
Abstract
A comprehensive and comparative experimental study has been conducted to investigate the effect of thermal-oil ageing on mechanical, thermal and internal structural properties of E-glass fibre/epoxy composite materials. E-glass fibre/epoxy composite specimens were divided into 8 groups according to the certain experimental ageing temperatures. The temperature values were selected as −10, 25, 50, 80, 100, 120 and 140 °C, while the values of the ageing duration were selected as 24, 168, 360, 720 and 1080 h. Thermogravimetric Analysis (TGA) and Differential Thermal Analysis (DTA) tests were performed to determine the thermal properties, tensile tests were used to detect the mechanical properties and a Scanning Electron Microscope (SEM) was used to illustrate the changes in the internal structure of the composites. As a result of this work, unexpectedly no alteration was observed in the mechanical properties of the specimens aged at −10 °C; however, ageing at 120 and 140 °C reduced the maximum load carrying capacities (LCCs) of the specimens especially for further ageing exposure times. Furthermore, the thermal stability of the specimens aged at −10 °C increased with the increasing thermal ageing duration while, for the other thermal ageing temperatures, the thermal stability showed a decreasing trend as the thermal ageing exposure time increased.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Composite materials have attracted the attention of industry and researchers in recent years, which has led to significant increases in its usage trends [1,2,3,4,5]. High mechanical performance, ultra-lightness property and high corrosion resistance of composite materials are among the main reasons for this increasing trend. In addition to its use in aviation, maritime and other transport areas, it is also used to extract and transport raw materials such as petroleum and petroleum products. In all of these application areas of use, composite materials interact with air, water, sea water, various types of gases, oils, petroleum products, chemicals and various different media constantly or periodically. As a result of these interactions, composite materials are exposed to radiation, high or low operating temperatures, variable temperatures, chemical corrosion and deforming influences. These expositions cause the ageing effects to behave aggressively on the composite materials. Consequently, the ageing factors induce several changes in all mechanical, thermal and internal structural properties of the material.
Thermo-oxidative ageing is based on the ageing of the material with heated air at different temperatures in an oven or in a different heating medium [6,7,8,9,10,11,12,13]. Rudzinski et al. [14] made an experimental study to detect the influence of the sizing on the thermal stability of thermal-oxidatively aged composites. As a result of this study, they found that the mechanical properties and thermal stability of the composites improve with appropriate sizing. Barjasteh et al. [15] investigated the influence of thermal ageing on fiberglass/carbon-fibre hybrid composites. They have revealed the fact that the glass fibre shell served as a protective layer and limited the oxidation of the carbon fibre core. Boubakri et al. [16] conducted an experimental study to find out the changes in the mechanical and physical behaviour of polyurethane thermoplastics aged at 70 and 90 °C. The study revealed that the prolongation of the thermal ageing exposure period up to 270 days resulted in a gradual increase in tensile strength. Karsli et al. [17] performed a study about the effects of thermal ageing on mechanical, thermal, thermomechanical and other properties of glass fibre and carbon fibre reinforced Poly(ether ether ketone) composites. As a result of the study, it has been found that the thermal ageing process is an effective method to control the mechanical, thermal, thermomechanical, physical and tribological properties of the material, and at the same time, it is possible to improve the properties of the material by this method. Kwon et al. [18] carried out a study to investigate interfacial behaviours of thermally aged glass fibre/epoxy composites reinforced with SiC and SiO2 nanoparticles. It has been found from the study that tensile and compressive strength of epoxy matrix composites can be changed by thermal ageing. Shaoguan et al. [19] made a research to investigate the static mechanical properties of the carbon fibre (T700) reinforced Modified Bismaleimide (BMI) composites exposed to 1000 h of ageing at 200 °C. It has been deduced from their study that the transverse tensile strength and interlaminar-shear strength of the composites gradually decrease as the ageing duration increases.
Hygrothermal ageing is one of the commonly used ageing methods and in order to characterise the hygrothermally aged samples, amount of water absorption is taken into consideration [20,21,22,23,24,25,26,27]. Berketis et al. [28] studied water uptake behaviours of long-term hygrothermally aged glass fibre reinforced polymers. Changes in the thermo-mechanical properties of the laminates after immersion in water were investigated using dynamic mechanical thermal analysis technique. Ksouri et al. [29] investigated long term ageing effect on physicochemical, mechanical and morphological properties of polyamide 6 and polyamide 6 reinforced with 30% of glass fibres. They have found that the mechanical behaviour of materials decreases significantly by hygrothermal ageing effect. The plasticizer of the water is the agent that prevents adhesion between the fibre and matrix and thus reduces the mechanical properties.
Environmental ageing is an ageing method in which materials are under the effect of natural environment [30, 31]. Guzmán et al. [32] made an experimental study to detect the influence of accelerated environmental ageing applying environmental protocols on carbon fibre reinforced plastics, which have a privileged position in the aviation industry. Another experimental study, investigation of the compressive behaviour of hydrothermally aged glass fibre-reinforced epoxy (GRE) composite pipes, was conducted by Fitriah et al. [33]. Results of the work have indicated that the strength of GRE pipes decreases considerably with the increase in temperature and hydrothermal ageing exposure time.
This paper is aimed to determine the effects of thermal-oil environmental ageing at seven different temperatures and five different thermal ageing durations on mechanical, thermal and internal structural properties of the E-glass fibre/epoxy composites. The thermal-oil ageing process was carried out by immersing the composite specimens in a heat transfer fluid Renolin Therm 320 at different temperatures for different exposure times. The thermal-oil ageing process was conducted at −10, 25, 50, 80, 100, 120 and 140 °C. In order to observe the effects of the thermal ageing periods, specimens were kept at the indicated temperatures for 24, 168, 360, 720 and 1080 h. Tensile tests were performed at the room temperature to obtain the mechanical performances of the specimens, TG and DT analysis were conducted to determine the thermal stabilities of the composite specimens and SEM micrographs were taken to detect the failure mechanism which caused the mechanical properties to decrease for some ageing conditions.
Material production and specimen preparation
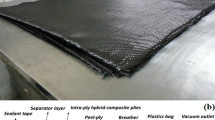
The composite plates with eight-layers of 0/90° orientation ([0/90]8s) were produced to be used in the experiments by Vacuum Assisted Resin Infusion Method (VARIM) which is a technology that is frequently applied both industrially and scientifically. The resin “Araldite 1564” and hardener “Aradur 3487” were combined using appropriate measures to compose the matrix. The resin mixture was homogeneously impregnated into the glass fibre layers by VARIM technology at room temperature. The curing process was then started for the impregnated plate. The vacuum infusion table was programmed to reach 80 °C within 1 h and was held at the same temperature for an hour after reaching 80 °C. After 1 day of keeping the plate at the room temperature, the last step of the process, the curing was completed successfully [34]. The visual image of the [0/90]8s composite plate produced with the vacuum infusion technique is shown in Fig. 1. As shown in Fig. 2, the specimens used in the tensile tests were measured according to ASTM D3039 standard [35].

