
Abstract
In this paper, a sol-spray pyrolysis route was employed to fabricate (Cs, Ba)-hollandite ceramic waste forms. The high-phase purity (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 (0 ≤ x ≤ 0.4) ceramics were synthesized at 1050 °C using the produced powders by sol-spray pyrolysis. The results show that all samples show tetragonal hollandite with rod morphology. Additionally, the sintered (Cs, Ba)-hollandite ceramics exhibit a good chemical durability. The normalized release rates of Cs and Ba were < 10−2 g m−2 d−1 after 14 days. These results indicate that hollandite ceramics are promising candidate for immobilizing radioactive cesium.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Hollandites with general formula A2B8O16 have long been consider as possible hosts for immobilization of radioactive cesium because of their high chemical durability, good thermal stability and high radiation resistance [1,2,3]. Due to excellent structural tolerance, hollandite-type oxides can accommodate larger A+ or A2+ cations (Rb+, Cs+ and Ba2+) at A-site, while the B-site is occupied by tri- and tetra-valent cations such as Al3+, Fe3+, Ti3+ and Ti4+ etc. [4, 5]. Moreover, the charge compensation in hollandite lattice could be achieved through reduction of Ti4+ to Ti3+ [6], suggesting that the hollandite ceramics are a promising host for immobilizing radioactive Cs.
Various techniques have been employed to fabricate high quality hollandite ceramics, such as hot-pressure sintering, melting process and sol–gel method, etc. Unfortunately, some key problems should be solved in these methods. For instance, a higher pressure of about 40 Mpa is required in hot pressing sintering [7]. On the other hand, a higher temperature of above 1500 °C is requested in the melting process [8]. Last but not least, the pH and ageing time need to be controlled by using the sol–gel method [9]. Comparing with the shortages in these methods, spray pyrolysis (SP) has its own priorities in continuous, simple and inexpensive characteristics [10, 11]. Powders with uniformly homogeneity and good dispersity were prepared by atomizing a precursor solution with SP technology [12,13,14]. It indicates that the high quality hollandite ceramics are expected to be synthesized using the generated powders by SP at a lower sintering temperature for immobilizing volatile radioactive cesium.
In our present work, the high purity (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 ceramics were synthesized firstly from powder prepared by a spray pyrolysis process. Then substitution effects of Ba2+ for Cs+ on the crystalline phase, morphology and chemical durability of the as-prepared (Cs, Ba)-hollandite samples were investigated in details. Finally, a summary of the study is given.
Experimental procedures
Materials preparation
A homemade spray pyrolysis system was employed to prepare primary hollandite powders. The self-assembly SP equipment mainly included an atomization device, an air extractor, a resistance heating furnace, and a powder collector. In a typical process, the overall solution concentration was fixed at 0.1 mol L−1. The solution comprised of Cs+, Al3+ and Ba2+ was prepared by dissolving CsNO3, Al(NO3)3·9H2O and Ba(NO3)2 in distilled water, respectively. 100 mL of ethanol and 10 mL nitric acid are mixed in a 200 mL flask. 6.8 mL tetrabutyl titanate (Ti(OC4H9)4) is dissolved in the nitric acid alcohol solution to restrain hydrolyzation of the tetra-n-butyl titanate, and dilute with ethanol to 200 mL with stirring for 30 min. After that, the precursor solution with nominal compositions of (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 was obtained by mixing the two solutions prepared before. Then citric acid and polyethylene glycol were added to the mixed solution in proportions of 8 and 5 g per 100 mL solution and was stirred for 2 h. Precursor powders were produced in the self-assembly SP equipment at 400 °C in air atmosphere. To remove residual organic species, the as-prepared powder was heated at 800 °C for 2 h. Finally, the post-treated powders were pressed into pellets 12 mm in diameter and 3 mm in thickness at the pressure of 12 MPa using a hydraulic press and sintered in air at 1050 °C for 5 h.
