
The article provides systematization and comparative analysis of data for structural and phase states and set of physical and mechanical properties formed in deformable tube semi-finished products. Analysis includes various stages of obtaining hot-extruded tubes of titanium alloys PT-1M, PT-7M, Ti–3Al–2.5V. The relationship between characteristics of macro-, microstructure, parameters of the phases formed with spread of hardness values in the original hot-forged tube billets is established. Physical simulation of hot deformation processes of alloys with varying temperature and upsetting deformation rate is conducted. Recommendations for extrusion temperature ranges for each alloy are proposed. These recommendations are based on energy-power parameters of industrial equipment used and restrictions imposed by the structure. Evolution of the structure and change in hardness during expansion of a tube billet made from the alloys investigated are considered. Results of computer simulations of energy-power parameters of tube extrusion and their comparison with industrial experiment data are presented. Features of the structure, texture and their relationship with tube mechanical properties are established.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In order to increase the volume of pipe production within Russian metallurgical enterprises it is necessary to expand the range of both steel and nonferrous metal pipes produced [1, 2]. In view of this recently within Russia a significant amount of research has been carried out in order to open up production of tubes made from titanium alloys of different classes (commercial titanium, α-, pseudo-α-, α + β-martensitic class) using contemporary TREX (Tube Reduced Extrusion) [3, 4] technology, and considerable experimental, material design and production experience in this field has been accumulated [5,6,7,8,9,10,11,12,13,14,15,16]. In this article there is comparison and summarization of material science results obtained during operation of TREX technology for manufacturing titanium alloy tube based upon α-phase and concerning preparation of finished hot-extruded tubes undergoing subsequent preparation of cold-rolled tubes.
Research Materials and Methods
The material for tube preparation was a hot-rolled, mechanically treated, tube workpiece 195 mm in diameter of titanium pseudo-α -alloy Ti – 3Al – 2.5V (another name is grade 9, analog in Russia PT-3V, in Great Britain IMI325ELI, in China TA18) corresponding to ASTM B338-14 [17] and 188 mm in diameter of commercial titanium PT-1M and α-alloy PT-7M (analog in China TA16) both corresponding to TU 1-5-131−78 [18]. Melted chemical composition, in wt.%, temperature of the α + β ↔ β-transformation (Tpt), was determined by the test quenching method [19], strength equivalents [20], - aluminum ([Al]equ = %Al + %Sn/2 + Zr/3 + 3.3Si + 20%O + 33%N + 12%C), molybdenum ([Mo]equ = %Mo + %V/1.7 + %Mn + %W + %Cr/0.8 + %Fe/0.7 + %Nb/3.3), overall ([Al + Mo]equ ) for alloy provided in Table 1.
Cylindrical specimens with a size of 10 × 15 mm were cut from hot-forged tube workpieces of alloys PT-1M, PT-7M, Ti-3Al-2.5V which in a Gleeble 3800 unit, used for developing technology for tube preparation [12, 21], were subjected to “hot” tests for upsetting by the regime indicated in Table 2.
Tube workpieces with a through central opening were expanded, pressed in a horizontal press with a developed force of up to 20 MN, to a size 102.0 × 13.0 mm (PT-1M, ПT-7M) and 90.0 × 20.0 mm (Ti–3Al–2.5V).
During production stages specimens were selected from the semifinished products obtained that were used for conducting macro-, micro-, X-ray-structural and hardness analyses, tensile testing according to GOST 1497−84 [22] by means of an optical (Olympus), scanning (Zeiss Auriga) microscope, a Brucker Advance D8 diffractometer, a Zwick/Roell ZHU type 6187-5 LKV (Vickers) universal hardness meter with a load of 100 g (980.7 N), and a test machine SSI MTS Insight 100. Macrograin size in semifinished products was determined according to a ten-point scale for titanium alloy microstructure, provided in [23].
Results and Discussion
1. Analysis of Hot-Forged Tubular Workpieces of Alloys PT-1M, PT-7M, Ti–3Al–2.5V. Macro- and X-ray structural analyses were conducted for templates of the original tube workpieces whose results are provided in Table 3.
Comparative analysis of data for alloy macrostructure (see Table 3) showed that the most uniform macro- grain size through a workpiece cross section is typical for commercial titanium PT-1M, somewhat less homogeneous win α-alloy PT-7M, and a quite uniform structure with relatively fine macrograin size was observed within Ti–3Al–2.5V pseudoalloy. The difference in macrostructure is apparently connected with the relatively little forging of ingots in the course of preparing workpieces of alloys PT-1M, PT-7M (less than 5 forgings) compared with alloy Ti–3Al–2.5V (forgings more than 6).