Glass fibre/epoxy composite material production process using VARIM

Tensile test specimen geometries according to ASTM D3039
Thermal ageing conditions
The grouped specimens were placed in laboratory beakers measuring 5000 ml borosilicate glass filled with heat transfer fluid for thermal ageing (Fig. 3). Heating magnetic stirrers were used to bring the heat transfer fluid to the desired ageing temperatures (50, 80, 100, 120 and 140 °C).

Specimens subjected to thermal ageing at different temperatures
The specimens were successfully kept in these beakers for the specified periods without any change in the determined temperatures during the experiment. In order to avoid any disruption during the experiment, magnetic stirrers were replaced with spare magnetic stirrers every 3 days, which is the longest time that a magnetic stirrer can be used in a single run.
The thermal ageing process was carried out in an isolated room where the temperature change was minimized and there was no continuous air circulation. The thermal ageing fluid was chosen for its excellent thermal stability, low sediment formation, high oxidation stability, anticorrosive properties, anti-abrasion protection, clean post-processing system, resistance against corrosion, long working and service life and high operating temperature range [36,37,38]. Some of the most frequently used areas of heat transfer oil Renolin Therm 320 are: Polymerization and distillation systems, heat exchangers, heat recovery systems and open or closed heat transfer systems. It has good ageing stability due to the antioxidants it contains. Liu et al. [39] reported that the oxidation stability of the base oils used in the thermal ageing process protects the aged material from oxidation and cross-linking. The properties of the heat transfer fluid can be found in Table 1.
The experimental thermal-oil ageing temperature values were − 10, 25, 50, 80, 100, 120 and 140 °C. Composite specimens were heated to temperatures of 50, 80, 100, 120 and 140 °C via heating magnetic stirrers. For ageing at −10 °C a deepfreeze was used and heated magnetic stirrers were used for ageing at 50, 80, 100, 120 and 140 °C in order to maintain regular, continuous, uninterrupted and healthy conditions for the experimental temperatures. The specimens to be aged at 25 °C were kept at room temperature. Experimental thermal-oil ageing exposure time values were also determined as 24, 168, 360, 720 and 1080 h. The specimens were allowed to stay for the determined ageing durations under the determined ageing temperatures and then subjected to characterization tests.
Test methods and characterisation
Mechanical testing
Tensile tests were carried out using a Shimadzu 100 kN capacity device at room temperature, with a crosshead speed of 1 mm/min and using at least three pieces per parameter.
Thermogravimetric analyses (TGA), differential thermal analyses (DTA) and differential scanning Calorimetry (DSC) analyses
TG and DT analyses were performed to determine the thermal characteristics of the aged E-glass fibre/epoxy composites. Thermal tests have been applied in order to figure out how thermal-oil ageing affects the thermal stability of the composite material and to determine the optimum thermal properties of the composite material after the ageing process. TGA and DTA of the samples were carried out using a thermal analysis instrument TA TGA-SDT Q600 at a flow rate of 50 ml/min under a nitrogen atmosphere at a rate of 10 °C/min. 10–20 mg samples were placed on a platinum pan and heated from 30 °C to 600 °C.
Scanning Electron microscopy (SEM) analysis
Before obtaining images from the samples, inspection samples were cut from fractured specimens and covered with 5 Nm gold vanadium to prevent charging. The surfaces of the composite samples were examined by Field Emission Scanning Electron Microscope Carl Zeiss 300VP.
Results and discussion
The effect of thermal-oil ageing on colours
The colour change can be noticed with the naked eye in thermally aged specimens; it is observed as darkening especially in the specimens aged at high temperatures. Specimens, especially aged at 120 and 140 °C, are seen in green tones before being subjected to ageing, but they begin to darken into brown tones even after 24 h of ageing. These specimens take their darkest form at the end of 1080 h of ageing. Colour changes are observed in the specimens aged at 80, 100, 120 and 140 °C, while no colour change is observed in the specimens aged at −10, 25, 50 °C.
According to [45], as temperature increases, the composite plate reveals that the upper layer begins to turn darker; this change is due to the oxidation products that cause radiation absorption in the entire visible area (400–700 nm).
Another experimental study about ageing temperature effect on colour, mechanical and chemical properties and water absorption of polyamide 6 and polyamide 6 reinforced with 30% of glass fibres has been conducted by Ksouri et al. [46]. The results of the study have showed that the colour change is the main noticeable characteristic property which can be seen with naked eye. According to this study [46], the reason of the colour change is oxidation reaction of the polymer which progresses continuously from the outermost layer of the materials into the core of the materials.
As seen in Fig. 4, the ageing exposure time is not as effective as the ageing temperature on colour darkening. However, it should be noted that the ageing exposure time increases the colour darkening to some extent. It is obvious that the primary cause of darkening is the ageing temperature.

Colour change of thermally aged specimens
The effect of thermal-oil ageing on mechanical properties
The response against external loads is called mechanical behaviour. The form of this behaviour also determines the mechanical property. Strain and shape changes against the applied external forces are determined experimentally. In this study, tensile tests were carried out to determine the mechanical properties. The specimens obtained after the thermal ageing under different temperatures for each ageing period were subjected to tensile tests and the results were converted into comparative Force – Displacement graphs for each ageing period.
Figures 5, 6 and 7 show Force - Displacement graphs of the composite specimens aged for 24, 168 and 360 h, respectively. According to these graphs; no significant change in the LCCs of the aged specimens was observed when compared to the non-aged specimens. 24-h ageing increases the embrittlement of the composites and the highest elongation is observed in specimens which are not aged at all. When the curves of the 168 h aged specimens are analysed, it can be seen that the specimens aged at −10 °C have the highest LCC with 25,136 N and the specimens aged at 80 °C have the lowest LCC with 23,018 N. These values are within acceptable tolerance to assume that there is no change in the mechanical properties when compared to non-aged specimens having a value of 24,512 N maximum LCC. The highest elongation within 168 h aged specimens was observed in the non-aged ones. According to the curves of the 360-h aged specimens, it can be pointed out that the LCCs change between 21,691 N, which is indicated by the ones aged at 100 °C, and 24,787 N which is indicated by the specimens aged at −10 °C. Specimens aged at −10 °C have the highest LCC and elongation values. The decrease in maximum LCC continues for other ageing temperatures.

