
Abstract
The effect of annealing temperature on the change in microstructure and properties of stainless steel rings after deformation by high-pressure torsion is studied. Analysis of specimen microstructure after deformation by high-pressure torsion at room and cryogenic temperatures shows that eight deformation cycles lead to a homogeneous nanostructure at both temperatures, but a finer-grained structure is obtained using cryogenic cooling. With deformation and cryogenic cooling a martensitic structure is obtained with a grain size of 0.2 μm, while at room temperature a microstructure of 0.5 μm consisting of a mixture of austenite and α‑martensite is obtained. Ductility properties obtained after such treatment are insufficient for further use. In order to increase the ductility properties and to check the possibility of preserving the microstructure when heated specimens after deformation specimens are annealed at 300–650 °C and exposure time of 15 min. The ultrafine grain structure formed in steel during deformation remains stable up to 600 °C.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The quest for obtaining the maximum possible efficiency in production affects the increasing development of complex production processes and obtaining materials with good mechanical and operating properties. This governs the tendency of production process development for reducing the amount of different production stages with maximum effective material utilization. From the point of view of using materials there is considerable importance in metals having high strength and good ductility.
Extension of the stability of elastic properties of piston rings and reduction towards a minimum of their breakage may be achieved by selecting the correct alloy grade and thermomechanical treatment method. As a result of this producers of internal combustion engines throughout the whole world are continuously looking for new technology for piston ring manufacture. Therefore, an increase in piston ring strength and operating properties is an important engineering task.
Traditional ultrafine grained materials with a grain size in the several micron range are normally prepared by means of thermomechanical processes. An ultrafine grained structure is impossible to prepare solely by considerable forces using classical methods of dynamic reduction and recrystallization processes, and also by limits in formability [1,2,3]. Ultrafine and nanocrystalline materials have been the subject of extensive research over a long time, since they represent a new class of materials with unusual physical and mechanical properties, i.e., anomalously high strength and damping capacity, relatively low superplasticity temperature, increased toughness, good mechanical properties, etc. Currently processes are being studied based upon grain refinement by means of intense plastic deformation (IPD). These processes create superplastic materials, using extreme extension with high hydrostatic pressures at low homologous temperatures [4, 5]. In this case the material properties obtained depend upon the minimum grain sizes achieved, but as a rule grain sizes up to a nanostructured condition are rarely achieved. Most used and studied methods of IPD are torsion under high pressure (THP) and equal-channel angular extrusion (ECAE) [6,7,8].
In the last two decades work connected with ECAE of metallic materials has caused considerable interest for scientists both in the field of metal physics and also material science. This interest developed to the possibility of obtaining pore-free bulk materials with an unltrafine grained structure [9]. One of the main aims of this research is metal grain refinement up to ultrafine grains for a nanostructured conditions. This provides achievement within these metals of a unique set of physical and mechanical properties [9,10,11,12]. With recent work [13. 14] ECAE of steel is combined with cryogenic cooling, as a result of which an ultrafine grained structure and increased strength properties are obtained for a lower number of deformation cycles.
During THP a specimen is placed between two strikers and it is compressed under quasihydrostatic pressure. The lower anvil rotates, and under action of s surface friction force a specimen is deformed in shear. Such deformation proceeds under conditions of quasihydrostatic compression, specimen failure does not occur, and it is subject to a considerable magnitude of deformation [15]. In a number of works [16,17,18] it has been established that the IPD method of THP affects the materials structure, and increase crystal lattice defect density. With use of the THP method many scientists with various materials have managed to obtain a microstructure with a very fine grain size in contrast to other IPD methods, as a result of which the possibility has developed of studying features of this structure and to evaluate mechanical and physical properties [4, 8, 16,17,18] material deformed by the THP method is worked uniformly over the radius. As a result of this grains distant from the center deform more strongly that within the center of a disk, and therefore the microstructure becomes anisotropic. Since in our case a circular workpiece will be deformed this disadvantage will be avoided.
It should also be noted that during achievement of a certain (differently in different metals) degree of the deformation process refinement slows down and then it ceases entirely. There are several works [19, 20] within which it is demonstrated that a low temperature is a reason for activation of new deformation mechanisms. These mechanisms lead to the possibility of prolonging the grain refinement process and achievement of a nanosize level. A reduction in temperature to cryogenic provides mechanical property improvement and as a result an increase in wear resistance and hardness. Also there is an improvement in surface quality, subjected to polishing or finishing (presence of soft and ductile austenitic areas within the structure of a surface layer prevents preparation of a uniform mirror surface), which is necessary for piston rings (since with use of cryogenic temperatures almost all austenite is converted into martensite).
