample 3 from the other sample consisted in introduction of the addition without a gluing binder together with preliminarily foamed granules of expanded polystyrene into preliminarily formed depressions in the casing molds (deep alloying). This technique produces much deeper alloyed regions in the castings as compared to the case of paste deposition onto the surface of the mold. The alloying composition was installed together with preliminarily foamed granules of expanded polystyrene during fabrication of the casting molds to a depth of8– 10 mm.
The results of the x-ray diffraction analysis (see Table 1) show that the structure of the alloyed layers in samples 1 and 2 consists of a Fe – Cr solution, (Fe, Cr)4B and (Fe1.1Cr0.9)B0.9 borides, (Fe, Cr)23(C, B)6 carboborides, and (Fe, Cr)23C6 and (Fe, Cr)7C3 carbides. In sample 2, the surface layer also contains a Fe2B iron boride. The borides form in the alloyed layer as a result of the synthesis occurring between chromium and ferroboron, while the formation of (Fe, Cr)23C6 and (Fe, Cr)7C3 borides is caused by the processes interaction between the components of the master alloys and the products of destruction of the casting molds, as well as the iron melt. When the molds are filled, their material (expanded polystyrene) gasifies under the thermal impact of the melt, and this yields solid carbon and gaseous lower hydrocarbons [15]. Since the carbide-forming capacity of chromium is high, this results in formation of carbides. The interaction between chromium and the carbon of the iron melt also promotes appearance of a carbide phase. By the data of [23], when chromium is used as an alloying coating in CC, growth of its content in the melt intensifies carbide formation and yields (Fe, Cr)23C6 and (Fe, Cr)7C3 carbides in the alloyed layer.
It is known that boron can partially substitute carbon atoms in carbides. Specifically, the cast irons bearing more than 0.003% B in their structure acquire compounds of type (Fe3C, B) of a variable composition [21]. Carboborides (Fe, Cr)23(C, B)6 form in the alloyed layer by the same mechanism due to substitution of carbon atoms in the M23C6 carbides. The presence of Fe2B boride in the alloyed layer of sample 2 is connected with the proportion of components in the master alloy. The FB17 ferroboron contains iron and FeB boride [24], which serves a source of boron upon interaction with chromium. The composition of the addition powder for sample 2 was prepared in accordance with the stoichiometry of formation of CrB2 due to the interaction between chromium and Fe2B iron boride without allowance for other reactions. It can be seen from the results of the x-ray diffraction analysis (see Table 1), that the actual formation of the alloyed layer is accompanied by different interaction processes in the system “addition alloy – products of destruction of the model – metallic melt” including formation of a Fe – Cr solid solution. This results in bonding of some chromium, as a result of which a part of the boron is retained in the form of a Fe2B boride bearing less boron than the initial FeB. The use of deep alloying (sample 3 ) produces a Fe – Cr solid solution and (Fe, Cr)23(C, B)6 and (Fe, Cr)23C6 carboborides in the surface layer. The structural and phase compositions of the surface layer in deep alloying depends much on the interaction between the master alloy and the metallic melt. When the casting molds are filled after deposition of alloying pastes, the master alloy interacts with the melt only on one contact side, and the high temperature initiates reactions primarily between the components of the coating. In its turn, the presence of the powder addition in the bulk of the model enlarges the contact area in the addition-melt system. Therefore, when the models are filled and the castings are crystallized, the reactions between the components of the alloying coating are accompanied by interaction between the addition alloy and the metallic melt. In has been shown in [25] that formation of a casting with volume alloying by insertion of porous briquettes based on ferroalloys into the casting molds is accompanied by some physicochemical processes occurring in the insert–melt system including dissolution, mass transfer and crystallization. This more manifested interaction between the chromium–ferroboron alloying composition and the iron melt in deep alloying is responsible for formation of carboboride and carbide components.
