
The influence of the processing rate of nonwoven needle-punched fabrics made of polyethylene terephthalate and bicomponent fibres of different surface density on air filtration has been investigated. The dependences of the air filtration rate on the pressure drop for fabrics with a surface density of 0.2 and 0.37 kg/m2 and processed materials based on them are nonlinear. The change in the parameters of air filtration in materials obtained by varying the processing rate depends on the surface density of the fabrics. When processing a fabric with a surface density of 0.2 kg/m2, materials in which the filtration resistance and air flow modes correspond to the characteristics of the flow in the fabric were obtained. At a processing rate of 5 and 10 m/min of a fabric with a surface density of 0.37 kg/m2, materials in which, compared to the fabric, the filtration resistance increases with the transition to a laminar air flow were obtained. A decrease in the processing rate from 5 to 1.2 m/min leads to the production of a material the filtration resistance of which approaches the filtration resistance of the original fabric.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
To produce fibre filters for air purification from mechanical impurities with sufficient for practical application resistance to stretching and compression [1,2,3], a method of processing [4] nonwoven fabric based on a mixture of polyethylene terephthalate and bicomponent fibres is proposed [5,6,7]. The properties of the processed materials are defined by the thickness of the fibre packing adjustable over the thickness and the formation of pores of various sizes [4], which determines the relevance of studying the influence of processing modes on the air filtration resistance. In addition, the filtration efficiency depends on the mechanism of air flow in the processed materials and increases in the laminar flow mode [8,9,10].
The objective of this research is to establish the influence of the processing conditions of nonwoven needle-punched fabrics of different surface density on the filtration resistance and air flow modes in these fabrics.
The fabrics with a surface density of 0.20 and 0.37 kg/m2 and a bulk density of 100-110 kg/m3, containing 70% polyethylene terephthalate fibres with a linear density of 0.33 tex (TU 6-13-0204077-95-91) and 30% bicomponent fibres with a linear density of 0.44 tex (Samsung, Republic of Korea), were used as objects of research. The core of bicomponent fibres is made of high-molecular-weight polyethylene terephthalate with a melting point of 220-250 °C, and the sheath is made of low-molecular-weight polyethylene terephthalate with a melting point of 120-130 °C. Fibre webs were produced by a mechanical formation method [11, 12]. To strengthen the webs, the basic needle-punching [13, 14] with a perforation density of 220 cm-2 was used.
The processing of the fabrics was carried out on the equipment [4], in which the fabrics were subjected to deformation and thermal impact in the gap between the conveyor belt and a heated metal shaft with a diameter of 1 m. The temperature of the shaft was 175-180 °C at a varying processing rate from 1.2 to 10 m/min.
The forced movement of the fabric by the conveyor belt limits the stretching, which, in combination with bicomponent fibres, the length of which does not change in the thermal field, leads to the production of processed materials with a porosity coefficient of more than 0.7. Besides, a consequence of the relatively long-term contact of the fabric with a heated shaft is an adjustable heating depth and the production of materials with a gradient of the fibre packing density and, accordingly, of the pore size over its thickness [4].
The air filtration rate in the fabrics and processed materials was determined in accordance with GOST 12.088-77 for the case of using FF-12/A device (Great Britain) at an air pressure drop from 0 to 100 Pa. Samples 10×10 cm in size were cut from the fabrics and processed materials. At five points of each of these samples, the air filtration rate was measured.
Simulation of the filtration resistance of gases and liquids in porous systems is determined by the ratio between the pressure drop (ΔP, Pa) and the filtration rate (w, m/s). The linear dependence of w on ΔP reflects the laminar flow mode, and the resistance of porous filtration systems is assessed by the permeability coefficient [15, 16]. More complex approaches have been proposed for simulating filtration processes, which are described by a nonlinear dependence of w on ΔP [15, 16]. It determines the practical importance of establishing not only the value of the filtration resistance, but also the conditions for changing the mechanisms of flow of gases and liquids in porous media.
To substantiate the approach to simulating the air filtration processes in fabrics and processed materials, the form of dependences of w on ΔP was established (Figs. 1 and 2).

Dependence of the filtration rate on the air pressure drop for materials produced using a fabric with a surface density of 0.37 kg/m2 and a processing rate of 1.2 (1), 3 (2), 5 (3) and 10 (4) m/min.

