
The air permeability of materials obtained by deformation-heat treatment of fabrics of various surface densities based on a mixture of polyester and bicomponent fibers has been studied. To assess the influence of processing modes, the parameters obtained from the mathematical description of the nonlinear dependence of the filtration rate on the pressure drop were used. Optimal processing modes have been established, the use of which ensures an increase in filtration resistance and, accordingly, the efficiency of air purification from solid impurities.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Needle-punched non-woven fabrics are used to purify air from relatively large particles with sizes over 10–15 μm [1, 2]. We have proposed a method for processing fabrics [3,4,5,6] based on polyethylene terephthalate and bicomponent [7, 8] fibers to obtain materials with increased tensile strength [3, 4] for removing particles larger than 5 μm from the air [1, 2] while maintaining high air permeability [5, 6, 9]. The filtration efficiency depends not only on the porous structure of the treated materials, but also on the air flow regimes in the pores [10, 11], and decreases upon transition from laminar to turbulent flow regime.
The aim of the work is to evaluate the dependence of the air flow regimes in the pores of materials on the processing conditions of fabrics containing bicomponent fiber.
The objects of study were needle-punched nonwoven fabrics containing 70% polyester fibers with a linear density of 0.33 tex (TU 6-13-0204077-95-91) and 30% bicomponent fibers with 0.44 tex (Samsung, Republic of Korea). The core of bicomponent fibers is made of high molecular weight polyethylene terephthalate (PET) with a melting point of 220–250°C and a shell of low molecular weight PET with a melting point of 120–130°C [6, 7]. Fibrous scrims were obtained by mechanical formation [8]. Basic needle-punching was used to strengthen the fabrics at a piercing density of 220 cm–2.
Fabrics with a surface density of 0.20 and 0.35 kg/m2 and a bulk density of 100–110 kg/m3 were used for processing. The fabrics were processed using equipment [9, 10], in which the fabrics were subjected to deformation-thermal action in the gap between the conveyor belt and a heated metal shaft 1 m in diameter. The temperature of the shaft was 180°C while the processing speed was varied from 1.2 to 10 m/min.
The forced movement of the fabric by the conveyor belt limits the draft, which, in combination with the use of a bicomponent fiber that does not change its length in a thermal field, leads to the production of processed materials with a porosity coefficient of more than 0.75 and, accordingly, high air permeability. In addition, a relatively long contact of the fabric with a heated roller results in an adjustable heating depth and the production of materials with a pore size gradient in thickness [12].
The air filtration rate in fabrics and processed materials was determined according to GOST 12.088-77 using an FF-12/A device (Great Britain) at an air pressure drop of 0 to 120 Pa. Samples 10×10 cm in size were cut out from the fabrics and processed materials. The air filtration rate was calculated as the average of five measurements at various points evenly distributed over the surface of the samples.
Considering the similarity of the processes of filtration of liquids and gases in porous media, the change in the air flow regime in treated materials is reflected by the nonlinear dependences of the pressure drop (ΔP, Pa) on the filtration rate (w, m/s), which are described by the general Forheimer power equation [13]:
where d is the thickness of the material, m; α is the viscous drag coefficient, m–2; β is the inertial resistance coefficient, m–1; μ is the air viscosity coefficient, Pa·s; ρ is the air density, kg/m3.
The β/α ratio determines the effect of inertial and viscous losses on the air filtration rate, which was used in the work to assess the dependence of the air flow regimes in the pores of the treated materials on the processing conditions. According to [13], the greater the coefficient β, the greater the loss of air pressure to overcome the inertia of the flow, which is in the turbulent flow regime. Accordingly, the larger α, the greater the loss of air pressure to overcome the viscous resistance of the flow with the transition to the laminar flow regime.
In addition, in fibrous materials, the relationship between laminar and turbulent flow regimes depends not only on the filtration rate, as follows from the Forheimer equation, but also on the orientation of the fibers relative to each other. The formation of through pores between fibers oriented parallel to the surface of materials leads to a laminar air flow at a relatively high filtration rate. The displacement of the fibers during the compression of the fabric during processing and the filling of the pores with fibers is reflected by an increase in inertial losses during the flow of air around the fibers and the collision of air jets with each other with the transition to a turbulent flow regime at a relatively low filtration rate. Therefore, the β/α ratio can be used to assess the effect of processing speed on the formation of the porous structure of materials.
Therefore, to assess the possibility of using this equation, we established the form of the dependences of ΔP/d on w of materials obtained using fabrics of different surface densities and varying the processing speed (Figs. 1 and 2). The possibility of using the ratio ΔP/d is a consequence of the use of the capillary porosity model [13] for assessing the structure of processed materials. It creates the basis for the correspondence between the air flow in materials and in a separate capillary, in which, according to the Poiseuille approach [13], air pressure losses in the capillary are proportional to the length of the capillary or the thickness of the materials.

