
In this research, the structural state and mechanical properties of nine pilot batches of HC340LA cold-rolled steel, annealed in bell-type furnaces from the steel of two melts of different compositions using Nb or Ti microalloying, were studied. From the obtained results, the uniformity and stability of the structure and properties of rolled products were significantly improved both in each pilot batch and in the transition from batch to batch compared with those of mass-produced cold-rolled steel grade HC340LA while reducing costs. Methods for further improving the efficiency of the integrated technology for the production of HC340LA rolled products according to EN 10268 were determined.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Cold-rolled high-strength low-alloy auto sheet steels currently rank first among the existing types of high- strength auto sheet steels in terms of production and consumption in automotive engineering and several other branches of technology and industry [1]. The resulting indicators of their properties and quality are specified at all stages of treatment and steel processing. However, they acquire their final form at the recrystallization annealing stage [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17].
Therefore, this work aimed to analyze the regularities of the evolution of the structure and the complexities of the mechanical characteristics of cold-rolled steel produced from hot-rolled steel, studied in detail in [18], during annealing in bell-type furnaces and subsequent skin-pass rolling.
Materials and Methods
The objects under study were metal samples taken from the beginning and middle of nine strips (batches) of cold-rolled steel grade HC340LA annealed in bell-type furnaces from the steel of two pilot melts of different compositions using niobium (Nb) or titanium (Ti) microalloying (Table 1).
According to Table 1, the Nb-microalloyed steel of melt No. 1 has higher contents of Mn, Al, and N at a lower C concentration than those of the steel of melt No. 2 microalloyed with Ti.
Cold-rolled steel was made from hot-rolled semifinished products of nine batches (strip 2.7 mm thick, 1264 mm wide), the structural state and property characteristics of which were analyzed in detail in [18] through surface etching and cold rolling into strips 1 mm thick and 1200 mm wide. Batches No. 1–4 were produced from the Nb-microalloyed steel of melt No. 1, whereas batches No. 5–9 were produced from the Ti-microalloyed steel of melt No. 2. Cold-rolled strips (batches) wound into a coil were subjected to recrystallization annealing in bell-type furnaces at 650°C and skin-pass rolling with a relative reduction of 1.49–1.50%. The actual temperature regime of annealing in bell-type furnaces during the production of batches of cold-rolled steel grade HC340LA is presented in Fig. 1.

Specified and actual temperature regimes of annealing in a bell-type furnace of batches of cold-rolled steel Nos. 1–4.
Samples of annealed cold-rolled steel were taken from the beginning and middle of the strips wound into a coil to assess the effect of the metal nonuniform heating on the resulting microstructure and property indicators. Light microscopy methods were used on a NEOPHOT 21 microscope to study the microstructure of cold- rolled steel, and mechanical properties were determined on an INSTRON-150LX tensile strength testing machine following GOST 11701-84.
Results and Discussion
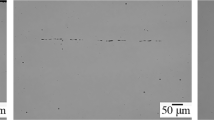
Study of the Metallurgical Quality of Steel. The microstructure of the cold-rolled steel of the pilot batches is finely dispersed, with no significant grain size inhomogeneity identified. Typical views of the microstructures on the examples of batches No. 2 and No. 8 are presented in Figs. 2 and 3.

Microstructure of cold-rolled steel batch No. 2.

Microstructure of cold-rolled steel batch No. 8.
The results of the estimation of the grain size of cold-rolled steel of the pilot batches are presented in Table 2.
According to Table 2, the grain size of cold-rolled steel varied little along the strip length, especially in the case of steel microalloyed with Nb (batches No. 1–4). This indicates a stable determination of the metal structural state as the inner turns in the coil (the strip middle) heat up much more slowly than do the outer ones. This also indicates the completeness of recrystallization and the possibility of a further decrease in the temperature of recrystallization annealing in bell-type furnaces. The following circumstance also supports this conclusion. For hot-rolled semifinished products, especially batches made of steel microalloyed with Nb, the presence of significant structural inhomogeneity and grain size inhomogeneity with a grain size near the surface smaller than that in the axial zone of the rolled products was established [18]. Nevertheless, the cold-rolled steel produced from these batches has a completely homogeneous structure. Meanwhile, in cold-rolled steel grade HC340LA, produced according to NLMK’s traditional technology, the structural inhomogeneity specified at the stage of production of hot-rolled semifinished products was preserved to a certain extent despite the significantly (30– 50°C) higher annealing temperatures in bell-type furnaces [19, 20]. Generally, the grain size of cold-rolled steel is slightly larger than the grain size of hot-rolled semifinished products [18], indicating the possibility of increasing the temperature of the end of rolling in the production of hot-rolled steel to 870–880°C. This will lead to some increase in grain size while maintaining or even increasing the strength properties of hot-rolled steel, according to results obtained previously [18]. This circumstance creates conditions for using an even more economical alloying system and lowering the annealing temperature due to the proximity of the structures of hot- rolled semifinished products and cold-rolled steel.
