
Tough-pitch copper M1 is studied after deformation by the method of equal channel angular pressing (ECAP) in a die with parallel channels with the use of cryogenic cooling in liquid nitrogen. Comparative analysis of the properties of the copper after the ECAP with cooling in liquid nitrogen and at room temperature is performed. Special features of formation of ultrafine-grained structure in quenched copper M1 under the ECAP in the die with parallel channels are determined. The role of cooling with liquid nitrogen after the ECAP is shown to be positive from the standpoint of deceleration of the processes of static and dynamic recrystallization and improvement of the combination of the mechanical properties of the copper.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
One of the main tasks of the physical science of materials is provision of required combination of technological and operating properties in modern materials. The mechanical properties of metallic materials depend on such structural parameters as the grain sizes, the dislocation density, and the types of intergrain boundaries. The simplest and efficient method for fabricating materials with an ultrafine grain structure is thermomechanical treatment (TMT) based on combination of operations of high plastic deformation and annealing [1 – 3]. Varying the modes of TMT, we can obtain structures with different parameters as a result of development of this or that recrystallization process, which makes it possible to control the properties of the material in a wide range due to design of its microstructure [4 – 6].
In contrast to traditional methods of pressure treatment of metals aimed primarily at forming, the methods of severe plastic deformation (SPD) are used for changing considerably the structure, phase composition and physical and mechanical properties. As a result of SPD, the length of grain and subgrain boundaries increases by orders of magnitude, and the static and dynamic dilatation of the atoms of the crystal lattice changes noticeably. This raises the strength characteristics of the metal many times at high enough plastic properties [7 – 10]. Equal channel angular pressing (ECAP) is a very popular kind of SPD [11 – 13]. However, it is labor- and resource-consuming (high cost of the material and complex design of the equipment) and little efficient when the process is applied for manufacturing long-length billets. One more disadvantage of ECAP is low refinement of grains, especially in pure metals (within 500 – 700 nm) [14 – 16]. The effect of grain refinement is limited despite growth in the degree of the deformation due to occurrence of dynamic recrystallization upon attainment of a certain strain. Therefore, it is expedient to work on other methods of fabrication of ultrafine-grained materials without the drawbacks mentioned. Interest of researchers has been attracted recently to the possibilities of SPD at the temperature of liquid nitrogen or close temperatures [17 – 19]. Such treatment is not accompanied by dynamic retrogression or recrystallization, which makes it possible to refine the grain structure more effectively. Another advantage of this process is substantial growth in the strength of the material at a lower deformation force than in traditional SPD methods.
Individual studies on cryogenic deformation confirm on the whole its efficiency from the standpoint of grain refinement. Specifically, it has been shown in [20 – 22] that the microstructure of the originally coarse-grained copper is characterized by substantially smaller grain sizes after cryogenic deformation than after conventional cold deformation.
In this connection, it seems expedient to use intense cooling in liquid nitrogen when the material leaves the die after the deformation, which should allow us to obtain a close to optimum combination of strength and ductility.
Copper plays a great role in engineering and is an object of permanent and great attention of metal scientists. Investigation of the properties of copper at low and high temperatures is especially important. At cryogenic temperatures copper is used in superconductor devices and refrigeration. Some attempts have been made recently to test deformation at low temperatures with the aim to form an ultrafine-grained structure in different materials [20 – 22], and quite a number of these works have been devoted to copper. It has been shown in [21, 23] that copper undergoes intense twinning in such treatment. It is associated with suppression of transverse dislocation slip at cryogenic temperatures [23]. The data reported show that cryogenic deformation in an important direction of research and requires a more careful study.
The present work is connected with development of theoretical understanding and practical aspects of application of ECAP in a die with parallel channels and cryogenic cooling and its effect on the processes of nanostructuring and the strength and ductility characteristics of copper. Such studies should also make it possible to widen considerably the range of application of commercially pure metals and alloys due to creation of advanced processes of fabrication of ultrafine grained semiproducts and articles with a qualitatively new level of physical and mechanical properties.