The main purpose of the work is a study of the effect of annealing temperature on the change in microstructure and properties of workpieces for piston rings of stainless steel, performed by the THP method. Performance of this work is necessary in order to develop new combined piston ring treatment technology for internal combustion engines.
Materials, research methods and equipment
In order to implement torsion under high pressure in existing laboratory equipment a special construction was developed making it possible to implement the torsion process under high pressure due to direct movement of the upper stamp with respect to the stand. Rectilinear movement of the upper stamp with fastening to it of the lower stamp, as a result of action of contact friction forces directed at an angle of the responsive part of the die, transfers a torsional moment to it as a result of which rectilinear movement is converted into torsional movement. The construction consists of several parts: upper stamp, which communicates alternating movement from the press; a lower stamp which communicates a torsional moment from the reciprocating motion of the upper stamp and the die itself, within which there is a workpiece in the form of a ring (Fig. 1; [21]).

Structural layout: 1) lower holder; 2) upper holder; 3) lower block; 4) upper block; 5) die; 6) piston ring; 7) plunger
At the lower boundary of the upper stamp four periodic excisions are created of spiral shape. In this case within the center of the upper stamp there is a cylindrical opening for the rod of deforming element and provision of coaxiality for both dies.
The lower die has several steps. This structural solution is necessary since in this case we are talking about deformation of a annular workpiece, and not a disk. The first transition (intermediate step) provide the side boundary of contact with the side boundary of the die, within which a workpiece is installed. The second transition (third lower step) provides contact with the workpiece over its inner radius, at the same time entirely closing its cross section. In accordance with this principle the inner shape of the die should also have a stepped form. The width of a step should correspond to the width of the circular workpiece being treated.
In order to implement torsion under high pressure with cryogenic cooling in the lower die there is an opening within which a nozzle is installed for liquid nitrogen supply to the workpiece deformation chamber. In the course of conducting modelling a solution was adopted for use of a nozzle of the sprinkler type, making it possible implement a uniform supply of nitrogen to the whole ring surface. With use of the nozzle of the normal type nitrogen was accomplished unevenly over a ring surface. This nozzle was prepared within a 3D-printer from polyurethane.
Assembly of the structure and an experiment itself was performed in a single-column hot-stamping cranked press model PB 6330-02 with a force of 1000 kN. Deformation was conducted at a cryogenic temperature and for comparison at room temperature, eight deformation cycles were performed [21, 22].
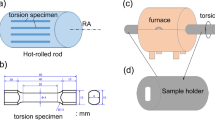
An original workpiece is annular in shape 76 mm in diameter and 3.5 mm wide, and 3 mm thick. The workpiece material selected was stainless steel of the austenitic class AISI-304 (analog of Russian stainless steel 08Kh18N10), since piston rings do not operate within corrosive media. The original structure before deformation was obtained by heating at 1050 °C, exposure at this temperature for 30 min, and water cooling. After this preliminary heat treatment a γ-solid solution is fixed within chromium-nickel steel.
It is well known that a marked disadvantage of strongly deformed materials is very low ductility, as a result of which there is a limit to the possibility of their practical application. Ductility properties of this material may be restored by suing heat treatment after deformation, therefore in order to improve ductility of deformed specimens a laboratory experiment was performed within which specimens after THP were cut into this plates 5 mm thick subjected to exposure at 300–650 °C for 15 min with water cooling with the aim of fixing the material high temperature condition.
Thin foil for studying the microstructure was prepared by thinning by means of electrolytic polishing in an electrolyte of the composition 400 ml H3PO4 and 60 g CrO3 at room temperature and a voltage of 20 V, and the current density was 2.5 amp/cm2.
Mechanical tests in uniaxial tension were performed at room temperature in an Instron 5882 machine with a deformation rate of 1.0 mm/min. A specimen for tension was prepared in accordance with the procedure described in [23]. Specimen deformation was measured by means of an Instron tensometric sensor. From test results strength and ductility characteristics were determined: yield strength, ultimate tensile strength, and relative elongation.
Research results and discussion
The microstructure of steel AISI-304 before THP is coarse grained with grains of polyhedral shape, average gran size 32 μm, and presence of twins. The structure contains ≈100% austenite (original structural state after quenching). The microstructure obtained after deformation by the THP method at room temperature and using cryogenic cooling is shown in Fig. 2.

