
The structural state and mechanical properties of cold-rolled steel of strength class 340 MPa or grade HC340LA of the current production, annealed in bell-type furnaces, were examined on the metals of eight industrial melts. The results demonstrate the expediencies of using an economical alloying and microalloying system and optimizing the technologies for smelting, hot and cold rolling, and recrystallization annealing of steel.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Cold-rolled high-strength low-alloy automotive sheet steels are currently leading among the existing types of high-strength sheet automotive steels in terms of production and consumption in automotive engineering and several other branches of technology and industry [1]. Indicators of their properties and quality are set at all stages of treatment and steel processing. However, their final form is established at the stage of recrystallization annealing [1,2,3,4,5,6]. Therefore, this work aimed to analyze the evolution patterns of the structure and mechanical characteristics of hot-rolled steel, studied in detail in [7], during subsequent operations of cold rolling, annealing in bell-type furnaces, and temper rolling.
The study object was metal samples taken from batches of current-produced HC340LA cold-rolled steel annealed in bell-type furnaces from steels of eight different melts. The interval of change in the chemical composition of the samples was C 0.01 wt.%, Mn 0.03 wt.%, Si 0.034 wt.%, P 0.006 wt.%, S 0.004 wt.%, Cr 0.02 wt.%, Ni 0.00 wt.%, Cu 0.01 wt.%, Al 0.012 wt.%, Ti 0.00 wt.%, V 0.004 wt.%, N 0.001 wt.%, Nb 0.004 wt.%, B 0.0001 wt.%, and Ca 0.0018 wt.%.
Cold-rolled steel was made from hot-rolled steel, whose structural state characteristics and properties were studied in detail in [7], via surface etching and cold rolling with an average reduction of 52.9%. The range of changes in the technological parameters of the cold-rolled steel annealing in bell-type furnaces and temper rolling is presented below:
Heating time, h | 19 |
Holding time at T exposure, h | 15 |
Cooling time under heating hood up to 600°, h | 8.5 |
Total processing time in bell-type furnaces, h | 11 |
Exposure T, °C | 20 |
Furnace type | Stalproekt, LOI |
Degree of temper rolling, % | 0.04 |
The data indicate that the chemical composition, modes of cold rolling and temper rolling of cold-rolled steel, dimensional characteristics of cold-rolled steel (thickness 1.2–1.6 mm, width 970–1110 mm), and weight of rolls (16.26–20.77 tons) are rather close. At the same time, the parameters of the recrystallization annealing mode in bell-type furnaces varied over a rather wide range, especially in terms of the heating duration (6 to 23 hours), holding at an annealing temperature (16 to 31 hours), and processing in a bell-type furnace (40 to 51 hours) (vide ante).
The samples of annealed cold-rolled steel were taken from the beginning, middle, and end of the strips wound into a roll to assess the effect of metal non-uniform heating on the properties of the resulting metal. The study on the scanning electron microscopy, local X-ray spectral analysis of the characteristics of non-metallic inclusions, and phase precipitates showed results close to those presented in [7] for hot-rolled steel. This similarity indicates a low degree of their evolution at the stage of cold-rolled steel production.
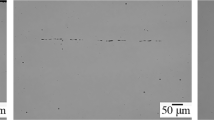
The results of the study on the cold-rolled steel microstructure by light microscopy using a NEOPHOT 21 microscope are presented in Table 1 and Fig. 1.

Microstructure of cold-rolled steel of the batches under study, × 400.