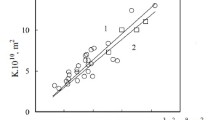
Dependences of ΔP/d on w in processed materials based on the fabric with a surface density of 0.35 kg/m2, obtained at a processing speed of 1.2 (1), 3.0 (2), 5.0 (3), 7.0 (4) and 10 (5) m/min

Dependences of ΔP/d on w in processed materials based on the fabric with a surface density of 0.20 kg/m2, obtained at a processing speed of 1.2 (1), 3.0 (2), 5.0 (3), 7.0 (4) and 10 (5) m /min
In addition to the dependence of ΔP/d on w of a material based on a fabric with a surface density of 0.35 kg/m2, obtained at a processing speed of 1.2 m/min (Fig. 1, curve 1), other dependences (Fig. 1 and 2) are described by the Forheimer equation. Thus, the use of coefficients α and β for determining the regime of air flow in the pores of processed materials based on fabrics with a surface density of 0.20 and 0.35 kg/m2 is justified.
When calculating α and β, it was assumed that the viscosity coefficient and air density in materials with a porosity coefficient ranging from 0.81 to 0.86 do not depend on the pressure drop and have constant values of 1.8·10–5 Pa·s and 1.2 kg/m3, respectively. The dependences of β/α on the processing speed of fabrics of different surface densities (wproc, m/min) are shown in Fig.3.

Dependences of the ratio of the inertial coefficient to the viscosity coefficient on the processing speed of the fabric with a surface density of 0.35 (1) and 0.20 (2) kg/m2.
The β/α ratio and the wproc value depend on the surface density of the fabrics. However, the value of β/α is a consequence of various combinations of the coefficients α and β, which requires establishing their dependence on the processing speed (Fig. 4).

