
Abstract
The study results of the effect exerted by steel grade and heat treatment of grinding balls with a diameter of 100 mm on the hardness, wear and impact resistance, as well as on the tendency to quenching crack embrittlement, are presented. The following effects have been studied: alloying carbon steel (0.6–1.5% of C) with 0.9–5.0% of Cr; 0.6–3.0% of Mn and 0.4–1.7% of Si, and for additional alloying (≤12.0% of Cr) exerted on the structure, surface and bulk hardness; as well as relative wear resistance on the impact resistance of balls in the initial and heat-strengthened condition. By dilatometry means, critical temperatures Ac1 and Ac3 of the onset and completion of the polymorphic transformation α → γ in the studied hypoeutectoid and hypereutectoid steels have been determined in the course of heating. It is recommended to perform the quenching of balls with a diameter ≥100 mm made of hypoeutectoid (0.6–0.75% of C) steels alloyed with 0.9–1.1% of Cr, 0.6–0.8% of Mn and 0.2–0.4% of Si in water or oil. In this case, the quenching temperature should amount to 830–850°C or 860–880°C, respectively, whereas the tempering after quenching should be performed at a temperature of 280–320°C.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
The improvement of steel grinding balls used as the main working tool for grinding iron ore, cement, energy raw and other types of raw materials in tumbling ball mills is an important issue during production quality. The working efficiency of the balls in such a mill depends on many quality parameters: a regular geometric shape and preservation thereof in the course of operation, steel chemical composition, density, macrostructure, microstructure, resistance with respect to cracking and wear, hardness and uniformity both throughout the entire surface, and throughout the cross section of the ball. Impact and wear resistance are the most significant characteristics among all the mentioned parameters, especially for balls that are larger than 100 mm in diameter used at the first stage of mineral raw grinding, since they are subjected to the greatest impact loads.
Recent study analysis shows that the problem of improving the quality of grinding balls from the standpoint of impact and wear resistance can be mainly solved by improving the chemical composition of steels, equipment and heat treatment technology. In addition, the solution of this problem involves uniformity in the distribution of surface hardness and quenched layer depth, as well as improving macro- and microstructure for the ball billets and balls [1–10]. The application of these study results at the enterprises of the CIS countries has made it possible to organize a stable production of grinding balls with a diameter of 40–60 mm having a surface hardness level amounting to 55–62 HRC with a quenched layer 10–15 mm deep, and grinding balls with a diameter of 40–60 mm having a surface hardness level amounting to 50–57 HRC with a quenched layer depth of 5–10 mm.
However, the achieved quality level of the balls is still inferior to the best world analogues from the standpoint of the hardness distribution throughout the cross section. The benchmark consists in achieving 60–65 HRC hardness throughout the entire cross section of balls with a diameter of 15–150 mm, produced by Western companies such as Vitkovice, Moly-Cop, Gerdau Ameristeel, Magotteaux, and Fagersta. At the enterprises of the CIS countries, attempts are made to produce experimentally high-quality balls. The PJSC Donetsk Metal-Rolling Plant is currently manufacturing grinding balls with a 40-mm diameter with a surface hardness amounting to 62–63 HRC and a bulk hardness amounting to 59–60 HRC [11] corresponding to the 5th hardness group according to GOST (State Standard) 7524–2015 [12].
The steel microstructure plays an important role alongside with the hardness, the main wear resistance parameter. The resistance with respect to impact-and-abrasive alloy wear having identical hardness but different structure is not the same. Many researchers [2, 13–15, etc.] noted that the increase in wear resistance for large-diameter balls working under impact-load conditions in an abrasive corrosion medium can be provided by a carbide-free or low-carbide austenite-martensitic steel structure, wherein austenite exhibits a regulatory tendency to martensitic transformation in the course of wear [2, 8, 13, 16].
Such a microstructure type indicates that the balls have an increased resistance with respect to cracking in the course of quenching and fracture (splitting) during operation in the mill with the presence of viscous austenite. At the same time, a significant increase in wear resistance is possible only if a significant amount of the carbide phase with a microhardness exceeding the hardness of cementite occurs in the structure. These carbides involve M7C3 or M23C6.
The impact resistance and wear resistance of iron-carbon alloys (steels) is determined by the amount, size, morphology and microhardness inherent both in carbides and in a metal substrate, i.e., hardness cannot serve as a sufficient criterion for assessing impact and wear resistance. Furthermore, this is quite important for steels and alloys with excess phases that differ from each other in microhardness to a great extent.
This work was aimed at determining the steel grade and heat treatment modes that provide grinding balls ≥100 mm in diameter during the production of high impact and wear resistance for usage in tumbling mills at the first stage of iron ore grinding.