Table 1 and Figure 1 demonstrate that the resulting cold-rolled steel has a small grain size (generally less than 5 μm), which should have a significant effect on steel hardening. For batches of rolled products 1, 2, 5, and 6, annealed in the furnace of Stalproekt at 680°C, the grain size superiority in the samples of rolled products taken from the middle of the strip is mainly characteristic, which indicates a great degree of preservation of the structural inhomogeneity inherited from hot-rolled steel. Based on the results of [7], hot-rolled steel is characterized by a significant heterogeneity of the structure over the cross-section of the rolled product with its significantly greater dispersion near the surface as compared to that in the axial zone of the rolled product. This condition is especially distinctive for rolled products of batches 5 and 6 (Table 1), which had a significantly shorter duration (19 hours) of isothermal holding at the annealing temperature, compared to 31 hours for batches 1 and 2. This result is associated with the lower heating of the internal turns of the strip in a roll than that of external ones. Hence, the annealing mode of rolled products of batches 1 and 2, despite the short total duration, is highly effective for achieving the structural homogeneity of the metal. The rolled products of batches 3, 4, 7, and 8 were subjected to recrystallization annealing in LOI furnaces at 700°C under similar modes, with the duration of slow cooling under the bell increasing to 12 hours, except for a slightly longer duration (14.5 hours) of the batch 3 annealing. The rolled stock of this batch has a larger grain size as compared to others. This indicates the collective recrystallization and inexpediency of increasing the annealing time.
The results of testing the mechanical properties of cold-rolled steel on a HECKERTFP-100/1 tensile testing machine according to GOST 11701-84 are presented in Table 2.
The data in Table 2 are in good agreement with the results of the acceptance tests of the mechanical properties of rolled products at the Novolipetsk Iron and Steel Plant [7], although slightly lower values were obtained for relative elongation. In contrast to the Novolipetsk Iron and Steel Plant data, for rolled products of batches 1 and 2, close values of strength properties and relative elongation were obtained, which, compared to the rolled products of other batches, has a maximum value. The rolled stock of batches 5 and 6, on the contrary, has minimal values of relative elongation, apparently due to the incomplete development of recrystallization processes as a result of a shorter duration of isothermal exposure during the annealing of rolled stock. This finding is consistent with the results of structural studies. For rolled batches 1, 5, and 6, synchronously with the change in the grain size, the strength characteristics for the strip middle have minimum values compared to the values at its beginning and end. For other batches of cold-rolled steel, the change in mechanical properties along the strip is less significant, and there is no regular decrease in strength properties from the beginning to the end of the strip, as in the case of hot-rolled strips [7]. The rolled stock of batch 3 has lower relative elongation values compared to the rolled products of other batches 4, 7, and 8, which were subjected to recrystallization annealing in LOI furnaces. This outcome is apparently due to the uneven grain size as a result of the collective recrystallization.
In particular, there is a significant difference in the microstructure and mechanical properties of the initial hot-rolled products [7] and obtained cold-rolled products. Hot-rolled steel is characterized by a structure that is uneven in the cross-section with a grain size up to number 14 according to GOST 5639-82 and yield strength of 495–540 MPa. Meanwhile, for cold-rolled steel, the grain number is 12, and the yield strength is 360– 400 MPa (Table 2). Therefore, the achievement of the required structural state and properties of cold-rolled steel grade HC340LA according to EN 10268 requires long-term recrystallization annealing in bell-type furnaces at high temperatures of 680–700°C, which is associated with significant costs. Moreover, even long-term annealing at 680°C does not completely eliminate the structural inhomogeneity of the metal, which was set at the stage of hot rolling.
For all the batches of the rolled products studied, the strength properties are close to the middle or even to the upper limit of the requirements of EN 10268 for steel grade HC340LA, which indicates the possibility of using economical alloying. This conclusion is also supported by the following circumstance. The rolled products of all batches are characterized by a small grain size, usually less than 5 microns, which determines the predominant contribution to the strength characteristics of grain boundary strengthening. Moreover, the contribution of precipitation hardening is extremely small. This finding was confirmed by the results of a study by transmission electron microscopy using a JEM200CX electron microscope, which revealed the absence or a small amount of nanosized carbonitride precipitates. This also indicates the low efficiency of vanadium microalloying, which is consistent with the data of several studies [2, 8, 9]. Therefore, the exclusion of vanadium from the steel composition, increase of the content of niobium only to a small extent (up to 0.035–0.045%), or the use of additional microalloying with titanium and without niobium are advisable.
