
Abstract
The Epoxy-based hybrid composites are attention in various engineering domains. Distinctively, natural fiber-made epoxy composites are advantageous over synthetic fiber-made composites and attracted in automotive applications such as set frames, interior panels, dashboards, etc. Moreover, due to its high moisture absorption nature, the epoxy composite formed with natural fiber is suspected to have poor adhesive quality compared to synthetic fiber composite. It leads to lower adhesive performance and limits the behaviour of composite. The prime objective of the current work is to ensure the adhesive behaviour of NaOH-treated sisal fiber (SF) epoxy composite featured with silicon carbide nanoparticles (SiC). This composite is prepared with the constant percentage of SF as 15 wt% and varied wt% of SiC through compression mould technology. Influences of treated SF and SiC on pressing behaviour of surface morphology, tensile & flexural strength, microhardness, and fracture toughness of composites are experimentally investigated with ASTM D638, D790, D4762, and D6110 policy, and its outcomes are compared to 15wt% treated SF epoxy composite. The surface morphology study confirms that the SF and SiC appearances in the epoxy matrix are uniform and homogenous. The 5wt% SiC embedded with 15wt% treated SF facilitates higher tensile (65.2 ± 1.1 MPa) & flexural strength (69.1 ± 1.3 MPa), microhardness (35.5 ± 0.5 HV), and fracture toughness (1.56 ± 0.01 MPam0.5). The enriched epoxy hybrid composite sample will recommended for automobile interior parts application.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Intensification of natural fiber-embedded polymer composite is advantageous over synthetic fiber-incorporated polymer composites and exploited superior characteristics, bio-degradable and economic [1] concerning it gathering distinction in aviation interior panels, automotive front cabin, and frame applications [2]. The natural source extracted (natural) fibers own maximum absorption (moisture) quality, which leads to reduced adhesive behaviour during the composite fabrication, results lower quality of composite [3]. Besides, the natural fiber is processed with sodium hydroxide (NaOH) solution [4], exposed to superior quality and incorporated with a polymer matrix, recording superior mechanical behaviour and limited moisture absorption behaviour [5]. Recently, the natural fiber mage polymer composites featuring ceramic particles have reached maximum hardness, tensile, and fracture toughness values [6].
Recently, the hybrid low-density polyethylene composite was developed with 20 wt% of chemically processed jute natural fiber along with varied wt% of nano SiC particles via injection moulding process and the effect of hybrid reinforcement on mechanical properties like flexural, tensile and energy absorption is studied. The combinations of SiC nanoparticles expose superior fracture toughness value [7]. Hybrid epoxy composite is synthesized with constant weight percentages of crab shell and 0–6 wt% of sisal fiber. Impacts of sisal fiber and crab shell on epoxy hybrid composites' surface morphological, mechanical, and chemical are evaluated and compared. The composite synthesized by 4 wt% crab shell and higher loading of sisal fiber has optimum tensile and flexural properties [8]. Hybrid vinyl ester-based composite is prepared using basalt fiber and SiC-based micro/nanofiller via compression moulding. The evaluated results of the developed composite were recorded by maximum hardness, impact, tensile, and flexural strength quality [9]. Besides, the polymer composite developed using chemical solution processed natural fiber composite characteristics are enriched by adding ceramic phase filler material [10]. Epoxy resin hybrid composite consisting of 0–30 wt% of tamarind fruit fiber (treated) exposed lower mass loss, improved tensile stress, and reduced water absorption behaviour compared to mono resin matrix properties [11]. Epoxy composite configured with natural banana and sisal fiber is utilized for lightweight applications. The contribution effect of banana and sisal fiber on hybrid composite's flexural, impact and tensile strength is tested and found to maximize impact, flexural, and tensile strength behaviour [12]. Heat treated – the adaptations of nano SiC enrich chemical processed sisal fiber incorporated epoxy-based composite. The chemical-treated natural fiber makes an efficient bond with epoxy resin, exposing superior mechanical characteristics and SiC exposure to better output results than unreinforced epoxy resin matrix [5]. However, the composite behaviour is evaluated by ASTM standards [13]. Natural palm (15%) and sisal fiber (20%) incorporated epoxy hybrid composite is developed by compression moulding technique and used for sound absorption application [14]. The epoxy hybrid composite is synthesized with NaOH-treated short sisal fiber and hexagonal boron nitride via the conventional route and studied its mechanical and thermal qualities of composites. It showed a higher 1.88W/mK thermal conductivity than the monolithic epoxy [15]. Cetyltrimethyl ammonium bromide activated sisal fiber/polypropylene composite behaviour is experimentally studied and spotted good mechanical properties, including impact, tensile, and flexural strength of 0.75 kJ/m2, 40.12 MPa, and 53.27 MPa respectively [16]. The jute/sisal fiber developed epoxy hybrid composite static and dynamic behaviour is analyzed and compared with unreinforced epoxy composite [17]. However, the hybrid fiber/filler combination in epoxy matrix found significant enrichment in composite mechanical and thermal behaviour [18, 19].