The aim of the present work was to study special features of structure formation in copper after its additional cooling with nitrogen in the ECAP process in order to assess the possibility of forming an ultimately fine-grained structure and an advanced combination of physical and mechanical properties.
METHODS OF STUDY
We studied tough-pitch copper M1 delivered in the state of hot-rolled bars. In order to obtain the best refinement of the initial grains, we cut billets with square cross section 15 × 15 × 70 mm from the bars and subjected them to a preliminary heat treatment. It has been shown in [5] that a heat treatment can lower or raise the ductility of copper. Copper acquires the highest ductility under rapid cooling in water after the heating. The samples were subjected to ECAP in a conventional die with parallel channels joined at an angle of 125° and in a die with the same angle of joining but with intermediate and quenching chambers arranged outside the outlet channel of the die (Fig. 1). The presence of a quenching chamber equipped with a system for nitrogen circulation in the equal-channel stepped die made it possible to conduct cryogenic cooling of the billet after its passage through the channels of the die without direct contact between the metal and nitrogen.

Equal-channel die with novel design of channels: 1 ) die with three channels of the same cross section two of which (the inlet and the outlet ones) are parallel to each other and the middle channel is inclined with respect to the inlet and outlet channels; 2 ) intermediate chamber; 3 ) quenching chamber; 4 ) system for nitrogen circulation; 5 ) shutoff components; 6 ) thermal insulation.
In both cases the equal channel angular pressing occurred by route Bc with canting the billet by 90° about the longitudinal axis. The friction between the tool and the billet was reduced by applying a lubricant from palm oil with graphite. The deformation was conducted at room temperature (20°C). In both cases the billet made six passes through the channels of the equal channel stepped die.
The polished section for metallographic analysis were prepared by the standard technique. All the specimens were studied in the mid plane in directions transverse and longitudinal to the direction of the deformation.
The electron microscope studies were made using a JEM2100 transmission electron microscope (TEM) at magnifications from × 1000 to × 50,000. For a more objective interpretation of the grain structure, it was compared with the results of the electron backscatter diffraction (EBSD) study performed with the use of a Philips XL-30 field-cathode scanning electron microscope (SEM). The accelerating voltage was 20 kV. The statistics of the grain size distribution, of the oblongness of the grains and of their misorientations, and of the presence of twins was studied using the Tex SEM Lab software. The EBSD patterns were used to reconstruct the crystallographic orientation at every point of the scanned region. Processing of the data gave an image of the grain structure of the material, the grain size distribution and grain orientations, and showed the presence of low-angle and high-angle boundaries, and local texture in the scanned region.
To assess the mechanical characteristics of the copper after the ECAP, we used an M140KU testing machine. The tensile tests were conducted for standard cylindrical specimens (diameter of the functional part 3 mm; length 15 mm). The tension rate was 0.5 mm/min, which corresponded to a strain rate of 0.56 × 10–3 sec–1. The microhardness was measured using a LEICA microscope equipped with an attachment for determining the microhardness of individual phases and a software for evaluating the grain size and the content of the phases.
RESULTS AND DISCUSSION
We assumed that lowering of the temperature of ECAP should suppress the processes of dynamic retrogression and recrystallization, preserve a high dislocation density and activate mechanical twinning promoting additional plastic deformation of copper. This should raise the efficiency of the deformation treatment and hence affect the structure and the physical and mechanical properties of the copper. Figure 2a presents the microstructure of the copper in the initial condition. The mean grain size amounts to 53 μm with allowance for the presence of twins.

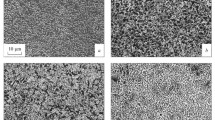
Microstructure of the copper: a) in the initial condition; b ) after ECAP by the standard process; c) after ECAP with cryogenic cooling with nitrogen.
