
Abstract
Synthetic fiber-based polymer matrix composites face significant nonbiodegradability problems, zero water absorption, and burn. The present investigation attempt to fabricate the epoxy resin-based polymer matrix composite with alkali-treated natural tamarind fruit fiber as the content of 0 wt%, 10 wt%, 20 wt,%, and 30 wt% via resin mold technique. The effect of (alkali-treated) tamarind fruit fiber on environmental degradability, tensile strength, and water absorption performance of the composite was evaluated and compared with untreated tamarind fruit fiber-synthesized composite sample. It revealed that 30 wt% alkali-treated tamarind fiber composite facilitates good degradable (3.9% weight loss), maximum tensile strength of 28.3 MPa, and limited water absorption of 5.8%. The revealed results permit the prospective effect from the tamarind fruit waste considered as a future polymer composite filler for automobile dashboard applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Traditionally, synthetic carbon and glass fiber fabricate the polymer matrix composite. Novel natural fibers are a significant choice for replacing synthetic fiber in polymer matrix composite offering low density, good environmental protection, sustainability, biodegradability, non-toxic, economical, good mechanical strength, and eco-friendly [1,2,3]. Due to this, it is featured in the aerospace top roof cabin application [4, 5], automotive dashboard, panel, roof, seat frame, construction fire weatherproof applications [6], insulation panel, partition wall, engineering applications [7, 8], and membrane applications [9]. Millions of tons of synthetic fiber-reinforced polymer composites are used and landfilled yearly. These composites are facing the problem of toxic, non-biodegradable disposal problems, not recycling, and generating the maximum CO2. In addition, using synthetic fiber composite has to landfill leads to significant environmental pollutants. The investigational report showed that the waste plastics are recycled by less than 10% [10]. To overcome the above drawbacks, recently, polymer matrix composites have been prepared by using different kinds of natural fibers and waste such as kenaf [11], tamarind nut powder [12], tamarind fruit shell powder [13], jute fiber [14], and flax, coir, ramie, sisal, and bamboo [15]. The kenaf fiber bonded with pineapple [16], almond [17], and date palm [18] found enhanced characteristics of the composite. Turning plant waste fibers were recycled with an advanced polymer matrix composite and found good compatibility with improved mechanical, thermal, wear, and surface behavior [19].
The degradation rate and mechanical strength of polymer matrix composite to be evaluated with poly lactic acid (PLA)-treated elephant grass, sisal, and jute fiber, and its experimental results were compared with untreated fiber composite. The investigational results revealed that the composite contained PLA-treated fiber showed good land degradation properties, reduced water absorption behavior, and good mechanical strength compared to untreated polymer composite. TGA analysis found good thermal stability [20]. The degradation behavior of natural fiber-reinforced polypropylene composites was evaluated by the open atmosphere, brine solution, water, and moist soil (15 weeks). The exposure to bonding change of composite is analyzed by FTIR spectroscopy and found the degradation range. The observation results on the tensile strength of composite offer high compared to open atmosphere treated [21]. The effect of discarded fruit wastes on anatomical, mechanical, SEM, thermal, physical, and chemical characterization of polymer matrix composite is studied and is found to have high tensile strength, good thermal stability, and low density of 1360 MPa, 238 ℃, and 1.27 g/cc [22].
The polyester composite was developed using tamarind fiber via hand layup technique and compared the modified and unmodified composite’s mechanical, microstructural, and chemical resistance. The experimental results found that the alkali/silane-treated composite has higher mechanical strength than the total composite. Surface morphology revealed that the surface-modified composite found good interfacial bonding and resisted the chemical reactions [23]. The kenaf fiber-reinforced polyester composite fabricated by hand layup route and its compatibility and hydrophobicity is increased by ZnONP surface treatment. The performance of the composite was studied via mechanical, microstructural, and chemical structures [24].