Dependence of the filtration rate on the air pressure drop for materials produced using a fabric with a surface density of 0.2 kg/m2 and a processing rate of 2 (1), 5 (2), 7 (3) and 10 (4) m/min.
Dependences of w on ΔP of fabrics with a surface density of 0.20 and 0.37 kg/m2 and processed materials are nonlinear (Figs. 1 and 2), which limits the use of the permeability coefficient for assessing the air filtration resistance. In the case of nonlinear dependences of w on ΔP, the Forheimer approach is most widely used to assess the filtration processes and flow modes of liquids in porous systems. This approach is associated with obtaining an equation of the following form [17]:
where d is the material thickness, m; α is the viscosity coefficient of resistance, m-2; β is the inertial coefficient of resistance, m-1; μ is the coefficient of air viscosity, Pa·s; ρ is the air density, kg/m3.
Equation (1) is written as a dependence of the dimensionless air filtration resistance (CF) on the Reynolds number (Re) [17]:
The laminar flow mode of liquids in porous media, which obeys the linear Darcy law, is observed at Re < 0.1. When the condition Re < 0.1 is satisfied, the segment of the CF – Re dependence is linear. The filtration resistance for laminar flow mode of liquids in porous media is calculated by the equation CF = 0.2/Re [17].
The transition from a laminar to a turbulent flow mode in porous systems is reflected by an intermediate section of the dependence of CF on Re, which is limited by 0.1 < Re < 100. In the transitional flow area, this section of the dependence of CF on Re is described by the equation [17]
where z is a constant, equal to 2 for the case of filtration of various liquids in porous systems.
The transition to a turbulent flow mode of liquids in porous media is reflected by the fulfilment of the condition Re > 100. In this flow mode, the filtration resistance of liquids approaches to 2 [17], which follows from Eq. (4) for z = 2: if Re → ∞, then z/Re → 0 and CF → z or for the flow of liquids in porous systems CF → 2.
In the coordinate system of the Forheimer equation (Eq. (1)), for fabrics and processed materials, the dependences of ΔP/d on w were obtained, which are described by equations of the general form:
where a = αμ and b = βρ.
Based on the obtained experimental results, the possibility of using the Forheimer approach, developed to assess the filtration of water in porous systems and to determine the characteristics of air flow in nonwoven fabrics and processed materials based on them, has been substantiated. It was assumed that the density and viscosity of air in highly porous fabrics and processed materials (with the porosity coefficient of more than 0.7) at a constant experimental temperature only slightly depend on the pressure. This fact allowed using constant values of the density and viscosity of air (equal to 1.2 kg/m3 and 1.8·10-5 Pa·s, respectively) in calculations. The known coefficients a and b for fabrics and processed materials were used to calculate the coefficients α and β, and Eqs. (2) and (3) – CF and Re.
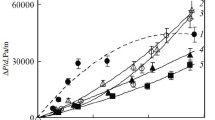
The dependences of CF on Re for fabrics and processed materials are shown in Figs. 3 and 4.

Dependence of the air filtration resistance on the Reynolds number for materials produced using a fabric with a surface density of 0.37 kg/m2 (□) and processing rate of 1.2 (●), 3 (○), 5 (Δ) and 10 (▲) m/min.