Sample characterization
The phase structure of the sintered (Cs, Ba)-hollandite ceramics was identified by X-ray diffraction (XRD) using Cu Kα radiation. The Raman spectra of specimens in the range of 100–800 cm−1 was recorded with the laser Raman spectrometer (InVia, UK) using 532 nm light from an argon laser. The morphology of the samples sintered was observed using field scanning electron microscopy (FSEM, ZEISS ULTRA 55). A transmission electron microscopy (TEM) sample was prepared by crushing ceramic fragments in ethanol and depositing a drop of suspension on a holey-carbon film. The microstructural information of the sample was observed by transmission electron microscopy (TEM, Libra 200 FE, Germany). Energy-dispersive X-ray spectroscopy (EDX), attached to the TEM equipment, was used to identify the chemical composition of the observed sample. A leaching test was conducted to examine Cs and Ba leaching from the synthesized samples using a modified MCC-1 method. The synthesized (Cs, Ba)-hollandite ceramic waste forms were suspended in a deionized water in a closed Teflon vessel. Then the vessels are placed into an oven maintained at a constant temperature of 90 ± 2 °C for a period of 1–21 days. After leaching, the concentrations in the leachant are detected by an inductively coupled plasma mass spectrometry (ICP-Mass, Agilent 7700x, Agilent, U.S.). The normalized elemental leach rate (NLi, g m−2 d−1) was calculated according to the following Eq. (1):
where Ci (g m−3) is the concentration of element i in the leachate, V (m3) is the volume of the leachates, SA (m2) is the surface area of the leach sample, fi (wt%) is the mass fraction of element i in the ceramics and tn (d) is the leaching time.
Results and discussion
Phase and structural stability
Figure 1 shows the XRD patterns of (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 ceramics with various compositions. It can been found that all samples are of well-developed crystalline structure, with distinct diffraction peaks corresponding to the intense reflections of hollandite, suggesting the high-phase purity (Cs, Ba)-hollandite solid solution has been formed at 1050 °C for 5 h and that the Cs+ and Ba2+ ions are successfully incorporated into hollandite lattice. Furthermore, the observed equivalent Bragg reflections are shifted continuously towards higher angles with decreased cesium content (right part of Fig. 1). It can be explained that a decrease in unit cell volume resulted from the decreased ionic size of Ba2+ (1.42 Å) at the A site compared with that of Cs+ (1.74 Å), in accordance with the previous results [2, 6].

XRD patterns of the (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 (0 ≤ x ≤ 0.4) ceramics prepared by the Sol-SP method
It is worth noting that elemental Cs and most cesium compounds are volatile in the higher temperature (> 900 °C) [15, 16]. The synthesis of Cs-host at lower temperature (1050 °C) is conducive to preventing Cs volatilization during fabrication and further confirmed by EDX results (Fig. 5f). To the best of our knowledge, the (Cs, Ba)-hollandite ceramics were prepared at 1200–1250 °C by an alkoxide nitrate precursor route [17, 18], a hot presses sintering [19, 20] or a solid state reaction [18, 21]. Furthermore, a water-soluble CsAlTiO4 phase is usually present in this system [15], which would affect the long-term chemical stability of the radioactive cesium waste forms [22]. Compared to coarser powders used in the solid state method, a submicron or nanometer size powders with excellent compositional homogeneity were generated from a precursor solution by sol-spray pyrolysis [12, 14, 23], which greatly eliminates component inhomogeneity appeared in solid state method. As shown in Fig. 2, the highly sinterable powders are obtained from the atomized droplets, improving the difference in setting time for precipitation of different components [24]. Moreover, previous results indicated that the high-quality powders promote the diffusion of particles at short range in the sintering process [25]. Therefore, the high purity hollandite ceramics are synthesized by Sol-SP only after the as-prepared powders sintered at 1050 °C for 5 h.

