
The article provides systematization and comparative analysis of data for structure, phase composition, physical and mechanical properties formed within deformed pipes of semifinished products in different stages of preparing cold rolled pipes from hot-rolled pipe billets of titanium alloys PT–1M, PT–7M, Ti–3Al–2.5V. The effect of the degree of cold deformation on strain hardening of specimens from alloy hot-extruded pipes of semifinished products of the test alloys is established and on the basis of this recommendations are developed for maximum acceptable degree of deformation during cold rolling of pipes made of PT–1M, PT–7M, Ti–3Al–2.5V alloys. Deformation warming of alloys during cold rolling is evaluated. It is shown that cold rolling of pipes of the alloys studied into intermediate and final pipe workpieces with the reduction recommended contributes to the pipe strain hardening. When simulating cold rolling of pipes calculation of the Q-factor is carried out, which has a value of about 1. Cold rolling with such a value of Q-factor leads to formation of a texture of an inclined tangential prism alloying alloy from PT–1M to Ti–3Al–2.5V. It is noted that intermediate and final annealing at 680°C (PT–1M alloy), 750°C (PT–7M alloy, Ti–3Al–2.5V) of cold-rolled pipe billets studied facilitates alloy loss of strength as a result of occurrence of recrystallization and to the formation of a two-component texture {0001}±φ°TD<10–10>RD and {0001}±φ°TD<11–20>RD. Features of structure formation, phase composition, and mechanical properties of pipes in relation to alloying are considered.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
An increase in competiveness in the market for producing seamless pipes is mainly determined by expansion of their range [1, 2], including the materials used, in particular titanium alloys [3]. Cold-rolled pipes of titanium alloys based upon α-phase are used extensively in aerospace engineering, shipbuilding, during hydrocarbon recovery in the sea shelf, in the sport inventory, etc., due to low eight, good specific strength indices, and corrosion resistance [3,4,5,6]. Within Russia there is active work on creating production of these pipes using contemporary technology [10,11,12,13,14,15,16,17], including TREX (Tube Reduced EXtrusion) technology within which there is preparation of hot-extruded pipe. Comparative features of structure and property formation of hot-rolled pipes in the course of their manufacture from commercial titanium PT–1M, α-alloy PT–7M, pseudo-α-alloy Ti–3Al–2.5V have been considered in [18]. The aim of this work is performance of comparative analysis of the change in structure and phase composition and set of cold-rolled pipe properties of the alloy indicated above in various production stages for their preparation from hot-extruded pipe billets.
Research Materials and Methods
Pipe semifinished products from PT–1M (Ti–0.4Al), α-alloy PT–7M (Ti–2.2Al–2.7Zr), pseudo-α-alloy Ti–3Al–2.5V were used (Ti–3.06Al–2.67V is the average alloying element content in an alloy indicated in wt.%).
From the hot-extruded pipes, studied in [18], electro-erosion was used for bar specimens 1.05 mm in diameter and 150 mm long (from pipes 102×13 mm — alloys PT–1M; PT–7M) and 250 mm (from pipes 90×20 mm — alloy Ti–3Al–2.5V), subjected to cold rolling in a two-roll stand with roll diameter of 110 mm by an “oval–oval” sizing scheme with degree of deformation, %: 11.2; 37.9 and 53.8 (PT–1M); 10.8; 36.8 and 53.5 (PT–7M); 18; 41.6; 56 and 65.5 (Ti–3Al–2.5V). The stress-strained state formed with this deformation scheme is similar to a state obtained during cold pipe rolling [19]. Proceeding from the data obtained for strengthening cold-rolled alloys, hot-rolled pipes were subjected to cold rolling in several passes with a specific degree of deformation with performance of intermediate annealing between passes and final annealing (specific annealing temperature was selected proceeding from the alloy grade).