Biocomposites are developed by using natural fiber for biomedical applications. The biofunctionalization behavior of the composite was evaluated by treated and untreated natural fiber-reinforced composites [25]. Agriculture bio-waste like the seed, leaf, coconut, bagasse, rice husk, cereal crop stalks, eggshell, banana peel, almond nuts, aloe vera, cow horn, and corn hub-reinforced polymer matrix composites was investigated and addressed by many researchers and reported that the chemical compositions offered significant mechanical performance and good biodegradability properties [26]. Recently, Sanjay et al. [27] discussed the various characteristics and behavior of natural fiber-reinforced polymer matrix composite and concluded that natural fiber composite offered suitable physical, chemical, and mechanical properties and was economical compared to synthetic materials based composites and also discussed cellulosic plant fiber-reinforced polymer matrix composite for automotive, aerospace, and construction application [28]. Hemnath et al. [29] collected recent literature related to the characterization of inorganic filler bonded polymer matrix hybrid composite and concluded that inorganic fiber exhibited good mechanical, electrical, and thermal properties. Adding alumina nanofillers enhanced basalt fiber-reinforced epoxy laminate’s mechanical and wear properties [30]. In the same way, banyan aerial root fiber-bonded epoxy composite characterization improved by using graphene powder [31], Phoenix pusilla, and carbon polymer composite mechanical strength increased by the additions of fish bone filler [32], and the polyester-based jute fiber mat bonded with eggshell composite mechanical strength enhanced by nano clay [33].
Moreover, the characterization of natural fiber-reinforced polymer matrix composite has improved by treating natural fiber such as NaOH, stearic acid, potassium permanganate, and benzoyl peroxide [34]. The effect of NaOH treatment on the surface morphological and mechanical performance of natural cellulosic fiber-reinforced epoxy composite evaluated and reported that NaOH-treated natural fiber in epoxy composite facilitates good interfacial strength between matrix and fiber, and it leads to a reduction in the failure of composite and increased mechanical strength compared to untreated natural fiber composite [35]. Similarly, Sumrith et al. [36] found improved mechanical properties on alkaline and silane-treated fiber. The alkali-treated Sansevieria ehrenbergii-Camellia sinensis fiber-blended epoxy hybrid composite found enhanced mechanical properties [37]. The composite’s water absorption and mechanical characteristics are improved by silica-based porous cellulose nanocrystals [38]. Aziz et al. [39] synthesized and studied cellulose nanocrystals’ mechanical and adsorption properties with various cationic dyes. They found a higher adsorption rate with superior mechanical strength. Recent challenges of cellulose composite are discussed for engineering applications [40, 41]. Natural fiber-synthesized epoxy hybrid composite mechanical and thermal behavior was studied, and it reported that 0 and 90-degree cross-oriented fiber has good mechanical and thermal properties compared to zero fiber orientations [42]. Ficus benghalensis aerial root with flax fiber-bonded epoxy hybrid composite developed and utilized for structural applications, and its evaluation outcome showed higher tensile and flexural strength [43]. The study’s authors prepared an epoxy composite by hand layup with 5 wt% to 25 wt% alkali-treated Zanthoxylum acanthopodium bark fiber and studied its mechanical and water absorption properties. They reported that 20 wt% alkali-treated Zanthoxylum acanthopodium bark fiber composite showed excellent tensile strength [44]. In addition, the properties composite may depend on fiber orientation [45] and be enhanced by the incorporation of nano silica [46] and combinations of palmyra palm natural fiber and tamarind seed powder [47]. The several research investigations discussed above related to natural fiber-reinforced polymer matrix composite and found the research gap on natural plant fiber has low mechanical strength and hydrophilic effect due to the amorphous. To overcome the drawback mentioned above and improve the environmental sustainability/landfilling biodegradability and mechanical strength via novel alkali solution surface modification, treated tamarind fruit fiber with epoxy resin composite was found to enhance mechanical and degradability performance compared to untreated fiber composites. Moreover, the chemical treatment processes addressed in the above literature improved the composite’s biodegradability behavior and water absorption properties. The exposed results of the present investigation for tamarind fruit waste are considered future fillers in polymer composites for automobile dashboard applications.
2 Materials and methods
2.1 Matrix selection
The waterborne transparent epoxy resin (liquid form-LY556) and hardener (liquid form-HY951) were selected as the base matrix of the 10:1 mixing ratio.