Epoxy resin hybrid composite formed with hybrid natural fiber (processed by chemical solution) combinations via advanced manufacturing technique exposed better composite quality as well as improved characteristics of the composite. However, composite characteristics like hardness and fracture toughness exploited partial enhancement in value compared to mono polymer matrix. It is detailed above literature, and the present research objective is synthesizing the NaOH-treated sisal fiber, and SiC nanofiller adopted epoxy composite through compression mould technique. Exposure of sisal fiber and SiC particles in the epoxy matrix is analyzed via scanning electron microscope, and its significance is evaluated through the evaluation of tensile/flexural strength, hardness, and fracture toughness.
Materials and methods
Materials
Epoxy L556 resin and HY951 hardener are chosen as matrix materials due to their specific behaviour, such as good adhesive behaviour, enhanced mechanical strength, and better dynamic and thermal qualities [20, 21]. The chopped SF of 3 to 5 mm length and 50 nm SiC nanoparticles were chosen as reinforcements. The natural SF has superior mechanical strength, good stability in higher temperatures, and is durable [22]. Similarly, the SiC nanoparticles have superior wear and scratch resistance, good stability, chemical inertness and high melting point [5 and 13]. The behaviour of SF and SiC is addressed in Table 1.
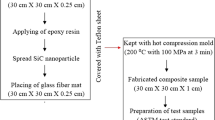
The sisal fibers are involved in NaOH treatment to enhance sisal fibre's qualities. Before the chemical processing, the sisal fiber is washed with normal water and dried at ambient temperature. The sisal fiber is kept in a separate container and filled with a 5% NaOH solution for 24 h, and it is soaked every 30 min to remove the waste particles. After the processing, it involves final processing with the help of distilled water for 30 min and dried through the electric oven at 50⁰C for 8-10 h. The treated SF is cut into 3-5 mm length in the last stage. The composite fabrication details are addressed in Table 2. The overall flow process layout for composite fabrication is detailed in Fig. 1.

Overall flow process layout for composite fabrication
Synthesis of epoxy hybrid composite
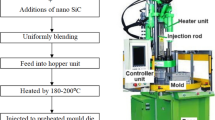
Figure 2 indicates the compression mould machine featured with a dual-mode auto controller unit. With Table 2 reference, the epoxy composites are synthesized. Before fabrication, the SiC nano particles are preheated by 300 ⁰C to eliminate moisture absorption. Here, the epoxy hybrid composite sample 3 is detailed. The 82% epoxy resin, 15% NaOH treated (chopped) sisal fiber, and 3% nano-sized SiC are blended by a mechanical blending machine operated by 100 rpm.

Compression molding machine
Even blended epoxy resin with SF and SiC is to rectangular tool steel die of 15 cm X 10 cm X 1 cm size. During the process, the die temperature rises to 120 ⁰C with an applied compressive force of 200 MPa and is maintained for 1–2 min to provide the best compressive action. Finally, compressed composite mould is cured by dying with an ambient temperature of 27 ± 1⁰C and a relative humidity of 60%. Finally, the synthesized hybrid composite is removed from the mould cavity and involved in a further investigation process.