Dependence of the air filtration resistance on the Reynolds number for materials produced using a fabric with a surface density of 0.2 kg/m2 (□) and processing rate of 2 (●), 5 (▲), 7 (○) and 10 (Δ) m/min.
The dependence of CF on Re in the intermediate area of air filtration in fabrics with a surface density of 0.2 and 0.37 kg/m2 and processed materials based on them (Figs. 3 and 4) is described by Eq. (4) with z = 2. Therefore, for fabrics and processed materials, the transition from the intermediate flow area to the turbulent mode occurs at Re > 100. For a fabric with a surface density of 0.37 kg/m2 and processed materials based on it, from the dependence of CF on Re (Fig. 3), it was revealed that the transition from the intermediate flow area to the laminar mode is observed at Re < 0.1. For fabrics with a surface density of 0.2 kg/m2, the dependence of CF on Re does not allow finding the value of Re for the transition from the intermediate area to the laminar air flow (Fig. 4). At the same time, it was found by extrapolation that the dependence of CF on Re is transformed into a linear segment at Re < 0.1.
Thus, for fabrics with a surface density of 0.2 and 0.37 kg/m2 and processed materials based on them, the Re value of the transition of air filtration from the intermediate flow area to the laminar and turbulent flow modes coincides with the Re value of the transition of filtration of liquids in porous systems. It means that the use of Eq. (4) for calculating the dependence of CF on Re for air filtration, as well as for liquids filtration, is limited by the condition 0.1 < Re < 100.
In materials based on a fabric with a surface density of 0.2 kg/m2, air flow occurs in the transition area with a relatively small change in CF and Re when the processing rate varies from 2 to 10 m/min (Fig. 4). In comparison with the fabrics, in materials produced at a processing rate of 10 m/min, the turbulence of the air flow increases in terms of Re values (Fig. 4, ▲).
The processing rate affects the CF and Re of materials based on fabric with a surface density of 0.37 kg/m2 (Fig. 3). In comparison with the fabrics, in materials produced at a processing rate of 5 and 10 m/min, in terms of Re values, a laminar or close to laminar air flow mode is observed (Δ and ▲, respectively) and the filtration resistance significantly increases. At a processing rate of 1.2 and 3.0 m/min, materials were produced in which, in terms of Re values, the turbulence of the air flow increases (● and ○, respectively) with a significant decrease in the filtration resistance.
The authors have previously investigated the dependence of the air permeability coefficient on the thickness of multilayer materials produced by adding fabrics of a certain surface and bulk density [18]. An inequivalent relationship between a decrease in the air permeability coefficient, the reciprocal of which reflects the filtration resistance, and an increase in the thickness of multilayer materials, which was varied by the number of added fabrics, has been revealed. Based on the results obtained, the dependence of the filtration resistance on the flow around the fibres of the surface layer with separation into separate jets was substantiated.
In addition, the air filtration resistance is determined by the fragmentation of the jets when flowing around the fibres in the bulk of the fabrics into smaller jets, at certain sizes of which the further reduction of small jets stops and the filtration resistance ceases to depend on the fabrics thickness [18].
The processes of the formation of the processed materials structure, which determines the air permeability, depend on the influence of the surface density of the fabrics on the probability of the capture of fibres by the jags of the needles (Fig. 5).

Micrographs of a cross-section of a fabric with a surface density of 0.2 (a) and 0.37 (b) kg/m2 (A are the bundles; B is the surface of the fabric from the side of the needles with compacted fibres).
For a fabric with a surface density of 0.2 kg/m2, during the perforation process, the orientation of the fibres remains parallel to the fabric surface, which is a consequence of using a mechanical method of forming a fibrous fabric, and the perforation process only leads to the fabric compaction. The packing density and orientation of fibres in the surface layer does not differ from the packing density and orientation in the bulk (Fig. 5a).
For a fabric with a surface density of 0.37 kg/m2, during the perforation process, bundles are formed, which consist of fibres oriented in a perpendicular direction relative to the surface and compacted fibres. During perforation, in the surface layer a high fibres orientation in the fabric plane is observed (Fig. 5b), which is a consequence of the predominant capture of the fibres of the surface layer by the jags of the needles, during which some of the fibres are oriented in the plane of the fabric surface. In addition, the fibres that are included in several bundles have limited mobility, and when they are re-captured by the jags of the needles, these fibres are straightened and compacted between the bundles (Fig. 5b).
In the gap between the heated shaft and the conveyor belt, the fabric is compacted and the fibres shift mainly in the surface layer due to the increased mobility in comparison with the fibres in the bulk. In addition, during processing, melting of bicomponent fibres with each other and with polyethylene terephthalate fibres is achieved, which depends on the heating depth of the fabric through the thickness to a temperature above the melting temperature of the sheath of bicomponent fibres.
The result of fibres melting is irreversible deformation of the fabric, which is reflected by a decrease in the materials thickness. In case of insufficient heating, the structure of the processed materials relaxes with the restoration of the thickness to the fabric thickness. In addition, the formation of a porous structure of processed materials based on a fabric with a surface density of 0.37 kg/m2 depends on cockle and changes in the bundles shape, the relatively high density of which leads to the localization of thermal conductivity and heating of the bundles to a higher temperature relative to the areas between them.
The laminar air flow mode in materials based on a fabric with a surface density of 0.37 kg/m2 and produced at a processing rate of 5 and 10 m/min (Fig. 3) is a consequence of the formation of through and almost straight capillaries between the bundles ( Fig. 6a), which are not filled with fibres. The movement of air in such pores occurs without flowing around the fibres, which leads to a change in the direction of movement of separate jets, collisions with one another and the appearance of turbulence in the air flow.

