
Abstract
Uneven dyeing results from the different ways the fibers in a blended fabric made of viscose and cotton (50/50) absorb reactive dyes. Measuring the color levelness continues to be an obstacle for dyers. In the present study, several color levelness measurements are analyzed in particular. In addition, the functional group on the outer structure of the viscose-cotton blended fabric has been developed using air plasma to enhance the color intensity. The blended fabric was exposed to an air-based plasma treatment at an atmospheric pressure of 0.15 Tor for varying durations (2, 4, 6, 8, and 10 min). Furthermore, the existence of the functional groups in the blended fabrics treated with plasma (-OH, -COOH) was examined by FT-IR analysis. SEM and an optical microscope confirmed that the blended fabric had undergone surface deformation due to plasma treatment. The hydrophilicity of the Viscose-Cotton blended fabric was enhanced by plasma treatment and consequently, the maximum dye exhaustion of 85% (C.I. Reactive Red 195) and 65% (C.I. Reactive Blue 21) was reached. The degree of color levelness was determined through extensive experimental tests using an instrumental method and color difference (ΔE) data. Additionally, utilizing the image J software enabling the analysis of images, the levelness of colored blended fabric was further measured. The levelness values for the untreated viscose-cotton blended fabric dyed with C.I. Reactive Red 195 and C.I. Reactive Blue 21 were 4.11 and 4.26, respectively. After 6 min of plasma treatment, the viscose-cotton (50/50) blended fabric exhibited excellent levelness with values between 4.94 and 4.91.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Blending is a technique for lowering the expense of materials. It helps to develop a more diversified product with enhanced aesthetic characteristics (Gahlot 2011). Because of its environmentally friendly behavior, a fabric made from cotton is the most commonly employed fiber in the production of apparel, household, and technical textiles (Patiño et al. 2011; Kan et al. 2014). However, the cultivation of cotton is not as sustainable owing to the use of pesticides and insecticides (Amjad and Kumar 2020). Regenerated cellulosic fibers, such as viscose rayon, have been researched as cotton alternatives due to their superior absorbency, softness, comfort, ease of dying, and good drape ability (Gahlot 2011). Cotton fiber is composed of 88% to 96.5% cellulose, with the remaining non-cellulosic polysaccharides accounting for up to 10% of the overall fiber weight (Dochia et al. 2012). Viscose fiber, on the other hand, is 100% cellulose. Moreover, cotton fiber contains a degree of polymerization of 4000–10,000 whereas viscose fiber possesses a degree of 150–350. Despite cotton fiber, which possesses a type I parallel crystalline structure, viscose fiber usually displays a type II anti-parallel crystalline structure (Kumar and Purtell 1994). Because viscose and cotton possess distinct surface and core structures, the blended fabric undergoes melange coloring, which is referred to as uneven dyeing. This offers a big issue for achieving solid hues in cellulosic blended fabrics and is especially noticeable in 50/50 mixes (Darji and Sabat 2011; Abbas et al. 2022; Ӧzdemir and Kadem 2023; and Iqbal et al. 2023). Researchers have been using plasma treatments, which are thought to be the most common and eco-friendly method for modifying the surface of fabrics, since the 1960s (Feng et al. 2020; Palaskar et al. 2020; Morent et al. 2008; Zille et al. 2015; Jelil 2015; and Haji and Naebe 2020). Large-scale instrument advancement has additionally contributed to the transfer of plasma techniques to the manufacturing industry (McCoustra and Mather et al. 2018). Plasma is exceptionally reactive with particles or surfaces that come into contact because it contains highly excited ions, free radicals, and reactive species (Klébert et al. 2021). Fiber surface modification comprises grafting, etching, and plasma treatment-induced polymerization (Sun and Stylios 2004). The functionalization of fibers made from cellulose is improved by plasma treatment (Negulescu et al. 2000; Ahmed et al. 2020). When oxygen was used in plasma treatment, the fibers of textiles became more wettable due to the creation of ions (e− + O2 → O2+ + 2e−) as well as radicals (e− + O2 → O· + O·) (Kan and Man 2018). Most of the researchers modified cotton fabric using plasma treatment to increase its hydrophilicity and dyeability (Ghoranneviss et al. 2011; Shahidi and Ghoranneviss et al. 2011; Shahidi et al. 2013, 2014). The plasma temperature is generally only 102–103 K, whereas the electron temperature may reach 105–106 K (Hollahan and Bell 1974). There are four types of atmospheric-pressure plasma: atmospheric-pressure glow