Commercial titanium PT-1M and α-alloy PT-7M have within the tube workpiece structure 100% α-phase (see Table 3). Alloying of pseudo-α -alloy Ti–3Al–2.5V with a β-isomorphic stabilizer V promotes fixation within the structure apart of α-phase of up to 5% β-solid solution with a small lattice spacing (see Table 3), which is typical for this alloy in a relatively uniform condition [24]. An increase Al within alloys from PT-1M to PT-7M and Ti–3Al–2.5V (see Table 1) provides a uniform increase in c/a parameter for the HCP lattice of α-phase (see Table 3), which agrees with data in monograph [25].
Analysis of the microstructure of alloys (Fig. 1) shows that for commercial titanium PT-1M there is typically a nonuniform grain structure consisting of both relatively fine (< 500 μm) and also quite coarse (up to 8000-10,000 μm) Fig. 1a). α-grains within which there is possibly presence of coarse α-platelets including twinning (see Fig. 1a).

Typical hot-forged tube workpiece microstructure of alloys PT-1M (a), PT-7m (b); Ti–3Al–2.5V (c, d): (a–c) optical microscope; (d) scanning microscope.
In more alloyed -alloy PT-7M the difference in grain size is developed to a lesser extent and the maximum α-grain size does not exceed 5000 μm, but within grains bundles of α-platelets are observed, partly bent as a result of hot deformation (see Fig. 1b). Pseudo-α -alloy Ti–3Al–2.5V has a structure of the transition type [26] (see Fig. 1c) with minimum grain size among the alloys studied, not exceeding 600 μm. Formation within the body of a β-grain of a package ≈ 50 μm thick primary α-platelets with β-interlayers is bent, partly fragmented and within the coarsest β-layers fine secondary α-platelets are observed (Fig. 1d).
On the whole an increase in alloying element content and forging of alloys from PT-1M to PT-7M facilitates formation within hot-forged workpieces of a structure with a fine grain size with a finer intergranular structure. This feature leads to an increase in average values of alloy hardness from HV 150 (PT-1M) to HV 207 (PT-7M) and HV 229 (Ti–3Al–2.5V). Scatter of hardness within workpieces is at a maximum for alloy PT-1M (HV 135–178) and comparable for alloys PT-7M (HV 190–225), Ti–3Al–2.5V ( HV 209–245), apparently due to the more uniform structure through a workpiece cross section in PT-1M alloy compared with PT-7M, Ti–3Al–2.5V (see Table 3, Fig. 1).
2. Physical Modelling of Alloy Deformation Processes. Before preparing tube by hot extrusion the temperature range was determined for heating tube workpieces before deformation which should provide on one hand a level of force during extrusion not exceeding the maximum acceptable developed by the press, and on the other hand does not cause unfavourable coarsening of the grain structure within the semifinished product obtained as a result of heating above Tte. In view of this physical modelling was performed for hot upsetting deformation processes for alloys in a multifunctional Gleeble 3800 unit. Data obtained for the maximum stress arising within alloys during upsetting depending upon the homologous deformation temperature with respect to alloy Tte (Tdef – Tte) with deformation rates of 1–12 sec-1 are provided in Fig. 2. It is seen that higher the alloy upsetting temperature and lower the deformation rate the higher the higher the upsetting temperature and the slower the deformation rate the lower are maximum stresses, which agrees with similar data used for other titanium alloys [27]. It is noted that with homologous temperatures (Tdef –Tte) comparable with respect to Tte the minimum value of stress during upsetting is typical for commercial titanium PT-1M, and the maximum for α-alloy PT-7M (Fig. 2), which nonetheless with respect to overall strength equivalent ([Al + Mo]equ ) surpasses pseudo-α -alloy Ti–3Al–2.5V (see Table 1).

Change in maximum stresses developed during upsetting in relation to deformation temperature for alloys with deformation rates 1 sec-1 (a); 10(12) sec-1 (b).
The most probable reason for the recorded nonconformity of maximum stresses and alloying level for alloys is the difference in chemical composition of alloys PT-7M and Ti–3Al–2.5V, and in fact alloying of the first of them with neutral strengthener Zr, and the second with β-isomorphic stabilizer V. It is well known [28] that introduction of Zr into titanium alloys facilitates an increase in heat resistance, and V is less effective in this respect, and it also increases β-solid solution stability with a BCC-lattice, which is less heat resistant than α-phase with an HCP lattice. As a result, for alloys with identical homologous temperatures below Ttp the volume fraction of less heat-resistant β-phase according to previous calculations [24] is higher in alloy Ti–3Al–2.5V than in alloy PT-7M.