Force-displacement curves of the composite specimens under thermal ageing for 24 h

Force-displacement curves of the composite specimens under thermal ageing for 168 h

Force-displacement curves of the composite specimens under thermal ageing for 360 h
The force – displacement curves of the specimens aged for 720 and 1080 h were presented respectively in Figs. 8 and 9. According to the information obtained from these graphs, 720 h aged specimens have LCC values ranging from 20,136 N to 24,638 N. The lowest of these values belongs to those aged at 120 °C and the highest belongs to those aged at −10 °C. Among the specimens aged for 1080 h, those aged at −10 °C with the value of 24,300 N have the highest LCC and the specimens aged at 120 °C have the lowest LCC with the value of 19,827 N.

Force-displacement curves of the composite specimens under thermal ageing for 720 h

Force-displacement curves of the composite specimens under thermal ageing for 1080 h
When all the force – displacement curves are evaluated, it is seen that the specimens aged at −10 °C have LCC values between the range of 25,136 N to 24,222 N, specimens aged at 25 °C have 24,412 N to 22,717 N, specimens aged at 50 °C have 24,084 N to 22,420 N, specimens aged at 80 °C 23800 N to 22,101 N, those aged at 100 °C have a maximum LCC between 23,503 N and 22,351 N, those aged at 120 °C are between 24,262 N and 19,827 N and those aged at 140 °C have a maximum LCC between 24,484 N and 20,218 N.
For the specimens aged at −10 °C, there is no reducing or enhancing effect caused by thermal ageing on the mechanical properties. Specimens aged at 25, 50, 80, 100, 120 and 140 °C show a steady declining trend on the LCCs from the values obtained after 24 h of ageing up to the values obtained after 1080 h of ageing. Thermal-oil ageing process affects materials disparately and the maximum decreasing effect is noticed in the specimens aged at 120 and 140 °C. Ageing at 120 and 140 °C have a negative effect on the mechanical properties of the E-glass fibre/epoxy composite material. Thermal-oil ageing also affects the ductility properties of the material, with a few exceptions, for all specimens aged under different temperatures and periods, it increases the material brittleness. When the elongation ratios are examined, very little alteration is observed in the strain of all specimens.
The changes in the longitudinal modulus of elasticity (E1) with varying ageing durations of the composites aged at three different temperatures (−10, 80 and 120 °C) are given in Fig. 10. Accordingly, the modulus of elasticity of the samples aged at 120 and 80 °C is on a steady decline trend with the increasing ageing durations, whereas the elasticity moduli of the samples aged at −10 °C are close to those of non-aged samples for all ageing durations.

Modulus of elasticity (E1) - Ageing durations (hour) chart
The essential reason for the decrease in mechanical properties of the aged polymeric composite materials is the mechanism of material degradation. The material degradation mechanism and the chain scissions are caused by surface degradation and microcracks that are perpendicular to the surface. With the formation of chain scissions, oxygen and the thermal ageing products diffuse into the matrix. The reactions occur between the matrix and oxygen and between the matrix and the diffused thermal ageing products. These reactions accelerate the degradation of the polymeric composite material [47,48,49,50,51].
The effect of thermal-oil ageing on thermal behaviours
TGA is one of the methods used to characterize the thermal properties of a material. The purpose of using this analysis is to examine the effect of heating on the materials. In this study, thermal analysis was used to determine how the thermal properties of thermally aged glass fibre/epoxy composite materials change with thermal ageing. TG or DT analyses determine the moisture content, polymer content and residual ash content of the sample taken from the material. In TGA, the sample is brought from the room temperature to the desired temperature, so that the weight loss of the material is expressed as a function of temperature.
Weight – Temperature graphs
In Figs. 11, 12, 13, 14, 15 and 16, TGA analyses of thermally aged glass fibre/epoxy samples are given. In Fig. 11, the change in the percentage weight of the 24-h aged samples can be seen by increasing the temperature as a time dependent function. Non-aged sample shows 22.50% degradation from the test start temperature of 32 °C to the test end temperature of 600 °C, which is the lowest degradation rate compared to the others, while sample aged at −10 °C is the highest degraded one with 29.69%.

Weight – Temperature graph for 24-h thermal aged composites

Weight – Temperature graph for 168-h thermal aged composites

Weight – Temperature graph for 360-h thermal aged composites

Weight – Temperature graph for 720-h thermal aged composites

Weight – Temperature graph for 1080-h thermal aged composites

Derivative weight – Temperature graph for 24-h thermal aged composites
When TGA of 168-h aged samples is examined (Fig. 12), the lowest rates of deterioration are 22.40 and 22.50%, belong to the sample aged at 120 °C and non-aged one respectively, and the highest value is 33.01% which is shown by the sample aged at 50 °C. When 24-h and 168-h aged samples are compared with each other, the lowest rate of deterioration is observed in non-aged sample. According to thermal analysis of the samples aged for 360 h (Fig. 13), the deteriorations occur between 22.50 and 26.25%, with the lowest value being attributed to sample which is not aged, and the highest value is attributed to one aged at 120 °C.
In respect to the results obtained from TG analysis of glass fibre/epoxy composite samples subjected to 720 h thermal ageing (Fig. 14), the lowest rate of deterioration belongs to the sample aged at 140 °C with 18.24% and the highest rate of deterioration is found in the sample aged at 50 °C with 34.80%. Degradation occurs in two stages for the sample aged at 140 °C for 720 h. Particularly in stage one, the heat transfer fluid starts to boil at 225 °C and evaporates completely at about 290 °C. The reason for the heat transfer fluid to evaporate from the sample aged at 140 °C in such a distinctive stage is the increase in the amount of heat transfer fluid absorbed by the composite material as the ageing time increases. For the sample aged at 140 °C for 720 h, the heat transfer fluid penetrating deeply through the surface of the composite material by way of microcracks formed by thermal ageing process constitutes a large percentage of the weight loss.
In reference to Fig. 15 which shows TG curves of the 1080 h aged composites, the lowest percentage of 12.94% weight loss belongs to the sample aged at 140 °C and the sample aged at 50 °C indicates the highest weight loss with 33.07%. Here again, as seen in Fig. 14, the weight loss of the sample aged at 140 °C occurs in two stages. From these stages, a large percentage of the total weight loss starts at 225 °C and lasts up to 300 °C as it is described 1st stage. When Figs. 14 and 15 are taken into account, sample aged at 140 °C for 1080 h has less weight loss rate than the 720 h aged one. The samples aged at 140 °C for 720 and 1080 h have the residual mass of 89.14 and 91.19 till the 2nd stage, respectively.
Derivative weight – Temperature graphs
In Figs. 16, 17 and 18 derivative weight – temperature graphs of the E-Glass fibre/epoxy samples aged under different conditions are given. Through these graphs, the temperature at which the degradation rate of the composite materials aged for the same ageing exposure time is highest can be determined. The degradation peak is a characteristic data which states the resistance of the material to temperature and addition to that, it is affected and changed by internal and external factors such as the thermal ageing process.