EXPERIMENTAL
In the studies, designs of experiments were established. For choosing the experimental domain of the factor space, analysis was based on theoretical information, including the effect of individual factors (alloying elements) on steel properties, on the relative level of their cost and on the deficiency thereof. The mathematical model factors used the following main alloying elements for the studies: C, Mn, Cr, and Si. The levels of the factors were in the range, wt %, as it follows: 0.6/1.0 for C; 0.6/2.0 for Mn; 1.0/5.0 for Cr; and 0.5/1.5 for Si. The factor levels were established based on the influence degree of these elements upon quenching capacity, hardenability (hardness), and wear resistance of steel. For a full-factorial experiment, 16 smelts were preplanned, since the maximum number of necessary experiments should amount to 24 = 16.
As material for complex research, balls with a diameter of 100 mm made of experimental steels were used and manufactured at the pilot plant of the Energostal Ukrainian Research-and-Technological Center of Metallurgical Industry. Steel was smelted in a 200‑kg acid induction furnace with casting into four 50-kg molds. The steel’s chemical composition was varied for each ingot, adding the alloying elements into the furnace. In this case, after casting each ladle, the furnace was turned off in order to dissolve the additives. For alloying, we used 70% of FeCr, 92% of FeMn, 45% of FeSi, and the breakage of graphite electrodes. The killed steel was created in a ladle with aluminum on the basis of 400 g/t of steel.
During steel smelting under alloying with manganese, the melting loss in many melts exceeded the calculated value, whereas the mass fraction of silicon in steel was higher than the calculated level, which could be caused by the acid lining of the furnace. Accordingly, there was a need for the duplication of certain smelts. As a result, the number of smelts in the case of a four-factor experiment has gone beyond the required 16 experiments. A total of 37 ingots made of experimental steels have been obtained (Table 1). Thus, for a four-factor experiment, all the given compositions have been obtained. Relatively small deviations occurring in the mass fraction of the elements observed in each group of preset compositions were analyzed considering their effect on the structure, hardness, and wear resistance.
For the mathematical processing according to the experiment design, average values for these parameters were used. Smelts in which the mass fraction of elements significantly differed from the preset ones were not taken into account. However, all the r results were used for the regression equation.
Ingots made of experimental steel grades were rolled into billets with a smelt section of 80 × 80 mm using a 550 mill. The balls with a diameter of 100 mm were stamped using these billets.
In order to determine the heat treatment modes of the balls based on one or two melts from each group of steels, we have found critical steel points Ac1 and Ac3 in the course of slow heating using a DKM universal optical differential dilatometer (M.M. Kantor’s system). To determine the effect of carbon and alloying elements on the phase transformations during continuous heating and cooling of steels at different rates, thermokinetic diagrams of austenite decomposition under continuous cooling have been plotted.
For the dilatometric studies, we used samples with a diameter of 3.5 and 40 mm long-heated to an austenitization temperature of 950°C and then cooled at different rates to a temperature of 100°C. Different cooling rates were provided by changing the relative position of a sample placed into a quartz tube and the heating furnace: the cooling rate of 150°C/min in air, 3°C/min under cooling jointly with the furnace, as well as the rates of 9.6 and 6.0°C/min corresponded intermediate positions. Figure 1 shows thermokinetic diagrams for the austenitic transformation in the steels under study, where dashed lines indicate critical temperature values Ac1 and Ac3 determined in the course of slow heating.

Thermokinetic diagrams of supercooled austenite transformation in the studied steels: (a) smelt 24; (b) smelt 28; (c) smelt 17; (d) smelt 41; (e) smelt 29.
The heat treatment modes of the balls were chosen taking into account the results obtained upon determining steel critical points Ac1 and Ac3, as well as the effect of carbon and alloying elements on the phase transformations of austenite under heating and cooling. Before the quenching, the balls were annealed at 800°C, held for 2 h, and then cooled jointly with the furnace to relieve stresses resulting from plastic deformation and subsequent cooling. The balls made of hypoeutectoid steel were exposed to complete quenching.
In the case of steel balls with an increased mass fraction of Mn and Cr, a high heating temperature was used to dissolve chromium carbides in the austenite. However, as shown by the study results (see Table 1), the hypereutectoid steels with increased mass fractions of Cr, Mn, and Si (smelts 28, 26, 27) are prone to cracking even when quenched in oil. The balls made of hypo- and hypereutectoid steels with a mass fraction of Cr and Mn corresponding to a lower level were quenched in oil and water. The temperature of the balls under quenching in water was 20°C lower than that for quenching in oil.
Using heat-treated balls, templates in the ball-diametric section were created for determining the following: the micro- and macrostructure, the bulk hardness and the depth of the quenched layer, as well as wear resistance of samples with a diameter of 20 mm and a length of 40 mm. In addition, using the heat-treated balls, we have prepared samples 10 × 10 × 55 mm in size for determining impact strength KCV in accordance with GOST (State Standard) 9454–78, as well as for determining dynamic stress intensity factor \(K_{{1{\text{c}}}}^{\partial }\) according to the procedure described in [17].
