
The effect of bulk density on the tensile strength and air permeability of a nonwoven needle-punched fabric based on polyester fibers with a linear density of 1.7 tex is investigated. The bulk density of the fabric was varied by processing in the clearance between a heated roller and a conveyor belt. A twofold increase in tensile strength was achieved with a relatively small decrease in air permeability.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Flue gas emissions in the textile and packaging materials production industries are significant and contain solid particles of various sizes. Textile emissions contain fibers, threads and fine particles. At the stage of cutting paper and polymer films during production of packaging materials, small particles are formed, which are carried away by exhaust ventilation [1, 2].
In order to clean-up the emissions from textile and packaging production, sequential filtration is used, in which air passes through several filter baffles, each capturing particles of a certain size [2]. Requirements for materials that are used for pre-filtration and retain large particles include: high air permeability and tensile strength sufficient for use in bag filters; stretching of the material when a significant volume of air is filtered at a high pressure.
The set of requirements for materials for preliminary air filtration includes requirements for properties that, to varying degrees, depend on porosity. With increasing porosity, air permeability increases [3,4,5,6,7,8,9,10,11], but the tensile strength decreases [12,13,14,15,16,17]. The aim of the work is to study the effect of porosity on the permeability and tensile strength of fabrics based on polyester fiber with a linear density of 1.7 tex.
As research objects, a nonwoven needle-punched fabric made of polyester fiber with a linear density of 1.7 tex (TU 6-13-0204077-95 91), a surface density of 330 g/m2, a thickness of 4.5 mm, a bulk density of 77 kg/m3 and a porosity coefficient of 0.93 was used. The fibrous fabric was formed by the mechanical method; the fabric was reinforced by single-sided needle-punching with a density of 160 cm–2.
The porosity of the fabrics was varied by treatment on a device in which the fabric was passed through the gap between a heated roller 1 m in diameter and a conveyor belt [12, 18, 19]. With prolonged contact of the fabric with the heated roller surface, processed materials of various thicknesses were obtained at a constant surface density, which ensured an adjustable variation in porosity. The temperature of the roller was varied from 180 to 220 °C, the fabric processing speed ranged from 1.5 to 12.0 m/min.
The permeability of the fabric and the processed materials was evaluated from the air permeability coefficient [20, 21], which corresponds to the volume of air in dm3 that penetrated through the 1 m2 sample in 1 s. The air permeability coefficient was determined according to GOST 12.088–77 “Textile materials and products made from them. Methods for the determination of air permeability” on the device FF-12/A (Hungary) with a fixed differential pressure of 49 Pa. The structural parameters of the fabric and processed materials were set according to the requirements of GOST–19616 74, and the mechanical properties – according to GOST 15902.3–79.
The tensile strength of the fabric and the processed materials was estimated from the load that must be applied to the normalized size sample to achieve the specified elongation. When using the load, the change in the thickness of the processed materials was not taken into account. This approach makes it possible to more accurately determine the effect of porosity on the tensile strength of the materials obtained by processing a particular fabric. At the same time, the efficiency of applying the load parameter is reduced when comparing the deformation resistance of fabrics of different porosity and processed materials based on them.
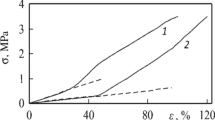
The parameter for assessing the tensile strength of the fabric and the processed materials of different porosity is determined based on the type of load – elongation dependences (Fig. 1).

Load – elongation dependence of the fabric (1) and materials obtained at a constant processing speed of 2 m/min and a roller temperature of 160 (2), 180 (3), 200 (4) and 220 (5) °C in the transverse (a) and longitudinal (b) directions.
The stretching of the fabric and the processed materials obtained under various processing conditions occurs in two stages, each of which is reflected by the corresponding linear portion of the deformation dependences (Fig. 1). Initial stretching occurs at a relatively light load. The transition to the second stage is accompanied by an increase in the tensile load.
The two-stage stretching of the fabric is a consequence of the fact that a structure with an uneven packing density of fibers is formed during needle-punching [3,4,5,6,7, 13,14,15]. When the fibers catch on the barbs of the needles, tufts are formed, and the packing density of the fibers in them is greater than the packing density between the tufts. The initial stretching of the fabric and the processed materials is associated with the movement of the fibers between the tufts, the point contacts between them lead to the mobility of the fibers at a relatively small load. After fiber reorientation between the tufts, the mechanical load is redistributed to the fibers in the tufts with a significant contact area, which requires a larger load to move.
For filtering materials, the evaluation of the initial stretching is of practical importance, which for fabrics and materials obtained under various processing conditions continues until an elongation of 40-45% (Fig. 1). The initial linear sections of the load (P, kgf/5cm) – elongation (ε) dependencies of the fabric and the processed materials are described by equations of the general form:
where Ed is the dimensionality coefficient, kgf, or conditional module, which reflects the load required to elongate the sample by a factor of 2 or when the condition ε= 1 is fulfilled; εt is the elongation corresponding to the transition from the first stage of stretching to the second.
The conditional module was used to assess the tensile strength of the fabric and processed materials of different porosity. The porosity of the processed materials was estimated by bulk density, which is a technological parameter and is related to the porosity coefficient by the expression
where γ is the porosity coefficient; p is bulk density of the fabric, kg/m3; pf is the density of the polyester fiber, taken to equal 1370 kg/m3.
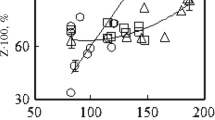
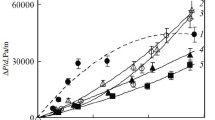
The dependences of the conditional module in the transverse and longitudinal directions of the fabric and the processed materials and the dependences of the air permeability coefficient [W, dm3/(m2s)] on bulk density in absolute and relative units are shown in Figs. 2 and 3, respectively. When calculating the relative indicators of the conditional module and the air permeability coefficient, these parameters of the fabric were taken to equal 1.