2.2 Collection of natural tamarind fruit fiber and extraction
During the fruit collection period from April to July, the tamarind fruits were gathered at different locations of Anantapur, Andhra Pradesh state, India, and its fruit shells were sheared in a series of kernels, pulp, and fibers. The sheared fruit fibers were separated and washed with normal water. After the process, it was dried at an ambient temperature of 27 ± 1 ℃ for a week and kept in an electric oven (Metalab digital hot air oven—Indian make) for a day at 100 ℃. It helps to increase fiber compatibility [12, 13].
2.3 Alkali treatment of fiber surface
The extracted tamarind fruit fibers are carefully treated with 10% NaOH (sodium hydroxide) solution at an ambient temperature of 27 ± 1 ℃ and maintained at a 20:1 ratio. After, it was dried in an electric oven for a day at 100 ℃ and then immersed into an alkali solution for 1 h. It helps to reduce the hydrophilic effect and eliminate the greasy materials and hemicelluloses from the fiber [22]. After that, the fiber was cleaned with water and acetic acid was used to neutralize the fiber. Finally, the surface-modified fibers were processed with distilled water for 30 min, dried at ambient temperature for a week, and dried at 100 ℃ for a day via an electric oven.
2.4 Fabrication of composite
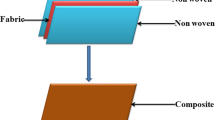
Figure 1 shows the flow process diagram for the tamarind fruit fiber-reinforced epoxy resin composite fabrication. Manual stir consists of twin stainless steel blades blended the waterborne transparent liquid state epoxy resin and hardener. The base mold pattern was wrapped in a steel plate with a 200 × 200 × 8 mm3 Teflon sheet. After laying, multiple orientations filled the chopped tamarind fruit fibers 1 to 3 mm into the epoxy lamina. The lamina was made using 100% epoxy resin blended with 10% hardener through the hand layup.The developed epoxy resin composites were cured by natural convection (elevated temperature) for a day and then kept in a hot air oven at 100 ℃ for 2 h. The final composite contained 0 wt%, 10 wt%, 20 wt%, and 30 wt% of untreated and alkali-treated tamarind fruit fibers and is mentioned in Table.1.

Flow process diagram for tamarind fruit fiber-reinforced epoxy resin composite fabrication
2.5 Characterization of developed composites
-
Environmental degradability test (soil burial)
The weight loss technique evaluated the environmental biodegradability of advanced composites with and without the treatment of tamarind fruit fibers. A wire-cut EDM machine (MW250-Indian make) shaped it to find a 40 mm × 10 mm × 8 mm specimen in a small flower pot. It was filled with farmland soil (pH = 7.5 to 7.77) and a sprinkling water system to provide the maximum relative humidity of 98% daily. After 3 months, the soil-buried biodegradable test samples are dragged from the pot, cleaned using water, and dried at 100 ℃ for 2 h through a hot air oven. Its biodegradable percentage was measured by Eq. 1.
-
Tensile strength test
The tensile strength of developed composites was analyzed by Instron 3369-UTM machine (made in India) configured with 10 KN load and 5 mm/min cross slide speed. The tensile fractured surface of enhanced tensile strength was untreated, and alkali-treated sample was examined by using VEGA TESCAN scanning electron microscope. Based on ASTM 3039 standard, three trials were tested from each sample and average strength was considered the mean value.
-
Water absorption test
The standard of ASTM D570-98 studied the water absorption behavior of synthesized composites. A digital weighing scale (Essae DS-252 from Indian make) weighed the test sample of 40 mm × 10 mm × 8 mm as W1 and was suspended in water for a day. After the process, it was dried at 100 ℃ for 1 day and weighed again as W2. The composite’s weight percentage (gain/loss) was calculated by Eq. 2.