RESULTS AND DISCUSSION
According to analysis of the obtained thermokinetic diagrams (see Fig. 1), the increase in the mass fraction of C from 0.59% (smelt 24) to 0.92% (smelt 28) barely affected the change in the position of critical points during slow heating. However, in the case of continuous cooling, the increase in the mass fraction of C has caused a marked narrowing in the temperature range of the pearlitic transformation, whereas it has caused a widening in the bainitic transformation range, and lowered the onset temperature of martensitic transformation. With all other factors being equal, this indicates that the increase in the mass fraction of carbon in chromium steel heated in the course of heat treatment above critical point Ac3, a greater hardness value should be expected throughout the entire cross section of balls cooled both in air, as well as at the cooling rate values higher than critical ones.
The increase in the mass fraction of Cr from 1.0% (smelt 17) to 4.66% (smelt 24) in hypoeutectoid steel has caused a slight increase in the critical points under slow heating. Under continuous cooling, the increase in the mass fraction of Cr has been manifested in a considerable increase in the stability of supercooled austenite in the pearlite region, in a decrease in the bainitic transformation temperature, and in a certain increase in the martensitic point. Based on the obtained results, under the continuous air cooling of steel balls with a higher mass fraction of Cr, a higher hardness value should be expected due to the formation of quenching structures in the lower temperature range of transformation (troostite, bainite, martensite).
In the case of hypereutectoid steel, an increase in the Cr mass fraction from 1.22% (smelt 41) to 4.76% (smelt 28) has not affected the change in critical points upon slow heating to any considerable extent. However, under continuous cooling, the thermokinetic diagram shape has considerably changed: the temperature range of the ferrite-to-pearlite transformation has narrowed, and even at a conversion rate of 9.6°C/min it is almost suppressed, whereas the range of bainitic transformation expands. This indicates an increase in the stability of supercooled austenite due to the transfer of a significant amount of a strong carbide-forming element such as Cr into the solid solution upon heating.
The increase in the mass fraction of Mn from 0.58% (smelt 28) to 2.3% (smelt 29) in hypereutectoid steel has shown a decrease in the critical points under slow heating. Under continuous cooling, the effect of 2.3% of Mn is expressed by an additional increase in the austenite stability at high cooling rates and by a shift in the martensitic transformation to a lower temperature range. In all other respects, the thermokinetic diagram has no fundamental differences as compared with the diagram for steel containing 0.58% of Mn (smelt 28).
From the analysis of the thermokinetic diagrams of austenite decomposition, carbon steel balls (0.6% of C) alloyed with 5% of Cr, under cooling in air from T > 950°C, should exhibit a high hardness level throughout the entire cross section due to the formation of quenching structures (troostite, bainite, martensite). The quenching of hypoeutectoid steels both in oil and water has resulted in hardenability throughout the majority of the balls (see Fig. 2), the hardness decreases from the ball surface to the center by 0–7.0 HRC at a bulk hardness amounting to 3.2–57.5 HRC. The structure of these steels represents acicular martensite with 10–12% of residual austenite (Fig. 3a).

Hardness distribution throughout the cross section of quenched balls: (1, 2) smelt 17; (3, 4) smelt 42; (1, 3) quenching in water; (2, 4) oil quenching.

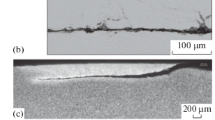
Microstructure of balls quenched in water after tempering at 300°C: (a) smelt 17 (throughout the entire cross section); (b‒d) smelt 42: (b) surface, (c–d) transient zone; (e) center).
The quenching of hypereutectoid steels has not provided any hardenability throughout regardless of a cooling medium. The hardness in the ball center amounts to 31–36 HRC, whereas the surface hardness ranges within 59.0–61.5 HRC when quenched in water and 40–48 HRC when quenched in oil (Fig. 2). Accordingly, the microstructure throughout the cross section of the balls is also heterogeneous. The quenched layer depth after quenching in water amounts to 15–20 mm. The layer microstructure represents structureless and fine-needled martensite, gradually passing from the surface to the ball center into troostomartensite and troostosorbite (see Figs. 3b–3e).
After quenching in oil, the depth of the quenched layer is much less (5–10 mm), and the microstructure throughout the ball depth changes from the martensitic structure to the troostosorbitic one. In this case, the fraction of the sorbite component exhibits an increase.
Any effect of Si on the hardness and structure of the balls in both hypoeutectoid and hypereutectoid steel after quenching has not been detected.