Table 3 presents the results of the determination of the mechanical properties of cold-rolled steel of the pilot batches.
According to Table 3, the mechanical properties of cold-rolled steel of the pilot batches comply fully with the requirements of EN 10268 for steel grade HC340LA. The difference in the obtained indicators of the mechanical properties of the rolled samples taken from different parts of the strips and different batches is insignificant in the absence of any regular trend in its alteration. This, together with the data in Table 2, indicates a high degree of uniformity of the structure and properties of the rolled products, both in each batch, and in the transition from one batch to another. For batches of cold-rolled steel microalloyed with Ti, a slightly higher level of strength properties was obtained, relating mainly to the upper half of the range of EN 10268 requirements for steel grade HC340LA, than that for batches of steel microalloyed with Nb.
Generally, the level of strength properties of the rolled products of grade HC340LA pilot batches is comparable with the indicators of rolled products obtained using traditional technology [19, 20]. However, the resulting grain size is larger, indicating a more efficient implementation of the precipitation hardening mechanism. The steel compositions of the pilot melts are characterized by a much more economical alloying system compared with the composition of HC340LA rolled products produced commercially by NLMK, where the manganese content is significantly reduced (about 30%) and the microalloying of V is excluded. In microalloyed Nb steel, its content corresponds practically to the upper limit of its content in mass-produced steel. Meanwhile, microalloyed Ti steel contains no expensive microalloying elements V and Nb. The resulting hot-rolled semifinished products have significantly (by 50 MPa) lower strength properties than those of mass-produced steel [18, 19], which reduces energy costs during hot and cold rolling. Finally, the proximity of the microstructures of hot-rolled semifinished products [18] and cold-rolled steel enabled the reduction of the annealing temperature in bell-type furnaces by 30–50°C and, accordingly, reduced costs.
Thus, several new significant scientific, and technical results have been obtained. According to the developed technology, producing cold-rolled steel grade HC340LA with improved structural state and property indicators while reducing costs is possible from economically alloyed steel microalloyed with Nb or Ti. The possibility of microalloying steel with Ti instead of Nb has been established, which is expedient from technical and economic points of view. Directives for further technological improvement have been formulated.
Thus, the data obtained and the results of detailed studies of the structure and properties of hot-rolled semifinished products and cold-rolled steel of grade HC340LA according to EN 10268 [18,19,20] show that the developed production technology can be adjusted to further improve the quality of metal products while reducing costs. It should be aimed at optimizing steel chemical compositions to reduce the concentration of manganese to 0.5–0.6% when microalloying with Nb and 0.45–0.55% when microalloying with Ti and that of Nb to 0.032–0.045% and at regulating higher sulfur contents up to 0.10–0.15%, which should reduce desulfurization costs.
When smelting, ladle processing, and continuously casting steel, the content of nonmetallic inclusions must advizably not exceed 1.0–1.5 points according to GOST 1778 and conditions for the formation of globular sulfide precipitates during rolling must be provided. For this purpose, when billets are heated for hot rolling, conditions for the dissolution of a larger proportion of manganese sulfide precipitates must be created to form subsequently dispersed sulfide precipitates during rolling.
In the case of Nb microalloying, lower temperatures than the current level (at least not more than 1050– 1070°C) must be used for the beginning of rolling in the finishing group of stands and the end of rolling in the roughing group of stands to obtain a uniform structure of hot-rolled steel. In the case of Ti microalloying, even higher values are possible.