Performance evaluation
The microstructure of epoxy resin composite containing SF and nano-sized SiC is analyzed via TESCAN make VGA3 model scanning electron microscope (SEM) with better resolution. The 0.1 cm × 0.1 cm × 0.1 cm size composite sample is utilized for SEM analysis under 20 ⁰C room conditions. Likewise, the tensile and flexural strength of the composite is evaluated by FIE make universal testing machine under ASTM D638 standard (16.5 cm × 1.9 cm × 0.3 cm) and ASTM D790 (15 cm × 1 cm × 1.27 cm). ELMACH VM 30 model Vickers hardness tester is involved for hardness measurement, and 0.1 kg load is applied for 10 s (ASTM D4762). By the standard of ASTM D6110, the fracture toughness of the composite is tested by the INSTRON IT 30 impact tester. Mechanical testing is done by ambient temperature (26 ± 1⁰C) with 60% relative humidity. To find the test significance, each epoxy composites are divided into three trials and subjected to mechanical performance evaluation. The average three trials are taken as the actual value of composite with 5% test excellence.
Results and discussions
Surface morphology of the composite
The surface morphology of epoxy composite developed with 5, 10, and 15wt% SF and features with 5wt% SiC is exposed in Fig. 3(a-d). Figure 3(a) illustrates the surface morphology of an epoxy composite made with 5wt% of SF, showing better layer formation with good adhesive bonding between epoxy and SF. Besides, the well-mixed matrix and fiber made with suitable compressive pressure found better bonding between matrix and fiber [10]. Chemical surface treatment helps to enhance the adhesive behaviour and limit the processing difficulties [12].

a Surface morphology of Sample 1, b Surface morphology of sample 2, c Surface morphology of sample 3, d Surface morphology of sample 4
The surface morphology of epoxy composite sample 2 made with 5wt% of treated SF and 5wt% SiC nanoparticles is identified from Fig. 3(b). Sample 2 was closely scanned with 3000 × magnification, and the treated SF and nano SiC particles were spotted. Effective pre and post-processing is the tool for enriched fiber distribution in the polymer matrix [3]. As mentioned, the bio-composite developed with treated natural fiber proved better adhesive bonding, resulting in better mechanical properties than an unreinforced polymer matrix [7]. An applied 200psi force enhances the bonding qualities and disperses over the matrix. The ash-dotted particle is denoted as SiC nanoparticles. Here, a few nano SiC particles were spotted in the matrix due to the deep dispersion of SiC nanoparticles [8].
Figure 3 depicts the surface morphology of epoxy hybrid composite sample 3 prepared with 10wt% of treated SF and 5wt% of nano SiC particles. The Appearances of treated SF and nano SiC are observed in Fig. 3(c) and spread over the epoxy matrix with a short distance. The nano SiC placed over the treated SF should make an effective adhesive bonding with the epoxy matrix. Besides, the SiC particle is deeply dispersed with an epoxy matrix. The optimum mixing and processing of composite is the reason for enhanced particle distribution and deep dispersion of particles [12, 14]. However, the applied 200psi compressive pressure proved their significance.
The surface morphology of epoxy hybrid composite sample 4 synthesized with 15wt% of treated SF and 5wt% SiC is shown in Fig. 3(d). Here, the treated SF is spotted as long dispersed with an epoxy matrix with nano SiC particles. The choice of matrix, filler materials, and processing could decide the behaviour of the composite [10]. The nano SiC is uniformly distributed along the epoxy matrix with good inter-facial bonding without void or porosity. The NaOH-treated natural fiber facilitates good adhesive behaviour than the untreated natural fiber composite [5].
Influences of hybrid reinforcement on tensile strength of epoxy composites
The exposure of nano SiC on the tensile behaviour of epoxy composite composed with a constant weight percentage of sisal fiber (treated with NaOH) is indicated in Fig. 4 with 5% of test excellence. Epoxy composite tested with 15 wt% of sisal fiber has reached tensile behaviour of 36.4 ± 1.1 MPa. The quality of sisal fiber is the reason for improved tensile strength [5]. The epoxy composite of 15 wt% sisal fiber and 1 wt% of SiC nanoparticle is exploited 45.6 ± 1 MPa of its tensile strength. The fine-distributed SiC particle makes an efficient bond with epoxy /sisal fiber, enduring the maximum tensile load [5]. Besides, the epoxy/sisal fiber composite is featured with 3 and 5 wt% of nano-sized SiC and is exposed to superior tensile strength performance related to epoxy/15 wt% sisal fiber composite sample.

