
The effect of preliminary heat treatment and equal-channel angular pressing (ECAP) in a stage die on the microstructure and mechanical properties of steels 45 and 35KhM is studied. The grain size, the microhardness, and the strength and ductility characteristics of the steels after the ECAP are determined. The suggested modes of thermomechanical treatment improve the combination of the properties of the steels studied.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
An important task of the recent science of materials is fabrication of metallic materials with demanded set of physical, mechanical and operating properties. The mechanicalproperties of steels can be raised without degradation of the physical characteristics by forming a fine-grained structure due to alloying, heat treatment or plastic deformation.
Correct choice of the heat treatment provides an optimum grain structure responsible for an appropriately high structural strength of the steel. This makes the development of heat treatment modes of steels ensuring considerable grain refinement and associated growth in the ductility and toughness as well as lowering of the susceptibility to reversible brittleness an important practical task.
However, the possibilities of elevation of the mechanical characteristics of steels by alloying and traditional heat treatments have been studied in detail and virtually exhausted. Progress in the solution of the task may be attained by applying promising methods of deformation. Today specialists devote much attention to studying subultrafine-grained and nanostructured states in inexpensive steels obtained by methods of severe plastic deformation (SPD) for raising their operating characteristics.
The most popular method of SPD is equal channel angular pressing (ECAP) developed by V. Segal and coworkers and patented in 1973 [1]. ECAP does not provide an extremely high strain like, for example, torsion under quasi-hydrostatic pressure, but its obvious advantage is the possibility to obtain bulk nanostructured billets. This makes it possible not only to study the structure formed by the SPD but also the mechanical properties of the materials under tension and compression.
A great number of published experimental results concern the effect of the temperature, the turning of the specimens, the temperature of the post-deformation heating and other parameters of ECAP on the properties of steels. However, the influence of such factors as the initial structural state and the degree of preliminary deformation of steels is virtually not described, though they may be of principal importance for developing an expedient hardening process and helpful for correcting the active ECAP processes.
The aim of the present work was to study the laws of formation of structure and mechanical properties in steels 45 and 35KhM under ECAP and subsequent heating for working out an appropriate hardening technique for these steels.
Methods of Study
The chemical compositions of steels 45 and 35KhM are given in Table 1 as determined with the help of a multifunctional RIKOR device. The steels were subjected to ECAP in a stage die.
Prior to the ECAP, the steels were subjected to a preliminary heat treatment (PHT) which consisted of annealing, normalizing, quenching and toughening by the modes presented in Table 2. The study of the ECAP-treated steels after different variants of PHT allowed us to consider the processes of grain formation as a function of the initial structural and phase state of the material. In addition, we could assess the effects of the main hardening factors, such as the grain size, the sizes of the structural components and the volume fraction of the fine dispersed particles, on the strength properties and the resistance of the subultrafine-grained structure to heating.
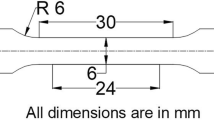
After the PHT, the specimens with square cross section 15 × 15 × 70 mm in size were subjected to ECAP in an equal channel stage die with channels joined at an angle of 120° [2] over route Bc with turning the billet by 90° about the longitudinal axis [3]. To lower the friction between the tool and the billet, we used palm oil as a lubricant.
The most important parameter for formation of an ultrafine-grained structure under ECAP is the deformation temperature. To obtain such a structure, the billets are pressed in an equal channel angular die at a temperature not exceeding the threshold of the start of recrystallization. The nano- and microcrystalline materials obtained by SPD are characterized by instability of their structure under heating. Specifically, the recrystallization temperature in nano- and microcrystalline materials is considerably lower than the conventional recrystallization temperature of pure metals and ranges within (0.275 – 0.35)Tmelt [4]. Therefore, we pressed steel 45 at 400°C and steel 35KhM at 500°C.