Schematic illustration of the synthesis procedures of hollandite ceramic with SP
In the hollandite A2B8O16, the structure can adapt to a tetragonal or monoclinic symmetry, depending on the mean radius ratio of cations in the A and B sites. For (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 solid solution, the ionic radius of Al3+ and Ti4+ are 0.585 and 0.605 Å, while that of Cs+ and Ba2+ are 1.74 and 1.42 Å [26], respectively. The chemical difference between Cs and Ba are likely to impair the stability of the hollandite matrix. The structural stability of A2B8O16 hollandite can be predicted using the radius ratio tolerance factor tH following Eq. (2) defined by Kesson and White [27]:
where rA is the average A-site cation radii, rB is the average B-site cation radii, and rO is the oxygen ion radius (1.4 Å). The average ionic radius of rA and rB in (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 (0 ≤ x ≤ 0.4) compositions are estimated using the following Eqs. (3) and (4):
The calculated results of tH and rB/rA were collected in Table 1 and the calculated tH as a function of Cs content is depicted in Fig. 3.

The calculated tH for (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 ceramics as a function of Cs content
Although the tH values ranging from 0.93 to 1.16 were predicted to be a stable hollandite phase [27], Cs cannot substitute all Ba atoms in hollandite lattice because of size constraints (r +Cs ~1.74 Å > r 2+Ba ~1.42 Å) [4, 28]. As reported, the \( \left[ {{\text{Cs}}_{x} {\text{Ba}}_{y} } \right]\left[ {\left( {{\text{Al}}^{3 + } ,{\text{Ti}}^{3 + } } \right)_{2y + x} {\text{Ti}}_{8 - 2y - x}^{4 + } } \right]{\text{O}}_{16} \) solid solution was only prepared in the range of 0.4 ≤ x, y ≤ 0.83 [19], suggesting a finite (Cs, Ba)-hollandite solid solution is formed when the tH value is very closer to 1 (Fig. 3). As seen in Table 1, the tH values is limited to the range of 1.017 ≤ tH≤ 1.065 in the (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 (0 ≤ x ≤ 0.4) ceramics, and the variation of tH is slighter than that of 0.93–1.16. Additionally, the value of rB/rA is less than 0.48 over the whole Cs content range. Thus, all compositions display a stable tetragonal structure, and supported by the XRD results.
Microstructure
To explore the substitution of Ba2+ for Cs+ on the structure and symmetry of the synthetic samples, the Raman spectra of (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 (0.0 ≤ x ≤ 0.4) samples in the 100–800 cm−1 spectral region are shown in Fig. 4. As seen in Fig. 4, six active modes are observed, at 145, 380, 445, 509, 609, 700 cm−1. The observed bands are all indexed as Raman scattering from a tetragonal hollandite, in agreement with previous results reported [29, 30]. This result indicates that the synthetic (Cs, Ba)-hollandite system does not undergo the structural transition with the resultant substitutions of Ba2+ for Cs+ and Al3+ for Ti4+. The band at 380 and 700 cm−1 are assigned to the Ag mode, corresponding to the symmetric stretching vibration of the (Al, Ti)–O bond [31, 32], whereas the band at 445 cm−1 is assigned to the Eg mode [33, 34]. Also noticed that the bands around 380 cm−1 and 700 cm−1 appear a slightly shift toward higher frequencies in the (Cs, Ba)-hollandite samples, which can be explained as the change of the strength of the O–B–O bond [32], due to the substitution of Al3+ for Ti4+. Combined with the XRD results, it further confirms that the \( \left( {{\text{Cs}}_{0.8 - x} {\text{Ba}}_{0.4 + x} } \right)\left( {{\text{Al}}_{1.6 + x}^{3 + } {\text{Ti}}_{6.4 - x}^{4 + } } \right){\text{O}}_{16} \) solid solution retains a stable crystalline structure for the resultant substitutions of Ba2+ for Cs+ and Al3+ for Ti4+.

