
Methods of macro- and microstructural, x-ray structural analyses and mechanical tensile tests of the structure and properties of Ti–3Al–2.5V alloy hot-extruded intended for subsequent cold rolling are studied. Hot-extruded pipe is produced according to the scheme: expansion in a vertical press → extrusion in a horizontal press. It is shown that during sleeve expansion structure and phase structure do not change markedly compared with the initial hot-rolled semi-finished product in two-phase (α+β)-region. Hot extrusion in the recommended temperature range provides formation of a sufficiently homogeneous, well worked macro- and microstructure with a tangential basic texture of α-phase. A set of mechanical properties for hot-extruded pipe of alloy Ti–3Al–2.5V required for performing subsequent cold rolling used in the final stages of pipe preparation by TREX technology is provided.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
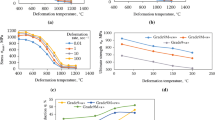
Currently, at TMK enterprises work is performed for assimilation of production of seamless pipes by Tube Rolling Extrusion (TREX) technology of titanium pseudo α-alloy Ti–3Al–2.5V (Grade 9) that is used extensively for preparing pipe objects operating in aerospace systems [1, 2]. Technology for pipe manufacture from alloys of this type includes several basic operations [3], starting with preparation by hot extrusion of intermediate pipe of hot-deformed round semiproduct. In the course of work, preliminary studies have been carried out for hot deformed round workpiece of Ti–3Al–2.5V alloy [4,5,6] making it possible to determine the required temperature and force parameters for extrusion in order to obtain intermediate pipe. In particular, it has been established that extrusion is best performed in the temperature range from 850 to (ТPT – 30)°С (ТPT is total polymorphic transformation temperature) in order to take account of the possibility of deformation heating-up [5] to provide occurrence of deformation in a two-phase (α+β)-region without the risk of grain structure coarsening.
In accordance with the proposed recommendations, under industrial conditions from an original hot-deformed workpiece hot-extruded pipe was prepared 90 mm in diameter and with a wall thickness of 20 mm using a preliminary operation of expansion of a drilled workpiece and subsequent extrusion in a horizontal hydraulic pipe press.
Processes are studied in the present work of structure formation, phase composition, and metal properties after expansion and hot extrusion of Ti–3Al–2.5V alloy pipe.
The material for study was hot-extruded pipe of Ti–3Al–2.5V alloy:
-
a template represented by a segment selected from a sleeve after expansion;
-
five templates representing segments selected from hot-extruded pipes.
The research procedures used were macro-, micro- and x-ray-structural analyses, and also hardness measurement and determination of mechanical properties in tensile tests.
Analysis of the macrostructure was performed visually in a semiproduct cross section. Template surface preparation for analysis was accomplished using a multifunctional automatic grinding and polishing unit Buehler EcoMet 250 Pro. Macro-etching was carried out in a 15% hydrofluoric acid solution in accordance with the recommendations of a monograph [7]. A study of the microstructure was carried in an OLYMPUS GX51 microscope at magnifications of ×(50–1000). Etching if microsections was accomplished in an aqueous solution of a mixture of hydrofluoric and nitric acids in a ratio: 1 part HF + + 3 parts HNO3 + 5 parts H2O.
x-Ray structural phase analysis was conducted in a Bruker D8 Advance unit in copper Кα-radiation with wavelength in the range of angles 2θ = 34–102°. Quantitative x-ray phase analysis was carried out by the standard three complete profile analysis of Rietveld [8] using TOPAS 4.2 software.
Mechanical property tests in static tension according to GOST 1497–84 were accomplished in balanced cylindrical specimens 10 mm in diameter selected along the pipe axis in a CCU MTS-Insight 100 test rupture machine. Vickers hardness measurement (GOST 6507-1–2007) was carried in a Zwick/Roell ZHU type 6187-5 LKV universal hardness meter with a load of 100 kg (980.7 N). Hardness measurement in sleeve templates and pipe specimens was carried out for the inner and outer surfaces of a cross section with a step of 3 mm between impressions in a radial direction from the inner to the outer surface of a cross section.