The intensity of the refinement of structure grows with the number of ECAP passes, and the steels are hardened mechanically. As a result, the ductility margin of the steels decreases and their further deformation is impossible. To lower the density of excess dislocations and to raise the ductility margin, the steels in this condition should be subjected to a final heat treatment (FHT). It is known that heating above the temperature of the start of recrystallization causes strong grain growth and abrupt decrease in the strength of the steel. Therefore, to determine the temperature of the start of recrystallization after the ECAP, the specimens were cut into 5-mm-thick plates, held for 1 h at 300 – 600°C, and cooled in water. Then they were subjected to a metallographic analysis in transverse and longitudinal directions with respect to that of pressing with the help of optical and scanning microscopy. All the specimens were studied in the middle plane to avoid the effect of peripheral regions. The laps for the metallographic analysis were prepared by a standard method.We used a Leica optical microscope equipped with a microhardness meter for measuring the Vickers hardness. To determine the special features of the fine structure and carbides we used a JSM 5910 scanning electron microscope.
To evaluate the mechanical characteristics of the steels after the heat treatment and ECAP we used a M140KU machine. We tested 98 specimens shaped as cylinders with diameter of the functional part 3 mm and length 15 mm. The speed of the tension of the specimens was 0.5 mm/min, which corresponded to a strain rate of 0.56 × 10 – 3 sec – 1.
Results and Discussion
The tested variants of PHT produced standard types of structure in steels 45 and 35KhM, i.e., ferrite-pearlite, martensite and sorbite ones.
To estimate the efficiency of the EACP we should compare the microstructures of the specimens obtained prior to and after the deformation. Optical microscopy did not allow us to determine the ultrafine-grained structure. Therefore, we performed electron microscope studies, the results of which are given in Figs. 1 – 3.

Microstructure of steel 45 after different preliminary treatments and ECAP (6 cycles) (SEM): a) annealing + ECAP, mean grain diameter Dm = 0.5 μm; b ) normalizing + ECAP, Dm = 0.6 μm; c) quenching + ECAP, Dm = 0.4 μm; d ) quenching + high tempering + ECAP, Dm = 0.5 μm.
By the data of the comparative analysis of the structures, every cycle of the deformation refined the grains. The effect was observed for up to 6 cycles of ECAP, after which we obtained a comparatively homogeneous grain and subgrain structure with a mean grain size Dm = 0.26 – 0.70 μm. After 8 cycles of ECAP the grain size remained virtually the same as after the 6 cycles. Independently of the initial structural state of the steel, ECAP produced an ultrafine-grained structure with Dm ≈ 0.50 μm. The structure all the specimens after the ECAP was represented by a ferrite-pearlite mixture. The cementite particles in the pearlite were not spherical in shape and had a size from 0.20 to 3.50 μm.
The minimum grain size in steel 45 after quenching and 6 cycles of ECAP was 0.26 – 0.50 μm (see Fig. 1).
The study of the microstructure of steel 35KhM (see Fig. 2) showed that its grains became much smaller after each cycle of ECAP, like in steel 45. After 6 cycles of ECAP we obtained a relatively homogeneous grain and subgrain structure with Dm = 0.30 – 0.60 μm. The cementite particles 0.15 – 1.50 μm in size were not spherical. Independently of the initial structure (ferrite-pearlite, martensite, sorbite), the structure of steel 35KhM after the ECAP was represented by a ferrite-carbide mixture.

Microstructure of steel 35KhM after different treatments (SEM): a) annealing + ECAP, mean grain diameter Dm = 0.6 μm; b ) normalizing + ECAP, Dm = 0.5 μm; c) quenching + ECAP, Dm = 0.4 μm; d ) quenching + high tempering + ECAP, Dm = 0.5 μm.
After annealing, the grain size of steel 35KhM Dm =18 μm; after annealing and ECAP is decreased by a factor of 30 to Dm = 0.6 μm (Fig. 2a ). It should be noted that the minimum grain size was obtained in steel 35KhM after normalizing and 6 cycles of ECAP, whereas under pressing in an annealed condition it formed already after the fifth cycle. This shows that annealing is more advantageous than ECAP.