Data for deformation warm-up of alloys during upsetting depending upon deformation temperature with respect to Tte(Tdef – Tte) are provided in Fig. 3. From analysis it is demonstrated that a reduction in deformation temperature with respect to Tte, an increase in deformation rate (vdef) and alloying of alloy facilitates an increase in deformation warm-up, which is at a maximum for alloy Ti–3Al–2.5V. Close to Tte (Tdef – Tte ≥ 25°C) deformation warm-up for alloys PT-1M, PT-7M (vdef = 1; 12 sec-1) and Ti–3Al–2.5V (vdef = 1 sec-1) is relatively low and does not exceed 5°C.

Effect of deformation rate and temperature (shown in brackets, sec-1) for test alloys on amount of strain-induced warm-up.
According to physical modelling data for hot deformation by upsetting of the alloys studied the recommended heating temperature for extrusion of tubes used is in the regions: PT-1M –Tte –(50–75)°C; PT-7M Tte –(20–40)°C; Ti–3Al–2.5V –Tte–(50–75)°C. Within these regions with vdef = 10–12 sec-1, comparable with the recommended deformation rates during extrusion of titanium alloys [29], maximum stresses during upsetting of the test alloys are relatively low (< 200 MPa), and deformation warm-up (see Fig. 3) does not lead to conversion of alloys into the single-phase -region. The deformation temperature region proposed covers that recommended for extrusion of tubes of similar composition with PT-1M of commercial titanium VT1-0 (Tte–(70–130)°C), with ПT-7M at the level of structural equivalent Tte for alloy OT4-1 (Tte–(10–70)°C), and with Ti–3Al–2.5V for the level of alloying with α- and β-stabilizers of alloy OT4 (Tte–(20–80)°C) [19].
For temperatures in the ranges proposed calculation was conducted for maximum forces required for extrusion (Pmax) of tubes of a prescribed size according to the G. Sezhurne equation [30]:
where
Dc is diameter of the bush of the tube-profile press container, mm;
dn is press-needle diameter, mm;
σs is the maximum stress value developed at a prescribed alloy extrusion temperature, MPa (taken from Fig. 2b);
μ is drawing coefficient realized in the course of extrusion;
f is friction coefficient at a metal contact surface with a tool;
l is bush length in the press container in a pressed condition, mm.
Relationship (1) is used in practice for determining tube pressing force for steels and alloys based upon iron. During calculation the tube pressing force for titanium alloys according to this relationship does not consider their physical properties, in particular a lower thermal conductivity compared with iron [31], which may be capable of a small increase in pressing force value.
According to this calculation, developed by production equipment, the force during tube extrusion of prescribed size of the test alloys within the recommended temperature range does not exceed the maximum nominal force value at 20 MN for the horizontal press used in the work.
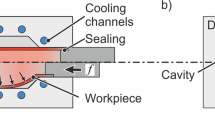
3. Evolution of the Structure and Phase Composition and Hardness Properties After Expansion of Pipe Workpieces. Before extrusion of pipe workpieces they are expanded, i.e., a hot deformation operation with expansion of the opening of a preliminary drilled ingot by means of a tip of special shape, i.e., a needle. Expansion due to absence of prepressing an extruded workpiece makes it possible to obtain bushes with length greater than the original and to calibrate a workpiece, that is to bring the size and shape to that required for extrusion. Alloy heating temperature for expansion was Tte –(50–70)°C (PT-1M, PT-7M) and Tte –(80–110) °C (Ti–3Al–2.5V). Macro- and microstructural analyses for expanded alloys are provided in Table 4 and in Fig. 4.

Microstructure of expanded alloys PT-1M (a, b), PT-7M (c, d); Ti–3Al–2.5V (e, f); (a, c, e) longitudinal section; (b, d, f) transverse section.
Comparative analysis of the macro- and microstructure of alloys before and after expansion showed that expansion with temperature Tte –(50–70)°C and subsequent cooling facilitates refinement of the original coarse grain size in PT-1M and PT-7M alloys, which is more marked the greater its original dimensions (see Tables 3, 4 and Figs. 1, 4). In our opinion this is connected with recrystallization of α-phase both dynamically and primarily with relatively slow cooling of the thick-walled workpieces obtained in still air with an expansion temperature (865 ±10°C – PT-1M, 885 ± 10°C – PT-7M) exceeding the temperature for the end of recrystallization (Tr) of alloys PT-1M and PT-7M, proceeding from existing data for Tr for alloys similar in composition and alloying to those of commercial titanium studied VT1-0 (Tr = 700°C), alloy OT4-1 (Tr = 840°C) respectively [32].