Derivative weight – Temperature graph for 720-h thermal aged composites

Derivative weight – Temperature graph for 1080-h thermal aged composites
It can be referred from Fig. 16 that the ageing temperature at which the degradation peak is highest belongs to the sample aged at −10 °C and non-aged one and these values are 381.47 °C and 381.31 °C, respectively. Additionally, the sample aged at 50 °C reaches its highest degradation rate at 378.13 °C which is the lowest temperature within 24 h aged ones.
From Table 2, it can be said that the highest degradation temperature of the non-aged sample is 381.31 °C. For the samples aged at −10, 50, 100 and 120 °C for different periodic thermal ageing exposure times, it can be seen from the Table 2 that the degradation peaks change between 377.45 and 381.87 °C. Characteristically, the temperature with the highest rate of weight loss was measured minimum at 377.45 °C for the sample aged at 120 °C for 720 h and maximum at 381.87 °C for the one aged at −10 °C for 1080 h.
Samples aged at 140 °C show similar results to those typically displayed by the other samples up to 720 h, after that period they indicate different characteristic degradation peaks prominently (Fig. 17). For the samples aged at 140 °C, the maximum weight loss temperature varies from 377.31 to 379.40 °C until 720 h, although it is 254.86 °C for 720 h and 262.58 °C for 1080 h. After 720 h thermal ageing, it can be deduced from the Fig. 17 that, the sample aged at 140 °C has two peak points which are 254.86 and 417.93 °C, respectively. For 140 °C, the maximum degradation occurs during the first peak. Within the samples aged for 720 h, the one aged at 140 °C absorb more heat transfer fluid than the samples aged at other temperatures. With the increase in temperature and exposure time, the ability of the composite to absorb heat transfer fluid develops expeditiously. During this TGA test, the absorbed liquid appears to start evaporating at the boiling temperature of the heat transfer fluid.
It is observed from the TGA graphs that for the 140 °C ageing temperature, the disintegration occurs at two-stages after 720 h ageing process. According to Fig. 18, where the detailed curve of the sample aged at 140 °C is presented, the first peak is at 262.58 °C and the second peak is at 464.53 °C.
Termogravimetric (TGA) and differential thermal (DTA) analysis
The mass losses corresponding to the peaked areas on the DTA graph can be seen on the TGA graph. These graphs show that the E-Glass fibre/epoxy composite materials aged in the heat transfer fluid are degraded in 4 steps. In the first two decomposition steps, until the third step, mass losses are caused by the loss of moisture and other volatile content can be seen. In the third degradation step, the weight loss percentage of the sample increases continuously. This means there is a decrease in thermal stability and, at the same time, degradation of the fibre occurs [47].
In the third step of degradation, also referred to as the complex area in the DTA graph, there is the degradation of the fibre as a result of the breakage of the chemical bonds. The complex area contains two endothermic peaks and one complex peak. It can be said that this area observed on the DTA graph corresponds to serious mass losses on the TGA curve. The onset temperature (Tonset) of this complex area shows the thermal stability of the composite materials because mass losses start above this temperature due to decomposition of the composites [48]. Composite materials have high thermal stability and can be reliably used up to the onset temperature [49].
A thermogram of the sample aged at 120 °C for 24 h can be seen in Fig. 19. In this graph, 4 steps of decomposition can be identified. According to the DTA result, the first dehydration peak is observed around 50 °C. This loss represents the mass loss associated with evaporation of the moisture present in the fibre due to the dehydration temperature. This slight mass loss can be seen on the TGA graph, representing the removal of the bath fluid acetone from the material. Between 90 and 100 °C, the second peak of dehydration, the water vapour in the fibre evaporates [50,51,52]. In the complex area, the breakdown of the fibres occurs by the breakage of the chemical bonds.