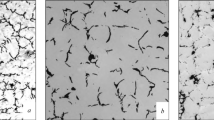
The structure of the composite castings obtained with deposition of alloying additions in the form of pastes onto the surface of the mold contains three regions, i.e., an alloyed layer, a transition zone, and matrix metal (Fig. 1). The microstructure of the alloyed layer (Fig. 2a) in samples 1 and 2 contains polygonal inclusions 30 – 100 μm in size and white-etching regions with a net over grain boundaries. A transition zone with a thickness of 500 – 700 μm is observable between the alloyed layer and the matrix metal. Its structure consists of white-etching regions with acicular and eutectic patterns located in the matrix metal (Fig. 2b ). The presence of chromium in the master alloys used does not influence considerably the structure of the alloyed layer and of the transition zone in the composite castings, but changes the composition and the hardness of their structural components.

Microstructure of castings of samples 1 (a) and 2 (b ): A ) alloyed layer; B ) transition zone; C ) matrix metal.

Microstructure of the alloyed layer (a) and transition zone (b ) in sample 1.
According to the results of the scanning electron microscopy, the polygonal inclusions in the alloyed layers of samples 1 and 2 correspond to borides, the white-etching regions correspond to a Fe – Cr solid solution, and the net over their boundaries corresponds to carboborides and carbides (Fig. 3a ). By the data of the microanalysis, increase in the chromium content of the chromium-ferroboron addition results in its higher content both in the ceramic phases and in the Fe – Cr solid solution. This determines the hardness of the structural components of the alloyed layer and of the transition zone in the castings. The hardness of the borides in the alloyed layer of sample 1 attains 1480 – 2850 HV, that of the carboborides, borides and Fe – Cr solid solution amounts to 970 – 1160 HV, and that of the components of the transition zone amounts to 732 – 850 HV. In the alloyed layer and in the transition zone of sample 2, the content of chromium in the (Fe, Cr)4B, (Fe, Cr)23(C, B)6, and Fe – Cr structural components is lower than in sample 1, which somewhat reduces their hardness. The hardness of the borides in sample 2 is equal to 1087 – 1250 HV, that of the carboborides, borides and Fe – Cr solid solution amounts to 732 – 915 HV, and that of the transition zone amounts to 660 – 727 HV.

Morphology of the structural components of alloyed layer in castings of samples 1 (a, × 2700) and 3 (b, × 700) (SEM): I) (Fe, Cr)4B, (Fe1.1, Cr0.9)B0.9; II) (Fe, Cr)23(C, B)6, (Fe, Cr)7C3; III) Fe – Cr; IV) (Fe, Cr)23(C, B)6.
The structure of the casting with deep alloying (sample 3 ) also contains an alloyed layer and a transition zone on the interface with the matrix metal (Fig. 4a ), like in samples 1 and 2. The microstructure of the alloyed layer is also represented by white-etching regions with a net over grain boundaries (Fig. 4b ), but in contrast to samples 1 and 2 it does not contain polygonal inclusions of (Fe, Cr)4B and (Fe1.1Cr0.9)B0.9. The structure of the transition zone in sample 3 is the same as in the first two samples and contains white-etching regions with dominantly acicular and eutectic structure in combination with the structural components of the matrix metal (Fig. 4c ). The thickness of the transition region is 300 – 500 μm. The results of the microanalysis show that the alloyed layer in the casting of sample 3 consists of a Fe – Cr solid solution in the form of a white-etching region and (Fe, Cr)23(C, B)6 carboborides arranged over grain boundaries in the form of a net (Fig. 3b ). The carboborides have a variable composition and differ in the contents of chromium and boron; the darker regions correspond to the carboborides with a higher content of chromium and boron. Carbides (Fe, Cr)23C6 are chiefly located in the transition zone on the interface with the matrix metal. The absence of borides in the alloyed layer of sample 3 is responsible for a lower hardness level as compared to samples 1 and 2. For example, the hardness of the structural components of the alloyed layer in sample 3 ranges within 865 – 915 HV and that of the transition zone is 704 – 732 HV. The hardness of the matrix metal SCh25 in all the three samples is 400 – 474 HV; its structure corresponds to that of a gray cast iron with flaked graphite.

Microstructure of the casting (a), of the alloyed layer (b ) and of the transition zone (c) of sample 3: A) alloyed layer; B ) transition zone; C ) matrix metal.