Within an expanded workpiece of alloy Ti–3Al–2.5V the macro- and microstructure does not undergo marked changes compared with the original tube workpiece (see Tables 3 and 4 and Figs. 1 and 4), apparently as a result of quite good working of the grain structure in the original semifinished product and a higher alloying element content compared with PT-1M and PT-7M (see Table 1), recrystallization temperature, and heating temperature for expansion (830 ± 15°C). At the same time, absence (PT-1M and PT-7M) and the relatively small content of β-stabilizers (Ti–3Al–2.5V) facilitates fixation within alloys during cooling after expansion of a sifficiently equilibrium phase composition with phase parameters comparable with the original tube semi-finished products (see Table 3).
Grain refinement, and also a reduction in scatter of its dimensions after expansion over a tube billet cross section of alloys PT-1M, PT-7M, is provided due to an increase in the contribution of grain boundary strengthening, a regular increase in Vickers hardness values for expanded alloys compared with a hot forged condition with HV 150 up to HV 160 (PT-1M), with HV 207 up to HV 230 (PT-7M), and also a reduction in scatter between maximum and minimum hardness values with measurement from 43 to 26 units HV (PT-1M) and with 35 to 20 un. HV (PT-7M).
Therefore, workpiece expansion of commercial titanium PT-1M and α-alloy PT-7M with Tte – (50-70)°C has facilitated, compared with the original tube workpieces, a reduction in grain size, a reduction in scatter and an increase in average hardness values by development of recrystallization processes within α-solid solution providing grain structure refinement. In more alloyed pseudo-α-alloy Ti–3Al–2.5V, with a sufficiently coarse grained uniform structure in an original tube workpiece and higher Tr temperature expansion, with Tte – (80–110)°C does not lead to a marked change in the structure and hardness, the average level of which in both conditions is HV 225-230.
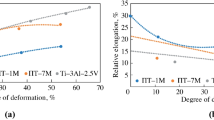
4. Computer Modelling and Calculation of Energy-Force Parameters for Extrusion and Their Comparison with Experimental Data. Provided in Fig. 5a and in Table 5 are calculated data for the distribution of the degree of deformation through a tube wall section and forces developed by the press obtained as a result of computer modelling in a Deform 3D program, whose procedure has been described in [14], and also in the course of an industrial experiment, i.e., hot extrusion of tubes of prescribed sizes of the tests alloys. These data indicate that during extrusion of tubes of these alloys some increase is possible in the degree of accumulated deformation from the inner wall towards the outer wall, which on the whole agrees with experimental data obtained for the change in hardness that also has a tendency towards an increase from the inner to the outer surface (Fig. 5b).

Calculated change in accumulated degree of deformation (a) and Vickers hardness (b) in hot-extruded tubes of alloys PT-1M, PT-7M, Ti–3Al–2.5V through cross section from inner to outer surface.
On the whole, values of maximum forces (Pmax) and forces in a steady state stage (Pste) obtained in the course of computer modelling have satisfactory conformity with forces measured in the course of an industrial experiment for preparing tubes of alloys PT-1M, Ti–3Al–2.5V (see Table 5). In this case calculated maximum forces appeared to be reduced by 8–12% with respect to experimental values and calculated forces in the steady state stage almost coincide for alloy Ti–3Al–2.5V and are increased by 27% for alloy PT-1M.
5. Hot-Extruded Tubes: Structure, Texture, Phase Composition, Properties. Data for the structure and analysis of hot-extruded tubes of alloys PT-1M, PT-7M, Ti–3Al–2.5V are provided in Table 6 and in Fig. 6.

Typical Hot-extruded tube microstructure of alloys PT-1M (a), PT-7M (b); Ti–3Al–2.5V (c-d); (a-c) are longitudinal tube sections; (d) is tube transverse section.