3 Results and discussions
3.1 Environmental degradability characterization
The degradable weight loss percentages of untreated tamarind fruit fiber-reinforced epoxy resin composites are shown in Fig. 2. The degradability weight loss percentages of unreinforced epoxy resin were found gradual improvement in weight loss on increased burial days from 0 to 90 days. The maximum weight loss of 2.1% was noted by 90 burial days maintained under the farmland soil platform with pH = 7.5 to 7.77. Similarly, untreated 10 wt%, 20 wt%, and 30 wt% of tamarind fruit fiber-reinforced composite showed a progressive improvement in degradability with increased burial days. It was periodically monitored, and its weight was measured every 15 days.

Degradability (% of weight loss) for untreated tamarind fruit fiber of composite samples
To increase the degradable compatibility of composite, chemical-treated natural fiber-bonded composites are used. Generally, natural fiber has good biodegradable behavior compared to synthetic fiber [27]. Compared to conventional epoxy resin composite, 30 wt% untreated tamarind fruit fiber-bonded composite degradability increased weight loss by 11.5% at 90 days. However, the composite’s degradability has been related to matrix and filler materials’ physical, chemical, and adhesive characterization [13].
Moreover, it was observed from its experimental results that the degradable weight loss of epoxy resin composite was increased progressively with an increase in burial days.
Figure 3 represents the epoxy resin composite developed with different weight percentages of alkali-treated tamarind fruit fiber evaluated by soil burial test. It was found that the degradability weight loss with and without fiber was limited by less than 4%. The T1 composite showed an average degradable weight loss of 1% and modified the weight loss by adding an alkali-treated fiber composite. T2 composite found that the degradable weight loss of composite was improved from 0 to 2.8% from 0 to 90 days, and its life duration was extended by 1.32 times that of untreated UT2 composite. The prime reason for the extended life of the composite was treated with an alkali solution, good adhesive lamina of epoxy and fiber, and its constitutions able to withstand the maximum life utilization. Rajesh et al. [20] reported that alkali-treated natural fiber composite degradability was found to optimum weight loss.

Degradability (% of weight loss) for alkali-treated tamarind fruit fiber of composite samples
Moreover, the chemical-treated natural fiber composite was found to have suitable physical, mechanical, and good morphological properties [34]. The degradability weight loss of T3 and T4 composite was controlled by 1.34 and 1.94 times of untreated UT3 and UT4 composites. However, the maximum weight loss of untreated tamarind fruit fiber-bonded epoxy composite was enriched by an alkali solution treated process and obtained an enhanced surface quality with hydrophobic that facilitates good adhesive properties and improved degradable behavior with superior mechanical strength.
3.2 Tensile strength characterization
Figure 4 illustrates the tensile strength variations of epoxy resin composite made by using 0 wt%, 10 wt%, 20 wt%, and 30 wt% of untreated and alkali-treated tamarind fruit fiber composite measured by universal tensile test machine with 5 mm/min cross slide speed. The composite’s tensile strength was gradually improved with increased weight percentages of fiber content and noted 8.5% approximate improvement in alkali-treated tamarind fruit fiber on loading of 0 wt% to 30 wt% as compared to the tensile strength of untreated tamarind fruit fiber-bonded epoxy composites.

Tensile strength of untreated/alkali-treated tamarind fruit fiber of composite samples
The tensile strength of untreated UT1 composite in Fig. 4 at 0 wt% showed 20.1 ± 0.7 MPa and 14.9% of tensile strength was hiked by adding 10 wt% tamarind fruit fiber (untreated—UT2). It was due to the pinning effect of filler material in the epoxy matrix to resist the failure on maximum tensile load.