We managed to obtain a homogeneous and fine-grained structure with Dm = 0.20 – 0.70 μm as a result of ECAP in the steel with martensitic structure. Cementite particles 0.19 – 1.30 μm in size were not spherical (Fig. 2c ). Formation of such a structure is explainable by the fact that the steel in martensitic condition possesses the smallest structural components shaped as low-thickness plates. ECAP is accompanied by formation of low- and high-angle boundaries in ferrite and fragmentation of ferrite and martensite plates.
Quenching with high tempering prior to ECAP causes formation of ferrite regions in the structure, which contain virtually no carbides and zones with cementite precipitates. The ferrite component is fragmented during warm ECAP; the ferrite grains have a dominantly high-angle off-orientation and a size of 0.18 – 1.02 μm. The structure contains globular cementite particles 0.025 – 0.5 μm in size. ECAP causes dissolution of the finest carbide particles precipitated during the tempering after the quenching inside crystals of the α-phase. Thus, ECAP “cleans” the ferrite regions of carbides, which provides accumulation of strain and development of fragmentation of such regions.
Analysis of the microstructure of the steels has shown that the preliminary heat treatment affects the sizes and the location of carbides in the structure after ECAP. The most uniform distribution of both coarse and fine carbides is observed after preliminary quenching or toughening. The high forces applied during the ECAP cause refinement of the carbides (fine ones with a size of less than 10 nm and coarse ones with a size of 25 – 30 nm) and their redistribution in the structure due to transfer of carbon on the crystal structure defects and precipitation of new particles in the deformation process. Despite this fact, the distribution of fine carbide particles in subultrafine-grained structures formed by ECAP in the steels with an initial martensite or sorbite structure is the most uniform. This may be explained by the fact that the dominant part of carbon in a steel with initial ferrite-pearlite structure resides in the pearlite.
A substantial disadvantage of most of the strongly deformed metals and alloys is almost total absence of plasticity. To render a metal plastic, we should reduce the internal stresses, which is provided by heating. To choose an appropriate final heat treatment, we should know the temperature of the start of recrystallization of the metal.
To determine the temperature of the start of recrystallization of steel 45, we studied specimens with fine-grained structure after quenching and ECAP (N = 6 cycles). Figure 3 presents the microstructure of the steel after heating to different temperatures. By the data of the scanning microscopy, an ultrafine-grained structure is preserved in steel 45 after heating to 400°C (Fig. 3a ). Only after heating to 500°C it acquires recrystallized grains that are virtually free of dislocations and are united through equilibrium ternary junctions (Fig. 3b ). The pearlite grains remain subultrafine (Dm = 0.25 – 1.0 μm), which indicates that the ultrafine-grained structure is preserved at this temperature. When the heating temperature of the steel after the ECAP is raised to 560°C, it undergoes secondary recrystallization.

Microstructure (SEM) of the steels in different states after heating at 400°C (a), 500°C (b ), 500°C (c), and 600°C (d ): a, b ) steel 45 after quenching and ECAP; c, d ) steel 35KhM after toughening and ECAP.
To determine the temperature of the start of recrystallization of deformed steel 35KhM we studied specimens after toughening and ECAP. As compared to normalizing, annealing or quenching, toughening with subsequent ECAP produced the greatest fraction of high-angle boundaries. The microstructure of the specimens of steel 35KhM after the heating is presented in Fig. 3c and d. By the data of the electron microscope analysis, the structure of steel 35KhM after heating to 300 – 400°C preserves an ultrafine-grained condition like in steel 45. In addition to the ultrafine-grained component (Dm = 1.2 μm), steel 35KhM contains a subultrafine-grained structure (Dm = 0.5 μm) and much more carbide particles. After heating to 500°C the grains start to grow attaining Dm = 1.5 – 2.0 μm, which reflects starting of recrystallization processes (Fig. 3c ). After heating to 600°C, the grains grow to Dm = 2.0 – 3.0 μm (Fig. 3d ) and remain equiaxed. The structure of steel 35KhM also contains relatively coarse carbide particles from 0.04 to 0.13 μm in size, which means that the recrystallization of the pearlite is accompanied by coagulation of the carbide phase.
We measured the Vickers microhardness of the steels after ECAP and performed tensile tests. We determined the yield strength σy , the ultimate strength σr , the elongation δ,and the contraction ψ.