Comparison of macro- and microstructure within alloys after tube hot extrusion (see Table 6 and Fig. 6) with the structure after expansion (see Table 4 and Fig. 4) showed that within hot-extruded tubes of alloys PT-1m, PT-7M there is levelling out of the size (point) of a macrograin through the section of a pipe workpiece and formation on the whole of a more fine-grained structure. This is a result of active occurrence of dynamic and primary recrystallization processes in the course of extrusion and subsequent cooling and formation of an α-grain shape close to equiaxed (see Fig. 6a, b). In a hot-extruded tube of alloy Ti–3Al–2.5V, having as noted above a higher recrystallization temperature than for alloys PT-1M, PT-7M, there is almost no marked change in macro-grain size compared with the expanded condition, but in this case, there is some thinning, deformation of primary α-platelets due to their extension, and flattening (see Fig. 6c, d).
Phase composition, parameter c/a in extruded tubes of alloys PT-1M and PT-7M, not having β-stabilizers, is almost unchanged, compared with an original workpiece (see Tables 3 and 6). In hot-extruded tube of pseudo-α-alloy Ti–3Al–2.5V compared with a hot-worked condition within the structure there is a small increase in the volume fraction of β-phase (from 5 to 5.5%) and its lattice spacing (from 0.3213 to 0.3222 nm) with a simultaneous reduction in c/a parameter for α-phase (from 1.5914 to 1.5908). The reason for the changes observed in our opinion is an increase in cooling rate from the hot extruded tube deformation temperature compared with a hot-forged workpiece having a greater maximum cross section by a factor of 3.6. As a result of this in the course of tube cooling in air there is a reduction in the completeness of breakdown of the high-temperature β-solid solution. This provides fixation within the structure of a greater volume of β-phase, but with a lower content of β-stabilizer V within it [24], that in this case remains within α-phase, which as is well known [31, 33] on the whole facilitates the increase observed in β-phase lattice spacing and a reduction a reduction in parameter c/a.
Study of tube structure using construction in inverse polar figures (IPF) though the wall thickness, (close to the inner and outer surfaces and also at half the thickness) is summarized in Fig. 7. For each recording area there are two IPF, one within a plane normal to which there is the rolling direction (designated ND in a figure), and the second with a plane normal to it there is the radial direction (RD) or with a plane normal to which there is a tangential direction (TD), which clearly makes it possible to indicate the texture formed during extrusion with the typical direction along the RD and the plane within which its direction lies, for which either RD or TD are to the normal.

IPF, obtained from the ND and selected from the RD or TD for hot-extruded tubes of alloys PT-1M (a, d, g), PT-7M (b, e, h), Ti–3Al–2.5V (c, f, i): (a–c) at pipe outer surface; (d–f) at half pipe thickness; (g–i) at pipe inner surface.
Analysis of an IPF showed that after hot extrusion within tube of alloy PT-1M there is formation of a predominantly two-component texture with similar intensity to a tangential prism {0001} ± 30°TD<10–10>11 and {0001} ± 30°TD<11–20>ND. P roceeding from the available data [15, 34] component {0001} ± 30°TD<11– 20>ND following from the α-phase deformation texture, formed during extrusion and component {0001} ± 30°TD<10–10>ND is connected with occurrence within the structure (see Fig. 6a) of α-phase recrystallization processes. Within hot-extruded tube of alloy Ti–3Al–2.5V a texture is predominantly recorded with deformation component of a tangential prism of α-phase {0001} ± 30°TD<10–10>ND [35], as a result of the fact that within hot-extruded tube recrystallization process are not developed (see Fig. 6c, d). The most complex textural component is typical for hot-extruded tubes of alloys PT-7M , which is characterized by strong deformation component of a tangential prism of -phase {0001} ± 30°TD<10–10>ND close to the tube outer surface and presence of a less strong textural component within internal tube sections (see Fig. 7a) – {11–20}RD<0001>ND, {12–30}RD<0001>ND at 1/2 the tube thickness and type {11–22}RD<1–100>ND, {11–22}RD<10–11>ND.
In our opinion this effect is connected with the higher recommended deformation temperature with respect to Tte for PT-7M (Tte–(20-40)°C) compared with alloys PT-1M and Ti–3Al–2.5V (see section 2 of the article). As a result with implementation of the extrusion process, in particular with transfer of a billet from the heating furnace to the press, there is more active interim cooling of the surface layers, due to which during deformation in these regions of the alloys it is almost in a uniform α-condition, providing formation of a deformation texture, i.e., of a {0001} ± 30°TD<10–10>ND tangential prism. The internal region of a tube where there was no significant interim cooling, deforms in the two phase α + β-region and additionally experiences deformation warm-up, providing an increase within the structure of the β-phase volume fraction. As a result of formation and subsequent cooling a less developed texture forms, connected predominantly with a β → α-transformation texture as a result of which α-phase follows during phase transformation of the matrix β-phase deformation texture, i.e., type {100}RD<011>ND (at 1/2 the tube thickness) and{112}Rd<011>ND, i.e., both of these textures are typical for deformation of alloys with a BCC-lattice [36]. The conclusion about the type of texture formed within β-phase emerges from data in [37], according to which during β→α-transformation a family of α-phase planes is transformed into the subsequent family of α- phase planes: {100} → {11–20}–{12–30}; {110} →≈ {10–11}+{0001} +≈ {1–100}; {112} → {11–22}.