An important method for further improving the efficiency of the HC340LA steel production technology according to EN 10268 is increasing the temperature of the end of hot rolling to 870–880°C, which causes an increase in the grain size of hot-rolled semifinished products while maintaining or even increasing strength characteristics as a result of an even more significant contribution of precipitation hardening. This enables the reduction of the annealing temperature in bell-type furnaces to an even greater extent to 600–620°C while improving their mechanical properties as a lower annealing temperature at a full degree of recrystallization can exclude the occurrence of secondary recrystallization and the growth of carbonitride precipitates that control precipitation hardening. Thus, in the future, proceeding to an even more economical alloying system is possible.
Conclusion
From the results of the study of the structural state and mechanical properties of nine pilot batches of coldrolled steel grade HC340LA, annealed in bell-type furnaces, from the steel of two melts of different compositions using Nb or Ti microalloying, the following conclusions can be drawn.
The grain size of cold-rolled steel varied little along the strip length, especially in the case of alloying microalloyed steel with Nb, indicating a stable structural state of the metal. The difference in the mechanical properties of the rolled samples taken from different sections of the strips and different batches was insignificant and indicated considerably improved degrees of uniformity and stability of the structure and properties of rolled products, both in each pilot batch and in the transition from batch to batch, compared with commercially available HC340LA cold rolled steel.
Several new significant scientific and technical results were obtained. According to the developed technology, cold-rolled steel grade HC340LA with improved structural state and property indicators could be produced from economically alloyed steel microalloyed with Nb or Ti while reducing costs. The possibility of microalloying steel with Ti instead of Nb was revealed, which is expedient from technical and economic points of view. Directions for further improving the efficiency of the integrated technology for the production of rolled products from HC340LA steel according to EN 10268 were formulated:
-
Optimization of the chemical composition of steel to reduce the concentration of manganese to 0.5– 0.6% when Nb microalloying and to 0.45–0.55% when microalloying with Ti and that of Nb to 0.032– 0.045% and regulate higher sulfur contents to 0.10–0.15%, which reduces the cost of desulfurization;
-
Obtaining the content of nonmetallic inclusions no more than a score of 1.0–1.5 according to GOST 1778;
-
Ensuring the formation of globular sulfide precipitates during rolling;
-
Limiting the end-of-rolling temperature in the roughing group of stands to a level not exceeding 1050– 1070°C during Nb microalloying to obtain a uniform structure of hot-rolled semifinished products;
and
-
Increasing the temperature of the end of hot rolling up to 870–880°C.
References
E. Kh. Shakhpazov, A. I. Zaitsev, I. G. Rodionova, and G. V. Semernin, “Key directions of development of metallurgical technology to satisfy the increasing requirements for steel quality,” Elektrometallurgiya, No. 2, 2–12 (2011).
Z. Liu, R. O. Olivares, Y. Lei, C. I. Garcia, and G. Wang, “Microstructural characterization and recrystallization kinetics modeling of annealing cold-rolled vanadium microalloyed HSLA steels,” J. Alloys Compd., 679, 293–301 (2016).
C. Fang, C. I. Garcia, S.-H. Choi, and A. J. DeArdo, “A study of the batch annealing of cold-rolled HSLA steels containing niobium or titanium,” Metall. Mater. Trans. A., 46A, 3635–3645 (2015).
T. Ogawa, “Ferrite recrystallization and austenite formation at the early stage of annealing in cold-rolled low-carbon steels,” Int. J. Mech. Mater. Eng., 10, No. 22, 1–7 (2015).
S. S. Gorelik, S. V. Dobatkin, and L. M. Kaputkina, Recrystallization of Metals and Alloys [in Russian], MISiS, Moscow (2005).
R. K. Singh, R. Sudharshan, P. K. Mehta, M. Chandrawanshi, and D. Mishra, “Optimization of annealing stack using design of experiment method in Batch Annealed HSLA Steel,” Materials Today: Proc., 5, 7055–7060 (2018).
B. N. Arzamasov, V. I. Makarova, G. G. Mukhin et al., Materials Science [in Russian], textbook for higher education, under the general editorship of B. N. Arzamasov, G. G. Mukhin, MGTU im. N. E. Baumana, Moscow (2008).