Based on the results of other works [9, 10], the strength characteristics of cold-rolled steel corresponding to a strength class of 340 MPa, or steel grade HC340LA, can be provided with a larger grain size than that obtained, in the case of increased precipitation hardening as a result of the formation of nanosized carbide (carbonitride) precipitates and, possibly, the use of other steel hardening mechanisms. The use of complex precipitation of cementite on the surface of manganese sulfide and complex inclusions of the aluminum–magnesium spinel and manganese sulfide are the most promising and economically feasible among them [10,11,12]. Moreover, this case corresponds to the vector of development of modern metallurgical technology, that is, a constant decrease in the content of oxygen and sulfur in mass high-quality steels, including the HC340LA grade [13]. Therefore, inclusions based on the aluminum–magnesium spinel have become one of the most representative types of inclusions. Due to iso-structuralism, MnS and then cementite can be deposited on their surface [12,13,14]. Such complex inclusions (precipitation), consisting, in fact, of impurities, are capable of significant steel strengthening even to a level above the requirements of the 340 MPa strength grade or the HC340LA grade. However, to date, such a promising mechanism has not been implemented in the world, apparently due to the sensitivity to many parameters of the through-steel production technology. However, the intensive development of digital technologies encourages research in this direction to maintain leadership or at least parity in the world.
Nonetheless, microalloying of steel with titanium has been understudied and is not used to a full extent, despite its significant economic advantages over niobium and vanadium. This reason resulted in an intensive increase in the number of studies aimed at the development of high-strength low-alloy automotive sheet steels microalloyed with titanium (e.g., [8, 15,16,17]). In addition to reducing production costs, this study enables to significantly improve hard-to-combine indicators of strength, ductility, and other service properties of steel [17].
Thus, the investigated technology for the production of HC340LA cold-rolled products allows a significant degree of optimization. First, steel with unreasonably high contents of alloying and microalloying components, as well as carbon, and vice versa, and low sulfur content is used, which requires additional costs for desulfurization. After hot rolling, a rolled stock with strength characteristics that significantly exceed the requirements for the HC340LA grade and an uneven, finely dispersed, often striped microstructure are obtained. This condition complicates cold rolling and requires additional energy costs. Cold-rolled steel stock is also produced with low rolling reductions of 52.9% on average, which can lead to additional structural inhomogeneity. To bring the characteristics of the structure and properties in line with the requirements for the HC340LA grade, long-term annealing in bell-type furnaces, at high temperatures, is required, which is also associated with significant costs. The level of properties of the resulting metal is equal to or higher than half of the brand requirements, which makes it difficult for the consumer to process the rolled products. Finally, the result is not predictable when the requirements for ductility, formability, corrosion resistance, cold resistance, and other service properties of rolled products are strengthened.
CONCLUSIONS
In connection with the above findings, the considered technology should be elaborated in the following main areas:
– Justified choice of the optimal microalloying system with niobium and/or titanium
– Reduction of manganese and carbon contents and regulation of sulfur content, for example, within the range of 0.010–0.015%
– Optimization of the technology of smelting and hot rolling of steel, depending on the chosen system of its alloying and microalloying
– Optimization of hot and cold rolling technology and steel recrystallization annealing, depending on the chosen system of its alloying and microalloying
References
E. Kh. Shakhpazov, A. I. Zaitsev, I. G. Rodionova, and G. V. Semernin, “Key fields of development of metallurgical technology to meet the increasing requirements for steel quality,” Elektrometallurgiya, No. 2, 2–12 (2011).
Z. Liu, R. O. Olivares, Y. Lei, C. I. Garcia, and G. Wang, “Microstructural characterization and recrystallization kinetics modeling of annealing cold-rolled vanadium microalloyed HSLA steels,” J. Alloys Compd., 679, 293–301 (2016).
C. Fang, C. I. Garcia, S.-H. Choi, and A. J. DeArdo, “A study of the batch annealing of cold-rolled HSLA steels containing niobium or titanium,” Metall Mater.Ttrans. A, 46A, 3635–3645 (2015).
T. Ogawa, “Ferrite recrystallization and austenite formation at the early stage of annealing in cold-rolled low-carbon steels,” Int. J. Mech. Mater. Eng., 10, No. 22, 1–7 (2015).