Mechanical properties of hot-extruded tubes are provided in Table 7.
Comparative analysis of these data revealed a regular increase in strength (σu, σ0.2,HV) and some reduction in tube ductility (δ, ψ) properties as there is an increase in alloying content from commercial titanium PT-1M to -alloy PT-7M and pseudo-α-alloy Ti–3Al–2.5V (see Table 1). It is noted that the structure formed within tubes (see Table 6) provides less scatter of strength and ductility properties in the course of some tests (see Table 7 and Fig. 5b).
On the whole the set of properties obtained within hot-extruded tubes of the test alloys satisfies the requirements of the Russian TU and overseas standards laid down for them (see Table 7).
Conclusion
According to results of the work it is possible to draw the following conclusions.
-
1.
An increase in the degree of alloying and forging of alloys from PT-1M to PT-7M and Ti–3Al–2.5V facilitates formation within hot-worked tube workpieces of a structure with a finer grain size and finer internal structure. This in combination gives an increase in average hardness values for alloys from HV 150 (PT-1M) to HV 207 (PT-7M) and HV 229 (Ti–3Al–2.5V).
-
2.
In the course of physical modelling of hot deformation and upsetting of alloys PT-1M to PT-7M and Ti–3Al–2.5V there is a recommended heating temperature for extrusion of tubes using the regions: PT-1M – Tte –(50–75)°C; PT-7M – Tte –(20–40)°C; Ti–3Al–2.5V – Tte –(50–75)°C. According to these calculations the equipment force developed during tube extrusion of a prescribed size of the test alloys within the recommended temperature range does not exceed the maximum nominal force value by 20 MN for the horizontal press used in the work.
-
3.
Expansion of workpieces of PT-1M and PT-7M at temperature Tte −(50-70)°C facilitates a reduction in grain size, a reduction in scatter and growth of the average hardness values as a result of development of recrystallization processes with α-solid solution, providing grain structure refinement. Within pseudo-α-alloy Ti–3Al–2.5V with a quite fine-grained uniform structure in an original tube workpiece and a higher recrystallization temperature expansion with Tte −(80-110)°C does not lead to a marked change in structure and hardness properties.
-
4.
Values of maximum forces (Pmax) and forces in the steady state stage (Pste) of tube extrusion of the test alloys obtained in the course of performing computer modelling have satisfactory conformity with those measured in the course of an industrial experiment.
-
5.
The texture formed in hot-extruded tubes of alloy PT-1M consists of a deformation texture component and recrystallization of α-phase, in Ti–3Al–2.5V alloy there is predominantly an α-phase deformation texture, and in alloy PT-7M close to the upper surface of tube there is an α-phase deformation texture due to interim cooling and within the inner regions the texture of α-phase is inherited from the β-phase deformation texture during β → α-transformation in the course of tube cooling from the extrusion temperature.
-
6.
The set of properties obtained during hot extrusion of tubes of the test alloys according to the recommended temperature-rate regime satisfies the requirements laid down for them by Russian TU and overseas standards.
The work was carried out within the framework of the project RNF No. 18-79-10107-P.
The authors are grateful to E. A. Gornostaeva, M. S. Karabanalov, Yu. N. Loginov, A. Yu. Postylyakov, and N. A. Shirinkina for assistance in obtaining calculated and experimental data.
References
D. A. Pumpyanskii, “ Pipelines: selection of its niche. Export vole of seam-free tubes with defining rates,” Metally Evrazy, No. 4, 26–27 (2004).
D. A. Pumpyanskii, “Problems of competitive development of the tube market. Series of scientific works,” UrO RAN, Institute of Economics, Ekaterinburg (2004).
V. G. Smirnov, B. G. Krokhin, and V. S. Kalinin, “Assimilation of the production of high quality tube workpieces (TREX) of titanium alloys for aerospace systems,” Titan, No. 1 (12), 36–39 (2003).