Research results and discussion. No macrodefects were detected within the macrostucture of a transverse section of a sleeve after expansion (Fig. 1). The macrostructure through the cross section has a grain size predominantly between points 2–3 with a tendency towards an increase to pots 3–4 of the titanium alloy macrostructure scale [7] close to the sleeve inner surface.

Bush segment microstructure after expansion in cross section.
Analysis of the microstructure of a sleeve cross section after expansion in three regions over the section (about the outer and inner surfaces, and half the wall thickness) showed that the structure is comparable and similar to that of an original workpiece considered in [5]. Grains of β-phase have an irregular shape, but without clearly defined anisotropy, and some of the grains have a partly broken α-margin (Fig. 2a). The internal structure consists of colonies of quite coarse α-phase platelets between which fine β-phase interlayers are recorded, and colonies of α-platelets are partly bent and broken (Fig. 2b). The microstructure through a sleeve cross section after expansion is grains between points 2 and 3 and in accordance with the microstructure scale for pseudo α-titanium alloys [9].

Microstructure in sleeve cross section after expansion: a) region at inner surface; b) region at outer surface.
The phase composition typical for a sleeve after expansion was determined by x-ray structural analysis. A diffraction for a specimen at half the sleeve wall thickness is provided in Fig. 3.

Diffraction pattern of a specimen at 1/2 sleeve wall thickness after expansion (a) and original hot-worked billet (b) (recording in longitudinal section).
Only lines for α- and β-phases are present within a diffraction pattern. Calculation of lattice parameters for α- and β-phases and the volume fraction of phases by the Rietveld method gave the following values: for HCP-lattice of α-phase, аα = 0.29375 ± 0.00005 nm, cα = 0.46745 ± 0.00005 nm, с/а = 1.5914, Vα = 95%; for the BCC-lattice of β-phase, аβ = = 0.32150 ± 0.00005 nm, Vβ = 5%. The values of phase parameters obtained are close to values obtained in the original hot-deformed workpiece (аα = 0.29380 ± 0.00005 nm, сα = 0.46760 ± 0.00005 nm, с/а = 1.5914, Vα = 95%, аβ = 0.32130 ± ± 0.00005 nm, Vβ = 5%). In addition, the ratio of line intensity for α- and β-phases in diffraction patterns recorded from a sleeve material and an original workpiece are similar (see Fig. 3). It may be concluded that the phase composition of the original hot-deformed semiproduct during expansion did not undergo marked changes.
Measurement of Vickers hardness over a sleeve cross section showed that values of 215–238 HV are contained within the scatter of values obtained for the original hot-deformed workpiece, i.e., 209–245 HV, and the average hardness value for a sleeve (225 HV) is similar to the average value (229 HV) obtained for an original workpiece.
Similar macro- and microstructural conditions, phase composition, hardness characteristics of a sleeve and original semiproduct make it possible to conclude that the heating temperature for sleeve extrusion in a two-phase (α+β)-region does not exceed the temperature for the end of hot deformation of an original semiproduct, and as a result of this treatment the structure and phase composition are essentially unchanged compared with an original workpiece.
After expansion, mechanical treatment, and heating a sleeve was subjected to hot extrusion in a horizontal hydraulic pipe press with a force of 20 MN. Analysis of the five hot-extruded pipes obtained showed that in a transverse section of a pipe the macrostructure is quite uniform, it has grain size point 2 and in a number of cases points 2–3 on the scale of titanium alloy macrostucture [7]. A typical form of the macrostucture is given in Fig. 4a.

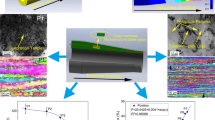
Pipe billet cross section macrostructure (a), microstructure in transverse (b, d, e) and longitudinal (c) sections of hot-extruded pipe: b, d) around pipe outer surface; e) around pipe inner surface.