discharge, atmospheric-pressure plasma jet, dielectric barrier discharge, and corona discharge (Haji and Naebe 2020). The processed gas travels around the two electrodes in the plasma jet, where it is converted to plasma by delivering radiofrequency power (between 100 and 250 V) to the inner electrode. After flowing via a pointed nozzle, the ionized gas is directed toward the fabric's surface. (Haji and Naebe 2020). Plasma reactors are expensive and difficult to modify for continuous textile treatment, even when they employ a small amount of gas. Fabric which was combined with nylon and cotton was treated with atmospheric air plasma to create a union dye (Kaliyamoorthi and Thangavelu 2015). Furthermore, a deeper color was obtained when pigment dyes were employed on the fabric following plasma treatment (Kan and Man 2018; Sun and Stylios 2004). When the natural color was removed from onion skin and used on cotton fabric, microwave O2 plasma accelerated the color's absorption, and the product that was demonstrated strong antibacterial properties (Chen and Chang 2007). On the other hand, cotton fabric treated with oxygen plasma exhibited improved color strength and fastness while dyed with madder and welded natural dyes (Haji and Naebe 2020). Numerous investigations have already been conducted on the subject of improving the color characteristics of cotton fabric by plasma treatment on its surface. There are no studies that have been carried out to investigate how plasma treatments affect viscose-cotton blended fabrics to enhance their leveling characteristics. Most significantly, the levelness metrics cannot be measured using any established methodology.
The main objective of this study is to measure the various approaches for determining the right levelness parameters. Moreover, the blended viscose-cotton (50/50) fabric surface structure is modified by air plasma treatment, which influences the regularity of the dyeing process.
Experimental
Materials
Scoured and bleached viscose/cotton (50/50) blended single jersey knitted fabric (150 g/m2) with a yarn count of 30 Ne was obtained from A One Polar Ltd. Vulta, Narayangonj, Bangladesh. The two commercial reactive dyes used for dyeing, are Reactobond Red 3BX (C.I. Reactive Red 195) and Reactobond Turq. Blue G 266% (C.I. Reactive Blue 21), was supplied by Meghmani Dyes and Intermediate Ltd. (Ahmedabad, India). (see Fig. 1). The dyestuff's chemical structures indicate that C.I. Reactive Red 195 developed heterobifunctional dyestuff (MCT-VS) ranges by incorporating a sulphatoethyl sulphone with a monochlorotriazine group. The dyestuff is primarily fixed by the vinyl-sulphone reaction with cellulose. The remaining fixation is achieved by the less reactive chlorotriazine, which is reported to produce magnificent hues when applied to cotton at 60° C. (Taylor 2000).

However, C.I. Reactive Blue 21 dyes are phthalocyanine-based dyes that have been incorporated into reactive sulphatoethyl sulphone groups to produce monofunctional (CuPc-VS) dyes. When vinyl sulphone reacted with cellulose, copper phthalocyanine-based dyes exhibited an intense blue color with excellent strength. However, the mono-functional reactive dyes performed lower fixation, requiring a higher temperature of dyeing at 80o C, obtaining higher color strength on cotton fabric. (Kabir et al. 2020).
Air Plasma Treatment on Viscose/Cotton Blended Fabric
A 150-mm diameter quartz-glazed bell jar served as the plasma chamber. The base plate's magnetron was employed to limit the plasma and improve its effectiveness as a treatment. The RF generator source is capacitively connected to generate plasma with two stainless steel plates inside the chamber. The power consumption could range from 20 to 200 watts in frequency. A 15 cm by 15 cm sample has been placed inside the chamber and exposed to air plasma treatment. (See Fig. 2). Energy of 70 W, pressure of 0.15 Tor, and duration of 2, 4, 6, 8, and 10 min were maintained for the plasma treatments in this present study. Following instant plasma treatment, all of the experiments were completed immediately.

(Reproduced from Haji and Naebe 2020, with permission from Science Direct, Elsevier, 2020)
Schematic representation of Air Plasma reactor
Determination of carboxyl content
The carboxylic content of the untreated and plasma-treated viscose-cotton blended fabric was determined by the paste titration method. In 150 mL of a beaker, 5.0 g of samples were mixed with 25 mL of 0.1N HCl and stirred for 30 min. The slurry was washed with distilled water until it was free of chloride after passing through a glass crucible filter. A slurry was combined with 300 mL of distilled water and heated to a boil, and gelatin formed. The pasted cellulose was titrated by 0.1N NaOH to the phenolphthalein endpoint (Mattisson and Legendre 1952).