The steels additionally alloyed with Mn were quenched in oil. The changing characteristics in the hardness throughout the cross section of the balls is the same as it is observed for steels with a mass fraction of Mn at the lower limit. An attempt to quench the balls (smelt 8) in water did not give a positive result and led to cracking. In addition, for the parts of the balls that were not immediately tempered after quenching to relieve stresses, cracks have been revealed on the next day (smelt 13), which is caused by the tendency to crack formation inherent in steels with an increased mass fraction of Mn.
Alloying with manganese improves the stability of austenite, and consequently, this procedure leads to an increase in the amount of residual austenite in the case of quenched hypoeutectoid steel up to 15–20%, whereas in the case of hypereutectoid, the amount of residual austenite can increase to 10% (Figs. 4a, 4b). The increase in the Mn content to 2.72% (smelt 14) leads to the formation of a martensitic structure throughout the entire cross section of the balls, as well as to an increase in residual austenite up to 50% (Fig. 4c). Here, the difference in hardness throughout the cross section of the balls is small and ranges within 47.0–54.0 HRC.

Microstructure of balls quenched in oil, after tempering at 300°C: (a) smelt 37; (b) smelt 9; (c) smelt 14.
The steels alloyed with 4.20–5.38% of Cr, as well as jointly with 4.68–5.30% of Cr and with 1.57–2.79% of Mn, have a sufficiently high hardness throughout the entire cross section of the balls after quenching in oil, with a bulk hardness amounting to 48.0–56.3 HRC. The tendency to form cracks during quenching is also exhibited by hypereutectoid steels with a high mass fraction of C and Si (smelts 54, 26, 27). The increase in quenching temperature (smelt 31) promotes the formation of cracks as well.
The studies on the effect of tempering temperature exerted on the hardness of quenched balls have shown that after tempering in the range of 200–350°C, the hardness of almost all the steels does not change (Fig. 5). With some steels, an increase in hardness is observed due to the decomposition of residual austenite. A further (higher than 350°C) increase in the tempering temperature leads to a decrease in hardness, while alloying with Si, Mn, and Cr leads to an increase in the resistance of the steel with respect to softening, whereas carbon does not affect the character of the change in the ball hardness after tempering. Thus, it is worthwhile to apply tempering in the range of 280–320°C to obtain a stable hardness level that does not decrease after quenching.

Hardness of quenched balls depending on the tempering temperature, (1): (⚪) smelt 41; (◻) smelt 28; (△) smelt 14; (2): (⚫) smelt 42; (◼) smelt 43; (▲) smelt 5; (×) smelt 46; (3): (⚫) smelt 4; (◼) smelt 1; (▲) smelt 12; (4) (⚪) smelt 17; (◻) smelt 24; (△) smelt 37.
In the case of steel containing 12.2% of Cr (smelt 46), the hardness level after tempering at 200–450°C remains the same. With the increase in the tempering temperature to 500°C, an increase in hardness to 63 HRC is observed. After quenching, this steel contains up to 60–80% of residual austenite, which remains intact up to 450°C and abruptly decreases after tempering at 550–600°C. As a result, the ball hardness exhibits an increase. To provide the maximum level of hardness after tempering, steel containing 12.2% of Cr (smelt 46) should be tempered at 480–500°C.
The carbide phase has been studied using the samples cut from heat-treated (quenched and tempered) balls. The calculation of bound carbon in special carbides has been carried out based on the fact that Fe, Mn, and Cr form M7C3 carbide. The study analysis of the carbide phase (see Table 2) has shown that special carbide is formed in steels containing about 5% of Cr, while the distribution of Fe, Mn, and Cr between cementite and special carbide does not exhibit any distinct pattern being in the range of 1.87–2.65% and 1.57–3.61%, respectively. Both hypoeutectoid and hypereutectoid steels with the initial composition exhibit a maximum sum of elements in the carbide phase (smelts 17, 19, 16, 56), whereas the mass fraction of carbon in the solid solution is minimal amounting to 0.01–0.08%.
The alloying of hypoeutectoid steels with silicon (smelt 2, 4, 18) leads to an increase in the resistance to tempering; accordingly, the carbon amount in the solid solution increases to 0.20–0.32%, and the sum of the elements in the carbide phase decreases. The effect of additional alloying such steel containing chromium (smelt 23, 24, 33) exerted on the distribution of the elements in the carbide phase is similar. In the case of hypereutectoid steels, the overall level of elements in carbides is much higher. However, the effect of alloying elements on the carbide phase composition is similar to their effect on the composition of the carbide phase in hypoeutectoid steels.
The balls that are used in tumbling mills at the first grinding stage of ferrous and non-ferrous metal ores should have a high level of impact and wear resistance. The wear resistance of the experimental steels has been determined using the samples having a diameter of 20 mm and a length of 40 mm cut from heat-treated balls in such a way that they cover all the hardness zones throughout quenching. The tests have been carried out using a laboratory tumbling mill that simulates industrial conditions to a considerable extent.