Epoxy composite tensile strength
The tensile behaviour of composite sample 3, composed of 15 wt% of chopped sisal fiber (treated with NaOH) and 3 wt% of nano SiC, is reached by 54.9 ± 1.3 MPa. The even blending action and applied even compression action led to improved bonding strength, causing significant enrichment in the tensile strength of the composite. The nano SiC creates a good bonding with sisal fiber, causing enduring the load and limiting the crack initiation, and its surface morphology is proved by Fig. 3(b). However, the contribution of SiC as 5 wt% in epoxy / 15 wt% sisal fiber composite sample 4 attained the maximum value of tensile strength, which is 79% more than the tensile value of composite sample 1 composed of 15 wt% sisal fiber. The composite sample 4 is hiked by 62.5% compared to 6wt% cetyltrimethylammonium bromide/25wt% of sisal fiber/polypropylene composite [16].
Influences of hybrid reinforcement on flexural strength of epoxy composites
Figure 5 depicts the flexural quality of epoxy composite samples like 15 wt% of sisal fiber and its composite featured with 1, 3, and 5 wt% of nano SiC with a test significance of 5% (maximum). The behaviour of flexural strength is significantly hiked with the additions of 1, 3, and 5 wt% of nano SiC into sample 1. The flexural quality of composite sample 1 (epoxy resin incorporated with 15 wt% sisal fiber) is noted by 38.1 ± 1.1 MPa, which is lower than the value of SiC-reinforced developed composites. With the contribution of 1 wt% of SiC, the composite showed 45.9 ± 1.2 MPa of its flexural strength. The combination of sisal fiber (treated) and nano SiC in the epoxy matrix makes a better-compacted structure by the applied compressive force of 200 MPa, leads to resists dislocation of hybrid reinforcement and withstands the maximum compressive load. The well-compacted structure leads to better mechanical performance [13].

Epoxy composites flexural strength
Similarly, due to the presence, the epoxy hybrid nanocomposite sample 3 contains 3 wt% SiC and 15wt% treated SF exposed to the 58.1 ± 1.2 MPa. SiC makes an effective pinning effect on treated SF/epoxy composite. Whereas the loading of treated SF as 15 wt% and SiC cross over the 3 wt% offered superior flexural performance and notified as 69.1 ± 1.3 MPa. However, the hybrid epoxy/5 wt% SiC/15 wt% SF nanocomposite has reached the peak value and, comparable with epoxy/15 wt% SF, is raised by 88%. The efficient pinning action on epoxy/sisal/SiC is the cause for attaining superior flexural strength. Besides, its flexural strength performance is enhanced by 30% compared to past reported value [16].
Influences of hybrid reinforcement on microhardness of epoxy composites
Figure 6 presents the microhardness of the epoxy composite developed with 15 wt% of treated SF and 1, 3, & 5 wt% of SiC nanoparticles. The microhardness of epoxy composite made with 15 wt% of treated SF (sample 1) exposed the 14 ± 0.5 HV, and the incorporation of 1 wt% nano SiC facilitates the epoxy/15 wt% treated SF composite is 27.5 ± 0.6HV. The appearance of nano SiC could resist the indentation during the hardness evaluation. The applied compressive force makes better bonding strength and enriches the composite quality [5]. The composite with 15 wt% treated SF featured with 3 wt% nano SiC offered significant improvement in microhardness of 31 ± 0.5 HV. Effective interfacial bonding of matrix and filler is the reason for the improved hardness of the composite, and its microstructure is evidenced in Fig. 3(c). The hard ceramic phase in polymer composite is exposed to superior hardness value [5].