FT-IR spectroscopy analysis
Fourier transform infrared spectroscopy (FT-IR) (IR Prestige 21, SHIMADZU, Japan) was employed to characterize the distinct functional groups of the air plasma-treated fabric. Attenuated total reflectance (ATR) mode was used to evaluate the samples, with 128 images being accumulated at a resolution of 8 cm−1. Each sample's recorded spectrum comprised an average of four (4) scans.
Scanning electron microscopy (SEM) analysis
Utilizing a Sigma 360 VP, Gemini 1, and ZEISS (Germany) scanning electron microscope (FE-SEM), the plasma-treated fabric was analyzed. The microscope was typically operated in the secondary emission mode at 15 kV. The samples were captured on camera at × 3000 magnification.
Measurements of contact angle
Contact angles were measured using a Krüss DSA1 (Software for Drop Shape Analysis) tensiometer. The apparatus comprises a CCD camera, a sample container that moves horizontally, a syringe holder that can move both vertically and horizontally, and a diffuse light source. To produce a smooth surface, the solid sample was secured to the sample holder using adhesive. Using a micro syringe, 4μL of each probe was placed onto the surface. The sensor on the camera recorded the image of the drop, which turned into a spherical cap, and the instrument software processed it to calculate the contact angle. The value of the contact angle (φ) is calculated by measuring the diameter (d) and height (h) of the drop with the following equation (Sun and Stylios 2004):
Dyeing
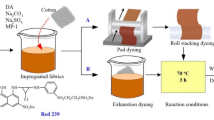
A 50-ml dye bath suitable for the plasma-treated viscose-cotton (50/50) blended fabric was dyed with C.I. Reactive Red 195 and C.I. Reactive Blue 21. The dyeing was performed on a laboratory dyeing machine (Ahiba Infrared Dyeing Machine, UK) at a material-to-liquor ratio of 1:10 with a concentration of 1% owf for 70 min at 60° and 80° C respectively. Additionally, 28 g/L Glauber’s salt and 13 g/L soda ash were added for dye exhaustion and fixation shown in Fig. 3. After dyeing, all the samples were rinsed with cold tap water and dried at room temperature.

Reactive dyeing profile of viscose-cotton (50/50) blended fabric
Color measurement
The color strength (K/S) of the dyed fabrics was measured using a spectrophotometer (Datacolor 650, USA) under standard light D65, 10° standard observer, and with the specular component included. The spectrophotometer was interfaced with a personal computer. Each sample was folded twice for evaluation of the reflectance in the 400–700 nm range and the reflectance (R) at the wavelength of maximum absorption (λmax) was determined using the Kubelka–Munk equation.
Measurement of dye exhaustion and levelness
The percentage of dye exhaustion and fixation of the air plasma-treated viscose-cotton blended fabric was calculated by measuring the absorbance of the residual dyebath liquor. UV–vis spectrophotometry (Cintra 2020, GBC, Australia) was employed to determine the dye exhaustion and fixation yields. The following equations were used to calculate the percentage of dye exhaustion (E%):
where Ao and A1 represent the dye solution's absorbance at λmax both before and after dyeing, respectively. The absorbance of the dye-soaped solution with a nonionic surfactant is denoted by A₂. Yang and Li developed an instrumental approach for evaluating the levelness of the dyed fabric (Yang and Li 1993).
\({S}_{r}\)Here, λ is the wavelength for the measurement, n is the total number of measurements, (K/S)i, λ signifies the K/S value of the ith measurement at λ. Koh et al. modified the levelness parameter. Here, V(λ) is the spectral luminous function, and Sr(λ) is the relative sample standard deviation of (K/S) λ. Thus, the unlevelness value is described as:
The levelness parameter L varies to produce different values, which closely resemble the gray-scale rating for color change if (U ≥ 0.3114).