The wear resistance has been evaluated based on the relative wear resistance, i.e., a wear rate ratio of the reference sample made of normalized St3 grade steel that has not undergone any transformations and almost hardened, to the wear rate of the sample under testing. The rate of abrasive corrosion wear was determined as a ratio of sample mass loss (in grams) to its surface area (in m2) and the test time (h).
In parallel, we have studied the influence of the test duration, the grinding time and the working time upon the wear level of the tested samples. As a result, it has been found that with increasing test time for the samples in the mill from 0.5 to 4 h, the wear level exhibits an increase, whereas the wear rate decreases by (15–20) × 10–4 g/min (Fig. 6). This could be associated with a grinding of the abrasive medium and with a decrease in the abrasion ability. The grinding for 0.5 h does not reveal any clear differences in the wear level of the studied steels due to the small mass loss of the wearing samples.

Wear resistance and wear rate of the samples depending on the duration of testing: (1) wear level; (2) wear rate; (◻) standard; (⚫) smelt 31; (⚪) smelt 11; (◼) smelt 24; (▲) smelt 50; (△) smelt 9.
The increase in the wear time to 1–4 h provides a distinct separation of the samples according to wear level, and the relative position of the studied steels according to the wear resistance remains constant and can be distinctly recognized with increasing wear time. Thus, it is worthwhile to replace the grinded medium after 2–4 h of the mill operation, which should provide more stable results.
Furthermore, in order to obtain stable wear results, it is required to perform a 2-h preliminary testing of the samples in the mill for more than 2 h. The obtained results of wear should not be taken into account. To establish the effect of the grinding medium on the wear level of the samples, 300 and 500 cm3 of dry sand and sand containing different amount of water with pH 8 have been loaded into the mill. The analysis of the results shows that the sample wear in the course of wet grinding exhibits a 1.8–2.3‑fold increase in the tested batch. The amount of water did not significantly affect the wear level of the samples. Thus, in the case of wet grinding, the wear level of grinding balls exhibits an increase, which correlates with industrial operation conditions and indicates that the method choice for studying the wear resistance of experimental steels is correct.
The analysis of the study results concerning the wear resistance of the samples made of balls based on the experimental steels (Table 3) has shown that samples of unalloyed hypoeutectoid and hypereutectoid steels with a hardness of 47.0 HRC exhibit a wear resistance of 1.81. The wear resistance of samples made of the same steels with a hardness of 57.0 HRC has increased to 1.98. The alloying of hypoeutectoid and hypereutectoid steels to 4.70% of Cr (smelt 23) has led to an increase in wear resistance to 2.15 at a hardness of 54.3 HRC, whereas the increase in hardness to 58.5 HRC (smelt 24) has led to an increase in the wear resistance of the samples made of hot-stamped balls to 2.54. At the same time, the heat-treated samples show the increase in wear resistance up to 2.34 (smelt 3). The microstructure of hot stamped balls has shown up to 20% of residual austenite.
The wear resistance of hypoeutectoid steels alloyed jointly with Cr and with Mn has increased most significantly. In the case of samples made of hot-stamped balls, the wear resistance at 38.9 HRC (smelt 20) amounts to 2.07, whereas at 54.8 HRC (smelt 38), this value is of 2.78. The microstructure of the latter consisted of 45–50% of martensite, 20–40% of residual austenite, and up to 20% of troostite. The use of high-temperature tempering (400–500°C) has led to the decomposition of residual austenite. At the same time, the hardness almost has not changed, whereas the wear resistance has exhibited an abrupt decrease to 2.17 (smelt 39).
Steel containing 12.2% of Cr (smelt 46) exhibits the greatest wear resistance after quenching with tempering at 300°C (3.08), its hardness amounts to 55.4 HRC. After tempering at 500°C, the hardness has increased to 60.0 HRC, whereas the wear resistance has decreased to 2.46. In the microstructure, as it has been already noted, a decomposition of residual austenite has been observed.
The performed studies have shown that in order to provide maximum wear resistance of the balls, it is not required for achieving maximum hardness. The steel composition should provide uniform hardness and microstructure to occur throughout the entire cross section of the ball, and it is recommended that the structure has more than 20% of the residual alloyed austenite that undergoes transformations in the course of the impact-abrasive wear of the balls. This should provide a stable level of wear resistance as the ball is wearing out.
These requirements are met by steels having two types of composition, such as carbon steel (0.60–0.75% of C) alloyed with 1.7–2.1% of Mn and 4.5–4.9% of Cr; and steel containing 1.2–1.4% of C; 0.4‒0.6% of Mn and 11.0–12.0% of Cr. Both types of steel contain 0.3–0.6% of Si. The wear resistance amounts to 2.37–2.72 and 3.00–3.08, respectively.