D. A. Pumpyanskii, A. G. Illarionov, F. V. Vodolazskii, Ya. I. Kosmatskii, and A. A. Popov, “Promising titanium alloys for preparing cold-worked tubes,” Metallurg, No. 1, 3748 (2023)https://doi.org/10.52351/00260827_2023_01_37
A. G. Illarionov, Ya. I. Kosmatskii, E. A. Filyaeva, F. V. Vodolazskii, and N. A. Barannikova, “Experimental determination of temperature parameters for evaluating the possibility of preparing hot-extruded tubes of alloy Ti–3Al–2.5V,” Metallurg., No. 9, 83–87 (2017); https://doi.org/10.1007/s11015-017-0396-x.
Ya. I. Kosmatskii, N. V. Fokin, E. A. Filyaeva, and B. V. Barichko, “Study of deformation capacity of titanium alloy Ti–3Al–2.5V and evaluation of the production possibility for manufacturing hot pressed tubes from it,” Titan, No. 2, 18–22 (2016).
I. Yu. Pyshmintsev, Ya. I. Kosmatskii, E. A. Filyaeva, A. G. Illarionov, F. V. Vodolazkii, and N. A. Barannikova, “ Structure and properties of hot-extruded tubes of alloy Ti–3Al–2.5V,” Metallurg., No. 4, 7075 (2018); https://doi.org/10.1007/s11015-018-0671-5.
V. V. Tetyukhin, V. G. Smirnov, A..A. Fyodorov, and A. V. Safianov, “ New titanium alloy development and tube manufacture for offshore oil and gas production,” Titanium 99 Science and Technology, 2, 1119–1124 (1999).
F. V. Vodolazskiy, S. M. Illarionova, N. A. Barannikova, and Ya. I. Kosmatskiy,”Cross-sectional structure and properties of shellbillet of PT-7M titanium alloy after expanding,” Materials Today: Proc., 38, 1799–1803 (2021); https://doi.org/10.1016/j.matpr.2020.08.412.
F. V. Vodolazskiy, E. A. Gornostaeva, and A. G. Illarionov, “Structure and properties of hot-extruded tube of titanium alloy PT7M,” Materials Today: Proc., 19, 2200–2204 (2019); https://doi.org/10.1016/j.matpr.2019.07.378.
V. P. Leonov, L. P. Rtishcheva, V. N. Kopylov, K. G. Martynov, D. A. Negodin, S. V. Zherebtsov, and D. N. Klimenko, “ Study of diffusion process in titanium alloys during hot extrusion of tube workpieces in a copper lubricating layer,” Titan, No. 2(64), 31–43 (2019).
Ya. I. Kosmatskii, B. V. Barichko, N. V. Fokin, and V. D. Nikolenko, “Use of a Gleeble 3800 complex in developing hot extrusion technology and upsetting of tube ends,” Metallurg., No. 4, 36–41 (2021); https://doi.org/10.1007/s11015-021-01170-5.
A. S. Oryshchenko, V. P. Leonov, L. P. Rtishcheva, V. N. Kopylov, and K. G. Martynov, “Contemporary state of production and use of tubes of titanium alloys in atomic power engineering and shipbuilding,” Titan, No. 3(61), 21–32 (2018).
F. V. Vodolazskii, A. G. Illarionov, Yu. N. Loginov, Ya. I. Kosmatskii, and A. Yu. Postylyakov, “ Comparison of the structure and properties of titanium alloy Ti–3Al–2.5V with results of digital process for its extrusion,” MiTOM., No. 8 (806), 41–46 (2022); https://doi.org/10.1007/s11041-022-00831-9.
F. V. Vodolazskiy, N. A. Barannikova, and A. G. Illarionov, “Structure, texture and mechanical properties through the section of the hot-extruded tube of titanium alloy PT-1M,” Materials Science Forum, 989, 139–144 (2020); https://doi.org/10.4028/www.scientific.net/MSF.989.139.
A. G. Illarionov F. V. Vodolazskii, Ya. I. Kosmatskii, and E. A. Gornostaeva, “ Determination of temperature-force parameter required for preparing hot-extruded tubes of titanium alloy PT-1M,” Svet. Met., No. 2, 77083 (2021).
ASTM B338-14. Standard Specification for Seamless and Welded Titanium and Titanium Alloy Tubes for Condensers and Heat Exchangers, ASTM Intern., West Conshohocken, PA (2014); https://doi.org/10.1520/B0338-14.