Structure and phase, textural conditions, and set of properties obtained in developing semifinished products were studied by optical (Olympus GX51 instrument) and scanning (Zeiss Aurega unit) microscopy using an EBSD analysis (electron back scattering diffraction), hardness measurement according to Vickers with a load of 100 g (980.7 N) in a Zwick/Roell ZHU type 6187–5 LKV universal harness meter, and determination of mechanical properties in tension in an MTS Insight 100 machine according to GOST 1497–84 “tensile test methods.” Modelling of cold rolling was accomplished with a DEFORM 3D complex program using boundary conditions described in [20].
Results and Discussion
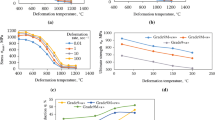
Effect of the Degree of Cold Deformation on Strain Hardening of Specimens of Hot-Extruded Pipe Semifinished Product. It is well known [21, 23] that cold rolling of titanium alloys based upon α-phase leads to strain hardening and a reduction in ductility properties. Therefore, before cold rolling hot-extruded pipes of alloys PT–1M, PT–7M, Ti–3Al–2.5V were used for studying the of the degree of rolling cold plastic deformation by an “oval-oval” scheme on the change in strength and ductility properties of bar specimens of these pipes. Data for the change in ultimate breaking strength (ultimate strength) and relative elongation of alloys in relation to the degree of cold deformation during rolling are provided in Fig. 1. It is seen that with an increase in the degree of alloy cold plastic deformation there is predominantly an increase in the value of ultimate strength and a reduction in the value of relative elongation. Comparison of dependences in Fig. 1 for alloys PT–1M and Ti–3Al–2.5V with data in [21, 22] showed that on the whole they repeat this path of dependences obtained previously for similar with respect to composition to PT–1M commercial titanium VT1–0 and alloy Ti–3Al–2.5V with degree of deformation from 30 to 70% [22]. In this case the effect of strain hardening in the test alloy Ti–3Al–2.5V appeared to higher than in work [22] for the maximum value of ultimate strength in Fig. 1 ≈1070 MPa against 950 MPa [22] with a comparable minimum level of ductility characteristics of about 8%.

Change due to the degree of cold plastic deformation of strength and ductility properties for bars of alloys PT–1M, PT–7M, Ti–3Al–2.5V: (a) ultimate strength; (b) relative elongation.
A possible reason for the divergence noted in the ultimate strength level is the higher content of α-stabilizers (Al, impurities O, C, N), increasing alloy Ttr and strengthening it in the alloy studied Ti–3Al–2.5V compared with those studied in [22], whose melted composition is not provided, but Ttr = 910°C is shown, which is lower than for our alloy (925°C). It also follows from Fig. 1 that after cold rolling by an identical degree the level of ultimate strength is higher and relative elongation is lower the greater the alloying element content in alloy, that is from PT–1M to PT–7M and Ti–3Al–2.5V.
Proceeding from analysis of the change in relative elongation value in relation to the degree of deformation with cold rolling of alloys (see Fig. 1) and considering that after cold deformation it is expedient to have a reserve of ductility of the order of 10%, it was recommended during performance of pipe cold rolling to limit the maximum degree of deformation for alloys as follows: PT–1M up to the greatest used in the study (about 55%), PT–7M up to 50%, Ti–3Al–2.5V up to 40%.
In addition, there was evaluation of the deformation heating of alloys in the course of cold rolling. For this a heating (Δt) calculation formula obtained from the first rule of dynamics for plastic deformation from [23] was used
where
k is the proportion of heat going into warming a deformed alloy, of the whole of the work during plastic deformation (≈0.8–0.9), in the work for calculation a value of 0.8 was adopted due to supplementary cooling by preparation emulsion in the course of cold rolling;
τs is the value of tangential stress, MPa, may be calculated in terms of alloy yield strength before deformation by an equation τ = σ0.2/√3 [23];
Λ is the true degree of shear deformation and may be calculated by a formula from work [24]:
Λ = √3knonln μ, where knon ≈ 1.3 is nonmonoticity deformation coefficient, μ = Fo/Fe extension coefficient where Fo and Fe are the cross-sectional area of semifinished product before and after deformation respectively;
c is alloy specific heat capacity before deformation J/(kg·К);
ρ is alloy density kg/m3.