This can be explained by the energy theory of wear characterized by the metal’s energy intensity, consisting in the energy absorbed by the working surface of the metal and determining its ability to resist with respect to wearing impact caused by abrasive bodies [18]. According to [18], the energy consumption for quenching in the course of wear is 10–15 times greater than that for the destruction in the general balance of energy absorbed by a metal under wearing steels heat-treated for obtaining the structures sensitive to transformations. Accordingly, the wear resistance of such steels should be higher than the wear resistance of steels having a similar and even greater hardness with a structure that does not undergo any transformations.
The wear resistance of alloys having a stable structure that is not strengthened in the course of interaction with abrasives depends mainly on the hardness [15]. This conclusion is also confirmed by the results of the comparative industrial testing of the experimental batches of grinding balls with a diameter of 60 mm having a surface hardness of 50–56 HRC at the second stage of iron ore grinding. This testing has shown a 16% of decrease in the specific consumption of the ball material as compared with the balls having the same diameter and a surface hardness of 42–45 HRC [1].
In this connection, to obtain balls with a diameter of 100 mm or more having an increased level of wear resistance, it is also worthwhile to alloy carbon steel (0.60–0.75% of C) with 0.9–1.1% of chromium, which could provide the throughout quenching of the balls. Accordingly, these balls should have a high level of hardness and a uniform wear level throughout the entire cross section, which cannot be achieved for balls with a diameter of 100 mm made of unalloyed steel. At the same time, such balls could be quenched in water using the existing equipment. However, the balls after the quenching must be tempered with the use of tempering furnaces.
As already noted, the quality of grinding balls is determined mainly by the two parameters such as wear resistance and impact resistance. Here, the impact resistance of grinding balls, especially for the diameter ≥100 mm is much more important quality than the wear resistance. The destruction of grinding balls leads to a decrease in mill productivity, to grate clogging, to scrap falling into the classifier, etc. It is established that each percent of split balls leads to a decrease in the mill productivity amounting to 1%. The resistance of grinding balls with respect to splitting is determined by the hardness distribution throughout the ball volume, by the chemical composition, metal structure, by the stress presence, and especially by impact strength.
The analysis of the study results (see Table 3) concerning the impact strength, relative wear resistance, stress intensity factor and impact resistance of heat-strengthened balls has made it possible to establish the following features. The impact strength of the hypoeutectoid (0.60–0.62% of C) steel with the initial composition (smelts 17, 19) in the hot-rolled condition is at a level of 21.6–24.2 J/cm2, whereas the hypereutectoid steel (0.98–1.19% of C) exhibits this value at a level of 9.1–9.3 J/cm2 (smelts 16, 41, 56). Thus, such an increase in the mass fraction of carbon in hot-rolled steel has more than twice reduced the impact strength values (see Table 3).
The effect of Si and Mn is similar: the value of impact strength has decreased in the case of hypoeutectoid steel to 13.7–14.0 J/cm2 (smelts 18, 4) and 8.1–8.8 J/cm2 (smelts 11, 37), respectively. In the case of hypereutectoid steel, Mn has reduced the impact strength to 5.6–7.1 J/cm2 (smelts 9, 40, 14). In a similar manner, the effect of Si has been manifested in the case of Cr–Mn steel (smelts 34, 36), but at the same time the effect of Cr is much less than that of Mn and Si.
Heat treatment has led to an abrupt increase in the impact strength of all the steels under investigation. The hypoeutectoid steels alloyed with Cr (smelts 23, 24) and jointly with Cr and Si (smelts 11, 1, 3) have a maximum value of impact strength. Manganese (smelts 11, 27), just like in hot-stamped steel, reduces the impact strength, and the combined alloying with Cr and Mn leads to an increase in this parameter (smelt 38). Silicon somewhat lowers the impact strength of Mn steels, but this parameter level remains higher than that inherent in steels in hot-stamped state (smelt 35). The heat treatment of hypereutectoid steel leads to a two-to-three-fold increase in the impact strength. At the same time, the alloying with up to 5% of Cr and up to 2% of Mn also leads to a two-to-three-fold increase in the impact strength of heat-treated steel as compared with the initial heat-treated steel (smelts 16, 41, 56).
The assessment of the impact resistance for experimental steels in the heat-treated state according to the value of \(K_{{1{\text{c}}}}^{\partial }\) has shown that the critical stress intensity factor under dynamic loading (see Table 3) is determined by the content of alloying elements and carbon. The alloying with Si, Mn, Cr separately and jointly has proved inefficient for hypereutectoid steels, since \(K_{{1{\text{c}}}}^{\partial }\) remains almost at the same level.