The results of the tests of the samples for compression show that the strength of the composite castings obtained with alloying compositions in the form of pastes does not depend on the composition of the alloying coating and is mainly determined by the thickness of the alloyed layer (see Table 1). When a load is applied to a sample with alloyed layer about 1 mm thick, the matrix and the alloyed zone are fractured simultaneously. When the thickness of the layer in the castings is increased to about 3 mm, loading causes fracture of only the alloyed layer. This is explainable by the fact that the 3-mm-thick alloyed zone contains more micropore defects that the 1-mm-thick layer, and this lowers the strength of the surface-alloyed casting. On the average, growth of thickness of the alloyed layer lowers the strength of the castings by 30%. When a chromium–ferroboron addition alloy is used for deep alloying, the composite has an ultimate compressive strength σc = 450 – 510 MPa, which is lower than when the addition is deposited in the form of a paste (see Table 1). By the data of [21], the ultimate compressive strength of gray cast irons SCh10, SCh15 and SCh25 amounts to 530, 650 and 950 MPa respectively. Comparative analysis of the values of σc shows that the strength of the composites with alloyed layer about 1 mm thick corresponds to the strength of the matrix (SCh25), while the castings with an alloyed layer about 3 mm thick have a strength close to that of SCh15. After the deep alloying, the strength characteristics of the castings correspond to those of cast iron SCh10.
The results of the comparative tests of the alloyed layers of the castings for resistance to abrasive wear are plotted in Fig. 5. The reference sample is chromium cast iron ChKh32 containing (in wt.%): 1/6 – 3.2 C, 30 – 34 Cr, about 1 Mn, 1.5 – 2.5 Si [25]. The results of the tests were used to determine the wear resistance coefficient Kw, i.e., the ratio of the decrease in the masses of the samples studied. At Kw > 1, the material possessed a higher resistance to abrasive wear than ChKh32 and vice versa. We chose ChKh32 as a reference material for the evaluation of the wear resistance characteristics due to its wide use for fabrication of castings serving under various conditions including the case of abrasive wear [25,26,27].

Wear resistance (Kw is the wear resistance coefficient) of samples 1, 2 and 3 in different states and of a reference sample (RS) from cast iron ChKh32: a) against an abrasive with grain size 28– 40 μm; b ) 200 – 250 μm.
The results obtained show that the alloyed layer in the castings from gray iron has a high level of resistance to abrasive wear. In the tests against abrasive paper with particles 28– 40 μm in size, sample 1 is superior to ChKh32 with respect to abrasive resistance by a factor of 10.9 and sample 2 is superior by a factor of 8.5. The wear resistance of sample 3 is virtually comparable to that of chromium cast iron. Increase in the size of abrasive particles intensifies the wear of all the samples. The results of tests of the materials against paper P80 (abrasive particles 200 – 250 μm in size) show that samples 1 and 2 are superior to the samples of chromium cast iron with respect to wear resistance by a factor of 3.9 and 3.7 respectively. The wear resistance of sample 3 is 20% lower than that of cast iron ChKh32. Application of chromium–ferroboron pastes produces alloyed regions on the surface of the castings from gray iron, which contain ceramic components in the form of borides, carbides and carboborides; under the conditions of microcutting this provides a high level of wear resistance in the castings. The lowering of the abrasive wear resistance of the castings with deep alloying is connected in the first turn with absence of boride components having a higher hardness than the carboborides and the carbides. However, deep alloying makes it possible to create castings containing considerable alloyed regions (8 – 10 mm thick), the wear resistance characteristics of which are comparable to those of chromium cast iron ChKh32.
The technological reliability and justness of application of a material depends on the actual operating conditions that determine to a great extent the required complex of physical, mechanical and service properties. The studies performed show that the use of additions of the chromium–ferroboron system makes it possible to obtain composite castings from gray cast iron with elevated resistance to abrasive wear combined with high enough technological strength by the method of CC.
Conclusions
-
1.
The use of master alloys of the chromium–ferroboron system in combination with cavityless casting makes it possible to obtain composite castings from gray iron with a surface layer with composition and structure determined by the interaction of the components of the used master alloy between each other and with the components of the metallic melt.
-
2.