The starting data for calculation and obtaining the amount of warm-up with the maximum degree of cold plastic deformation of bars of the alloys studied are provided in Table 1.
As is seen from the results of performing calculations, depending on the alloy and the degree of its extension (2.1–2.9) warm up during cold rolling does not exceed 240°C, which is considerably lower than the test alloy recrystallization temperature [18, 22, 25].
Calculation of the Q-Factor by Computer Modelling of the Pipe Cold Rolling Process. Before performing cold rolling, computer modelling was accomplished for this process using DEFORM 3D software. Conditions for the stated problem during modelling have been described in [20] according to which modelling result the so-called Q-factor [29] was calculated that specifies the ratio of the amount of reduction through a wall thickness to pipe diameter in the course of rolling. The value of the Q-factor mainly determines the type of texture formed with alloy after cold rolling [29]. Results of calculations on the example of pipe preparation of intermediate size 38×4.1 mm (PT–1M) and final size (Ti–3Al–2.5V) are presented in Fig. 2.

Values of Q-factor through a pipe wall of intermediate size 38×4.1 mm of alloy PT–1M (a), final size 38×5.6 mm of alloy Ti–3Al–2.5V (b).
Analysis of the dependences obtained showed that the value of the Q-factor changes somewhat through a pipe wall thickness and along the specific radius, the Q-factor is predominantly at a minimum for internal pipe layers having a tendency towards an increase with movement towards the outer wall. On the whole the value of the Q-factor for pipes of intermediate size 38×4.1 mm of alloy PT–1M in relation to location through pipe walls varies within the limits of 0.8–1.17, and its average value is 0.937. For pipes of final size of Ti–3Al–2.5V the range of range of variation of Q-factor values is 0.82–1.56 and the average value is Η1.144. It is noted that the average value of Q-factor obtained with modelling has good conformity with its analytical calculated value (0.937 — PT–1M, 1.178 — Ti–3Al–2.5V) by an equation [29]:
where ti and tf are pipe wall thickness, and Di, Df are pipe diameter before and after rolling respectively.
The average value of the Q-factor after cold rolling is much and is about 1 in pipes of intermediate size 384.1 mm (PT–1M) and final size 385.36 mm (Ti–3Al–2.5V). This indicates that the reduction in value during rolling through the wall and diameter of the pipes obtained is similar, and in this case there is normally formation of a texture of an inclined tangential prism {0001}±φ°TD<10–10>RD [29], TN {0001}±φ°TD<10–10>RD [29], TD is a plane normal to which serves the tangential direction in a pipe, and RD is the cold rolling direction. In fact formation of this structure in these pipes is recorded in the work and reflected in the following section.
Formation of the Structure, Texture, Phase Composition and Properties During Pipe Cold Rolling. On the example of cold-rolled pipes of intermediate 384.1 mm (alloy PT–1M) and final 385.36 mm (alloy Ti–3Al–2.5V) sizes typical features are considered for structure-phase formation, textural condition and the change in hardness properties of pipe semifinished products as a result of tolling.
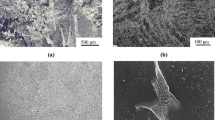
Cold-rolled pipe of intermediate size 38×4.1 mm of alloy PT–1M was produced from a pipe billet with a size of 68×7.1 mm prepared by cold rolling from hot-extruded pipe. A typical microstructure in a longitudinal section of annealed pipe 68×7.1 mm and that obtained from pipe 38×4.1 mm is given in Fig. 3. Comparative analysis of pipe semifinished product microstructure in an annealed condition and after cold rolling showed that the recrystallized structure formed in the course of annealing at 680°C is in the form of equiaxed α-grains with an average size of about 15 μm (see Fig. 3a) during cold rolling acquires a typical fibrous structure with extended α-grains along the rolling direction and flattening in a perpendicular direction (see Fig. 3b).

Typical microstructure within longitudinal section of pipe annealed at 680°C with size of 68×7.1 mm (a) and cold-rolled tube 38×4.1 mm (b) of alloy PT–1M.