Under alloying hypoeutectoid steels with Cr and Si (smelt 22), Cr and Mn (smelt 35), as well as under full alloying with Cr, Mn, and Si (smelt 38), the critical coefficient of stress intensity exhibits a significant increase. In this case, the effect of Cr and Mn is most efficient. In practice, the increase in the critical coefficient of stress intensity under dynamic loading means that the cracks of a greater critical length are permissible at the same nominal stress in the product (ball). In other words, the onset brittle fracture occurs at a larger defect size. This leads to increased impact resistance. It should also be noted that, unlike impact strength, \(K_{{1{\text{c}}}}^{\partial }\) for the studied steels is a parameter much more sensitive with respect to the steel composition.
The testing of heat-treated balls for impact resistance has shown (see Table 3) that all the balls have withstood 15 impacts, including five of them at a 15% of higher load (1471.5 J) as compared with the calculated ball impact energy experienced by the balls in a mill under industrial conditions. In addition, the balls have withstood 10 hits at a two-fold load (2928 J) as compared with the calculated one.
In order to determine the relationship between wear resistance WR and hardness H, as well as the combined effect of steel chemical composition and steel hardness on the wear resistance, correlation equations have been calculated. As initial data, we have used the determination results of relative wear resistance for heat-treated samples in a tumbling mill, and the bulk hardness of the same samples, measured at both ends of each sample at six to ten points. As a result of initial data processing, we have obtained the following equations:
Student tests for hardness amounting to 11.4 for equation (1) and 16.4 for equation (2) far exceeds the tabular value (about 2.0), which indicates a significant factor. As far as the chemical composition effect on the wear resistance according to (2), then C, Mn and Cr are significant. Student tests for them are 4.35, 3.64, and 7.72 respectively, whereas Si is insignificant because the Student test for Si amounts to 0.59. The correlation coefficients of these equations are quite large amounting to 0.82 and 0.92, which confirms that a linear relationship between the considered values is observed.
Fig. 7 shows a straight line calculated according to equation (2), as well as shows the results of determining the wear resistance of experimental steels. From Fig. 7, it can be seen that the scatter of wear resistance values with respect to the calculated straight line is mainly small. The resulting graph makes it possible to determine relative wear resistance from a preset bulk hardness, which determines the approximate chemical composition, quenching temperature and impact strength for the balls with a diameter ≥100 mm having a bulk hardness of at least 50 HRC, as well as a high level of impact and wear resistance. Thus, the following chemical compositions of steels (in % of) and heat treatment modes are recommended:

Relative wear resistance of thermally quenched samples depending on the bulk hardness.
(1) 0.60–0.75 C; 0.6–0.8 Mn; 0.9–1.1 Cr; 0.2–0.4 Si; S and P ≤ 0.05% of each. Heat treatment: quenching in water with the heating temperature for quenching amounting to 830–850°C, or quenching in oil, with the heating temperature for quenching amounting to 860–880°C. The tempering of the balls after quenching should be performed at a temperature of 280–320°C;
(2) 0.60–0.75 C; 1.7–2.1 Mn; 4.5–4.9 Cr; 0.4–0.6 Si; S and P ≤ 0.05% of each. Heat treatment: quenching in water with the heating temperature for quenching amounting to 800–820°C. The tempering of the balls after quenching should be performed at a temperature of 260–300°C. Quenching in oil, with the heating temperature for quenching amounting to 860–880°C. The tempering of the balls after quenching should be performed at a temperature of 280–320°C;
(3) 1.2–1.4 C; 0.4–0.6 Mn; 11.0–12.0 Cr; 0.4–0.6 Si; S and P ≤ 0.05% of each. Heat treatment: quenching in oil, with the heating temperature for quenching amounting to 1080–1120°C. The tempering of the balls after quenching should be performed at a temperature of 280–320°C.
The steel balls having this composition could be used at metallurgical and machine-building enterprises, as well as mining industrial complexes for the purpose of transportation and loading of low-magnetic products. Under the manufacturing of balls in rolling and forging shops, the heat treatment should be carried out in the workflow using the temperature of the metal obtained in the course of heating for hot deformation.
CONCLUSIONS
(1) The following have been studied: the chemical composition effect of hypo- and hypereutectoid steels alloyed by one of the elements or by several elements; the influence of heat treatment on the hardness, wear and impact resistance; as well as the formation of quenching cracks in grinding balls of 100 mm in diameter.
(2) The values of critical temperature corresponding to the onset and termination of α → γ polymorphic transformation at Ac1 and Ac3 upon heating in samples made of the studied hypo- and hypereutectoid steels have been determined using the dilatometric method.
(3) Heat treatment modes of grinding balls with a diameter of 100 mm made of hypoeutectoid (0.60–0.75% of C) steels alloyed with 0.9–1.1% of Cr and 0.6–0.8% of Mn providing the hardenability through the entire ball volume have been determined. In the case of quenching in water, the heating temperature before the quenching amounts to 830–850°C, whereas under quenching in oil, the heating temperature before the quenching ranges within 860–880°C, and after quenching, a procedure of tempering is performed at 280–320°C.