And if (U < 0.3114)
In this study, the levelness parameter L results in that are less than 5, which is considerably similar to the color change rating on a grey scale where 5 is Excellent, 4 is Good, 3 is Fair, 2 is Poor, and 1 is Very poor. Additionally, color difference (ΔE) was used to evaluate the level of color levelness. The following Eq. (9) was used to calculate the color difference (ΔE) value.
where ΔL* = L*Sample – L*standard, Δa* = a*Sample – a*standard, and L* is the brightness, a* is the red-green axis, b* is the yellow-blue axis, and Δb* = b*Sample – b*standard. Pure cotton and pure viscose fabric dyed with C.I. Reactive Red 195 and C.I. Reactive Blue 21 were used as the standard samples. A higher ΔE value denotes the more uneven distribution of the dye onto the fabric surface, i.e., poor levelness (Uddin 2015; Repon 2018).
Measurement of levelness by fabric surface image analysis
In this study, the levelness of the dyed fabric was measured through surface analysis using image processing (Günay 2009), implemented in Image J bundled with 64-bit Java 8 software. Images of the dyed fabrics were captured using an instrumentation setup consisting of a lightbox (Gretag Macbeth Spectra Light III) and a digital camera (Canon EOS 700D, 18.0 Megapixel, Japan). The AATCC Technical Manual recommended that the camera be positioned perpendicular to the specimen's plane, with the lightbox's illuminant set to D65 and the fabric's surface inclined at a 45-degree angle. (Evaluation Procedure 9–2007, Option C). After the capture, the image was processed into grayscale. An area resolution of 1200 × 1200 pixels was chosen for this study. The software Image J was used to upload the taken image and automatically determine the sample's levelness.
Measurement of color fastness
Colorfastness was assessed according to international standards, such as ISO 105-C06 A2S:2010 for washing fastness and ISO 105-X12:2016 for rubbing fastness. Greyscales were used to evaluate the variations in staining and shade of the adjacent multifiber (Multifiber DW, adjacent fabric BSISO 105-F10:1989).
Result and discussion
Dyeing mechanism and chemical properties of plasma treated blended fabric
Reactive dyes are widely favored in the dyeing industry due to their attractive features and the diverse range of application methods available to dyers (Renfrew 1999). Furthermore, the vinyl sulphone group inside the Michael acceptor is the most common commercial kind of reactive dye. The vinyl sulphone masking group's β-sulphato derivative enhances dye solubility with water while providing the desired stability and reactivity balance. Instantaneous elimination of the chemical in alkali produces the vinyl sulphone, which is subsequently followed by Michael's addition of a hydroxy ion to generate the hydroxyethyl compound (Dale 1969). Each glucose unit in cellulose is a polymer that contains one primary and two secondary hydroxy groups (French 2017). Reactive dyeing involves the esterification and etherification of hydroxy groups with electrophiles, allowing the attachment of molecules that modify the polymer's characteristics. Typically, a base-catalyzed reaction is employed to fix the substrate, followed by the application of a base to the fiber to remove any remaining groups. C.I. Reactive Red 195 has a molecular weight of 1136.31 and features vinyl sulphone and triazine bi-functional groups. A vinyl group is formed when it reacts with an alkaline solution, allowing it to react with the primary and secondary hydroxy groups of cellulose, producing ester groups and forming covalent bonds (Šauperl and Kleinschek 2005). On the other hand, C.I. Reactive Blue 21 is a phthalocyanine dye, and its molecular weight is 1203.99. Most importantly, a high molecular weight of dyes required a high temperature for dye penetration on the fabric surface; on the other hand, a comparatively low molecular weight of dyestuffs required a low temperature for dyeing. The high molecular weight of dyes could lead to unevenness since they cannot subsequently penetrate the fabric's surface (Zhang et al. 2006).
Moreover, cotton has a higher degree of polymerization than viscose. The viscose-cotton blended fabric's surface is capable of producing distinctive functional groups -COOH, which are enhanced by plasma treatment (Canbolat et al. 2015). Table 1 indicates the carboxyl content of the plasma-treated blended fabric compared with the untreated blended fabric. It can be explained that a marginal increment of the -COOH group increased when the plasma treatment time increased. The most important process is the uniform generation of functional -COOH groups or the surface's functionalization with oxygen moieties. Through covalent interactions, the reactive dyes and hydroxy groups can interact in between. These interactions (Fig. 4) result in a good binding between the plasma-treated reactive dyestuffs. Ultimately, the levelness of the fabric surfaces is improved by the viscose-cotton blended fabric.