Dependences of the coefficients α (1) and β (2) of processed materials based on the fabric with a surface density of 0.20 kg/m2 and the coefficients α (3) and β (4) of processed materials based on the fabric with a surface density of 0.35 kg/m2 on the processing speed.
For the fabric with a surface density of 0.20 kg/m2, reducing the processing speed from 10 to 5 m/min leads to a significant increase in the coefficient α. A further decrease in the processing speed leads to a decrease in this coefficient (Fig. 4, curve 1), while the coefficient β is practically independent of the processing speed and remains constant when wproc changes from 10 to 1.2 m/min (curve 2).
A decrease in the processing speed from 10 to 5 m/min of the fabric with a surface density of 0.35 kg/m2 leads to a relatively small increase in the coefficient α at a constant coefficient β. At wproc < 5 m/min, the coefficient α decreases, and at wproc < 3 m/min starts to increase; the coefficient β at wproc < 5 m/min continuously increases (Fig. 4, curves 3 and 4).
The data obtained (Fig. 4) make it possible to evaluate the effect of processing conditions on the mode of air flow in the pores.
The increase in the coefficient α observed with the decrease in the processing speed of the fabrics with surface densities of 0.20 and 0.35 kg/m2 from 10 to 5 m/min indicates that the decrease in the ratio β/α (Fig. 3) reflects an increase in the viscous loss of air flow in the pores of the treated materials, which indicates the laminar regime of air flow. A significant increase in the coefficient α when processing fabrics with a surface density of 0.20 kg/m2 (Fig. 4, curve 1) indicates that, compared with the fabric with a surface density of 0.35 kg/m2, through pores are formed in this fabric and the laminar regime of air flow becomes determining.
A decrease in the coefficient α when the processing speed of fabrics with a surface density of 0.20 and 0.35 kg/m2 is less than 5 m/min indicates a shift in the fibers and a filling of the volume of slotted pores with fibers. The shear of the fibers depends on the surface density of the fabrics. For materials based on the fabric with a surface density of 0.35 kg/m2, the fibers fill slotted pores with an increase in inertial losses due to air flow around the fibers, which is reflected by an increase in the coefficient β (Fig. 4, curve 4). For the fabric with a surface density of 0.20 kg/m2, a constant coefficient β at a processing speed of 1.2 to 10 m/min (Fig. 4, curve 2) indicates a slight shear of the fibers with the preservation of the laminar regime of air flow in through slotted pores free of fibers.
During processing, the fabric with a surface density of 0.20 kg/m2 is heated to a considerable thickness, which leads to the melting of the sheath of bicomponent fibers and their fusion between themselves and PET fibers. The consequence of this is the limitation of mobility and the shift of the fibers when the fabric is pressed against the heated surface of the shaft by the conveyor belt. For the fabric with a surface density of 0.35 kg/m2, the mobility of the fibers is maintained at a processing speed greater than 1.2 m/min, at which through defects are formed. In this case, at a value of ΔP/d = 45000 Pa/m (with a material thickness of 1.0·10–3 m, the air pressure drop is 45 Pa) in the places of localization of defects, the destruction of the material begins, accompanied by a significant increase in the rate of air filtration with a relatively small increase in pressure drop (Fig. 1, curve 1).
References
Non-woven needle-punched filter material with increased resistance to the development of initial deformation and a method for its production. Pat. RF 2 246 565, D04 H1/48. Published 02/20/2005. Bul. No. 5.
A. V. Dedov, A. V. Platonov, et al., Khim. Volokna, No. 4, 57-59 (2002).
A. V. Dedov and V. G. Nazarov, Fibre Chem., 47, No. 2, 121-125 (2015).
A. V. Dedov, B. A. Roev, et al., Fibre Chem., 49, No. 5, 334-337 (2018).
A. V. Dedov, A. G. Evdokimov, and V. G. Nazarov, Fibre Chem., 49, 91-95 (2018).
A. G. Evdokimov, A. V. Dedov, and V. G. Nazarov, Fibre Chem., 50, No. 5, 457-461 (2019).
K. E. Perepelkin, Ros. Khim. Zh., XLVI, No. 2, 18-26 (2002).
Ì. Dasdemir, Â. Maze, and N. Anantharamaiah, J. Materials Sci., 46, No. 10, 3269-3281 (2011).
A. V. Dedov, Intern. Polymer Sci. a. Technol., 38, No. 9, 33-36 (2011).
F. Jianyong and Z. Jianchun, Nonwoven. Textile Res. J., 83, 2191-2203 (2013).
S. Sakthivel, J. J. Ezhil-Anban, and T. Ramachandran, J. Eng. Fibers a. Fabrics, 9, No. 1, 149-155 (2014).
A. V. Dedov, Fibre Chem., 37, No. -, 205-207 (2005).
V. M. Polyaev, V. A. Maiorov, and L. L. Vasiliev, Hydrodynamics and Heat Engineering in Porous Structural Elements of Aircraft [in Russian], Mashinostroenie, Moscow (1988) 168 p.
The work financed by the Ministry of Science and Higher Education of the Russian Federation. State task “Structure and properties of polymeric materials obtained using a system of methods of chemically, thermally and/or mechanically induced surface and volume modification.” Subject number FZRR-2020-0024, mnemonic code 0699-2020-0024.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskie Volokna, No. 5, pp. 28 – 31, September – October, 2021.
Rights and permissions
About this article

Cite this article
Nazarov, V.G., Dedov, A.V. Influence of the Processing of Non-Woven Needle-Punched Materials on the Air Flow Mode. Fibre Chem 53, 317–320 (2022). https://doi.org/10.1007/s10692-022-10292-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10692-022-10292-8