The metallographic analysis of the metal after six passes of ECAP with cooling at room temperature and in liquid nitrogen has shown (Fig. 2b and c) that the microstructure does not undergo principal changes upon lowering of the deformation temperature from room one to cryogenic one. The first pass produces an elongated structure with strongly smeared curved boundaries. With growth in the number of passes the boundaries become better manifested but preserve considerable thickness; the grains remain chiefly elongated. After the fourth path the structure starts to be equiaxed, but many boundaries remain smeared. After six cycles, the structure is quite homogeneous, equiaxed and contains strongly deformed subgrains in both cases. With the use of nitrogen, the structure becomes more fine-grained, because the cryogenic treatment suppresses dynamic retrogression due to the lower mobility of dislocations and increase of their density. Therefore, the structure formed by the ECAP with cooling in nitrogen is characterized by diffuse, nonequilibrium and poorly manifested grain boundaries (Fig. 2c ). A distinctive feature of the structure formed by ECAP with cooling at cryogenic temperature is formation of dislocation clusters. After the ECAP at room temperature the dislocation density is lower and the grain boundaries are defined better.
The use of two methods of electron microscope study (EBSD analysis and TEM) gives more accurate data on the structural parameters of the metal. According to the analysis of the orientation maps, the initial structure of the quenched copper contains grains with a mean size of 53 μm and about 37% twins (Fig. 3a ). After six passes of ECAP with intense cooling the mean grain size falls from 53.0 μm to 0.2 μm (Table 1). After the traditional ECAP, six passes produce a bimodal structure represented by ultrafine (about 0.5 μm) and coarse (about 3.5 μm) grains that consist of numerous subgrains, which agrees with the results of the previous studies of pure copper [5]. The presence of coarse grains in the copper deformed by ECAP may be associated with recrystallization processes after the pressing and even during the pressing. The mean grains size after six passes of ECAP was 2.1 μm. The same result was obtained after three passes of ECAP with intense cooling (Table 1).

Orientation maps of the microstructure of the copper: a) in the initial condition; b ) after ECAP by the standard process; c) after ECAP with cryogenic cooling with nitrogen.
Figures 3b and c present the orientation maps of the copper after ECAP with cooling in air and in nitrogen. The metal deformed with intense cooling contains a great number of twins (about 55%, Fig. 3c ), while the traditional ECAP yields only 17% of twins. The great number of twins after the additional cooling with nitrogen is explainable by activation of mechanical twinning, which causes additional plastic deformation. The distribution of boundaries with respect to the misorientation angles is close in the two cases. The fraction of low-angle (2 – 15°) boundaries is 12% after the treatment with nitrogen and 19% after the conventional ECAP (Fig. 4). The total fraction of high-angle (> 15°) boundaries exceeds 80%, which allows us to speak about formation of an ultrafine- grained structure with dominance of high-angle boundaries.

Histograms of grain distribution in the copper (n is the fraction of grains) with respect to misorientation angles θ: a) ECAP with cryogenic cooling in nitrogen (12% low-angle grain boundaries, 88% high-angle boundaries); b ) standard ECAP (19 and 81%, respectively).
We studied the mechanical properties of the copper in tensile tests at room temperature and determined its microhardness. The results obtained for the microhardness show that it is quite homogeneous over the whole of the cross section of the specimens subjected to ECAP. Six passes of ECAP about double the microhardness of the copper, i.e., it grows from 480 to 945 MPa. The growth in the microhardness is the highest (20%) after the first pass. However, the microhardness of the specimens after the traditional ECAP is lower than after the treatment in nitrogen in the whole of the deformation range studied. This is explainable by elevation of the intensity of the softening processes, which are activated by the adiabatic heat generated in the working zone of the die under the traditional ECAP. In the case of intense cooling in nitrogen the microhardness is distributed nonuniformly, which indicates nonuniformity of the distribution of deformations due to lowering of the mobility of dislocations. For example, the microhardness amounts to 1215 MPa after six passes of deformation with intense cooling, and three cycles of ECAP with intense cooling produce the same microhardness as six cycles of traditional ECAP.