XPMA showed in both annealed at 680·C and cold-rolled conditions that α-phase has comparable lattice parameters: a = 0.2949±0.0001 nm, c = 0.4683±0.0001 nm, c/a = 1.588. In this case α-phase diffraction line intensity during X-ray recording from longitudinal and transverse pipe sections in annealed and cold-rolled conditions differs, which points to formation under these conditions of a different texture, which has been studied in more detail by the EBSD method for construction of direct polar figures (DPF) (Fig. 4).

DPF from 1/2 of wall annealed at 680°C of pipes 68×7.1 mm (a) and cold-rolled pipes 38×4.1 mm (b) of alloy PT–1M, RD is radial direction; ROD is rolling direction; TD is tangential direction (not shown) — emerges over the normal from the DPF center.
Analysis of DPF showed that in pipe 68×7.1 mm of alloy PT–1M annealed at 680°C there is formation of a texture of an inclined tangential prism with two components:
(1) {0001}±30°TD<10–10>RD, apparently “inherited” due to preceding cold rolling;
(2) {0001}±30°TD<11–20>RD, formed as a result of α-phase recrystallization during annealing (see Fig. 4a) that has been noted previously in [30]. After cold rolling in pipe 38×4.1 mm only a deformed component of the texture {0001}±30°TD<10–10>RD (see Fig. 4b) is retained, which is in good agreement with the value Q<1 calculated above [29].
Presence after rolling of a texture of an inclined tangential prism leads to anisotropy of orientation dependent physical properties, i.e., elasticity modulus, which appears to be at a maximum (103±4 GPa) within a longitudinal section, normal to which there is the tangential direction (TD) and minimal (93±3 GPa) in a transverse direction, normal tow which is the rolling direction (RD). This agrees with published data [31], since proceeding from the established texture, within the TD there is predominantly the high modulus direction <0001>, and in the RD a more low-modulus direction.
Hardness values obtained for cold-rolled pipes 38×4.1 mm of PT–1M vary within the limits from 200 to 208 HV, the average value of 204 HV, which is higher than for annealed pipe with a size of 68×7.1 mm (155 HV) and points to occurrence of strain work hardening typical for cold rolling.
Cold-rolled pipe of final size of 38.1×5.36 mm of alloy Ti–3Al–2.5V was prepared from cold-rolled pipe 54×8 mm annealed at 750°C. A typical microstructure of annealed and cold-rolled pipe is provided in Fig. 5. In annealed with a size of 54×8 mm the structure consists of equiaxed recrystallized α-grains and residual β-phase predominantly arranged in the form of individual precipitates over α-grain boundaries and to a lesser extent within the body of them (see Fig. 5a). Cold rolling leads to extension of α-grains and residual β-phase along the rolling direction (see Fig. 5b).

Typical microstructure within longitudinal section of pipe annealed at 750°C with size of 54×8 mm (a) and cold-rolled tube 38×5.36mm (b) of alloy Ti–3Al–2.5V.
According XPMA data, both after annealing and after rolling alloy Ti–3Al–2.5V it is in a two-phase α+β-condition with a ratio of phase structure 95%α+5%β, which has the following parameters: aα = 0.2937± 0.0002 nm; cα = 0.4672±0.0002 nm; c/a = 1.591±0.002; aβ = 0.3198±0.0003 nm. By comparing the α-phase lattice parameter obtained for alloy Ti–3Al–2.5V with similar parameters for alloy PT–1M provided above, it is seen that spacing aα, cα are lower, but parameter c/a is higher in alloy Ti–3Al–2.5V. This is typical with an increase in aluminum content within alloy [31], which is fulfilled for alloy Ti–3Al–2.5V with respect to PT–1M.