Steel AISI-304 microstructure after 8 deformation cycles by the TUP method: a at room temperature; b using cryogenic cooling
Analysis of specimen microstructure after deformation at room and cryogenic temperatures showed that in both cases after eight deformation cycles a uniform nanostructure is obtained (see Fig. 2). With use of cryogenic cooling a more fine grained structure is obtained. At room temperature a microstructure is obtained with a size of 0.5 μm, consisting of a mixture of austenite and α‑martensite (see Fig. 2a). With cryogenic cooling a martensitic structure is obtained with grain size of 0.2 μm (see Fig. 2b).
After metallographic study testing in tension was performed in order to determine mechanical properties and the data obtained are provided in Table 1.
Results of microhardness determination correlate with mechanical test data in tension and point to the situation that THP in the new die makes it possible to obtain quite uniform hardness throughout the whole ring cross section. After eight THP cycles at cryogenic temperature microhardness compared with the original condition increases by almost a factor three from 980 to 2715 MPa. Deformation at room temperature leads to an increase in microhardness up to 2530 MPa.
As is seen from the data obtained, cryogenic cooling as a result of preparation within specimens of a martensitic structure has higher ductility properties, but these properties are inadequate for future use. In order to improve ductility properties it is necessary to reduce internal stress, which is achieved by annealing. Therefore, in order to check the possibility of providing retention of microstructure and ductility properties during specimen heating after deformation it was subjected to annealing at 500–650 °C with exposure for 15 min in order to observe the change in microstructure. Evolution of the microstructure for deformed specimens on heating is shown in Figs. 3 and 4.

Microstructure of steel, deformed at room temperature, after heating at 500–650 °C

Microstructure of steel, deformed with cryogenic cooling, after heating at 500–650 °C
Annealing up to 500 °C does not lead to a change in specimen microstructure deformed both art room and cryogenic temperatures, and there is only rebuilding of dislocations (see Figs. 3a and 4a). At 600 °C within specimens prepared by deformation at room temperature recrystallization commences, which may be seen for individually generated grains, and annealing twins are not observed (see Fig. 4b). Changes within the microstructure are hardly observed (see Fig. 4b) within a specimen deformed at room temperature. On reaching 625 °C in specimens deformed at room temperature complete structural recrystallization is observed with an average grain size of 2 μm, and annealing twins are observed within the structure (see Fig. 3c). Within specimens deformed at cryogenic temperature at 625 °C recrystallization commences, which causes a strong individual grain growth greater than 3 μm (see Fig. 4c). Annealing twins are also present. On reaching 650 °C the structure becomes entirely recrystallized with a grain size of 3 μm (see Fig. 4d). Annealing a specimen at 600 °C, deformed at room temperature, hardly differs from those deformed at cryogenic temperature. The structure is entirely recrystallize with a grain size of 4 μm (see Fig. 3d).
Steel thermal stability after THP was also studied in relation to the change in microhardness due to annealing temperature. On heating specimens deformed at both cryogenic and room temperature a small reduction in microhardness is observed. The reduction is greater the higher the heating temperature, but it is retained at a level significantly higher than the microhardness after quenching. With annealing up to 500 °C the microhardness of specimens deformed at cryogenic temperature decreases from 2715 to 2555 MPa, and for specimens deformed at room temperature it decreases from 2530 to 2205 MPa.
At 600 °C within specimens prepared by deformation at room temperature there is a sharp reduction in microhardness to 1365 MPa, which points to presence of recrystallization processes. After annealing at 650 °C microhardness is reduced to 985 MPa. The same is observed for specimens deformed at cryogenic temperature: with heating up to 625 °C there is a sharp reduction in microhardness from 2555 to 1725 MPa, and with annealing at 650 °C microhardness comprises 1260 MPa.
Conclusions
Research results indicate that in the process of torsion under high pressure at cryogenic and room temperatures a specimen structure is refined to nanosize. Deformation of steel AISI-304 at room temperature with an average grain size of 32 μm leads to formation of an equiaxed uniform microstructure with a size of 0.5 μm. Deformation at a cryogenic temperature leads to formation of an equiaxed uniform microstructure with a size of 0.2 μm.
Austenitic steel after deformation retains its thermal stability on heating up to 600 °C within specimens prepared by deformation at room temperature and up to 625 °C in specimens deformed at cryogenic temperatures. The data obtained are confirmed by tests for microhardness determination.