Epoxy composites microhardness
Moreover, the composite developed with a higher content of treated SF and a constant weight percentage of nano SiC exposed maximum hardness, enriched with a 153% sample 1 microhardness value. The deep dispersion of nano SiC in an epoxy matrix leads to load restriction, and limiting the indentation results in a high hardness value.
Influences of hybrid reinforcement on fracture toughness of epoxy composites
Figure 7 illustrates the fracture toughness behaviour of epoxy composite made with 1, 3, and 5 wt% nano SiC exposure and constant weight percentage of sisal fiber (treated with NaOH) shown with 5% test excellence. The fracture toughness of composite sample 1 (epoxy/ 15 wt% of sisal fiber) is 1.1 ± 0.01 MPa m0.5, lower than the SiC-reinforced epoxy composite samples. The contribution of 1 wt% of SiC in epoxy/15 wt% of sisal fiber composite is recorded by 1.28 ± 0.01 MPa m0.5. The combinations of SiC and sisal fiber in an epoxy matrix lead to absorbing the maximum energy. Hybrid reinforcement has better mechanical performance than unreinforced polymer samples [9 and 13].

Epoxy composites microhardness fracture toughness
The fracture toughness of the epoxy composite sample (15 wt% sisal fiber and 3 wt% of SiC) is exposed to 1.38 ± 0.02 MPa m0.5, and the contribution of 5 wt% SiC is exploited maximum fracture toughness value of 1.56 ± 0.01 MPa m0.5. Compared to epoxy composite sample 1, it increased 41.8% of fracture toughness value. The effective SiC particle dispersion with the uniform spread of sisal fiber is the reason for enhanced fracture toughness.
However, the epoxy hybrid composite made with 15 wt% of sisal fiber and 5 wt% of SiC nanoparticle attained optimum behaviour of tensile, flexural, hardness, and fracture toughness. Automobile interior parts applications suggest it.
With reference to Table 3, the present work is related to past literature and highlights that the tensile strength of epoxy hybrid nanocomposite sample 4 contained 5wt% nano SiC and 15wt% treated SF is improved by 22% and 62.5% compared to sisal/glass fiber epoxy composite [13] and 6wt% cetyltrimethylammonium bromide/25wt% of sisal fiber/polypropylene [16]. Similarly, the flexural strength of the composite is hiked by 30% compared to the previously reported value of 53.27 MPa [16].
Conclusion
The epoxy hybrid composite made with 15 wt% sisal fiber and 1, 3, and 5 wt% of nano-sized SiC via compression moulding process is successful. The impact of SiC features on surface morphology, tensile, flexural strength, hardness, and fracture toughness of composites are evaluated. The main findings of the proposed investigation are summarized in below key points below.
-
The processing of epoxy composite with sisal fiber and SiC provides better dispersion, and the surface morphology proved the homogenous distribution of hybrid reinforcement.
-
Epoxy hybrid composite sample 4 contained 15 wt% of sisal fiber (treated with NaOH) and was found to have optimum mechanical behaviour rather than other compositions.
-
The tensile strength of composite sample 4 is 79% more than the tensile behaviour of composite sample 1, composed of 15 wt% of sisal fiber.
-
Similarly, the flexural strength and hardness of epoxy composite sample 4 is hiked by 88 and 153% higher than the epoxy composite sample 1.
-
With the exposures of 5 wt% nano SiC in epoxy / 15 wt% of sisal fiber composite, superior fracture toughness is reached by 41.8% higher than the epoxy composite sample 1.
-
The enriched epoxy hybrid composite sample 4 will be recommended for automobile interior parts application and the future, and the composite will be involved in micro-machining studies.
Data availability
All the data required are available within the manuscript.