TU 1-5-132−78. Titanium Alloy Tube Workpieces (1978).
V. K. Aleksandrov, N. F. Anoshkin, A. F. Belov, et al., Titanium Alloy Semifinished Products [in Russian], ONTI VILS, Moscow (1998).
A. A. Il’in, B. A. Kolachev, and I. S. Pol’kin, Titanium Alloys. Composition. Structure. Properties, Handbook [in Russian], VILS Moscow (1009).
D. A. Pumpyanskii, M. G. Stutsa, I. Yu. Pyshmintsev, Ya. I. Kosmatskii, O. V. Varnak, and B. V. Barichko, “Assimilation of production of special forms of tube of ferritic-martensitic steelks taking account of features of the microstructure and properties,” Chernye Metally., No. 11, 41–49 (2022).
GOST 1497−84. Interstate Standard. Metals. Test Methods in Tension, Standartinform, Moscow (2005).
N. F. Anoshkin, E. A. Borisova, G. A. Bochvar, et al., Titanium Alloys. Titanium Alloy Metallography [in Russian], Metallurgiya, Moscow (1980).
A. G. Illarionov, F. V. Vodolazskiy, N. A. Barannikova, Ya. I. Kosmatskiy, and Y. V. Khudorozhkova, “Influence of phase composition on thermal expansion of Ti–0.4Al, Ti–2.2Al–2.5Zr and Ti–3Al–2.5V alloys,” J. Alloys Compounds, 857, Art. 158049 (2021); https://doi.org/10.1016/j.jallcom.2020.158049.
Yu. Tsvikker, Titanium and its Alloys [in Russian], Mir, Moscow (1979).
A. M. Vasserman, V. A., Danilkin, O. S. Korobov, et al., Methods for Monitoring and Studying Nonferrous Alloys: Handbook [in Russian], Metallurgiya, Moscow 91985).
P. I. Polukhin, G. Ya. Gun, and A. M. Galkin, Metal and Alloy Resistance to Plastic Deformation: Handbook [in Russian], Metallurgiya, Moscow (1983)
S. P. Solonina and S. G. Glazunov, High-Strength Titanium Alloys [in Russian], Matallurgiya, Moscow (1976).
L. A. Nikol’skii, S. Z. Figlin, V. V. Boitsov, Yu. G. Kalinin, and A. V. Bakharev, Hot Stamping and Extrusion of Titanium Alloys [in Russian], Mashinostroenie, Moscow (1975).
Ya. I. Kosmatskii, B. V. Barichko, and K. Yu. Panova, Extrusion Process Technology: Teaching Aid [in Russian], Izd. YuUrGU, Chelyabinsk (2011).
B. A. Kolachev, V. A. Elagin, and Vi. Livanov, Material Science and Heat Treatment of Nonferrous Metals and Alloys [in Russian], MiSIS, Moscow (2005).
S. G. Glazunov and V. N. Moiseev, Structural Titanium Alloys [in Russian], Metallurgiya, Moscow (1974).
G. Aurelio, A. Fernandez Guillermet, G. J. Cuello and J. Campo, “Metastable phases in the Ti–V System: Part I. Neutron diffraction study and assessment of structural properties,” Metallurgical and Materials Transactions A, 33A, 1307–1317 (2002).
J. Gokyu, H. Suzuki, and F. Seki, “ Studies on rolled and annealed textures in commercially pure Ti,” J. Inst. Metals. Metallurg. Abstr., 22, 195–196 (1954/55).
C. E. Foney and S. E. Meredith, Ti–3Al–2.5V Seamless Tubing Engineering Guide, Kennewick Wash. USA. Sandvick Special Metals Corp. (1990).
V. I. Polukhin, S. S, Gorelik, and V. K. Vorontsov, Physical Bases of Plastic Deformation [in Russian], Metallurgiya, Moscow (1982).
A. A. Babareko, “Texture of metals alloys,” in: Coll. “Targets of science and technology,” Ser. Metalloved. Term. Obrab., VINITI, Moscow, 13, 79–148 (1980).
TU 14-3-821−79. Seamless Hot-Deformed Tubes of Alloys Based Upon Titanium (1979).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 67, No. 8, pp. 30–40, August, 2023.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Pumpyanskiy, D.A., Illarionov, A.G., Vodolazskiy, F.V. et al. Materials Science Aspects of Titanium Tube Production. Part 1. Production of Hot-Extruded Tubes. Metallurgist 67, 1103–1117 (2023). https://doi.org/10.1007/s11015-023-01601-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-023-01601-5