References
Zinov’ev AV, Koshmin AN, Chasnikov AY (2019) Effect of continuous extrusion process parameters on formation of microstructure and mechanical properties of steel M1 round section bars. Metallurg 4:16–23
Volokitina IE, Kurapov GG (2018) Effect of initial structural state on formation of structure and mechanical properties of steels under ECAP. Met Sci Heat Treat 59(11–12):786–792
Choi I, Schwaiger R, Kurmanaeva L, Kraft O (2009) On the effect of Ag content on the deformation behavior of ultrafine-grained Pd-Ag alloys. Scr Mater 61:64–67
Valiev RZ, Islamgaliev RK, Alexandrov IV (2000) Bulk nanostructured materials from severe plastic deformation. Prog Mater Sci 45:103–189
Raab G, Valiev R, Lowe T, Zhu Y (2004) Continuous processing of ultrafine grained A1 by ECAP-Conform. Mater Sci Eng 382:30–34
Naizabekov A, Arbuz A, Lezhnev S, Panin E (2019) The development and testing of a new method of qualitative analysis of the microstructure quality, for example of steel AISI 321 subjected to radial shear rolling. Phys Scripta 94(10):105702
Horita Z, Fujinami T, Langdon T (2001) The potential for scaling ECAP: Effect of sample size on grain refinement and mechanical properties. Mater Sci Eng A 318(1–2):34–41
Kawasaki M, Ahn B, Lee HJ, Zhilyaev AP, Langdon TG (2015) Using high-pressure torsion to process an aluminum–magnesium nanocomposite through diffusion bonding. J Mater Res 31:88–99
Eslami PP, Karimi, Taheri A (2011) An investigation on diffusion bonding of aluminum to copper using equal channel angular extrusion process. Mater Lett 65:1862–1864
Valiev R, Estrin Y, Horita Z, Langdon T, Zehetbauer M, Zhu Y (2016) Producing bulk ultrafine-grained materials by severe plastic deformation: ten years later. JOM 68:1216–1226
Polyakova M, Gulin A, Constantinov D (2013) Investigation of microstructure and mechanical properties of carbon steel wire after continuous method of deformational nanostructuring. Appl Mechan Mater 436:114–120
Semenova IP, Raab GI, Valiev RZ (2019) Combined processing ECAP + TMP. Nanocrystalline Titanium: 21–35
Podolskiy AV, Ng HP, Psaruk IA, Tabachnikova ED, Lapovok R (2014) Cryogenic equal channel angular pressing of commercially pure titanium: microstructure and properties. J Mater Sci 49:6803–6812
Volokitina IE (2020) Evolution of the microstructure and mechanical properties of copper under ECAP with intense cooling. Met Sci Heat Treat 62(3–4):253–258
Muszka K, Zych D, Lisiecka-Graca P, Made L, Majta J (2020) Experimental and molecular dynamic study of grain refinement and dislocation substructure evolution in HSLA and IF steels after severe plastic deformation. Metals 10:1122
Zhilyaev A, Langdon T (2008) Using high-pressure torsion for metal processing: fundamentals and applications. Progress Mater Sci 53:893–979
Zhilyaev AP, Ringot G, Yi H, Cabrera JM, Langdon TG (2017) Mechanical behavior and microstructure properties of titanium powder consolidated by high-pressure torsion. Mater Sci Eng A 688:498–504
Fediuk R, Klyuev S, Sabitov L et al (2022) Study of the properties of antifriction rings under severe plastic deformation. Materials 15:2584
Volokitina I (2020) Structure and mechanical properties of aluminum alloy 2024 after cryogenic cooling during ECAP. J Chem Techn Metall 55(2):479–485
Volokitina I, Siziakova E, Fediuk R, Kolesnikov A (2022) Development of a thermomechanical treatment mode for stainless-steel rings. Materials 15(14):4930
Volokitina IE, Volokitin AV, Kolesnikov AS, Kolesnikova OG (2023) Effect of deformation by torsion under high pressure within a combined die of the change in brass properties. Metallurg 66:1601–1606
Volokitin AV, Volokitina IE (2023) Changes in Microstructure and Mechanical Properties of Steel-Copper Wire During Deformation. Metallurgist 67:232–239
Erbel S (1979) Mechanical properties and structure of extremely strain hardened copper. Met Techn 6:482–486
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 1, pp. 44–48, January, 2024. Russian DOI: https://doi.org/10.52351/00260827_2024_1_44.
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Volokitina, I.E., Volokitin, A.V. Effect of annealing temperature on microstructure and properties of stainless steel rings after high-pressure torsion. Metallurgist 68, 52–58 (2024). https://doi.org/10.1007/s11015-024-01703-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-024-01703-8
Keywords
- High-pressure torsion
- Mechanical properties
- Microstructure
- Intense plastic deformation
- Stainless steel
- Die
- Ring