(4) The mathematical models based on preset bulk hardness have been determined: the value of relative wear resistance used for an approximate chemical composition evaluation, the quenching temperature, and the impact strength for the balls with a diameter larger than 100 mm.
REFERENCES
Stalinskii, D.V., Rudyuk, A.S., Solenyi, V.K., and Yudin, A.V., Improving the quality of steel grinding balls, Steel Transl., 2017, vol. 47, no. 2, pp. 130–136.
Vavilkin, N.M. and Chelnokov, V.V., Material selection for production of grinding balls, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 2002, no. 1, pp. 41–46.
Stalinskii, D.V., Rudyuk, A.S., and Solenyi, V.K., Production of grinding balls resistant to abrasive wear, Steel Transl., 2017, vol. 47, no. 6, pp. 421–427.
Kostyrkin, V.L., Gavrilets, M.G., Koval’, V.V., et al., Effective use of steel rolled grinding balls with higher hardness in the mining industry, Metall. Gornorudn. Prom-st., 1986, no. 3, pp. 49–50.
Tkachenko, F.K., Tikhonyuk, S.L., Efremenko, V.G., et al., Quality improvement of steel grinding balls by a regulated increase of hardenability, Stal’, 1999, no. 1, pp. 56–58.
Ignatov, V.A., Solenyi, V.K., Zhuk, V.L., et al., Basic principles for the selection of materials for the manufacture of grinding bodies operating under conditions of impact-abrasive, shock-corrosive abrasive, and impact-fatigue wear, Met. Lit’e Ukr., 2001, nos. 10–11, pp. 31–34.
Efremenko, V.G., Tkachenko, F.K., Kuz’min, S.O., et al., The effective use of high-quality grinding balls at the Central GOK (Mining and Processing Plant), Metall. Gornorudn. Prom-st., 2009, no. 1, pp. 90–93.
Steblov, A.B. and Berezov, S.N., Casted iron balls for grinding of the materials, Lit’e Metall., 2012, no. 3, pp. 45–50.
Lam, M.M., Serov, A.I., Smirnov, E.N., et al., Mastering the production of 40- and 60-mm-diam. grinding balls in hardness classes III and IV at the Donetsk Metal-Rolling Plant, Metallurgist, 2016, vol. 60, nos. 3–4, pp. 440–446.
Efremenko, V.G., Ganoshenko, I.V., Tkachenko, F.K., et al., Effect of macrostructural state of ball blank on the quality of steel products for the milling equipment, Met. Lit’e Ukr., 2002, nos. 9–10, pp. 40–43.
Lam M.M., Serov A.I., Smyrnov Y.N., et al., Production of hard (class V) grinding balls at PJSC “DMPZ,” Steel Transl., 2017, vol. 47, no. 5, pp. 325–329.
GOST (State Standard) 7524–2015: Grinding Steel Balls for Ball Mills, Specifications, Moscow: Standartinform, 2016.
Efremenko, V.G., Tkachenko, F.K., Voznyuk, A.N., et al., Economic prerequisites for the use of high-quality grinding bodies and technological aspects of their production, Vost.-Evrop. Zh. Peredovykh Tekhnol., 2007, no. 1-1 (25), pp. 22–26.
Tkachenko, F.K. and Efremenko, V.G., Iron-carbon alloys for grinding bodies in wet grinding conditions, Metall. Gornorudn. Prom-st., 2009, no. 5, pp. 75–80.
Tsypin, I.I., Belye iznosostoikie chuguny. Struktura i svoistva (White Wear-Resistant Cast Irons: Structure and Properties), Moscow: Metallurgiya, 1983.
Zhukov, A.A., Epshtein, L.Z., and Sil’man, G.I., Microstructure of steel and cast iron, and the Charpy test, Izv. Akad. Nauk SSSR, Met., 1971, no. 2, pp. 145–152.
Richter, B. and Bosel, D., Die dynamische Bruch zahigkeit-ein konstruktiver werkstoff-kein vert bei stobatiger Beanshruchung, Eisenbahntechnik, 1983, no. 4, pp. 162–165.
Popov, V.S., The resistance of alloys to fracture during abrasive wear, in Problemy treniya i iznashivaniya (Problems of Friction and Wear), Kiev: Tekhnika, 1973, pp. 22–29.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by O. Polyakov
About this article

Cite this article
Stalinskii, D.V., Rudyuk, A.S. & Solenyi, V.K. Grinding Balls for the First Stage of Iron Raw Grinding in Tumbling Mills. Steel Transl. 50, 116–127 (2020). https://doi.org/10.3103/S0967091220020102
Received:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091220020102