TGA – DTA analysis graph of the sample aged at 120 °C for 24 h
According to the DTA result (Fig. 19), the sample has an onset temperature of 366.01 °C, a peak point of 377.96 °C and an endset temperature of 393.17 °C. After the test, there was a total mass loss of 28.13% and a residual mass of 71.87%.
The decomposition temperatures and mass losses of 24-h aged E-glass fibre/epoxy composite samples are tabulated and presented in Table 3. It can clearly be seen from the Table 3 that, the lowest onset temperature (Tonset) is 356.88 °C with non-aged sample and the highest one belongs to the sample aged at 100 °C (24 h@100 °C) with 368.66 °C. When determining the sample with the highest thermal stability, the samples with the highest initial and final decomposition temperatures are designated and then the one that has the highest onset temperature is selected. In accordance with this statement, when the initial deformation temperatures (T1i) and the final decomposition temperatures (T3f) are taken into consideration, it is obviously seen that the sample with the highest initial deformation temperature is 293.17 °C with 24 h@-10 °C sample. It means that the sample aged at −10 °C has the maximum thermal stability among the samples aged for 24 h and the non-aged one has the minimum thermal stability. 24 h@-10 °C sample has an initial decomposition temperature of 293.17 °C, a final decomposition temperature of 404.64 °C and an onset temperature of 367.23 °C. In addition to that, from Table 3, the lowest residue rate is 70.31% with 24 h@-10 °C sample and the highest residue rate is 77.50% with non-aged one. Fiber shows three exothermic peaks with a complex peak showing an onset temperature (Tonset) of 367.23 °C, a peak temperature (Tpeak) of 380.56 °C and a finish temperature (Tendset) of 397.63 °C for the DTA curve of 24 h@-10 °C sample.
The highest and the lowest thermal stability according to Table 4, where the thermal decomposition temperatures of 168-h aged samples are tabulated, belong to 168 h@-10 °C and non-aged sample, respectively. According to thermogravimetric result for the sample of 168 h@-10 °C, all volatile and moisture content (2.43%) evaporate until 361.80 °C, the chemical bonds of the composite material break between 361.80 and 403.62 °C and the mass loss of third degradation step, where the greatest mass loss occurred, is 18.09%. When the DTA curves of the 168-h aged samples are examined, the complex peak within three exothermic peaks shows the onset temperatures (Tonset) of 360.14 to 367.76 °C, the peak temperatures (Tpeak) of 377.19 to 380.34 °C and the end temperatures (Tendset) of 389.34 to 397.14 °C.
When all thermogravimetric tables are evaluated together, the first decomposition temperatures of the samples aged at −10, 50 and 140 °C are in continuous decreasing trend and they show a serious decline especially after 360 h of ageing. The samples aged at 100 and 120 °C have a significant decrease after 168 h of ageing and the lowest values occur at 360 h. When the initial decomposition temperatures and the onset temperatures are considered, the samples aged at −10 °C still have the highest thermal stability. 360 h@-10 °C shows 271.32 °C of T1i, 402.29 °C of T3f and 375.71 °C of Tonset temperatures and additionally a total mass loss of 23.12% is observed at the end of the thermal testing protocol (Table 5). The DTA curves of the 360-h aged samples also show an onset temperature ranging from 363.44 to 375.71 °C, a peak temperature ranging from 373.98 to 386.67 °C and a finish temperature ranging from 388.59 °C to 396.32 °C.
It can be figured out from the Table 6 that the composite aged at −10 °C maintains its highest thermal stability at the end of 720 h of ageing. The 720 h@-10 °C sample has an initial deformation temperature of 286.26 °C, a final decomposition temperature of 402.26 °C, an onset temperature of 380.37 °C and a residual mass of 73.46%. Another noteworthy detail that draws attention to this table is the 720 h@140 °C, which has the lowest temperatures of T1i (153.59 °C), T3f (316.76 °C) and the lowest residual mass ratio (18.24%) encountered so far. The DTA curves of 720-h aged samples show that the onset temperatures (Tonset) vary between 202.49 and 380.37 °C, peak temperatures (Tpeak) vary between 257.11 and 389.20 °C, and finish temperatures vary between 264.79 and 395.89 °C.
As a result of TG and DT analyses; 1080 h@-10 °C sample, which has the highest thermal stability among the samples aged for 1080 h, shows 281.49 °C of T1i, 405.08 °C of T3f, 366.27 °C of Tonset temperatures (Table 7). The samples aged for 1080 h have the following values according to the DTA curves; onset temperatures have values between 223.64 and 366.27 °C, peak temperatures have values between 257.57 and 381.21 °C and finish temperatures have values between 275.21 and 397.63 °C.
From the entire TG and DT analyses results given above; it can definitely be seen that the thermal stability and thermal resistance of the samples aged at 50, 100, 120 and 140 °C decrease as the ageing exposure time increases. The composite samples aged at −10 °C have an onset temperature (Tonset) ranging from 366.27 °C to 380.37 °C with the highest value being obtained from the samples aged for 720 h. On the other hand, when the thermal results of the composite samples aged at 50 °C are examined, it can be said that the onset temperatures change between 365.19 °C and 367.40 °C, the highest one is obtained from 24 h aged samples. The samples aged at 50 °C show a steady declining trend after 24 h and drop off to 365.19 °C after 1080 h. The onset temperatures of the samples aged at 100 °C decrease continuously as the ageing duration increases. 24 h@100 °C sample has an onset temperature of 368.66 °C, while 1080 h@100 °C sample has an onset temperature of 358.82 °C. The samples aged at 120 °C have their lowest onset temperature (Tonset) of 358.90 °C after 1080 h of ageing. The samples aged at 140 °C, experiencing the most pronounced thermal property change, have an onset temperature of 202.49 °C after 720 h, while they have an onset temperature of 223.64 °C after 1080 h. When the onset temperature of the non-aged sample is compared with those of the other samples, the samples aged at −10, 50, 100, and 120 °C for any ageing durations are higher than non-aged ones. The onset temperatures of the sample aged at 140 °C after 720 h falls to a major extent when compared with non-aged one and thus the thermal stability after 720 h of ageing becomes lower than the sample that have never aged.
The onset temperatures, which are determined by considering the initial decomposition temperatures and which are determinants of thermal stability, show that the thermal stability of the samples aged at −10 °C is the highest among the all samples for all ageing durations except 24 h. For samples aged at 50, 100, 120 and 140 °C, the thermal stabilities decrease after 168 h of ageing. Samples aged at each temperature for 1080 h have their lowest onset temperatures. These declines affect the thermal stability and thermal resistance of the materials adversely. Thermal stability and thermal resistance are inversely proportional to the thermal ageing exposure time for the samples aged at 50, 100, 120 and 140 °C in particular. As the thermal stability of the polymer-resin reinforced fibres increases, a good interlocking between the fibre and the matrix will occur however the chemical processes involved cannot be determined by this technique [53].
When the initial deformation temperatures of the materials are examined; it can clearly be seen that the first decomposition temperatures of the samples aged at 50, 100, 120 and 140 °C enter a decreasing trend as the ageing time increases. These declines become distinguishably evident in the 360-h ageing thermogravimetric results and all values fall below the first decomposition temperature of the non-aged sample and starting with 360-h ageing the declining trend continues till the ageing period is over. The first decomposition temperatures (T1i) of the samples aged at 50 °C range between 230.93 and 286.84 °C and 24 h@50 °C has the highest value and 360 h@50 °C has the lowest value. For the samples aged at 100 °C, this range varies from 251.01 to 287.77 °C and the lowest value is obtained after 1080 h of ageing. The samples aged at 120 °C, which have a range from 243.36 to 282.55 °C, have the lowest value at the end of 1080 h of ageing. For the samples aged at 140 °C, the first decomposition temperatures range from 153.59 to 283.65 °C and the lowest values are taken after 720 h and 1080 h of ageing.
Depending on the moisture content and the volatile content of the fibre, the degradation temperatures may differ marginally [53,54,55].
Evaluating all the decomposition temperature tables together, it can explicitly be said that the samples have the highest thermal stability for all ageing periods are the samples aged at −10 °C. In order to make this assessment, when selecting the sample with the highest thermal stability, the value of the accuracy is proven by considering the values of both the first and last decomposition temperatures.
The effect of thermal-oil ageing on morphology
SEM micrographs of glass fibre/epoxy composite surfaces aged at different temperatures for 720 h are given in Fig. 20. Glass fibre/epoxy reinforced composites aged from −10 °C to 140 °C show significant differences in the interface bonding between fibre and matrix. It can be clearly seen from the micrographs (Fig. 20a, b) that the discontinuity of the fibre causes the fibre to break and to be pulled out. As a result, micro-voids are present in the matrices due to fibre pull-out, as can be seen in Fig. 20a and b.