The microstructure in different zones and sections of the hot-extruded pipe obtained is given in Fig. 4b. In a transverse section pipe, as also in a sleeve, the original β-phase grains have an irregular shape, but without defined anisotropy (Fig. 4b), but in this case compared with sleeve there is a reduction in cross section of these grains, apparently as a result of an increase in drawing factor during extrusion leading to a change in β-phase grain shape, and in fact extension in a pipe longitudinal section (Fig. 4c). In addition, compared with a sleeve grain boundary α-phase is hardly recorded (Fig, 4b), on the one hand, due to its breakdown during extrusion and, on the other hand, due to an increase extruded pipe cooling rate compared with a sleeve as a result of a reduction in working section, which makes it impossible for α-phase to separate over grain boundaries during cooling. The nature of the intra-granular structure may vary from the outer towards the inner surface of a pipe (Fig. 4d, e). For the outer pipe surface, in the course of extrusion there is greater development of breakdown and curvature of primary α-phase platelets, initially collected into bundles (see Fig. 4d).
At the inner surface of a specimen, selected from a hot-extruded pipe, in individual areas local regions are recorded within which typical β-transformation of the structure is observed, and within which α-phase platelets are almost undeformed and collected into bundles (Fig. 4e). Development of sections with a structure of this type indicates that during extrusion they experienced deformation warm-up to a temperature close to TPT, but since the volume of these areas is limited, it may be concluded that on the whole the temperature regime selected for extrusion may be selected in the two-phase α+β-region not leading to active β-grain growth.
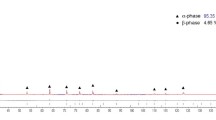
The phase composition of hot-extruded pipe was determined by x-ray structural analysis. Diffraction patterns recorded from different specimens selected from hot-extruded pipes have a similar form, and one of them is shown as an example in Fig. 5.

Example of hot-extruded pipe fractograms; recording in tangential direction (a) and typical position of an α-phase hexagonal prism with formation of a tangential texture (b).
Only lines for α- and β-phases are present in diffraction patterns. Calculation of lattice spacings for α- and β-phases, the volume fraction of β-phase in hot extruded pipe workpieces obtained showed that compared with a sleeve after expansion in pipe workpieces after hot extrusion the β-phase lattice spacing is somewhat greater (on average 0.3222 nm against 0.3215 nm in a sleeve), and this is greater by almost a factor of 3.6, which provides a more complete degree of β-solid solution decomposition in a pipe.
The average c/a parameter for α-phase in pipe workpiece specimens is 1.5908 and this lower than in a sleeve after expansion (1.5914). This also points to a more complete occurrence of diffusion processes in α-phase with slower sleeve wall cooling compared with the thinner of a hot-extruded pipe workpiece.
Comparative analysis of the intensity of α-phase lines diffraction patterns for pipe workpieces showed that the 002α line has the maximum intensity. As noted above, within a sleeve after expansion (see Fig. 2) the maximum intensity applies to the line 101α, and not line 002α. This indicates that after hot extrusion in a two-phase α + β region in a pipe workpiece there is formation of a tangential basal texture of α-phase (see Fig. 5b), when the basal plane (0001) in α-phase crystallites is predominantly orientated over the normal to the pipe longitudinal cross section plane. This agrees with published data [11], according to which extension during extrusion with a reduction in diameter of an original workpiece facilitates formation of a tangential basal texture.
The microstructure and texture of metal formed in pipes in the course of hot extrusion during specimen mechanical tests showed quite good ductility with satisfactory strength (calculated as a result of three tests) and hardness (calculated for twelve measurements over the pipe thickness in a transverse direction), see Table 1. The level of mechanical properties obtained may be provided by implementing subsequent cold rolling, which is used in the concluding stages for pipe preparation according to TREX technology.