Analysis of a DPF (Fig. 6) recorded with annealing at 750°C for pipes 54×8 mm in size and cold rolling of pipes 38.1×5.36 mm of alloy Ti–3Al–2.5V show as in the case considered above for annealed and cold-rolled alloy PT–1M (see Fig. 4) during annealing that there is formation of a two-component texture (see Fig. 6a) with a component {0001}±40°TD<10–10>RD, also “inherited” from intermediate cold rolling and a component {0001}±40°TD<11–20>RD, formed as a result of α-phase recrystallization in the course of annealing at 750°C. It should be noted that in pipe 54×8 mm of alloy Ti–3Al–2.5V annealed at 750°C the structure is more dissipated (see Fig. 6a) compared with pipe of alloy PT–1M that annealed at 680°C (see Fig. 4a), probably due to presence within the alloy Ti–3Al–2.5V structure of residual β-phase making a specific contribution to retarding development of textured components. In cold-rolled pipe 38.1×5.36 mm of alloy Ti–3Al–2.5V a single component deformation texture of α-phase is recorded, i.e., tangential prisms {0001}±40°TD<11–20>RD (see Fig. 6b), also more scattered than within cold-rolled pipe 38×4.1 mm of alloy PT–1M (see Fig. 4b).

DPF from 1/2 of wall annealed at 750°C of pipes 54×8mm (a) and cold-rolled pipes 38×5.36mm (b) of alloy Ti–3Al–2.5V: RD is radial direction; ROD is rolling direction; TD is (not shown) coincides with the normal emerging from the DPF center.
Occurrence of weakening processes for cold deformed alloy during annealing and conversely occurrence of strain work hardening during subsequent cold rolling leads to the situation that in annealed pipe 54×8 mm of alloy Ti–3Al–2.5V the hardness is quite low with an average value of HV 218 and with greater scatter (HV 211–223), and after cold rolling hardness increases to an average value of HV 245 and its scatter increases (HV 231–267). It may be noted that due to a higher alloying element content both within recrystallized and cold-rolled conditions pipe billet hardness of alloy Ti–3Al–2.5V is higher than for pipe of a corresponding condition in alloy PT–1M (see data above).
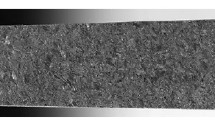
Effect of Final Annealing on Structure Formation, Texture, Phase Composition, and Cold-Rolled Pipe Properties. Analysis of the structure of annealed pipes with final sizes 252 mm (PT–1M), 50×4 mm (PT–7M), 38.1×5.36 mm (Ti–3Al–2.5V) (Fig. 7), showed that for the alloys it is similar and consists of recrystallized α-grains with a size of 25±5 μm (PT–1M), 20±3 μm (PT–7M), 10±2 μm (Ti–3Al–2.5V). A distinguishing feature of the annealed structure of pipe 38.1×5.36 mm of pseudo-α-alloy Ti–3Al–2.5V is presence within it apart from α-grains, residual β-phase in the form of individual inclusions predominantly located over α-grain boundaries (see Fig. 7c).

Typical microstructure within longitudinal section of cold-rolled pipe 25×2mm of alloy PT–1M and annealed at 750°C of cold-rolled pipes 50×4 mm of alloys PT–7M (b), 38.1×5.36 mm of alloy Ti–3Al–2.5V (c).
Data obtained as a result of calculating diffraction patterns for crystal lattice parameters of phases in annealed pipes of final size of alloys PT–1M, PT–7M, Ti–3Al–2.5V are provided in Table 2.
The phase composition and lattice parameters of test alloy phases as a whole do not experience marked changes compared with intermediate treatments (see sections above): in α-alloys PT–1M, PT–7M also recorded is a single-phase α-condition, and pseudo-α-alloy there is a two-phase α+β-condition with a small amount of β-phase. Due to an increase in aluminum content an increase in α-phase c/a-parameter is observed in alloys from PT–1M to PT–7M and Ti–3Al–2.5V.