Furthermore, an increase in untreated tamarind fruit fiber in the epoxy matrix (UT3) found improved tensile strength of 25.6 ± 1.1 MPa and decreased to 5.78% on 30 wt% of untreated fiber composite (UT4). It was due to the poor interfacial bonding identified from the fractured SEM analysis, evidenced in Fig. 5 and high moisture content such as fiber-hydrophilic (natural) and matrix-hydrophobic. However, the alkali surface modification treatment will overcome the above drawback and increase the adhesive behavior between the matrix and filler material. Figure 4 shows significant improvement in the tensile strength of epoxy composite with different weight percentages of alkali-treated tamarind fruit fiber. The treated fiber of T1 composite exhibited a 5% improvement in tensile strength compared to untreated UT1 composite. Similarly, T2, T3, and T4 composite found enhanced tensile strength of 24.5 ± 1.2 MPa, 27.5 ± 0.9 MPa, and 28.3 ± 1.1 MPa respectively. The successive improvement in tensile strength obtained by the natural fiber alkali treatment resulted in good adhesive interfacial strength. Moreover, many researchers reported that the tensile strength of the composite improved by adding chemically processed fiber (natural fiber) to the epoxy matrix [34, 35]. The composite contained 30 wt% of treated fiber, observed as a 16.9% improvement in tensile strength due to the good interfacial bond strength between the epoxy resin and fiber seen in Fig. 6, and its fibers showed elongated failure.

SEM micrograph of tensile fractured UT4 composite surface (untreated)

SEM micrograph of tensile fractured T4 composite surface (treated)
3.3 SEM analysis
Based on the tensile strength evaluation report, the high tensile strength untreated (UT4) and alkali-treated T4 composite were subjected to surface morphology studies.
Figure 5 shows the SEM micrograph of tensile fractured UT4 composite (untreated -30 wt% tamarind fruit fiber) with their fiber condition. It showed the delaminated fiber failure during high tensile force and found few micro-cracks. It was due to the pullout of untreated tamarind fruit fiber from the epoxy matrix.
Figure 6 illustrates the SEM image of the T4 composite tensile fracture sample containing 30 wt% of treated tamarind fruit fiber. It was seen from Fig. 6 that the fibers were well bonded in an epoxy matrix with superior adhesive bond strength. The fibers are elongated gradually without a slide of the epoxy lamina. The elongated fiber surface is illustrated the above Fig. 6. It helps to increase the interfacial strength, which results in improved tensile strength of the composite. It was evidenced in Fig. 4. The pullout tamarind fruit fiber (treated) showed excellent stress transfer during maximum tensile load rather than UT1 composite.
3.4 Water absorption characterization
Water absorption characterization of epoxy composite with and without tamarind fruit fiber on untreated and treated conditions are shown in Figs.7 and 8, respectively. The test was evaluated for 24 h on hydrophobic nature (ASTM D570-98).

Water absorption percentages for untreated tamarind fruit fiber of composite samples

Water absorption percentages for alkali-treated tamarind fruit fiber of composite samples
Water absorption of epoxy composite contained 0 wt% of untreated (UT1) fiber illustrated as minor improvement with an increased period. The water absorption percentage was improved marginally by adding untreated fiber to an epoxy matrix. UT2 composite found increased absorption percentages of 80% compared to UT1 composite. The highest water absorption of 8.2% was noted in an epoxy composite of 30 wt% of tamarind fruit fiber (UT4). Similarly, the water absorption percentage of the UT4 composite increased by 4.5 times compared to the UT1 composite. The enhancement of water absorption was due to the content of untreated tamarind fruit fiber and its hydrophilic character.
The water absorption percentage of alkali-treated fiber epoxy composite contained 0 wt% showed 1% on the 24-h test. The increased fiber loading conditions of 10 wt% (T2) composite were observed as a 2.8% water absorption percentage. Further increase in treated fiber content as 20 wt% and 30 wt% showed 3.9% and 5.8%, respectively. The T4 composite with 30 wt% of treated tamarind fruit fiber of water absorption percentage was limited to 41.3% compared to the untreated water absorption percentage of UT4 composite. The limitations of water absorption were proved by alkali surface modification. The high alkali solution concentration in tamarind fruit fiber enhanced the hydrophilic effect. It results in reduced composite degradable behavior and increased tensile properties. Similar findings were reported during the tamarind fiber-reinforced composite [23]. Surface modification was one reason for variations in water absorption [38].
Figure 9 illustrates the tensile (Fig. 9a) and Young’s modulus (Fig. 9b) comparison of conventional automobile material and presents the T4 composite for a dashboard application. The tensile strength and Young’s modulus of the present T4 composite are improved by 41.5% and 9.09% compared to conventional copolymer material.