Dyeing Mechanism of air Plasma-treated Viscose-Cotton blended fabric
FT-IR analysis of plasma-treated viscose-cotton blended fabric
The ATR FT-IR spectra of the untreated, 6 min plasma treated, 10 min plasma treated, reactive red 195 dyed, and reactive blue 21 dyed viscose-cotton blended fabrics are compared and represented in Fig. 5. The absorption peak at 3300 cm−1 was similarly assigned to the -OH bond of viscose-cotton blended fabric. However, the intensity of this peak for the dyed fabric (red and blue) was slightly changed due to stronger covalent bond formation with reactive dyes. The IR spectra of the cellulose in the viscose-cotton blend fabric showed the stretching vibration of C-H at 2900 cm−1. Most importantly, the characteristic peak appeared at 1632 cm−1 due to C = O stretching for 6 min and 10 min plasma-treated blended fabric. These peaks proved the presence of carboxyl groups on the surface of the plasma-treated fabric rather than untreated viscose-cotton blended fabric. It is also reported that plasma treatment on viscose-cotton blended fabric formed the (-COOH) group (Chung et al. 2004). Furthermore, the absorption peaks at 1320 cm−1 and 1029 cm−1 assigned to the -CH3 and C-O bonds for untreated, 6, 10 min plasma-treated and reactive dyed viscose-cotton blended fabric was almost identical.

FT-IR spectroscopy of Plasma-treated and dyed Viscose-Cotton blended fabric
SEM images of plasma-treated viscose-cotton blended fabric
Utilizing scanning electron microscopy (SEM), the effects of plasma treatment on the surface topography of blended viscose and cotton fabrics were assessed. The topography of both untreated and plasma-treated viscose-cotton blended fabrics (at 4 min, 6 min, and 8 min) is presented in Table 2. In the initial phase of the plasma process, primarily the reactive plasma phase, species interact with the amorphous portions of the fabric surface rather than the crystalline region. Various studies have shown that in the early stages, only the amorphous portion is etched and damaged. Additionally, the crystalline portions of the cellulose are tougher and more compact than the amorphous portions, making it easier to remove the amorphous portion during plasma etching. Consequently, there is a slight increase in the proportion of crystallinity (Bhat et al. 2011). Prolonged treatment results in changes to the surface's physical and chemical structure, including the breaking of chemical bonds and an increase in surface roughness. There was surface deformation following an 8-min plasma treatment. The treated surfaces appear to be degraded. With the duration of plasma treatment, the presence of holes in the fiber increased significantly.
To observe the topographical changes of plasma-treated blended fabric dyed with C.I. Reactive Red 195 and C.I. Reactive Blue 21, displayed in Table 3. The fiber surface was etched due to atmospheric pressure plasma treatment at various times. However, the 6 min plasma-treated fabric displayed a smoother surface and improved levelness characteristics after dyeing using different molecular structures of dyestuff. It can be explained by the fact that reactive dyes can be inserted into microscopic grooves in fabric (Karahan et al. 2008) that have been plasma-treated and bonded firmly with covalent bonds.
The reduction of hairiness from the fabric surface observed in Table 4, according to an optical microscope, is significantly impacted by plasma treatment. After an 8 min plasma treatment, the fabric surface becomes smoother compared to 4 or 6 min treatments. Air plasma treatment enhances the estimation of fiber disintegration. Earlier studies (Canal et al. 2007) on plasma-treated wool indicated a close relationship between the evenness of a fiber surface and the surface functionalization induced by the plasma.
The fabric surface becomes smoother after 8 min of plasma treatment than after 4 or 6 min. The air plasma treatment's enhancement of estimating fiber disintegration. Previous investigations (Canal et al. 2007) on plasma-treated wool indicated that the evenness of a fiber surface is closely related to the surface functionalization induced by the plasma.
Hydrophilicity effect of plasma treated viscose-cotton blended fabric
Measurements of contact angles are utilized to determine a surface characteristic parameter known as adhesion energy or surface energy (Deville and Cojocaro 2006). In this study, a hydrophobic silicon oil emulsion was used to measure the contact angle because it enables faster water molecule absorption. The results of the contact angle measurements of plasma-treated and untreated cotton fabric are shown in Table 5. The cotton fabric treated with plasma had a significantly smaller contact angle than the untreated cotton fabric. It can be explained that modifications in morphology lead to variations in wettability; however, these variations are insignificant and have little impact. The functional groups (-COOH) containing oxygen are created by plasma processes and are adhered to the surface of polymers. These functional groups are formed and play a vital role in enhancing the fabric's hydrophilic attributes (Hollahan and Bell 1974).