References
Shebaz Ahmed JP, Satyasree K, Rohith Kumar R, Meenakshisundaram O, Shanmugavel S (2023) A comprehensive review on recent developments of natural fiber composites synthesis, processing, properties, and characterization. Engineering Research Express. Institute of Physics. https://doi.org/10.1088/2631-8695/aceb2d
Chauhan V, Kärki T (2022) Varis J (2022) Review of natural fiber-reinforced engineering plastic composites, their applications in the transportation sector and processing techniques. J Thermoplast Compos Mater. 35(8):1169–1209. https://doi.org/10.1177/0892705719889095. ISSN: 0892-7057 Online ISSN: 1530-7980
Suriani MJ, Rapi HZ, Ilyas RA, Petrů M (2021) Sapuan SM (2021) Delamination and manufacturing defects in natural fiber-reinforced hybrid composite: A review. Polymers. 13(8):1323. https://doi.org/10.3390/polym13081323. ISSN: 2073-4360
Karthikeyan MKV, Kamaraj L, Kavipriya S, Rathinavelu V, Sadagopan DK, Soudagar MEM, Manickaraj P (2024) Investigation and chemical processing effect of sisal fiber epoxy composite characteristic enhancement with nano-SiC via injection mould. J Adv Manuf Technol 132:2209–2216. https://doi.org/10.1007/s00170-024-13516-9. Electronic ISSN 1433-3015 Print ISSN 0268-3768
Sen D, Nayak C, Sudhakar KG, Birla S (2021) Mechanical properties of fabricated hybrid composites infused with Heat-Treated alkali sisal fiber and SiC particles: a quantitative analysis. Polym Bull 78(8):4629–4648. https://doi.org/10.1007/s00289-020-03329-7
Bekele AE, Lemu HG, Jiru MG (2023) Study of the Effects of Alkali Treatment and Fiber Orientation on Mechanical Properties of Enset/Sisal Polymer Hybrid Composite. J Compos Sci 7(1):37. https://doi.org/10.3390/jcs7010037. EISSN 2504-477X. Published by MDPI
Poures MVD, Chakravarthy KS, Kumar VK (2024) Excellence of Nano SiC on Mechanical Behaviour of Low Density Polyethylene Hybrid Nanocomposite. J Inst Eng India Ser D. https://doi.org/10.1007/s40033-024-00713-9
Soundhar A, Kandasamy J (2021) Mechanical, Chemical and Morphological Analysis of Crab shell/Sisal Natural Fiber Hybrid Composites. J Nat Fibers 18(10):1518–1532. https://doi.org/10.1080/15440478.2019.1691127
Thooyavan Y, Kumaraswamidhas LA, Edwin Raj R, Binoj JS, Brailson Mansingh B (2022) Failure analysis of basalt bidirectional mat reinforced micro/nano Sic particle filled vinyl ester polymer composites. Eng Fail Anal 136:106227. https://doi.org/10.1016/j.engfailanal.2022.106227, https://www.sciencedirect.com/science/article/pii/S1350630722002011. ISSN: 1350-6307
Akhil UV, Radhika N, Saleh B, Aravind Krishna S, Noble N, Rajeshkumar L (2023) A comprehensive review on plant-based natural fiber reinforced polymer composites: Fabrication, properties, and applications. Polym Compos 44(5):2598–2633. https://doi.org/10.1002/pc.27274
Sasikumar R, Prabagaran S, Venkatesh R, Kumaravel S (2023) Effect of tamarind fruit fiber contribution in epoxy resin composites as biodegradable nature: characterization and property evaluation. Biomass Conversion and Biorefinery. https://doi.org/10.1007/s13399-023-04465-6. Electronic ISSN 2190-6823 Print ISSN 2190-6815
Siva R, Kesavaram B, Jones Martin J, Mathiselvan G, Navas KB, Sangeetha M (2021) Mechanical behavior of sisal and banana fiber reinforced hybrid epoxy composites. Mater Today Proc 44:3692–3696. Elsevier Ltd. https://doi.org/10.1016/j.matpr.2020.10.805, https://www.sciencedirect.com/science/article/pii/S221478532038442X. 3rd International Conference on Frontiers in Automobile & Mechanical Engineering
Pereira AL, Banea MD, Neto JSS, Cavalcanti DKK (2020) Mechanical and thermal characterization of natural intralaminar hybrid composites based on sisal. Polymers 12(4):866. https://doi.org/10.3390/POLYM12040866. EISSN 2073-4360. Published by MDPI
Dhandapani N, Megalingam A (2022) Mechanical and Sound Absorption Behavior of Sisal and Palm Fiber Reinforced Hybrid Composites. J Nat Fibers 19(12):4530–4543. https://doi.org/10.1080/15440478.2020.1863893