Micrographs of a cross-section of the processed material produced at a processing rate of 10 (a) and 1.2 (b) m/min (A are the capillaries, B are the particles, explained in the text).
At a processing rate less than 5 m/min of such fabrics, the bundles are transformed into compact spherical particles, the space between which is filled with separate fibres (Fig. 6b). A consequence of the air flow around the fibres in the pores is the transition to a turbulent flow mode.
Uniform packing density of fibres over the thickness of the fabric with a surface density of 0.2 kg/m2 at different processing rates leads to the production of materials in which the air flow mode does not change and the filtration resistance changes slightly in comparison with the characteristics of air flow in the fabric (see Fig. 4).
References
A. V. Dedov and V. G. Nazarov, “Processed nonwoven needlepunched materials with increased strength,” Fibre Chem., 47, No. 2, 121-125 (2015).
A. V. Dedov and V. G. Nazarov, “Mechanical properties of composite materials based on latex-impregnated needle-punched nonwoven fabrics made of fibres of different chemical nature,” Materialovedenie, No. 4, 28-33 (2017).
A. V. Dedov, B. A. Roev, et al., “Mechanism of stretching and breaking of needle-punched nonwovens,” Fibre Chem., 49, No. 5, 334-337 (2018).
A. V. Dedov, “Needle-punched material with density gradient over its thickness,” Materialovedenie, No. 6, 32-35 (2008).
E. Ayad, A. Cayla, et al., “Influence of rheological and thermal properties of polymers during melt spinning on bicomponent fiber morphology,” J. Mater. Eng. Perform., 25, No. 8, 3296-3302 (2016).
C. Prahsarn, W. Klinsukhon, et al., “Hollow segmented-pie PLA/PBS and PLA/PP bicomponent fibers: an investigation on fiber properties and splittability,” J. Mater. Sci., 51, No. 24, 10910-10916 (2016).
W. Huang, D. Liu, et al., “Polymer complexation for functional fibers,” Sci. China Technol. Sc., 62, No. 6, 931-944 (2019).
S. Chattopadhyay, T. A. Hatton, and G. C. Rutledge, “Aerosol filtration using electrospun cellulose acetate fibers,” J. Mater. Sci., 51, No. 1, 204-217 (2016).
J. Xue, T. Wu, et al., “Electrospinning and electrospun nanofibers: Methods, materials, and applications,” Chem. Rev., 119, No. 8, 5298-5415 (2019).
V. I. Kazyuta and A. S. Sosonkin, “Wear life of filtration sleeves during the industrial operation of fabric filters,” Steel Transl., 50, No. 1, 65-75 (2020).
I. O. Tsybuk and A. A. Lysenko, “Influence of fiber length on mechanical properties of paper based on heat resistant and fire-resistant polymer fibers,” Fibre Chem., 51, No. 3, 195-198 (2019).
B. P. Makarov, M. V. Shablygin, et al., “A method for producing nonwoven fabric based on arselon fiber for filtration of air mixtures,” Fibre Chem., 51, No. 6, 437-439 (2020).
P. D. Dubrovski and M. Brezocnik, “Porosity and nonwoven fabric vertical wicking rate,” Fiber. Polym., 17, No. 5, 801-808 (2016).
A. G. Makarov, N. V. Pereborova, et al., “Spectral analysis of viscoelastic creep of nonwoven geotextiles,” Fibre Chem., 50, No. 4, 378-382 (2018).
A. E. Scheidegger, Physics of Flow through Porous Media [in Russian], Institut Komp’yuternykh Issledovanii, Izhevsk (2008).
P. V. Moskalev and V. V. Shitov, Mathematical Modelling of Porous Structures [in Russian], Fizmatlit, Moscow (2007).
S. V. Belov, Porous Metals in Mechanical Engineering [in Russian], Mashinostroenie, Moscow (1976).
A. G. Evdokimov, A. V. Dedov, and V. G. Nazarov, “Air permeability of multilayer needle punched nonwoven fabrics,” Fibre Chem., 50, No. 5, 457-461 (2019).
This research was financially supported by the Ministry of Science and Higher Education of the Russian Federation. State task “Structure and properties of polymer materials obtained using a system of methods of chemically, thermally and/or mechanically induced surface and volumetric modification,” No. FZRR-2020-0024, mnemonic code 0699-2020-0024.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskie Volokna, No. 2, pp. 84-88, March-April, 2021.
Rights and permissions
About this article

Cite this article
Nazarov, V.G., Dedov, A.V. Influence of the Processing Mode of Nonwoven Needle-Punched Materials on Air Filtration. Fibre Chem 53, 143–148 (2021). https://doi.org/10.1007/s10692-021-10255-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10692-021-10255-5