Raman spectra of the (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 (0 ≤ x ≤ 0.4) samples
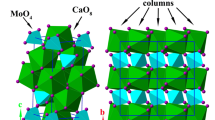
Figure 5 displays the SEM, TEM and EDX images of the (Cs0.6Ba0.6)(Al1.8Ti6.2)O16 sample. It can be found that the sintered sample exhibits the rod morphology (rod-like grains) through Fig. 5a, which is a typical hollandite structure [35,36,37]. The rod grains are further observed by TEM and the results are shown in Fig. 5b–d. It can been found that a well-developed rod grains with a length of ~ 300 nm is observed clearly (Fig. 5b). Furthermore, the clear orderly lattices with 0.711 nm illustrates the characteristic of tetragonal structure (Fig. 5c), assigned to the (110) lattice plane of hollandite phase [PDF#78-0018]. In the SAED pattern, the homogeneous periodic spots further confirm a tetragonal hollandite phase by the existence diffraction planes at (000), (130), (240) and (110) along the [0 0 1] direction, in agreement with the results of XRD and Raman.

SEM, TEM and EDX images of the Cs0.6Ba0.6Al1.8Ti6.2O16 sample after sintering at 1050 °C for 5 h: a representative SEM image; b TEM image; c HRTEM image and the inset is FFT image; d SAED pattern, corresponding to b; e EDX elemental mappings and f EDX spectrum corresponding to e
The EDX mapping images of Cs0.6Ba0.6Al1.8Ti6.2O16 sample are also shown in Fig. 5. It can be found that the elements Cs, Ba, Al, Ti, and O are distributed uniformly throughout the entire crystal surface (Fig. 5e), and no evidence of the enrichment or deficiency of elements is observed in this mapping image. Moreover, EDX analysis indicates that the stoichiometry of Cs, Ba, Al, Ti, and O in the hollandite phase was 0.53, 0.68, 1.56, 5.77 and16 (Fig. 5f), which is close to the target values 0.6, 0.6, 1.8, 6.2 and16 (i.e., Cs0.6Ba0.6Al1.8Ti6.2O16). However, the sum of the calculated positive charges is lower than 32. The positive charges deficient compared to oxygen rich could be explained by the following two reasons. First, the sum of positive charges decreases as metallic impurity (such as Co, Ni, Cu and Fe) deducted due to a chemical reagents impurity. Second, an oxygen rich or deficient presents usually in the oxides depending on the composition and process variables, and the low atomic number oxygen is very difficult to measure accurately. Thus, the positive charges of observed sample shows a slightly low than that of the expected composition.
It is worth noting that more than 85% of the targeted Cs concentration was retained in the observed hollandite sample, implying the sintering temperature (1050 °C) only leads to a slight loss of volatile Cs. However, only about 50% and 30% of the targeted Cs content remained by the solid state method and melt processing in previous reports [15, 20], due to a high fraction of cesium vaporized during higher temperature sintering (i.e., 1200 °C and 1675 °C, respectively). In Sol–SP, a lower sintering temperature employed, which effectually retards Cs volatilization during synthesis. Consequently, a good Cs retention is observed in the sintered ceramic samples, reflecting the key advantage of this method.
Durability
In order to evaluate the chemical durability of hollandite ceramic waste forms, a leaching test of the synthetic (Cs, Ba)-hollandite ceramics was carried out. The normalized elemental release rates of Cs and Ba in the (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 samples are shown in Fig. 6. It can be found that the normalized release rates of Cs and Ba decrease rapidly in the 1–7 days and decrease gradually after 7 days, and then nearly keep constant values after 14 days. The leach rates of Cs and Ba are about 7.8 × 10−3 g m−2 d−1 and 8.3 × 10−3 g m−2 d−1 in the 21st day, respectively, in agreement with previous results reported in hollandite ceramics [17, 38, 39]. Moreover, the normalized release rate of Ba is a slight lower than that of Cs for all time periods up to 21 days. The lower normalized release rate of Ba compared to Cs is ascribed to the larger bond energies of Ba–O than those of Cs–O in the hollandite structure [40].