Comparison of mechanical properties a tensile strength and b Young’s modulus of the composite
Moreover, the tensile strength and Young’s modulus of the present T4 composite are 28.3 MPa and 1.9 GPa, and the values meet their conventional automotive dashboard material required properties [48].
4 Conclusions
The additions of untreated enriched epoxy resin composite and alkali-treated tamarind fruit fiber composite effectively made by conventional low-cost hand layup technique are used to find the enhanced degradability, mechanical tensile strength, and water absorption percentage. The natural fiber’s major drawback, such as low tensile strength and hydrophilic effect, was over looped by the alkali-treated process. The fracture surface of micrograph results revealed the nature of failure and its delaminated surface reaction. Compared to untreated tamarind fruit fiber-reinforced epoxy composite (UT4), alkali-treated tamarind fiber’s tensile strength with 30 wt% (T4) composite was a 16.9% improvement. The degradability on weight loss percentages of T4 composite was found to be 1.94 times the extended life compared to UT4-untreated composite sample and slow decompositions may occur. The T4 composite (alkali treated) found a 41.3% reduction in water absorb capability compared to untreated UT4 composite. The revealed results have to permit the prospective effect gathering from the tamarind fruit fiber waste treated by the alkali process to satisfy environmental sustainability/landfilling biodegradability and mechanical strength. It found that the tensile strength and Young’s modulus of the present T4 composite are improved by 41.5% and 9.09% compared to conventional copolymer material. The T4 composite will be recommended for automobile dashboard applications.
Data availability
All the data required are available within the manuscript.
References
Boopathi L et al (2012) Investigation of physical, chemical and mechanical properties of raw and alkali treated Borassus fruit fiber. Compos Part B: Eng 43(8):3044–3052
Azwa ZN et al (2013) A review on the degradability of polymeric composites based on natural fibers. Mater Des 47:424–442
Binoj JS et al (2016) Optimization of short Indian areca fruit husk fiber (Areca catechu L)-reinforced polymer composites for maximizing mechanical properties. Int J Polym Anal Charact 21(2):112–122
Mangalgiri PD (1995) Composite materials for aerospace applications. Bull Mater Sci 22:657–664. https://doi.org/10.1007/BF02749982
Friedrich K et al (1999) Recent advances in polymer composites. Tribol Wear 190(2):139–144
Holbery J, Houston D (2006) Natural fiber reinforced polymer composites in automotive applications. J Miner Met Mater Soc 58(11):80–86
Cheung HYM et al (2009) Natural fiber-reinforced composites for bioengineering and environmental engineering applications. Compos B 40(7):655–663
Pandey JK et al (2010) Recent advances in the application of natural fiber-based composites. Macromol Mater Eng 295(11):975–989
Lau WJ et al (2015) “A review on polyamide thin film nanocomposite (TFN) membranes: history, applications, challenges and approaches. Water Res 80:306–324
Geyer R et al (2017) Production, use, and fate of all plastics ever made. Sci Adv 3(7):e1700782
Akil H et al (2011) Kenaf fiber reinforced composites: a review. Mater Des 32(8–9):4107–4121
Ashok B et al (2019) Preparation and characterization of tamarind nut powder with in situ generated copper nanoparticles using the one-step hydrothermal method. Int J Polym Anal Charact 24(6):548–555
Li J et al (2019) Modification of agricultural waste tamarind fruit shell powder by in situ generation of silver nanoparticles for antibacterial filler applications. Int J Polym Anal Charact 24(5):421–427
Saiteja J et al (2020) Evaluation of mechanical properties of jute fiber/carbon nanotube filler reinforced hybrid polymer composite. Mater Today: Proc 22:756–758
Sanjay MR et al (2018) Characterization and properties of natural fiber polymer composites: a comprehensive review. J Cleaner Prod 172:566–581