The mechanical properties of copper specimens after the two studied modes of ECAP are presented in Table 2. The strength properties after the ECAP grow noticeably with respect to the initial characteristics (in coarse-grained condition). After the traditional ECAP the ultimate strength σr increases from 400 MPa in the initial state to 600 MPa after the ECAP (by a factor of 1.5). The ductility is preserved at a satisfactory level; the elongation δ decreases from 23 to 17%. After six passes of ECAP with intense cooling σr grows from 400 to 740 MPa. The elongation of the copper after the intense cooling decreases to 19%.
CONCLUSIONS
A process including quenching and cold plastic deformation by the method of ECAP with intense cooling (in liquid nitrogen) has been tested for tough-pitch copper. This treatment has produced a homogeneous fine-grained structure with dominance of high-angle boundaries and elevated mechanical properties. After the use of intense cooling the ultimate strength of the copper σr increases by 140 MPa, the conventional yield strength increases by 175 MPa, the elongation decreases by 2%, and the contraction increases by 2% as compared to the values obtained after the traditional ECAP process.
Intense cooling with nitrogen after each pass of ECAP promotes considerable strengthening of the copper due to suppression of post-dynamic recrystallization and preservation of a high dislocation density and makes it possible to activate mechanical twinning as a mechanism of additional plastic deformation.
The process suggested provides more effective grain refinement than the traditional ECAP treatment. Three passes of ECAP with intense cooling with nitrogen give the same characteristics as six passes of the traditional ECAP.
References
V. V. Latysh, V. M. Polovnikov, V. V. Kandarov, et al., “Method for fabrication of ultrafine-grain billets from titanium alloys, Patent RF No. 2364660, MPK C22F 1_18, B21J 5_100,” Byull. Izobr. Polezn. Modeli, publ. 20.08.09.
V. A. Shundalov, V. Yu. Ivanov, V. V. Latysh, et al., “Method for fabrication of ultrafine-grain billets from metals and alloys, Patent RF No. 2393936, MPK V22F 1_18, B21J 5_06,” Byull. Izobr. Polezn. Modeli, publ. 10.07.10.
I. E. Volokitina and G. G. Kurapov, “Effect of initial structural state on formation of structure and mechanical properties of steels under ECAP,” Metal Sci. Heat Treat., 59(11 – 12), 786 – 792 (2018).
R. K. Islamgaliev, K. M. Nesterov, and R. Z. Valiev, “Structure, strength and electrical conductivity of copper alloy of the Cu – Cr system subjected to severe plastic deformation,” Fiz. Met. Metalloved., 116, 219 – 230 (2015).
S. Lezhnev, A. Nayzabekov, A. Volokitin, and I. Volokitina, “New combined process “pressing-drawing” and impact on properties of deformable aluminum wire,” Proc. Eng., 81, 1505 – 1510 (2014).
I. Yu. Litovchenko, S. A. Akkuzin, N. A. Polekhina, and A. N. Tyumentsev, “Effect of thermomechanical treatments on formation of submicrocrystalline structural states and mechanical properties of metastable austenitic steel,” Pis’ma Mater., No. 4(24), 290 – 293 (2016).
Liu Junway, Ouyang Zipeng, Lu Shiquiang, et al., “Effect of ECAP over Bc and C routes on the microstructure and temperature of martensitic transformation of NiTiNb alloy,” Metalloved. Term. Obrab. Met., No. 1(739), 48 – 53 (2017).
S. N. Lezhnev, I. E. Volokitina, and A. V. Volokitin, “Evolution of microstructure and mechanical properties of steel during pressing-drawing,” Phys. Met. Metallogr., 118(11), 1167 – 1170 (2017).