Exhaustion of dyeing on viscose-cotton blended fabric
Dye exhaustion is an indication of improved color fastness and is significantly associated with dyeing costs and effluent treatment. Figure 6 illustrates that viscose-cotton blended fabric treated with plasma exhibits a higher exhaustion percentage compared to untreated fabric. Higher plasma treatment times for viscose-cotton blended fabric resulted in increased dye exhaustion percentages (85% for C.I. Reactive Red 195 and 65% for C.I. Reactive Blue 21) (Kamppuri et al. 2015; Kleiner et al. 1985; Lee et al. 2009). The highest percentages of dye exhaustion were observed during plasma treatment for 4 and 6 min. However, the dye exhaustion percentage decreases when the plasma treatment duration is increased to 8 and 10 min. The fabric's surface becomes more hydrophilic after plasma treatment. Dye exhaustion is increased to a much greater extent during the plasma treatment. The longer the treatment period, the more the fabric's crystallinity increases.

Dye exhaustion on Plasma-treated Viscose-Cotton blend fabric (a) C.I. Reactive Red 195 and (b) C.I. Reactive Blue 21
CIEL*a*b* color coordinates of viscose-cotton blended fabric
Compared to untreated pure cotton fabric, plasma-treated viscose-cotton blended fabric exhibited significantly lower L* values in terms of lightness values. The CIEL*a*b* coordinates of the plasma-treated blended fabric are shown in Table 6. As the plasma treatment time increases, the CIEL*a*b* coordinates approach the chromatic point compared to untreated pure cotton fabric. In particular, in comparison with other blended fabrics treated with a different plasma, the red and blue colored fabric treated with a 6 min plasma treatment displayed more chromaticity. Specifically, when compared to other blended fabrics treated with various plasmas, the red and blue-colored fabric treated with a 6 min plasma exhibited enhanced chromaticity.
Levelness of plasma treated viscose-cotton blended fabric
The levelness of dyed fabric subjected to plasma was measured using an instrumental technique established by Yang and Li (Yang and Li 1993). Table 7 demonstrates that the levelness parameter increases with an extended plasma treatment time. Additionally, a plasma treatment time of 6 min shows higher levelness for C.I. Reactive Red 195 (L = 4.94) and C.I. Reactive Blue 21 (L = 4.91). Conversely, when the plasma treatment time is extended beyond 8 to 10 min, the levelness values slightly decrease. This can be explained by longer plasma treatment times (8 min and 10 min), reduced dye uptake on the fabric surface, and increased stiffness of the viscose-cotton blend fabric, impacting the surface's uniformity. Consequently, dye penetration is directly affected by plasma treatment, indicating improved dye levelness of good to excellent.
Degree of color levelness by plasma-treated viscose-cotton blended fabric
The uniformity of dye dispersion on the plasma-treated surface- in essence, the surface of a fabric blended with viscose and cotton shows the color levelness. The viscose-cotton blended fabric underwent various periods of plasma treatment and 100% pure cotton fabric, along with the color difference (ΔE), was used to determine the degree of levelness, as shown in Table 8. The standard samples of 100% pure cotton and viscose were compared, and by increasing the plasma treatment of viscose-cotton blended fabric, the levelness increased. For C.I. Reactive Red 195, a longer plasma treatment duration of 6 min results in a lower color difference between 0.73 with 100% pure cotton and 1.61 with 100% pure viscose. However, for C.I. Reactive Blue 21, a 6-min plasma treatment results in a smaller color difference of 0.94 with 100% pure cotton and 0.80 with 100% pure viscose.
Levelness of plasma treated viscose-cotton blended fabric by image analysis
Tables 9 and 10 displayed a scanned image of red and blue color-dyed viscose-cotton blended fabric. The image makes it obvious that the dyed fabric's level information was unclear. Image J analysis for the 3D surface plot and surface plot curves matching to this fabric sample are superimposed, as shown in Tables 9 and 10. The identical measuring area and the levelness information of the dyed fabric images were transformed to grayscale due to appearance imperfections that extend over the same pixels (Günay 2009). It is evident from the interactive 3D surface plot in Tables 9 and 10 that the dye was not applied uniformly to the untreated blended viscose and cotton fabric. However, the viscose-cotton blended fabric that received plasma treatment considerably reduced the surface roughness of the fabric by extending the plasma treatment time.