Deposition of master alloys in the form of pastes onto the casting molds provides surface layers represented by a Fe – Cr solid solution, borides, carboborides and carbides. The presence of such phases provides high characteristics of resistance of the surface layer of the castings to abrasive wear and a high compressive strength (at a layer thickness of up to 1 mm).
-
3.
Formation of the structure and composition of surface layer in castings obtained by deep alloying is chiefly determined by the interaction between the components of the master alloy and the metallic melt. The alloyed layer is represented by a Fe – Cr solid solution, (Fe, Cr)23(C, B)6 carboborides, and (Fe, Cr)23(C)6 carbides. After the deep alloying with a chromium–ferroboron mixture the strength of the composite castings is lower than that of the matrix metal. The formed alloyed layer has a considerable thickness and its wear resistance under the conditions of dry friction against a fixed abrasive is comparable to that of chromium cast iron ChKh32.
The measurements have been performed using the equipment of the common access center “Center for Physical and Physicochemical Methods of Analysis and Research of Properties and Characteristics of Surfaces, Nanostructures, Materials and Products” of the Udmurt Federal Research Center of the Ural Branch of the Russian Academy of Sciences.
References
S. N. Polevoy and V. D. Evdokimov, Hardening of Metals [in Russian], Mashinostroenie, Moscow (1986), 320 p.
V. A. Efimov, G. A. Anisovich, V. N. Babich, et al., Special Methods of Casting. A Reference Book [in Russian], Mashinostroenie, Moscow (1991), 436 p.
A. P. Amosov, A. P. Samboruk, I. V. Yatsenko, and V. V. Yatsenko, “Use of self-propagating high-temperature synthesis to fabricate composite ceramic-metallic powders based on titanium and iron carbides,” Vestn. Perm. Nats. Issled. Univ., Mashinostr. Materialoved., 20(4), 5 – 14 (2018). https://doi.org/10.15593/2224-9877/2018.4.01
G. V. Shlyakhova, S. A. Barannikova, A. V. Bochkareva, et al., “Study of the structure of ‘structural carbon steel – stainless steel’ bimetal,” Izv. Vysh. Uchebn. Zaved., Chern. Metall., 61(4), 300 – 305 (2018). https://doi.org/10.17073/0368-0797-2018-4-300-305
T. Wrobel, “Characterization of bimetallic castings with an austenitic working surface layer and an unalloyed cast steel base,” J. Mater. Eng. Perform., 23(5), 1711 – 1717 (2014). https://doi.org/10.1007/s11665-014-0953-4
V. Javarheri, H. Rastegari, and M. Naseri, “Fabrication of plain carbon steel/high chromium white cast iron bimetal by a liquid-solid composite casting process,” Int. J. Miner. Metall. Mater., 22, 950 – 955 (2015). https://doi.org/10.1007/s12613-015-1154-3
A. Dulska, A. Studnicki, and J. Szajnar, “Reinforcing cast iron with composite insert,” Arch. Metall. Mater., 62(1), 355 – 357 (2017). https://doi.org/10.1515/amm-2017-0054
A.Walasek and J. Szajnar, “The mechanism of the surface alloy layer creation for cast steel,” Arch. Foundry Eng., 12, 115 – 118 (2017). https://doi.org/10.2478/v10266-012-0022-0
Y. Birol, “Grain refining of Al – Ti – C alloys,” J. Alloys Compd., 422, 128 – 131 (2006). https://doi.org/10.1016/j.jallcom.2005.11.059
Xiangfa Liu,W. Zhenqing, Z. Zuogui, and B. Xiufang, “The relationship between microstructure and refining performance of Al – Ti – C master alloys,” Mater. Sci. Eng., 332A, 70 – 74 (2002). https://doi.org/10.1016/S0921-5093(01)01751-8
A. V. Panteleeva and R. M. Nikonova, “Modification of aluminum with TiB2 and TiC hardening phases by the method of SHS in melt,” Khim. Fiz. Mezoskop., 21(1), 65 – 69 (2019). https://doi.org/10.15350/17270529.2019.1.9
H.-M. Ding, X.-F. Liu, Y. Lin, and G. O. Zhao, “The influence of forming processes on the distribution and morphologies of TiC in Al – Ti – C master alloys,” Scr. Mater., 57, 575 – 578 (2007). https://doi.org/10.1016/j.scriptamat.2007.06.028
N. G. Ovcharenko, A. Yu. Leshchev, and T. M. Makhneva, “Formation of titanium carbide in the surface layer of castings from iron-carbon alloys by cavityless casting,” Metalloved. Term. Obrab. Met., No. 9(747), 49 – 53 (2017).