S. S. Gorelik, S. V. Dobatkin, and L. M. Kaputkina, Recrystallization of Metals and Alloys [in Russian], MISiS, Moscow (2005).
R. K. Singh, R. Sudharshan, P. K. Mehta, M. Chandrawanshi, and D. Mishra, “Optimization of annealing stack using design of experiment method in Batch Annealed HSLA Steel,” Mater. Today: Proc., 5, 7055–7060 (2018).
A. I. Zaitsev, A. I. Dagman, A. B. Stepanov, and A. V. Koldaev, “Investigation of the principles of creating an effective technology for the production of cold-rolled high-strength low-alloy steels with high and stable properties with reduced costs. Part 1. Hot-rolled steel,” Metallurg, No. 3, 13–21 (2022).
I. Kapoor, Y. Lan, A. Rijkenberg, G. West, Z. Li, and V. Janik, “Correlative analysis of interaction between recrystallization and precipitation during sub-critical annealing of cold-rolled low- carbon V and Ti-V bearing microalloyed steels,” Mater. Sci. Eng.: A, 785, 139381 (2020).
N. A. Arutyunyan, A. I. Zaitsev, and O. N. Baklanova, “Study of the principles of creating steels for obtaining high-strength, reliable products by hot die forging,” Metallurg, No. 11, 55–61 (2014).
I. N. Chirkina, Improving the Properties of Cold-Rolled High-Strength Low-Alloy Steels by Controlling Structure Formation during Recrystallization Annealing in Bell-Type Furnaces, Thesis Paper of PhD in Technical Sciences, CNIIchermet im. I. P. Bardina, Moscow (2014).
A. I. Zaitsev, I. G. Rodionova, N. G. Shaposhnikov, B. M. Mogutnov, S. F. Dunaev, P. A. Mishnev, and R. R. Adigamov, “Development of scientific foundations for effective technologies for the production of cold-rolled high-strength low-alloy steels by controlling the type, quantity, and morphology of non-metallic excess phase precipitation,” Problemy Chern. Metallurg. Metalloved., No. 1, 75–85 (2012).
A. I. Zaitsev, V. S. Kraposhin, I. G. Rodionova, G. V. Semernin, and A. S. Talis, Complex Non-Metallic Inclusions and Properties of Steel [in Russian], Metallurgizdat, Moscow (2015).
A. I. Zaitsev, “Prospective directions for development of metallurgy and materials science of steel,” Pure Appl. Chem., 89, No. 10, 1553–1565 (2017).
A. I. Zaitsev, A. V. Koldaev, N. A. Arutyunyan, N. G. Shaposhnikov, and S. F. Dunaev, “Complex nonmetallic inclusions formed in billets heated for rolling and characteristics of structural steels,” Met. Sci. Heat Treat., 58, No. 11, 697–703 (2017).
X. Huo, X. Mao, and S. Lu, “Effect of annealing temperature on recrystallization behavior of cold rolled Ti-microalloyed steel,” J. Iron Steel Res, Int., 20, 105–110 (2013).
J. Cai, Y. Chen, G. Feng, D. Huang, H. Jiang, W. Tian, L. Wang, and K. Wen, Pat. CN 107739993(A), Production Method of Electrogalvanized High-Strength Low-Alloy Steel Plate HC340LA+ZE for Automobile, Publ. 02/27/2018.
H. Li, T. Li, Z. Liu, and Z. Zhang, Pat. CN 107587052 (A), Cold-Rolled High-Strength Steel Used for Automobile Structural Member and Manufacture Method of Cold-Rolled High-Strength Steel, Publ. 01/16/2018.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 66, No. 4, pp. 11–17, April, 2022. Russian DOI https://doi.org/10.52351/00260827_2022_04_11.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zaitsev, A.I., Dagman, A.I., Stepanov, A.B. et al. Creation of an Effective Technology for the Production of Cold-Rolled High-Strength Low-Alloy Steels with High and Stable Properties. Part 2. Cold-rolled Products. Metallurgist 66, 359–367 (2022). https://doi.org/10.1007/s11015-022-01337-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-022-01337-8