P. Frint, M. F.-X. Wagner, S. Weber, et al., “An experimental study on optimum lubrication for large-scale severe plastic deformation of aluminum-based alloys,” J. Mater. Proc. Technol., 239, 222 – 229 (2017).
G. G. Kurapov, E. P. Orlova, I. E. Volokitina, and A. Turdaliev, “Plasticity as a physical-chemical process of deformation of crystalline solids,” J. Chem. Technol. Metall., 51, 451 – 457 (2016).
M. Yu. Murashkin, E. V. Bobruk, A. P. Kilmametov, and R. Z. Valiev, “Features of structure and mechanical properties of aluminum alloy 6061 subjected to equal channel angular pressing in parallel channels,” Fiz. Met. Metalloved., 108, 439 – 447 (2009).
S. Qu, X. H. An, H. J. Yang, C. X. Huang, et al., “Microstructural evolution and mechanical properties of Cu – Al alloys subjected to equal channel angular pressing,” Acta Mater., 5, 1586 – 1601 (2009).
A. A. Gazder, Torre F. Dalla, C. F. Gu, et al., “Microstructure and texture evolution of bcc and fcc metals subjected to equal channel angular extrusion,” Mater. Sci. Eng., 415, 126 – 139 (2006).
A. I. Rudskoy, A. A. Bogatov, D. Sh. Nukhov, and A. O. Tolkushkin, “Novel method of severe plastic deformation of metals,” Metalloved. Term. Obrab. Met., No. 1, 1 – 5 (2018).
S. Lezhnev, I. Volokitina, and T. Koinov, “Research of influence of equal channel angular pressing on the microstructure of copper,” J. Chem. Technol. Metall., 49, 621 – 630 (2014).
Jinghui Li, Fuguo Li, Zhao Chen, et al., “Experimental study on pure copper subjected to different severe plastic deformation modes,” Mater. Sci. Eng. A, 656, 142 – 150 (2016).
N. Nayan, S. V. S. Narayana, Abhay K. Jha, et al., “Mechanical properties of aluminum–copper–lithium alloy AA2195 at cryogenic temperatures,” Mater. Des., 58, 445 – 450 (2014).
T. N. Kon’kova, S. Yu. Mironov, and A. V. Korznikov, “Severe cryogenic deformation of copper,” Fiz. Met. Metalloved., 109, 184 – 187 (2010).
Y. S. Li, N. R. Tao, and K. Lu, “Microstructural evolution and nanostructure formation in copper during dynamic plastic deformation at cryogenic temperatures,” Acta Mater., 56, 230 – 241 (2008).
D. S. Nadig, V. Ramakrishnan, P. Sampathkumaran, and C. S. Prashanth, “Effect of cryogenic treatment on thermal conductivity properties of copper,” in: Adv. Cryog. Eng. AIP Conf. Proc. (2012), Vol. 1435, pp. 133 – 139.
A. B. Nayzabekov, S. N. Lezhnev, and I. E. Volokitina, “Change in copper microstructure and mechanical properties with deformation in equal channel stepped die,” Metal. Sci. Heat Treat., 57(5 – 6), 254 – 260 (2015).
T. N. Kon’kova, S. Yu. Mironov, and A. V. Korznikov, “Cryogenic deformation of copper,” Vest. STGU, Ser. Fiz.-Mat. Nauki, 2(19), 280 – 283 (2009).
Y. Zhang, N. R. Tao, and K. Lu, “Mechanical properties and rolling behaviors of nano-grained copper with embedded nano-twin bundles,” Acta Mater., 56, 2429 – 2440 (2008).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 4, pp. 12 – 17, April, 2020
Rights and permissions
About this article

Cite this article
Volokitina, I.E. Evolution of the Microstructure and Mechanical Properties of Copper under ECAP with Intense Cooling. Met Sci Heat Treat 62, 253–258 (2020). https://doi.org/10.1007/s11041-020-00544-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-020-00544-x