Normalized release rates in \( \left( {{\text{Cs}}_{0.8 - x} {\text{Ba}}_{0.4 + x} } \right)\left( {{\text{Al}}_{1.6 + x}^{3 + } {\text{Ti}}_{6.4 - x}^{4 + } } \right){\text{O}}_{16} \) ceramics at 90 °C: a normalized release rates of Cs; b normalized release rates of Ba
It should be noted that the release rates of Cs is slight higher than the reported Cs release rates in hollandite ceramics [2], which can be attributed to a poor compactness of the products. As shown in Fig. 5a, the microstructural morphology is not compact in the bulk sample observed. The loose microstructure leads to a substantial increased reactive surface between ceramic sample and aqueous solution, and an increase of reactive surface sites in a ceramic host accelerates chemical attack during leaching test. As a result, a slightly high Cs leach is observed in the (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 ceramics. However, the Cs release rate is about two orders of magnitude lower than that of ~ 10 g m−2 d−1 in the glass waste forms [40,41,42], exhibiting a good chemical durability. Combined with XRD, Raman and TEM results, it can be concluded that hollandite ceramic waste forms can provide a stable treatment for immobilizing radioactive Cs.
Conclusions
In summary, a series of (Cs0.8−xBa0.4+x)(Al1.6+xTi6.4−x)O16 (0 ≤ x ≤ 0.4) ceramics were synthesized from powders fabricated by sol-spray pyrolysis. The effects of substitution of Ba2+ for Cs+ on phase structure and morphology of the (Cs, Ba)-hollandite ceramics were investigated using XRD, Raman, SEM and TEM–EDX. It was found that the resultant substitutions of Ba2+ for Cs+ and Al3+ for Ti4+ in the (Cs, Ba)-hollandite matrices do not cause substantial variation in phase structure and morphology. The synthetic (Cs, Ba)-hollandite ceramics show a tetragonal structure (I4/m) with a good Cs retention at 1050 °C for 5 h. Moreover, the normalized release rates of Cs and Ba in the (Cs, Ba)-hollandite waste forms were kept in a low value below 10−2 g m−2 d−1, exhibiting a high Cs and Ba leach resistance.
References
Costa GCC, Xu H, Navrotsky A (2013) Thermochemistry of barium hollandites. J Am Ceram Soc 96:1554–1561
Carter ML, Vance ER, Mitchell DRG, Hanna JV (2002) Fabrication, characterization, and leach testing of hollandite, (Ba, Cs)(Al, Ti)2Ti6O16. J Mater Res 17:2578–2589
Abdelouas A, Utsunomiya S, Suzuki T, Grambow B (2008) Effects of ionizing radiation on the hollandite structure-type: Ba0.85Cs0.26Al1.35Fe0.77Ti5.90O16. Am Mineral 93:241–247
Cheary RW, Kwiatkowska J (1984) An X-ray structural analysis of cesium substitution in the barium hollandite phase of synroc. J Nucl Mater 125:236–243
Carter ML, Withers RL (2005) A universally applicable composite modulated structure approach to ordered BaxMyTi8−yO16 hollandite-type solid solutions. J Solid State Chem 178:1903–1914
Tumurugoti P, Clark BM, Edwards DJ, Amoroso J, Sundaram SK (2017) Cesium incorporation in hollandite-rich multiphasic ceramic waste forms. J Solid State Chem 246:107–112
Carter ML, Gillen AL, Olufson K, Vance ER (2009) HIPed tailored hollandite waste forms for the immobilization of radioactive Cs and Sr. J Am Ceram Soc 92:1112–1117
Amoroso J, Marra J, Conradson SD, Tang M, Brinkman K (2014) Melt processed single phase hollandite waste forms for nuclear waste immobilization: Ba1.0Cs0.3A2.3Ti5.7O16; A = Cr, Fe, Al. J Alloys Compd 584:590–599