M. Janosek, I. Schindler, V. Vodarek, J. Palat, S. Rusz, P. Suchanek, M. Ruzicka, and E. Mistecky, “Microstructure and mechanical properties of cold rolled, annealed HSLA strip steels,” Arch. Civ. .Mech. Eng., 7, No. 2, 29–38 (2007).
M. Masoumi, C. C. Silva, I. A. Lemos, L. F. G. Herculano, and H. F. G. Abreu, “Role of crystallographic textures on failure behavior in HSLA grade-420 steel during cold rolling,” J. Mater. Eng. Perform., 26, No. 4, 1531–1539 (2017).
A. V. Nokhrin, Yu. G. Lopatin, A. V. Piskunov, V. N. Chuvildeev, and E. S. Smirnova, Study of Recrystallization Processes During Annealing of Heavily Deformed Fine-Grained Metals [in Russia], Nizhegorodskiy Gos. Univ., N. Novgorod (2016).
T. Ogawa, K. Sato, H. Dannoshita, K. Maruoka, and K. Ushioda, “Role of Nb on microstructural evolution during intercritical annealing in low-carbon steels,” ISIJ Intern., 56, No. 12, 2290–2297 (2016).
T. Ogawa, H. Dannoshita, K. Maruoka, and K. Ushioda, “Microstructural evolution during cold rolling and subsequent annealing in low-carbon steel with different initial microstructures,” J. Mater. Eng. Perform., 26, No. 8, 3821–3830 (2017).
A. Karmakar, M. Mandal, A. Mandal, MD. SK. Basiruddin, S. Mukherjee, and D. Chakrabarti, “Effect of starting microstructure on the grain refinement in cold-rolled low-carbon steel during annealing at two different heating rates,” Metall. Mater. Trans. A., 47, 268–281 (2016).
I. N. Chirkina, Improving the Properties of Cold-Rolled High-Strength Low-Alloy Steels by Controlling Structure Formation During Recrystallization Annealing in Bell-Type Furnaces [in Russian], PhD in Engineering thesis paper, TsNIIchermet im. I. P.Bardina, Moscow (2014).
S. G. Hong, H. J. Jun, K. B. Kang, and C. G. Park, “Evolution of precipitations in the Nb–Ti–V microalloyed HSLA steels during reheating,” Scr. Mater., 48, 1201–1206 (2003).
X. Huo, X. Mao, and S. Lu, “Effect of annealing temperature on recrystallization behavior of cold rolled Ti-microalloyed steel,” J. Iron Steel Res. Int., 20, 105–110 (2013).
I. Kapoor, Y. Lan, A. Rijkenberg, G. West, Z. Li, and V. Janik, “Correlative analysis of interaction between recrystallization and precipitation during sub-critical annealing of cold-rolled low-carbon V and Ti–V bearing microalloyed steels,” Mater. Sci. Eng.: A., 785 (2020).
A. I. Zaitsev, A. I. Dagman, A. V. Koldaev, A. B. Stepanov, and D. A. Kovalev, “Justification of the production technology efficiency for low-alloy steels with improved properties and quality at low-cost. Part 1. Hot-rolled products,” Metallurg, No. 2, 19–26 (2023).
A. I. Zaitsev, A. I. Dagman, A. B. Stepanov, A. V. Koldaev, and D. A. Kovalev, “Creation of an effective technology for the production of cold-rolled high-strength low-alloy steels with high and stable properties. Part 1. Hot-rolled products,” Metallurgist, 66, No. 3–4, 243–254 (2022).
A. I. Zaitsev, A. I. Dagman, A. B. Stepanov, A. V. Koldaev, and M. E. Orechov, “Creation of an effective technology for the production of cold-rolled high-strength low-alloy steels with high and stable properties. Part 2. Cold-rolled products,” Metallurgist, 66, No. 3–4, 359–367 (2022).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 67, No. 3, pp. 13–18, March, 2023. Russian https://doi.org/10.52351/00260827_2023_03_13.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zaitsev, A.I., Dagman, A.I., Koldaev, A.V. et al. Justification of the Production Technology Efficiency for High-Strength, Low-Alloy Steels with Improved Properties and Quality at Low-Cost. Part 2. Cold-Rolled Products. Metallurgist 67, 265–272 (2023). https://doi.org/10.1007/s11015-023-01513-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-023-01513-4