Therefore, on the basis of the research performed it is possible to draw the following conclusions:
-
1)
similar macro- and microstructural states, phase composition, hardness properties of sleeves and original semiproduct, make it possible to conclude that the warm-up temperature for a sleeve during expansion did not exceed the temperature for the end of hot deformation of an original semiproduct in the two-phase α + β-region, and as a result of this treatment the structure and phase composition did not experience marked changes;
-
2)
the macrostructure of the hot-extruded pipe obtained is quite uniform through the cross section and no macro-defects are detected. Presence is recorded of predominant orientation of basal planes (0001) of α-phase in a tangential direction, typical during formation of a tangential basic structure in pipe workpieces of Ti–3Al–2.5V alloy;
-
3)
analysis of data for changes in the microstructure through the cross section showed that the pipe specimens studied during extrusion did not experience deformation warm-up in the single phase β-region, although some warm-up above the original heating temperature under deformation occurred, and this warm-up was greater at the inner surface due to less heat removal compared with the outer surface;
-
4)
hot extrusion of the recommended temperature range provided in hot-deformed pipes of Ti–3Al–2.5V alloy a set
-
1.
of mechanical properties [12] required for carrying out subsequent hot rolling, used in the concluding stages for preparing pipes by TREX technology.
The work was carried out in accordance with Program No. 211 of the RF Government for support of leading Russian universities in order to increase their competitiveness (No. 02.A03.21.0006).
References
R. Boyer, G. Welsch, and E. W. Collings (eds.), Materials Properties Handbook: Titanium Alloys, ASM Int., The Material Information Society (1994).
A. A. Il’in, E. A. Kolachev, and I. S Pol’kin, Titanium Alloys. Composition, Structure, Properties: Handbook, VILS–MATI, Moscow (2009).
I. V. Levin, V. G. Smirnov, and I. V. Babenkova, “Improvement of TREX manufacturing technology and pipes of titanium alloys for highly-loaded systems,” Proc. Int. Conf. Ti-2006 in CIS, Naukova Dumka, Kiev (2006), pp. 175–180.
Ya. I. Kosmatskii, E. A. Filyaeva, N. V. Fokin, and K. Yu. Yakovleva, “Determination of the production possibilities fo preparing a new form of seamless TREX pipes of Ti–3Al–2.5V alloy,” Kach. Obrab. Mater., No. 2(6), 15–22 (2016).
A. G. Illarionoiv, Ya. I. Kosmatskii, E. A. Filyaeva, et al., “Experimental determination of temperature parameters for evaluating the possibility of preparing hot extruded pipes of Ti–3Al–2.5V alloy,” Metallurg, No. 9, 82–87 (2016).
Ya. I. Kosmatskii, N. V. Fokin, E. I. Filaeva, et al., “Study of the deformation capacity of Ti–3Al–2.5V alloy and evaluation of the production possibilities of preparing hot-extruded pipes from it,” Titan, No. 2(52), 18–22 (2015).
S. G. Galzunov and V. A. Kolachev, Titanium Alloy Metallography, Metallurgiya, Moscow (1980).
H. M. Rietveld, “A profile refi nement method for nuclear and magnetic structures,” J. Appl. Crystallogr., No. 2, 65–71 (1969).
L. A. Nikol’skii, S. Z. Figlin, V. V. Boitsov, et al., Hot Stamping and Extrusion of Titanium Alloys, Mashinostroenie, Moscow (1975).
U. Tsvikker, Titanium and Its Alloys, Mir, Moscow (1979).
C. E. Forney and S. E. Meredith, Ti–3Al–2.5V Seamless Tubing Engineering Guide, Sandvik Special Metals Corp., Kennewick, Wash., USA (1990), 3rd ed.
Ya. I. Kosmatskii, B. V. Barichko, E. A. Filyaeva, and K. Yu. Yakovleva, “Study of the effect of degree of cold deformation and change in mechanical properties of Ti–3Al–2.5V alloy,” Titan, No. 4, 39–44 (2016).
Author information
Authors and Affiliations
Additional information
Translated from Metallurg, No. 4, pp. 70–75, April, 2018.
Rights and permissions
About this article

Cite this article
Pyshmintsev, I.Y., Kosmatskii, Y.I., Filyaeva, E.A. et al. Alloy Ti–3Al–2.5V Hot-Extruded Pipe Metal Structure and Properties. Metallurgist 62, 374–379 (2018). https://doi.org/10.1007/s11015-018-0671-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-018-0671-5