The results of the evaluation of the microhardness of steel 45 after PHT and ECAP are presented in Table 3. It can be seen that the ECAP provides quite uniform microhardness over the whole of the cross section of the specimens of steel 45. It should also be noted that the ECAP has provided more intense treatment of the core of the billet than other kinds of pressure treatment. This seems to be connected with the special features of the stress-strain state under ECAP. As compared to the initial value, the hardness after the ECAP of steel 45 is about twice higher. The growth mainly occurs in the first pass (20%). The high hardness is explainable by intense refinement of the pearlite and decrease in the thickness of the ferrite layers in it (Fig. 4), which raises the resistance to plastic straining.

Pearlite component in the structure of steel 45: a) in the initial state (after normalizing); b ) after ECAP (N = 6 cycles).
The microhardness of steel 35KhM after PHT and ECAP is presented in Table 3. It can be seen that the value of the microhardness is the highest after quenching both before and after the ECAP.
The results of the tensile tests of steels 45 and 36KhM after different PHT and ECAP are presented in Fig. 5 and Table 4. The data of Table 4 show that the structural state and the mechanical properties of the subultrafine-grained steels after pressing depend on their initial structure (ferrite-pearlite, martensite and sorbite). The initial grain structure and the mechanical properties are inherited in the ECAP process.

Stress-strain diagrams for steel 45 (a – c) and 35KhM (d – f ) after ECAP. Preliminary heat treatment: a) annealing (ferrite-pearlite structure); b, e) quenching (martensite structure); c, f ) toughening (sorbite structure); d ) normalizing (ferrite-pearlite structure).
Despite the lower carbon content in steel 35KhM, it has higher strength characteristics than steel 45 due to the additional alloying with chromium and molybdenum; its ductility is higher too (δ, ψ).
Figure 5 a – c present the stress-strain curves (σ – ε) for steel 45 in the initial condition and after EACP for different structural states. Prior to the ECAP, the steel with ferrite-pearlite structure (after annealing) possess low values of σy = 370 MPa and a high elongation before failure δ = 17 – 18% (Fig. 5a ). ECAP of the steel with the initially ferrite-pearlite structure changes the form of the σ – ε curve; the yielding plateau disappears and the yield and strength limits grow. Steel 45 with an initially martensitic structure exhibits a high yield strength σ0.2 = 970 MPa (Fig. 5b ), and therefore the subsequent ECAP produces a weak hardening effect. However, even though the ECAP of the steel with the initially martensitic structure does not cause considerable increase in the strength characteristics, the yield limit and the ultimate strength of such steel are higher than in the steels with ferrite-pearlite structure in both initial and deformed conditions. The steel with the initially sorbite structure (after the toughening) has a yield strength σ0.2 = 603 MPa (Fig. 5c ) and takes an intermediate position between the steels with the initially ferrite-pearlite structure and martensite structure.
Figures 5 d – f present the stress-strain diagrams for steel 35KhM in different conditions. The yielding plateau in the curves for the steel with the initially ferrite-pearlite structure disappears after ECAP as in steel 45, and the yield and strength limits grow (σ0.2 = 900 MPa. σr = 960 MPa); the elongation decreases considerably from 33 to 7% (Fig. 5d ).
Steel 35KhM with the initially martensitic structure has a high yield strength (σ0.2 = 1700 MPa, Fig. 5e ); after ECAP σ0.2 = 2180 MPa. The elongation of steel 35KhM after ECAP amounts to 8.5% and its decrease is the lowest as compared to all the other variants studied. This is connected with the fact that steel 35KhM has a minimum content of excess ferrite and is alloyed with chromium, molybdenum and 0.35% C. This makes the steel less susceptible to strain hardening and, as a consequence, is responsible for the lowest decrease in its ductility characteristics.
In the tensile tests of all the steels the region of uniform plastic strain decreases after ECAP. The length of the virtually horizontal part of the uniform plastic strain after ECAP of steel 35KhM takes 5% of the elongation axis. In steel 45 this region is virtually absent (the length of the horizontal part after the attainment of maximum stress over the elongation axis is at most 2%), and further elongation of the specimen occurs with decrease in the stress.