Wang MH, Zhang B, Zhou F (2014) Preparation and characterization of CaCu3Ti4O12 powders by non-hydrolytic sol-gel method. J Sol-Gel Sci Technol 70:62–66
Marrero-López D, Romero R, Martín F, Ramos-Barrado JR (2014) Effect of the deposition temperature on the electrochemical properties of La0.6Sr0.4Co0.8Fe0.2O3−δ cathode prepared by conventional spray-pyrolysis. J Power Sources 255:308–317
Cho JS, Rhee SH (2013) Formation mechanism of nano-sized hydroxyapatite powders through spray pyrolysis of a calcium phosphate solution containing polyethylene glycol. J Eur Ceram Soc 33:233–241
Sharma SC, Gokhale NM, Dayal R, Lal R (2002) Synthesis, microstructure and mechanical properties of ceria stabilized tetragonal zirconia prepared by spray drying technique. Bull Mater Sci 25:15–20
Gaudon M, Djurado E, Menzler NH (2004) Morphology and sintering behaviour of yttria stabilised zirconia (8-YSZ) powders synthesised by spray pyrolysis. Ceram Int 30:2295–2303
Chen CY, Tseng TK, Tsai SC, Lin CK, Lin HM (2008) Effect of precursor characteristics on zirconia and ceria particle morphology in spray pyrolysis. Ceram Int 34:409–416
Chevaldonnet AV, Caurant D, Dannoux A, Gourier D, Charpentier T, Mazerolles L, Advocat T (2007) Preparation and characterization of (Ba, Cs)(M, Ti)8O16 (M = Al3+, Fe3+, Ga3+, Cr3+, Sc3+, Mg2+) hollandite ceramics developed for radioactive cesium immobilization. J Nucl Mater 366:137–160
Lee JW, Lee DY, Lee YS, Yoon JY, Jeon SC, Lee JH, Hong SM, Cho YZ (2018) Cesium release during high-temperature pre-treatment of fuel fragments with a burn-up of 61 GWd/TU. J Radioanal Nucl Chem 317:15–23
Pham DK, Myhra S, Turner PS (1994) The surface reactivity of hollandite in aqueous solution. J Mater Res 9:3174–3182
Leinekugel-le-Cocq AY, Deniard P, Jobic S, Cerny R, Bart F, Emerich H (2006) Synthesis and characterization of hollandite-type material intended for the specific containment of radioactive cesium. J Solid State Chem 179:3196–3208
Kesson SE, White TJ (1986) \( \left[ {{\text{Ba}}_{x} {\text{Cs}}_{y} } \right]\left[ {\left( {{\text{Ti}},{\text{ Al}}} \right)_{2x + y}^{3 + } {\text{Ti}}_{8 - 2x - y}^{4 + } } \right]{\text{O}}_{16} \) synroc-type hollandites I. Phase chemistry. Proc R Soc Lond 405:73–101
Dandeneau CS, Hong T, Brinkman KS, Vance ER, Amoroso JW (2018) Comparison of structure, morphology, and leach characteristics of multi-phase ceramics produced via melt processing and hot isostatic pressing. J Nucl Mater 502:113–122
Grote R, Zhao M, Shuller-Nickles L, Amoroso J, Gong W, Lilova K, Navrotsky A, Tang M, Brinkman KS (2019) Compositional control of tunnel features in hollandite-based ceramics: structure and stability of (Ba, Cs)1.33(Zn, Ti)8O16. J Mater Sci 54:1112–1125
Ringwood AE, Kesson SE, Ware NG, Hibberson W, Major A (1979) Immobilization of high level nuclear reactor wastes in synroc. Nature 278:219–223
Djurado E, Meunier E (1998) Synthesis of doped and undoped nanopowders of tetragonal polycrystalline zirconia (TPZ) by spray-pyrolysis. J Solid State Chem 141:191–198
Okuyama K, Lenggoro IW (2003) Preparation of nanoparticles via spray route. Chem Eng Sci 58:537–547
Jiang K, Liu SB, Ma GH, Zhao LL (2014) Microstructure and mechanical properties of La2Zr2O7-(Zr0.92Y0.08)O1.96 composite ceramics prepared by spark plasma sintering. Ceram Int 40:13979–13985
Shannon RD (1976) Revised effective ionic radii and systematic studies of interatomic distances in halides and chalcogenides. Acta Cryst A 32:751–767