DPF obtained in the course of the EBSD-analysis, recorded in annealed pipes with sizes of 25.0×2.0 mm of PT–1M, 38.1×5.36 mm of Ti–3Al–2.5V, are provided in Fig. 8. As in the case intermediate annealing (see Figs. 4a, 6a) in pipes after final annealing there of mainly formation of a textured condition with two components {0001}±φ°TD<10–10>RD and {0001}±φ°TD<11–20>RD. A tendency is retained of weakening and scatter of the main textural components with a changeover from commercial titanium PT–1M to pseudo-α-alloy Ti–3Al–2.5V.

DPF obtained from longitudinal section of annealed pipes of final size 25.0×2.0 mm of alloy PT–1M (a) 38.1×5.36 mm of alloy Ti–3Al–2.5V (b); RD is radial direction; ROD is rolling direction; TD (not shown) coincides with the normal emerging from the DPF center.
Vickers hardness measurement for annealed pipes showed that compared with a cold-rolled condition (see above) as a result of occurrence of recrystallization process within alloys the hardness decreases and comprises HV: 141±3 (PT–1M), 172±3 (PT–7M), 221±4 (Ti–3Al–2.5V). in this case the average level of hardness value increases as there is an increase in alloying element content within alloy from PT–1M to PT–7M and Ti–3Al–2.5V.
Mechanical properties of annealed pipes of final size, obtained after standard specimen tensile testing, and specifications of standards for them from the TU are provided in Table 3.
As is seen from Table 3, an increase in the level of alloying for alloys from commercial titanium PT–1M to α-alloy PT–7M and then pseudo-α-alloy Ti–3Al–2.5V provides formation within final size annealed pipes of a higher strength condition with some reduction in ductility. The annealed pipes obtained 25.0×2.0 mm of alloy PT–1M, 50.0×4.0 mm of alloy PT–7M, 38.1×5.36 mm of alloy Ti–3Al–2.5V satisfy the specifications for a set of mechanical properties laid down by the existing TU 14–3-820 for pipes of alloys PT–1M, PT–7M, and standard ASTM B338003 for pipes of alloy Ti–3Al–2.5V (see Table 3). From this it follows that the TREX-technology proposals for producing annealed cold-rolled pipes of alloys of commercial titanium PT–1M, α-alloy Ti–3Al–2.5V, and pseudo-α-alloy Ti–3Al–2.5V successfully pass approval for plant equipment under industrial conditions.
CONCLUSION
The following conclusions have been drawn on the basis of work carried out:
1. Proceeding from data for a change in strength and ductility properties with an increase in the degree of cold deformation by rolling specimens of the alloys studied, cut from finished hot-extruded pipes, it is recommended during performance of pipe cold rolling to limit the maximum degree of deformation for alloys as follows: PT–1M up to that most used in research (about 55%); PT–7M — up to 50%; Ti–3Al–2.5V — up to 40%.
2. Evaluation of deformation heating of alloys PT–1M, PT–7M and Ti–3Al–2.5V in the course of cold rolling has demonstrated that heating does not exceed 240°C, i.e., considerably lower than the test alloy recrystallization temperature.
3. The Q-factor calculated during modelling of cold rolling pipes with the recommended degree of deformation into pipes of intermediate and final sizes of alloys PT–1M and Ti–3Al–2.5V, characterizing the ratio of reduction through a wall to a reduction over a pipe diameter, is comparable with theoretical and has a tendency towards an increase from the inner to the outer wall along a fixed radius.
4. Cold rolling of pipes of the test alloys into intermediate and final pipe workpieces with the reduction recommended with which the Q-factor is about 1 facilitates both strain hardening and also formation of a prescribed Q-factor typical for formation of a texture of an inclined tangential prism {0001}±φ°TD<10–10>RD, whose scattering increases with an increase in alloys from PT–1M to Ti–3Al–2.5V.
5. Intermediate and final annealing at 680°C (alloy PT–1M), 750°C (alloys PT–7M, Ti–3Al–2.5V) of cold-rolled pipe workpieces of the alloys studied facilitates alloy weakening as a result of the occurrence of recrystallization processes and formation of a two-component texture {0001}±φ°TD<10–10>RD and {0001}± φ°TD<11–20>RD.