The diagram for steel 45 exhibits more abrupt decease of tensile stress after the maximum value. This means that during the ECAP (6 cycles) this steel has exhausted the capacity for uniform plastic yielding and should be annealed for further service.
To confirm the results of the metallographic studies of the temperature of the start of recrystallization, we measured the hardness of the steels. The curves describing the variation of the microhardness of pressed billets after heating are presented in Fig. 6. Heating of the specimens of steel 45 to 300 – 400°C lowers their microhardness inconsiderably, i.e., by 70 MPa on the average (from 2820 to 2750 MPa), which is connected with the retrogression processes. After the heating to 500°C, the microhardness of steel 45 decreases substantially (by 25% to 2115 MPa), which reflects the start of recrystallization. This is confirmed by the results of the metallographic studies presented above. Growth of the heating temperature to 560°C causes further degradation of the microhardness, though its values are still higher than in the coarse-grained specimens of both steels whatever the variant of the PHT. Therefore, we chose the value of 500°C, when the microhardness decreased abruptly and new recrystallized grains appeared by the data of the structural and mechanical studies, as the temperature of the start of recrystallization of both steels. The final heat treatment for steels 45 and 35KhM should consist of tempering at 200°C for lowering the density of excess dislocations and raising the plasticity margin.

Microhardness of pressed billets from steels 45 and 35KhM as a function of the heating temperature.
Conclusions
1. The structural and phase condition and the mechanical properties of steels 45 and 35KhM with subultrafine-grained structure formed by ECAP depend on their initial structure (ferrite-pearlite, martensite, sorbite), which is inherited after the pressing.
2. Independently of the initial structural state of the steels, 6 cycles of ECAP promote intense grain refinement (to 0.26 – 1.5 μm) and formation of a relatively homogeneous subgrain structure.
3. The structure of all the specimens studied after ECAP is represented by a ferrite-pearlite mixture. The cementite particles in the pearlite have a size of 200 – 3500 nm and a nonspherical shape.
4. After the ECAP, the medium-carbon steel 45 has strength characteristics comparable to those of alloy steel 35KhM (σr = 1240 MPa, σ0.2 = 1120 MPa).
5. The recommended process for forming a subultrafine-grained structure and high plastic and strength characteristics in steel 45 consists of quenching from 820°C + ECAP (6 cycles) at 400°C + tempering at 200°C.
6. To obtain a subultrafine-grained structure and high plastic and strength characteristics in steel 35KhM, it should be subjected to toughening (quenching from 850°C + tempering at 550°C) + ECAP (6 cycles) at 500°C + tempering at 200°C.
References
R. Z. Valiev and Kh. Sh Salimgareev, Device for Pressure Treatment of Materials, RF Patent No. 2188091 [in Russian], publ. 27.08.2002.
A. B. Naizabekov, S. N. Lezhnev, and I. E. Volokitina, “Variation of the microstructure and mechanical properties of copper under deformation in an equal-channel stage die,” Metalloved. Term. Obrab. Met., No. 5, 12 – 17 (2015).
G. G. Kurapov, E. P. Orlova, I. E. Volokitina, and A. Turdaliev, “Plasticity as a physical-chemical process of deformation of crystalline solids,” J. Chem. Technol. Metall., 51, 451 – 457 (2016).
I. M. Makarov, A. V. Nokhrin, V. N. Chuvil’deev, and V. I. Kopylov, “Recrystallization in nano- and microcrystalline materials obtained by methods of severe plastic deformation,” Vest. Nizhegorod. Univ. Im. N. I. Lobachevskogo, No. 1(4), 136 – 151 (2001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 12, pp. 44 – 50, December, 2017.
Rights and permissions
About this article

Cite this article
Volokitina, I.E., Kurapov, G.G. Effect of Initial Structural State on Formation of Structure and Mechanical Properties of Steels Under ECAP. Met Sci Heat Treat 59, 786–792 (2018). https://doi.org/10.1007/s11041-018-0227-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-018-0227-0