SEM micrographs of 720 h thermally aged GFRP (a) aged at −10 °C (b) aged at 50 °C (c) aged at 80 °C (d) aged at 120 °C (e) aged at 140
Fibre pull-out and fibre debonding are two of the main factors causing energy dissipation during the fracture of the composite materials. Composites containing short and broken fibres have lower mechanical properties. Thus, during loading, these fibres can be easily pulled out of the matrices, which contribute to poor stress transfer. The maximum LCC of the composite is affected by the interfacial adhesion between fibres and matrices dramatically [49].
After carefully examining the images, we can observe that the matrix material decomposes from the fibres as the thermal ageing temperature rises. The surface of the rough and deformed matrix, especially at 140 °C (Fig. 20e), does not contribute to the mechanical properties of the outermost layer of the composite material, and this finding is consistent with the tensile tests performed. Specimens aged at 140 °C for 720 h have an almost 20% loss of LCC when compared with the non-aged specimens.
The cohesion between the fibre and the matrix seems to decrease with increasing ageing temperature and the matrix adhering to the fibres disengages from them. The decrease in this adhesion means that the effect of increasing the mechanical properties of the fibres which should compensate the loading in the loading direction is lost. The mechanical tensile tests verify these verities. Due to the prolongation of the ageing duration, more cracks and separated fibres arise which reduce the mechanical properties. The matrix surface modification also occurs with the increase of the ageing temperature.
After 1080 h of thermal-oil ageing, stains on the glass fibre surface become evident, indicating that there is more damage on the glass fibre surface (Fig. 21). These stains become more apparent with the increase in the thermal ageing temperature. The least amount of stain is, thus, seen in the sample aged at −10 °C (Fig. 21a). The deformation in the fibres of the samples, especially aged at 100 °C, 120 °C and 140 °C, is more pronounced (Fig. 21d to i). This damage is one of the factors that cause the tensile strength and tensile strain at fracture to decrease because these damages transact as stress concentrations during tensile loading [18].