Asim M et al (2018) Effect of fiber loadings and treatment on dynamic mechanical, thermal and flammability properties of pineapple leaf fiber and kenaf phenolic composites. J Renew Mater 6(4):383–393. https://doi.org/10.7569/JRM.2017.634162
Nampoothiri EN (2020) Experimental investigation on mechanical and biodegradation properties of Indian almond–Kenaf fiber-reinforced hybrid composites for construction applications. J Nat Fibers 19(1):292–302. https://doi.org/10.1080/15440478.2020.1739592
Ghori SW, Srinivasa Rao G (2021) Fiber loading of date palm and kenaf reinforced epoxy composites: tensile, impact and morphological properties. J Renew Mater 9(7):1283. https://doi.org/10.32604/jrm.2021.014987
Jyotishkumar P et al (2023) Turning waste plant fibers into advanced plant fiber reinforced polymer composites: a comprehensive review. Composites Part C: Open Access 10:100333. https://doi.org/10.1016/j.jcomc.2022.100333
Gunti R et al (2018) Mechanical and degradation properties of natural fiber-reinforced PLA composites: Jute, sisal, and elephant grass. Polymer Compos 39(4):1125–1136
Fakhrul T, Islam MA (2013) Degradation behavior of natural fiber reinforced polymer matrix composites. Procedia Eng 56:795–800
Binoj JS et al (2018) Characterization of industrial discarded fruit wastes (Tamarindus Indica L.) as the potential alternate for man-made vitreous fiber in polymer composites. Process Saf Environ Prot 116:527–534
Maheswari CU et al (2013) Mechanical properties and chemical resistance of short tamarind fiber/unsaturated polyester composites: influence of fiber modification and fiber content. Int J Polym Anal Charact 18(7):520–533. https://doi.org/10.1080/1023666X.2013.816073
Mohammed M et al (2022) Improving hydrophobicity and compatibility between kenaf fiber and polymer composite by surface treatment with inorganic nanoparticles. Arab J Chem 15:104233
Tavares TD et al (2020) Biofunctionalization of natural fiber-reinforced biocomposites for biomedical applications. Biomolecules 10:148. https://doi.org/10.3390/biom10010148
Fayomi OSI et al (2020) Potential of bio-wastes in the development of composites for manufacturing application. Materials Today: Proceedings. https://doi.org/10.1016/j.matpr.2020.06.539
Sanjay MR et al (2019) A comprehensive review of techniques for natural fibers as reinforcement in composites: preparation, processing and characterization. Carbohyd Polym 207:108–121. https://doi.org/10.1016/j.carbpol.2018.11.083
Sanjay MR et al (2021) Lignocellulosic fiber reinforced composites: progress, performance, properties, applications, and future perspectives. Polym Compos 43(2):645–691. https://doi.org/10.1002/pc.26413
Hemnath M et al (2020) A comprehensive review on mechanical, electromagnetic radiation shielding, and thermal conductivity of fibers/inorganic fillers reinforced hybrid polymer composites. Polym Compos. https://doi.org/10.1002/pc.25703
Vinay SS et al (2020) Eff ect of Al2O3 nanofillers in basalt/epoxy composites: mechanical and tribological properties. Polym Compos. https://doi.org/10.1002/pc.25927
Ganapathy T et al (2019) Effect of graphene powder on banyan aerial root fibers reinforced epoxy composites. J Nat Fiber 18(7):1029–1036. https://doi.org/10.1080/15440478.2019.1675219
Abhishek S et al (2018) Development of new hybrid Phoenix pusilla/carbon/fish bone filler reinforced polymer composites. J Chin Adv Mater Soc 6(4):553–560. https://doi.org/10.1080/22243682.2018.1522599
Ganesan K et al (2018) A new assessment on mechanical properties of jute fiber mat with eggshell powder/nano clay-reinforced polyester matrix composites. J Nat Fibers 17(4):482–490. https://doi.org/10.1080/15440478.2018.1500340
Madhu P et al (2020) A new study on effect of various chemical treatments on Agave Americana fiber for composite reinforcement: physico-chemical, thermal, mechanical, and morphological properties. Polym c 85:106437. https://doi.org/10.1016/j.polymertesting.2020.106437
Rajeskumar G et al (2021) Influences of sodium hydroxide (NaOH) treatment on mechanical properties and morphological behaviour of phoenix sp. fiber/epoxy composites. J Polym Environ 29:765–774. https://doi.org/10.1007/s10924-020-01921-6