The effect of the bulk density of the processed materials on the load to achieve 100% elongation in the transverse (1) and longitudinal (2) directions and on the air permeability coefficient (3) (the air permeability coefficient is reduced by a factor of 1000).

The influence of the bulk density of the processed materials on the load to achieve 100% elongation in the transverse (1) and longitudinal (2) directions and on the air permeability coefficient (3) in relative units (Ådf, Wf conditional module and air permeability coefficient of the fabric).
The obtained data indicate that an increase in the bulk density of the processed materials, which is achieved with an increase in the roller temperature and a decrease in the processing speed, leads to an increase in the conditional modulus and a decrease in the air permeability coefficient (Fig. 2). With a change in bulk density from 77 to 182 kg/m3, the conditional module in the transverse direction of the processed materials increases 2.2 times, in the longitudinal direction – 1.8 times, while the air permeability coefficient decreases from 1100 to 850 dm3/(m2s).
The fabric was processed at a temperature below the melting temperature of polyester fibers, which is 240-260 °C [22]. The temperature conditions of processing excluded the fusion of polyester fibers between themselves, which could lead to fixation of the fibers and a decrease in their mobility in the force field. The increase in the conditional module of materials is a consequence of the shift of fibers oriented parallel to the surface of the fabric, which increases the contact area between the fibers. Therefore, compared with the fabric, the movement of fibers in the processed materials occurs at a higher load.
The increase in the conditional module in the transverse direction compared with the longitudinal direction of the processed materials (Figs. 2 and 3) is a consequence of the predominant orientation of the fibers in the transverse direction of the fabric, which is achieved using the mechanical method of forming a fiber fabric [21, 23, 24]. Orientation facilitates the shift of fibers during processing and increases the contact area between them.
Compared with the conventional module, with an increase in the bulk density of the processed materials, the air permeability coefficient decreases to a lesser extent (Fig. 3). The result is explained by the fact that air is transported over areas of the processed materials where the fibers are reoriented in the direction perpendicular to the surface of the fabric during the needle-punching process. During fabric treatment, there is no fiber shift in these areas, and localized air transport is maintained in the treated materials, as supported by the small change in the air permeability coefficient with a significant increase in the bulk density of the processed materials (Figs. 2 and 3).
References
E. A. Shtokman, Air Purification [in Russian], textbook, Publishing House 60 “Association of Construction Universities”, Moscow (2007) 200 p.
A. G. Vetoshkin, Processes and Apparatuses for Gas Purification [in Russian], textbook, Penza State University, Penza (2006) 320 p.
A. V. Dedov, Fibre Chemistry, 37, No. 3, 205-207 (2005).
A. V. Dedov, Fibre Chemistry, 40, No. 5, 464-466 (2008).
Ibid., p. 461-463.
A. V. Dedov, Fibre Chemistry, 41, No. 51, 43-45 (2009).
A. V. Dedov, Fibre Chemistry, 41, No. 1, 41-42 (2009).
A. V. Dedov, Fibre Chemistry, 41, No. 1, 43-45 (2009).
A. V. Dedov, Intern. Polymer Sci. a. Technol., 38, No. 9, 33-36 (2011).
A. V. Dedov, Materialovedenie, 3, 33-36 (2012).
A. V. Dedov, A. G. Evdokimov, and V. G. Nazarov, Fibre Chemistry, 50, No. 2, 1-5 (2018).
A. V. Dedov, Fibre Chemistry, 36, No. 2, 126-128 (2004).
A. V. Dedov, Plasticheskie massy, No. 11, 26-29 (2007).
A. V. Dedov and V. G. Nazarov, Fibre Chemistry, 43, No. 3, 259-262 (2011).
A. V. Dedov and V. G. Nazarov, Fibre Chemistry, 47, No. 2, 121-125 (2015).
A. V. Dedov, Khim. Tekhnol., No. 5, p. 275 (2011).
A. V. Dedov, B. A. Roev, et al., Fibre Chemistry, 49, No. 5, 334-337 (2018).
A. V. Dedov, Materialovedenie, No. 6, 32-35 (2008).
A. V. Dedov, Fibre Chemistry, 41, No. 2, 139-141 (2009).
G. K. Mukhamedzhanov, Methods for Quality Assessment of Nonwoven Materials [in Russian], TsNIITEIlegprom, Moscow (1989) 58 p.
M. Yu. Treshchalin, G. K. Mukhamedzhanov, and A. A. Telitsin, Methods of Production and Testing of Nonwoven Materials [in Russian], MATGR, Moscow (2008) 147 p.
A. P. Zhikharev, B. Ya. Krasnov, and D. G. Petropavlovsky, Practical Guide on Materials Science in the Manufacture of Light Industry Products” [in Russian], university textbook, ed. A. P. Zhikhareva, Publishing. Center “Academiya”, Moscow (2004) 464 p.
A. V. Dedov, V. G. Nazarov, et al., Khim. Volokna, No. 1, 33-35 (2001).
V. G. Nazarov, A. V. Platonov, and A. P. Kondratov, Khim. Volokna, No. 5, 56-58 (2001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskie Volokna, No. 6, pp. 33 – 35, November – December, 2019.
Rights and permissions
About this article

Cite this article
Dedov, A.V., Kuznetsov, V.A. & Nazarov, V.G. Influence of Volume Density of Nonwoven Needle-Punched Fabrics on their Permeability and Mechanical Properties. Fibre Chem 51, 440–443 (2020). https://doi.org/10.1007/s10692-020-10129-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10692-020-10129-2