6. A set of mechanical properties obtained in annealed cold-rolled pipes of final size 25×2 mm (PT–1M), 50×4mm (PT–7M), 38.1×5.36 mm (Ti–3Al–2.5V) by TREX-technology, including hot extrusion processes for finished pipes of the test alloys by the recommended temperature-rate regime and subsequent multipass cold rolling with the recommended degree of deformation, with intermediate and final annealing at prescribed temperatures, satisfy the specifications laid down for them of the Russian TU (alloys PT–1M, PT–7M) and overseas standards (alloys Ti–3Al–2.5V).
Work was conducted within the scope of project RNF No. 18-79-10107-P.
The authors thank E. A. Gornostaeva, M. S. Karabanalov, N. A. Shirinkina for help in obtaining calculated and experimental data.
References
D. A. Pumpyanskiy, “Problems of pipe market competitive development. Series of scientific papers” UrO RAN, Inst. Ekonomiki (Prep.) Ekaterinburg (2004).
D. A. Pumpyanskiy, “Pipe industry: selection of its niche. Export volume of seamless pipe leading tempo” Metally Evrazii, No. 4, 26–27 (2004).
D. A. Pumpyanskiy, A. G. Illarionov, F. V. Vodolazkiy, Ya. I. Kosmatskiy, and A. A. Popov, “Prospective titanium alloys for preparing cold-deformed pipes,” Metallurg, No. 1, 37–48 (2023).
S. S. Ushkov and B. B. Chechulin, “Experience in the field of titanium application in shipbuilding and off-shore structures,” Titan, No. 3-4, 38–40 (1995)..
A. A. Il’in, B. A. Kolachev, and I. S. Pol’kin, Titanium Alloys. Composition, Structure, Properties, Reference [in Russian], VILS, Moscow (2009).
Y. Zhao, “The new main titanium alloys used for shipbuilding developed in China and their applications,” Materials China, 33, No. 7, 398–404 (2014).
V. V. Tetyukhin, V. G. Smirnov, A. A. Fyodorov, and A. V. Safianov, “New titanium alloy development and tube manufacture for offshore oil and gas production,” Titanium 99 Sci. Technology, 2, 1119–1124 (1999).
V. G. Smirnov, B. G. Krokhin, and V. S. Kalinin, “Assimilation of the production of high quality pipe billets (TREX) of titanium alloys for aerospace systems,” Titan, No. 1 (12), 36–39 (2003).
V. V. Tetyukhin, V. G. Smirnov, and D. A. Krashennikov, “Contemporary technology and new solutions in the production of pipes and hollow forgings of titanium alloys,” Tekhnol. Legkikh Splavov, No. 4, 96–105 (2007).
V. P. Leonov, V. N. Kopylov. L. N. Ptishcheva, V. G. Smirnov, and M. V. Egorov, “Assimilation and features of technology for producing titanium pipes within Russian factories,” Voprosy Materialovedenie, No. 2 (78), 63–72 (2014).
Ya. I. Kosmatskiy, E. A. Filyaeva, N. V. Fokin, and K. Yu. Yakovleva, “Determination of the engineering possibility of preparing a new form of seamless pipes TREX from titanium alloy Ti-3Al-2.5V,” Kachestvo Obrabotke Materialov, No. 2 (6), 15–22 (2016).
E. A. Filyeva and Ya. I. Kosmatskiy, “Engineering features of titanium alloy pipe preparation,” Vestn. Yuzhno-Ural. Univ. Ser. Metallurgiya, 17, No. 2, 70–76 (2017).
A. S. Oryshchenko, V. P. Leonov, and V. I. Mikhailov, “Titanic work: 60 years of titanium development within Russia,” Innovatsi, No.7 (225), 7–10 (2017).
V. P. Leonov, L. P. Rtishcheva, V. N. Kopylov, et al., RF Patent 2648431, MPК B21B23/00, Production Method for Hot-Deformed Pipes with a Size of 8.0×1.5 mm, No. 2016141050; Claim 19.10.2016; Publ. 26.03.2018, Bull. 9.