Sumrith N et al (2020) Characterization of alkaline and silane treated fibers of ‘water hyacinth plants’ and reinforcement of ‘water hyacinth fibers’ with bioepoxy to develop fully biobased sustainable ecofriendly composites. J Polym Environ 28:2749–2760. https://doi.org/10.1007/s10924-020-01810-y
Prabhu L et al (2020) Mechanical and acoustic properties of alkali-treated Sansevieria ehrenbergii Camellia sinensis fiber–reinforced hybrid epoxy composites: incorporation of glass fiber hybridization. Appl Compos Mater 27:915–933. https://doi.org/10.1007/s10443-020-09840-4
Aziz T et al (2023) Role of silica-based porous cellulose nanocrystals in improving water absorption and mechanical properties. Environ Res 222:115253. https://doi.org/10.1016/j.envres.2023.115253
Aziz T et al (2023) Synthesis, characterization and adsorption behavior of modified cellulose nanocrystals towards different cationic dyes. Chemosphere 321:137999. https://doi.org/10.1016/j.chemosphere.2023.137999
Aziz T et al (2023) Challenges associated with cellulose composite material: facet engineering and perspective. Environ Res 223:115429. https://doi.org/10.1016/j.envres.2023.115429
Chen Z et al (2023) Advances and applications of cellulose bio-composites in biodegradable materials. J Polym Environ 31:2273–2284. https://doi.org/10.1007/s10924-022-02561-8
Venkatesh R et al (2023) Evaluation of thermal adsorption and mechanical behaviour of intralaminar jute/sisal/e-glass fibre-bonded epoxy hybrid composite as an insulator. Adsorp Sci Technol 2023:6. https://doi.org/10.1155/2023/9222562
Ganapathy T, Ramasamy K, Suyambulingam I et al (2023) Synergetic effect of graphene particles on novel biomass–based Ficus benghalensis aerial root/flax fiber–reinforced hybrid epoxy composites for structural application. Biomass Conv Bioref. https://doi.org/10.1007/s13399-023-04275-w
Raghunathan V, Ayyappan V, Dhilip JDJ et al (2023) Influence of alkali-treated and raw Zanthoxylum acanthopodium fibers on the mechanical, water resistance, and morphological behavior of polymeric composites for lightweight applications. Biomass Con Biorefine. https://doi.org/10.1007/s13399-023-04240-7.
Venkatesh R et al (2023) Effect of fiber layer formation on mechanical and wear properties of natural fiber filled epoxy hybrid composites. Heliyon 9(5):e15934. https://doi.org/10.1016/j.heliyon.2023.e15934
Dhansekar K et al (2023) Influence of nano-silica particles on density, mechanical and tribological properties of sisal/hemp hybrid nanocomposite. Adv Polym Technol 2023:7. https://doi.org/10.1155/2023/3684253
Srinivasan T et al (2020) Experimental investigation and fabrication of palmyra palm natural fiber with tamarind seed powder reinforced composite. IOP Conf Ser: Mater Sci Eng 988(1):012022
Sapuan SM et al (2011) Prototype expert system for material selection of polymeric composite automotive dashboard. Int J Phys Sci 6(25):5988–5995
Author information
Authors and Affiliations
Contributions
All authors contributed to the study’s conception and design. Material preparation, data collection, and analysis were performed by R. S, S. P, R. V, and S. K. The first draft of the manuscript was written by R.V, and all authors provided language help, writing assistance, and proofreading of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
This is an observational study. Effect of tamarind fruit fiber contribution in epoxy resin composites as biodegradable nature: characterization and property evaluation. Research Ethics Committee has confirmed that no ethical approval is required.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sasikumar, R., Prabagaran, S., Venkatesh, R. et al. Effect of tamarind fruit fiber contribution in epoxy resin composites as biodegradable nature: characterization and property evaluation. Biomass Conv. Bioref. 14, 22647–22655 (2024). https://doi.org/10.1007/s13399-023-04465-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-023-04465-6