The levelness or irregularity of treated fabrics is especially significantly reduced up to 6 min when the plasma treatment time increases. Reduced inconsistency is evident in the surface plot curve for C.I. Reactive red 195 and C.I. Reactive blue 21 dyed fabric, corresponding to image analysis. On the other hand, surface roughness rises with increasing plasma treatment times (8–10 min) as demonstrated by interactive surface plots. Surface roughness increased in Tables 9 and 10, which is reasonable considering subsequent plasma treatment enhanced the blended fabric's crystallinity still again.
Fastness properties of plasma treated viscose-cotton blended fabric
Table 11 demonstrates the color fastness characteristics of untreated and plasma-treated blended Viscose-Cotton fabric. Considering that the dyestuff creates an essential component of the blended fabric, it is anticipated that the viscose-cotton blended fabric using plasma treatment will exhibit high color fastness. The 1% owf dyeing of the viscose-cotton blended fabric is displayed in Table 11, where the plasma-treated blended fabric's rubbing fastness is significantly higher than that of the untreated blended fabric. The rubbing fastness and washing fastness displayed identical results for the plasma-treated blended fabric, except the wet rubbing fastness, which showed values of 4 (Good) for C.I. Reactive Red 195 dyed and 3–4 for C.I. Reactive Blue 21 dyed viscose-cotton blended fabric. Most importantly, plasma-treated viscose-cotton blended fabric increased the staining performance of cotton fabrics in terms of washing fastness.
Conclusion
This study investigates an air plasma treatment to improve the level of viscose-cotton blended fabric. FT-IR analysis confirmed the blended fabric's surface generated more functional groups due to the treatment with plasma, and the cellulose absorbed the OH stretching (3000–3600 cm−1). The surface deformation after 8 min of plasma-treated viscose-cotton blended fabric was examined by scanning electron microscopy. In addition, the reduction of the fabric surface hairiness of the plasma-treated blended fabric was observed by an optical microscope. The oxygen-containing functional groups ( -COOH) are produced by plasma processes, so they adhered to the blended fabric's surfaces and improved its hydrophilic characteristics, as demonstrated by the contact angle. The plasma treatment for both 4 and 6 min exhibited a higher percentage (85% for C.I. Reactive Red 195 and 65% for C.I. Reactive Blue 21) of dye exhaustion. Most significantly, the blended fabric transforms from amorphous to crystallinity after 6 min of plasma treatment; as a result, dye penetration is a little influenced, which indicates improved dye levelness values of 4.94 and 4.91. A prolonged plasma treatment time of 6 min yields a smaller color difference for C.I. Reactive Red 195, ranging from 1.61 and C.I. Reactive Blue 21, ranging from 0.94 with 100% pure viscose to 0.73 with 100% pure cotton fabric. When the plasma treatment time is increased, the treated fabrics' levelness or irregularity is dramatically reduced, up to 6 min. The surface plot curves for the dyed fabrics C.I. Reactive red 195 and C.I. Reactive blue 21 demonstrate improved uniformity compared to image analysis. The washing and rubbing fastness of viscose-cotton blended fabric treated with plasma is substantially higher than that of untreated blended fabric.
Data availability
The data that support the findings of this study are available on request from the corresponding author.