I. Yu. Pyshmintsev, Ya. I. Kosmatskiy, E. A. Filyaeva, et al., RF Patent 2661125, MPК C22F 1/18, B21B 3/00, B21J, 5/00, Method for Preparing Seamless Cold-Deformed Pipes of Titanium Alloy Type Ti–3Al–2.5V, Claim 10.05.2017; Publ. 11.07.2018, Bull. 20.
A. S. Oryshchenko, V. P. Leonov, L. P. Ptitsov, V. N. Kopylov, and K. G. Martynov, “Contemporary state of the production and use of titanium alloy pipes in atomic power engineering and ship building,” Titan, No. 3 (61), 21–32 (2018).
Ya. I. Kosmatskiy, B. V. Barichko, K. Yu. Yakovleva, N. V. Fokin, and V. D. Nikolenko, “Results of studying compaction processes and cold deformation as a basis for assimilating new pipe production,” Stal’, No. 12, 39–42 (2020).
D. A. Pumpyanskiy, A. G. Illarionov, F. V. Vodolaskiy, Ya. I. Kosmatskiy, S. M. Illarionova, and A. A. Popov, “Material science aspects of titanium tube production. Part 1. Production of hot-extruded tubes,” Metallurg., No. 8, 30–40 (2023).
Ya. I. Kosmatskiy, B. V. Barichko, E. A. Filaeva, and K. Yu. Yakovleva, “Evaluation of the effect of cold deformation and heat treatment on formation and change of titanium alloy Ti–3Al–2.5V mechanical properties,” Titan, No. 4 (54), 39–44 (2016).
Yu. N. Loginov, A. Yu. Postylyakov, F. V. Vodolazkiy, and Ya. I. Kosmatskiy, “Deformation during titanium alloy pipe cold rolling,” Titan, No. 1 (77),49–53 (2023).
S. P. Belov, M. Ya. Brun, S. G. Glazunov, et al., Physical Metallurgy of Titanium and its Alloys [in Russian] Metallurgiya, Moscow (1992).
Q. Liao, C. Deng, H. Qu, Y. Yang, L. Nan, and J. Yang, “Effects of deformation rate on microstructure and tensile properties of cold rolled Ti–3Al–2.5V alloy tube,” Ti 2011 — Proceedings of the 12th World Conf. on Titanium, Science Press, Beijing (2012).
G. A. Orlov and A. G. Orlov, “Consideration of deformation warming during pipe cold rolling,” Izv. Vuzov. Chernaya Metallurgiya, 57, No. 9, 11–14 (2014).
G. A. Orlov, “Engineering evaluation of metal treatment capacity under pressure,” Izv. Vuzov. Chernaya Metallurgiya, 56, No. 3, 64–66 (2013).
C. G. Glazunov and V. N. Moiseev, Structural Titanium Alloys [in Russian], Metallurgy, Moscow (1974).
Titanium Alloy Guide (2000); www.RMITitanium.com.
Q. Yang, S. Hui, W. Ye, Z. Xu, C. Dai, and Y. Lin, “Effect of ‘Q’ ratio on texture evolution of Ti–3Al–2.5V alloy tube during rolling,” Materials, 15, 817 (2022); https://doi.org/https://doi.org/10.3390/ma15030817.
J. Gokyu, H. Suzuki, and F. Seki, “Studies on rolled and annealed textures in commercially pure Ti,” J. Inst. Metals. Metallurg. Abstr., 22, 195–196 (1954/55).
U. Tsvikker, Titanium and Its Alloys [in Russian], Mir, Moscow (1979).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 67, No. 10, pp. 50–58, October, 2023. Russian DOI https://doi.org/10.52351/00260827_2023_10_50.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Pumpyanskiy, D.A., Illarionov, A.G., Vodolazskiy, F.V. et al. Material Science Aspects of Titanium Tube Production. Part 2. Production of Cold-Rolled Tubes. Metallurgist 67, 1482–1493 (2024). https://doi.org/10.1007/s11015-024-01641-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-024-01641-5