N. G. Ovcharenko, A. Yu. Leshchev, V. V. Tarasov, and N. A. Balabanov, “Effect of composition of alloying coatings on characteristics of surface layer on composite castings,” Metallurg, No. 11, 88 – 92 (2020). 10.1007_s11015-021-01106-z
V. S. Shulyak, Cavityless Casting [in Russian], NPO “Professional,” St. Petersburg (2007), 408 p.
N. V. Nesterov and A. G. Ermilov, “Method for modifying the surface of castings, Patent 2391177 RF, MPK V22C 3/00,” Byull. Izobr. Polezn. Modeli, No. 16 (2010), publ. 10.06.2010.
G. I. Silman, L. G. Serpik, S. S. Gurin, and N. V. Dmitriev, “Method for fabricating composite cast iron castings,” Patent 2207218 RF, MOK B22D 27/18,” Byull. Izobr. Polezn. Modeli, No. 18 (2003) publ. 27.06.2003.
Yu. L. Krutskii, T. S. Gudyma, K. D. Dyukova, et al., “Diborides of some transition metals: properties, fields of application and methods of fabrication. Part 2. Chromium and zirconium diborides,” Izv. Vysh. Uchebn. Zaved., Chern. Metall., 64(6), 395 – 412 (2021). https://doi.org/10.17073/0368-0797-2021-6-395-412
L. R. Jordan, A. J. Bets, K. I. Dahm, et al., “Corrosion and passivation mechanism of chromium diboride coating on stainless steel,” Corros. Sci., 47(5), 1085 – 1096 (2005). https://doi.org/10.1016/j.corsci.2003.10.018
S. Yamada, K. Hirao, Y. Yamauchi, and S. Kanzaki, “Mechanical and electrical properties of B4C – CrB2 ceramic fabricated by liquid phase sintering,” Ceram. Int., 29(3), 299 – 304 (2003). https://doi.org/10.1016/S0272-8842(02)00120-7
A. D. Sherman and A. A. Zhukov (ed.), Cast Iron [in Russian], Metallurgiya, Moscow (1991), 576 p.
P. G. Ovcharenko, A. Yu. Leshchev, V. V. Tarasov, et al., “Method for alloying the surface of castings from iron-carbon alloys with chromium borides, Patent 2735384 RF, MPK B22C 9/04 B22D 27/18,” Byull. Izobr. Polezn. Modeli, No. 31 (2020), publ. 30.10.2020.
V. B. Dement’ev, P. G. Ovcharenko, and A. Yu. Leshchev, “Effect of carbon in iron-carbon melts on the structure and composition of chromium-alloyed surfaces of castings in cavityless casting,” Metalloved. Term. Obrab. Met., No. 9(687), 27 – 29 (2012).
O. A. Bannykh, P. V. Budberg, S. P. Alisova, et al., Phase Diagrams of Iron-Based Binary and Multicomponent Systems [in Russian], Metallurgiya, Moscow (1986), 440 p.
E. I. Marukovich and M. I. Karpenko, Wear-Resistant Alloys [in Russian], Mashinostroenie, Moscow (2005), 428 p.
E. A. Chernyshov, Castable Alloys and their Foreign Counterparts, A Reference Book [in Russian], Mashinostroenie, Moscow (2006), 336 p.
M. E. Garber, Wear-Resistant White Cast Irons: Properties, Structure, Technology, Service [in Russian], Mashinostroenie, Moscow (2010), 280 p.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 1, pp. 14 – 20, January, 2024.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ovcharenko, P.G., Mokrushina, M.I. & Leshchev, A.Y. Composition and Structure of Surface Layer in Composite Castings from Gray Cast Iron Formed Using Chromium-Ferroboron Master Alloys. Met Sci Heat Treat 66, 10–16 (2024). https://doi.org/10.1007/s11041-024-01011-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-024-01011-7