Agrawal A, Chandraker S (2022) An experimental investigation of epoxy-based hybrid composites with hexagonal boron nitride and short sisal fiber as reinforcement for high performance microelectronic applications. Polym Eng Sci 62(1):160–173. https://doi.org/10.1002/pen.25841
Maurya AK, Gogoi R, Manik G (2021) Mechano-chemically activated fly ash and sisal fiber reinforced PP hybrid composite with enhanced mechanical properties. Cellulose 28(13):8493–8508. https://doi.org/10.1007/s10570-021-03995-4
Dhinesh Kumar M, Senthamaraikannan C, Jayasrinivasan S, Aushwin S (2019) Study on static and dynamic behavior of jute/sisal fiber reinforced epoxy composites. Mater Today Proc 46:9425–9428. Elsevier Ltd. https://doi.org/10.1016/j.matpr.2020.03.064
Dattatreya K, Sathees Kumar S, Prasad VVSH, Ranjan Pati P (2023) Mechanical properties of waste natural fibers/fillers reinforced epoxy hybrid composites for automotive applications. Mater Today Proc. https://doi.org/10.1016/j.matpr.2023.02.001
Prabhu L, Krishnaraj V, Gokulkumar S, Sathish S, Ramesh M (2019) Mechanical, chemical and acoustical behavior of sisal - Tea waste - Glass fiber reinforced epoxy based hybrid polymer composites. Mater Today Proc 16:653–660. Elsevier Ltd. https://doi.org/10.1016/j.matpr.2019.05.142, https://www.sciencedirect.com/science/article/pii/S2214785319309873. ISSN: 2214-7853. International Conference on Advances in Materials, Manufacturing and Applied Sciences
Venkatesh R, Roopashree R, Sur S, Kumar G, Raja P, De Poures MV (2023) Investigation and performance study of Hibiscus sabdariffa bast fiber-reinforced HDPE composite enhanced by silica nanoparticles derived from agricultural residues. Fibers and Polymers 24(6):2155–2164
P Raja Sekaran (2022) Adsorption and Photocatalytic Degradation Properties of Bimetallic Ag/MgO/Biochar Nanocomposites. Adsorp Sci Technol. Volume 2022, Article ID 3631584, 14 pages. https://doi.org/10.1155/2022/3631584
N Karthi (2022) Synthesis and Adsorbent Performance of Modified Biochar with Ag/MgO Nanocomposites for Heat Storage Application. Adsorp Sci Technol. Volume 2022, Article ID 7423102, 14 pages. https://doi.org/10.1155/2022/7423102
Acknowledgements
This project was supported by Researchers Supporting Project number (RSP2024R315) King Saud University, Riyadh, Saudi Arabia. The research funding from the Ministry of Science and Higher Education of the Russian Federation (Ural Federal University Program of Development within the Priority-2030 Program) is gratefully acknowledged.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study's conception and design. Material preparation, data collection, and analysis were performed by M. Aruna, S. Ravi, Ismail Hossain, Karthigairajan M, R. Venkatesh, P. Prabhu, Sami Al Obaid, Sulaiman Ali Alharbi, and S. Kaliappan. The first draft of the manuscript was written by [R. Venkatesh], and all authors provided language help, writing assistance, and proofreading of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
This is an observational study. Treated sisal fiber made epoxy composite hybridize with silicon carbide nanoparticles: Characteristics study; the Research Ethics Committee has confirmed no ethical approval is required.
Consent to participate
Informed consent was obtained from all individual authors included in the study.
Consent to publication
The authors declare that there are no conflicts of interest regarding the publication of this paper.
Financial interests
The authors have no relevant financial or non-financial interests to disclose.
Competing interests
The authors have no competing interests to declare relevant to this article's content.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Aruna, M., Hossain, I., M, K. et al. Treated sisal fiber made epoxy composite hybridize with silicon carbide nanoparticles: Characteristics study. J Polym Res 31, 191 (2024). https://doi.org/10.1007/s10965-024-04012-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-024-04012-5