Kesson SE, White TJ (1986) Radius ratio tolerance factors and the stability of hollandites. J Solid State Chem 63:122–125
Bayer G, Hoffman W (1966) Complex alkali titanium oxides Ax(ByTi8−y)O16 of the α-MnO2 structure-type. Am Mineral 51:511–516
Ohsaka T, Fujiki Y (1982) Raman spectra in hollandite type compounds K1.6Mg0.8Ti7.2O16 and K1.6Al.6Ti6.4O16. Solid State Commun 44:1325–1327
Shibata Y, Suemoto T, Ishigame M (1986) Raman scattering studies of mobile ions in superionic conductor hollandites. Phys Status Solidi B 134:71–79
Porto SPS, Fleury PA, Damen TC (1967) Raman Spectra of TiO2, MgF2, ZnF2, FeF2, and MnF2. Phys Rev 154:522–526
Ohsaka T, Izumi F, Fujiki Y (1978) Raman Spectrum of anatase, TiO2. J Raman Spectrosc 7:321–324
Roy N, Park Y, Sohn Y, Leung KT, Pradhan D (2014) Green synthesis of anatase TiO2 nanocrystals with diverse shapes and their exposed facets-dependent photoredox activity. ACS Appl Mater Interfaces 6:16498–16507
Tian F, Zhang Y, Zhang J, Pan C (2012) Raman spectroscopy: a new approach to measure the percentage of anatase TiO2 exposed (001) facets. J Phys Chem C 116:7515–7519
Yang XJ, Tang WP, Feng Q, Ooi K (2003) Single crystal growth of birnessite-and hollandite-type manganese oxides by a flux method. Cryst Growth Des 3:409–415
Xu Y, Wen Y, Grote R, Amoroso J, Shuller-Nickles L, Brinkman K (2016) A-site compositional effects in Ga-doped hollandite materials of the form BaxCsyGa2x+yTi8−2x−yO16: implications for Cs immobilization in crystalline ceramic waste forms. Sci Rep-UK 6:27412
Cocco AP, Degostin MB, Wrubel JA, Damian PJ, Hong T, Xu Y, Liu YJ, Pianetta P, Amoroso JW, Brinkman KS, Chiu WKS (2017) Three-dimensional mapping of crystalline ceramic waste form materials. J Am Ceram Soc 100:3722–3735
Angeli F, Mcglinn P, Frugier P (2008) Chemical durability of hollandite ceramic for conditioning cesium. J Nucl Mater 380:59–69
Carter ML, Vance ER, Lumpkin GR, Loi E (2001) Aqueous dissolution of Rb-bearing hollandite and synroc-C at 90 °C. Mat Res Soc Symp Proc 663:381
Amini MM, Ahanj M (2000) Leach of cesium and barium from sol-gel derived zincborosilicate and borosilicate glasses. J Sol-Gel Sci Technol 18:119–125
Mitamura H, Banba T, Murakami T (1986) Effects of crystalline phases on leaching of a devitrified simulated high-level waste glass. Nucl Chem Waste Manag 6:223–231
Juoi JM, Ojovan MI, Lee WE (2008) Microstructure and leaching durability of glass composite wasteforms for spent clinoptilolite immobilization. J Nucl Mater 372:358–366
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Nos. 41574100, 11705152, 21471088), the Doctor Research Foundation of Southwest University of Science and Technology (Nos. 15zx7129, 16zx715301), the Found by Longshan Academic Talent Research Supporting Program of Southwest University of Science and Technology (Nos. 18lzx511, 18lzx513) and the Postgraduate Innovation Fund of Southwest University of Science and Technology (No. 18ycx104).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yang, Y., Xie, X., Yang, X. et al. Synthesis and phase structure of (Cs0.8−xBa0.4+x)(Al 3+1.6+ x Ti 4+6.4− x )O16 ceramics using sol-spray pyrolysis route for immobilizing radioactive cesium. J Radioanal Nucl Chem 320, 733–739 (2019). https://doi.org/10.1007/s10967-019-06545-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10967-019-06545-2