1080-h aged glass fibres (a) aged at −10 °C (b) aged at 25 °C (c) aged at 80 °C (d) aged at 100 °C (e) aged at 120 °C (f) aged at 140 °C (g) detailed view of GF aged at 100 °C (h) detailed view of GF aged at 120 °C (i) detailed view of GF aged at 140 °C
Conclusions
In this study, the effects of the thermal-oil environmental ageing process applied at different temperatures and durations on the mechanical and thermal properties of glass fibre/epoxy composite specimens were investigated experimentally. Having performed the tensile tests, TGA and DTA analysis and taken SEM micrographs, the following conclusions are made;
-
As the thermal-oil ageing temperature increases, the colours of the composite specimens become darker and the darkest form occurs at 140 °C.
-
The thermal ageing exposure time has less effect on the colour darkening than the thermal ageing temperature, when the colours of the all specimens specifically aged at 80, 100, 120 and 140 °C for 168, 360 and 720 h are compared.
-
When the colours of the composite specimens aged at −10, 25 and 50 °C are compared with those of the non-aged ones, it is observed that there is no colour change at all.
-
According to the results of the tensile tests, the thermal ageing process is not found to have an effect of increasing or decreasing on the mechanical properties of the specimens aged at −10 °C.
-
The maximum LCCs of the specimens aged at 25, 50, 80, 100, 120 and 140 °C decrease as the thermal ageing exposure time increases.
-
The ageing temperatures with the most degrading effect on mechanical properties are 120 and 140 °C. The specimens have the lowest mechanical properties at these thermal ageing temperatures especially, as evidenced by the prolonged thermal ageing durations.
-
According to the results of all the TG and DT analyses made, the thermal stability and thermal resistance of the samples aged at 50, 100, 120 and 140 °C decrease with increasing ageing exposure time.
-
The samples aged at 140 °C have the most pronounced and striking thermal stability changes. They have the lowest onset temperature of 364 °C for up to 720 h, beyond that their onset temperature decreases to 202 °C.
-
Thermal stability and thermal resistance vary inversely with the thermal ageing exposure time, especially for ageing temperatures of 50, 100, 120 and 140 °C.
-
Considering all ageing times and all ageing temperatures, samples aged at −10 °C are anticipated to have the highest thermal stability and thermal resistance.
The essence of this study is examining the changes in the mechanical and thermal behaviours of glass fibre/epoxy composite materials exposed to aggressive ageing factors at different temperatures for different durations. The highest LCC is observed in the specimens aged at −10 °C in which the thermal ageing process has no positive or negative effect on their mechanical properties. Comparing the thermal stability values indicates that the samples aged at −10 °C have the highest thermal stability within the entire ageing process. Findings also show that for all ageing temperatures except −10 °C, the ageing exposure time has a detrimental effect on the mechanical properties and that the composites have the lowest mechanical properties after ageing at 120 and 140 °C for 1080 h. The samples with the lowest thermal stability aged at 140 °C are obtained at 720 and 1080 h of ageing. The ageing exposure time has a decreasing effect on the thermal stability for all ageing temperatures except −10 °C.
References
Jahanian E, Zeinedini A (2018) Influence of drilling on mode II delamination of E-glass/epoxy laminated composites. Theor Appl Fract Mech 96:398–407. https://doi.org/10.1016/j.tafmec.2018.06.002
Yilmaz C, Akalin C, Gunal I, Celik H, Buyuk M, Suleman A, Yildiz M (2018) A hybrid damage assessment for E-and S-glass reinforced laminated composite structures under in-plane shear loading. Compos Struct 186:347–354. https://doi.org/10.1016/j.compstruct.2017.12.023
Hu H, Gao G, Hong S et al (2018) The influence of topology and morphology of fillers on the conductivity and mechanical properties of rubber composites. J Polym Res 25:87. https://doi.org/10.1007/s10965-018-1478-6
Mohamed M, El-Maghraby A, El-Latif MA et al (2013) Fe-Ni alloy/polyamide 6 nanocomposites: effect of nanocrystalline metal particles on the mechanical and physical properties of the polymer. J Polym Res 20(6):137. https://doi.org/10.1007/s10965-013-0137-1
Lou CW, Huang CL, Pan YJ et al (2016) Crystallization, mechanical, and electromagnetic properties of conductive polypropylene/SEBS composites. J Polym Res 23:84. https://doi.org/10.1007/s10965-016-0979-4
Tsotsis TK (1995) Thermo-oxidative aging of composite materials. J Compos Mater 29(3):410–422. https://doi.org/10.1177/002199839502900307
Zhang D, He M, He W et al (2017) Influence of thermo-oxidative ageing on the thermal and dynamical mechanical properties of long glass fibre-reinforced poly(butylene terephthalate) composites filled with dopo. Mater (Basel) 10:500. https://doi.org/10.3390/2Fma10050500
Kruželák J, Sýkora R, Hudec I (2015) Influence of mixed sulfur/peroxide curing system and thermo-oxidative ageing on the properties of rubber magnetic composites. J Polym Res 22:636. https://doi.org/10.1007/s10965-014-0636-8
Fan W, Li J, Zheng Y et al (2016) Influence of thermo-oxidative aging on the thermal conductivity of carbon fiber fabric reinforced epoxy composites. Polym Degrad Stab 123:162–169. https://doi.org/10.1016/j.polymdegradstab.2015.11.016
Daily C, Barnard DJ, Jones R et al (2016) Dielectric and infrared inference of thermo-oxidative aging of a bismaleimide composite material. Compos Part B 101:167–175. https://doi.org/10.1016/j.compositesb.2016.06.004
Barbosa AP, Fulco AP, Guerra ESS et al (2017) Accelerated aging effects on carbon fiber/epoxy composites. Compos Part B 110:298–306. https://doi.org/10.1016/j.compositesb.2016.11.004
Buch X, Shanahan MER (2000) Thermal and thermo-oxidative ageing of an epoxy adhesive. Polym Degrad Stab 68:403–411. https://doi.org/10.1016/S0141-3910(00)00028-8
Akderya T, Kemiklioglu U, Sayman O (2016) Effects of thermal ageing and impact loading on tensile properties of adhesively bonded fibre/epoxy composite joints. Compos Part B 95:117–122. https://doi.org/10.1016/j.compositesb.2016.03.073
Rudzinski S, Häussler L, Harnisch C et al (2011) Glass fibre reinforced polyamide composites: thermal behaviour of sizings. Compos Part A 42:157–164. https://doi.org/10.1016/j.compositesa.2010.10.018
Barjasteh E, Bosze EJ, Tsai YI et al (2009) Thermal aging of fiberglass/carbon-fiber hybrid composites. Compos A 40:2038–2045. https://doi.org/10.1016/j.compositesa.2009.09.015
Boubakri A, Haddar N, Elleuch K et al (2011) Influence of thermal aging on tensile and creep behavior of thermoplastic polyurethane. CR Mecanique 339:666–673. https://doi.org/10.1016/j.crme.2011.07.003
Karsli NG, Demirkol S, Yilmaz T (2016) Thermal aging and reinforcement type effects on the tribological, thermal, thermomechanical, physical and morphological properties of poly(ether ether ketone) composites. Compos Part B 88:253–263. https://doi.org/10.1016/j.compositesb.2015.11.013
Kwon D, Shin P, Kim J et al (2017) Interfacial properties and thermal aging of glass Fiber/epoxy composites reinforced with SiC and SiO2 nanoparticles. Compos Part B 130:46–53. https://doi.org/10.1016/j.compositesb.2017.07.045
Shaoquan W, Shangli D, Yub G et al (2017) Thermal ageing effects on mechanical properties and barely visible impact damage behavior of a carbon fiber reinforced bismaleimide composite. Mater Des 115:213–223. https://doi.org/10.1016/j.matdes.2016.11.062
Scida D, Assarar M, Poilâne C et al (2013) Influence of hygrothermal ageing on the damage mechanisms of flax-fibre reinforced epoxy composite. Compos Part B 48:51–58. https://doi.org/10.1016/j.compositesb.2012.12.010
Islam MS, Pickering KL, Foreman NJ (2010) Influence of hygrothermal ageing on the physico mechanical properties of alkali treated industrial hemp fibre reinforced polylactic acid composites. J Polym Environ 18:696–704. https://doi.org/10.1007/s10924-010-0225-9
Anstice PD, Beaumont PWR (1983) Hygrothermal ageing and fracture of glass fibre--epoxy composites. J Mater Sci 18:3404–3408. https://doi.org/10.1007/BF00544167
Valentin D, Paray F, Guetta B (1987) The hygrothermal behaviour of glass fibre reinforced Pa66 composites: a study of the effect of water absorption on their mechanical properties. J Mater Sci 22:46–56. https://doi.org/10.1007/BF01160550
Hu Y, Lang AW, Li X et al (2014) Hygrothermal aging effects on fatigue of glass fiber/polydicyclopentadiene composites. Polym Degrad Stab 110:464–472. https://doi.org/10.1016/j.polymdegradstab.2014.10.018
Rocha IBCM, Raijmaekers S, Nijssen RPL et al (2017) Hygrothermal ageing behaviour of a glass/epoxy composite used in wind turbine blades. Compos Struct 174:110–122. https://doi.org/10.1016/j.compstruct.2017.04.028
Jiang X, Kolstein H, Bijlaard F et al (2014) Effects of hygrothermal aging on glass-fibre reinforced polymer laminates and adhesive of FRP composite bridge: moisture diffusion characteristics. Compos Part A: 57:49–58. https://doi.org/10.1016/j.compositesa.2013.11.002
Foulca MP, Bergereta A, Ferrya L et al (2005) Study of hygrothermal ageing of glass fibre reinforced PET composites. Polym Degrad Stab 89:461–470. https://doi.org/10.1016/j.polymdegradstab.2005.01.025
Berketis K, Tzetzis D (2009) Long-term water immersion ageing characteristics of GFRP composites. J Mater Sci 44(13):3578–3588. https://doi.org/10.1007/s10853-009-3485-9
Ksouri I, De Almeida O, Haddar N (2017) Long term ageing of polyamide 6 and polyamide 6 reinforced with 30% of glass fibers: physicochemical, mechanical and morphological characterization. J Polym Res 24:133. https://doi.org/10.1007/s10965-017-1292-6
Klasztorny M, Nycz DB, Romanowski RK et al (2017) Effects of operating temperatures and accelerated environmental ageing on the mechanical properties of a glassvinylester composite. Mech Compos Mater 53(3):335–350. https://doi.org/10.1007/s11029-017-9665-9
Nicholas J, Mohamed M, Dhaliwal GS et al (2016) Effects of accelerated environmental aging on glass fiber reinforced thermoset polyurethane composites. Compos Part B 94:370–378. https://doi.org/10.1016/j.compositesb.2016.03.059
Guzmán E, Cugnoni J, Gmür T (2014) Multi-factorial models of a carbon fibre/epoxy composite subjected to accelerated environmental ageing. Compos Struct 111:179–192. https://doi.org/10.1016/j.compstruct.2013.12.028
Fitriah SN, Abdul Majid MS, Ridzuan MJM et al (2017) Influence of hydrothermal ageing on the compressive behaviour of glass fibre/epoxy composite pipes. Compos Struct 159:350–360. https://doi.org/10.1016/j.compstruct.2016.09.078
HUNTSMAN - Advanced Materials - Selector guide for composite resin systems. http://www.huntsman.com/advanced_materials/Media%20Library/global/files/EUR_Composites%20-%20Composite%20Resin_Araldite_Epoxy_RTM.pdf Accessed 29 March 2018
ASTM D3039 / D3039M-14, Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials, ASTM International, West Conshohocken, PA, 2014, www.astm.org Accessed 29 March 2018
FUCHS – Product Information – Renolin Therm 320 Heat transfer fluid. http://www.lukoilmarine.com/files/getfile/oil_grade_model/pdf/79/146003929992/ Accessed 29 March 2018
Akderya T, Sayman O, Kemiklioğlu U et al (2018) A comparative study on effects of thermal fatigue caused by thermal-oil cycling on tensile properties of single lap composite joints bonded with different kinds of adhesives. J Adhes. https://doi.org/10.1080/00218464.2018.1440213
Akderya T, Çevik M, Sayman O (2018) Influence of thermal ageing on tensile performance of E-glass fibre/epoxy composite joints bonded with a diverse set of adhesives. J Adhes. https://doi.org/10.1080/00218464.2018.1480371
Liu X, Zhao J, Yang R et al (2018) Effect of lubricating oil on thermal aging of nitrile rubber. Polym Degrad Stab 151:136–143. https://doi.org/10.1016/j.polymdegradstab.2018.03.004
DIN EN ISO 3104 - Petroleum products - Transparent and opaque liquids - Determination of kinematic viscosity and calculation of dynamic viscosity (ISO/DIS 3104:2017); German and English version pr EN ISO 3104:2017. https://www.din.de/en/getting-involved/standards-committees/nmp/drafts/wdc-beuth:din21:279196067 Accessed 29 March 2018
DIN 51757 - Testing of mineral oils and related materials - Determination of density. https://www.din.de/en/getting-involved/standards-committees/nmp/standards/wdc-beuth:din21:136322149 Accessed 29 March 2018
ASTM D1500–12, Standard Test Method for ASTM Color of Petroleum Products (ASTM Color Scale), ASTM International, West Conshohocken, PA, 2012, www.astm.org Accessed 29 March 2018
DIN EN ISO 2592 - Petroleum and related products - Determination of flash and fire points - Cleveland open cup method (ISO/DIS 2592:2016); German and English version pr EN ISO 2592:2016 https://www.din.de/en/getting-involved/standards-committees/nmp/drafts/wdc-beuth:din21:247493569 Accessed 29 March 2018
DIN ISO 3016 - Petroleum products - Determination of pour point (ISO 3016:1994). https://www.din.de/en/getting-involved/standards-committees/nmp/standards/wdc-beuth:din21:278983355 Accessed 29 March 2018
Bowles KJ (2000) Thermal and mechanical durability of graphite fibre reinforced PMR-15 composites at elevated temperatures. Revol Mater Technol Econom 32
Ksouri I, Haddar N (2018) Long term ageing of polyamide 6 and polyamide 6 reinforced with 30% of glass fibers: temperature effect. J Polym Res 25:153. https://doi.org/10.1007/s10965-018-1551-1
Bennehalli B, Venkateshappa SC, Punyamurthy RD et al (2017) Influence of surface modification on the thermal stability and percentage of crystallinity of natural abaca fiber. Handbook of Composites from Renewable Materials, Scrivener Publishing, Beverly, Massachusetts. https://doi.org/10.1002/9781119441632.ch117/summary
Milanese AC, Cioffi MOH, Voorwald HJC (2012) Thermal and mechanical behaviour of sisal/phenolic composites. Compos Part B 43:2843–2850. https://doi.org/10.1016/j.compositesb.2012.04.048
Anbukarasi K, Kalaiselvam S (2015) Study of effect of fibre volume and dimension on mechanical, thermal, and water absorption behaviour of luffa reinforced epoxy composites. Mater Des 66:321–330. https://doi.org/10.1016/j.matdes.2014.10.078
Monteiro SN, Calado V, Rodriguez RJS et al (2012) Thermogravimetric behavior of natural fibers reinforced polymer composites - an overview. Mater Sci Eng A 557:17–28. https://doi.org/10.1016/j.msea.2012.05.109
Ramnath BV, Kokan SJ, Raja RN et al (2013) Evaluation of mechanical properties of abaca–jute–glass fibre reinforced epoxy composite. Mater Des 51:357–366. https://doi.org/10.1016/j.matdes.2013.03.102
Elkhaoulani A, Arrakhiz FZ, Benmoussa K et al (2013) Mechanical and thermal properties of polymer composite based on natural fibers: Moroccan hemp fibers/polypropylene. Mater Des 49:203–208. https://doi.org/10.1016/j.matdes.2013.01.063
Tanobe V, Sydenstricker THD, Munaro M et al (2005) A comprehensive characterization of chemically treated Brazilian sponge-gourds (Luffa cylindrica). Polym Test 24:474–482. https://doi.org/10.1016/j.polymertesting.2004.12.004
Aji IS, Zainudin ES, Khalina A et al (2012) Thermal property determination of hybridized kenaf/PALF reinforced HDPE composite by thermogravimetric analysis. J Therm Anal Calorim 109:893–900. https://doi.org/10.1007/s10973-011-1807-z
Mahmud CK, Haque Md A, Chowdhury AMS et al (2014) Preparation and characterization of polyester composites reinforced with bleached, Diospyros perigrina (Indian persimmon) treated and unbleached jute mat. J Adv Chem Eng 4:114. https://doi.org/10.4172/2090-4568.1000114
Acknowledgments
The authors would like to acknowledge the support of Izmir Katip Çelebi University Scientific Research Projects Coordinatorship under Grant no. 2017-TDR-FEBE-0030. All authors are truly grateful for the support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Akderya, T., Çevik, M. Investigation of thermal-oil environmental ageing effect on mechanical and thermal behaviours of E-glass fibre/epoxy composites. J Polym Res 25, 214 (2018). https://doi.org/10.1007/s10965-018-1615-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-018-1615-2