References
Abbas M, Kiran S, Hussain G, Gulzar T, Ahmad MN (2022) Synthesis and characterization of novel resorcinol-based trisazo reactive dye ligand and its different metal complexes for cotton dyeing. Industria Textila 73(4):460–467
Ahmed H, Khattab TA, Mashaly HM (2020) Plasma activation toward multi-stimuli responsive cotton fabric via in situ development of polyaniline derivatives and silver nanoparticles. Cellulose 27:1099–1110
Amjad A, Kumar R (2020) Evaluation of Mechanical and Physical Characteristics of Eco blended Melange Yarns. Tekstilec 63(2):94–103
Bhat NV, Netravali AN, Gore AV, Sathianarayanan MP, Arolkar GA, Deshmukh RR (2011) Surface modification of cotton fabrics using plasma technology. Text Res J 81(10):1014–1026
Canal C, Molina R, Bertran E, Erra P (2007) Polysiloxane softener coatings on plasma-treated wool: study of the surface interactions. Macromol Mater Eng 292:817–824
Canbolat S, Kilinc M, Kut D (2015) The investigation of the effects of plasma treatment on the dyeing properties of polyester/viscose nonwoven fabrics. Procedia Soc Behav Sci 195:2143–2151
Chen C, Chang W-Y (2007) Antimicrobial activity of cotton fabric pretreated by microwave plasma and dyed with onion skin and onion pulp extractions. Indian J Fibre Text Res 32(1):122–125
Chung C, Lee M, Choe EK (2004) Characterization of cotton fabric scouring by FT-IR ATR spectroscopy. Carbohyd Polym 58:417–420
Dale J (1969) The chemistry of carbon-carbon triple bond. Part 2, New York: John Wiley & Sons. https://doi.org/10.1002/9780470771570
Darji A, Sabat P (2011) Causticisation of Cotton/Viscose 50/50 blend knit fabric. International Dyer 196:33–35
Deville JP, Cojocaru CS (2006) Spectroscopic analyses of surfaces and thin films. materials surface processing by directed energy techniques. Chapter 12, pp 411–439
Dochia M, Sirghie C, Kozłowsk RM, Roskwitalski Z (2012) 2-Cotton Fibers. Handbook of Natural Fibres, vol 1. In: Woodhead Publishing Series in Textiles pp 11–23. https://doi.org/10.1533/9780857095503.1.9
Feng C, Hu Y, Jin C (2020) The effect of atmospheric pressure glow discharge plasma treatment on the dyeing properties of silk fabric. Plasma Sci Technol. https://doi.org/10.1088/2058-6272/ab4c4e
French AD (2017) Glucose, not cellobiose, is the repeating unit of cellulose and why that is important. Cellulose 24:4605–4609. https://doi.org/10.1007/s10570-017-1450-3
Gahlot M (2011) Properties of Oak Tasar/viscose Blended Yarns. Indian J Fibre Text Res 36:187–189
Ghoranneviss M, Shahidi S, Anvari A, Motaghi Z, Wiener J, Slamborová I (2011) Influence of plasma sputtering treatment on natural dyeing and antibacterial activity of wool fabrics. Prog Org Coat 70:388–393
Günay M (2009) Determination of Dyeing Levelness Using Surface Irregularity Function. Color Res Appl 34(4):285–290
Haji A (2019) Dyeing of cotton fabric with natural dyes improved by mordants and plasma treatment. Prog Color Color Coat 12:191–201
Haji A, Naebe M (2020) Cleaner dyeing of textiles using plasma treatment and natural dyes: A review. J Clean Prod 265:121866
Hollahan JR, Bell AT (1974) Techniques and Applications of Plasma Chemistry. Wiley Interscience, NY 1974:122
Iqbal W, Iqbal A, Yexiong Q, Munir MU, Yaming J, Hussain A, Khalid R (2023) Antimicrobial property of functional viscose fibre by mint extract. Industria Textila 74(4):464–469
Jelil RA (2015) A review of low-temperature plasma treatment of textile materials. J Mater Sci 50:5913–5943. https://doi.org/10.1007/s10853-015-9152-4
Kabir SM, Sk S, Koh J (2020) Sustainable low liquor ratio dyeing of cotton with C.I. Reactive Blue 21 using dioctyl sodium sulfosuccinate. Tex Res J 91(9–10):1–11. https://doi.org/10.1177/0040517520971363
Kaliyamoorthi K, Thangavelu R (2015) Union dyeing of cotton/nylon blended fabric by plasma-nano chitosan treatment. Fashion and Textiles 2:10
Kamppuri T, Vehviläinen M, Puolakka A, Honkanen M, Vippola M, Rissanen M (2015) Characterization of novel regenerated cellulosic, viscose, and cotton fibers and the dyeing properties of fabrics. Coloration Technol 131:396–402
Kan C, Lam C (2018) Atmospheric pressure plasma treatment for grey cotton knitted fabric. Polymers 10(1):53
Kan C, Lam C, Chan C, Ng S (2014) Using atomospheric pressure plasma treatment for treating grey cotton fabric. Carbohyd Polym 102:167–173
Kan C, Man WS (2018) Surface characterization of atmospheric pressure plasma treated cotton fabric- effect of operation parameters. Polymers 10(250):1–14. https://doi.org/10.3390/polym10030250
Karahan HA, Ӧzdoǧan E, Demir A, Ayhan H, Seventekin N (2008) Effects of atmospheric plasma treatment on the dyeability of cotton fabrics by acid dyes. Color Technol 124:106–110
Klébert S, Tilajka S, Románszki L, Mohai M, Csisźar E, Károly Z (2021) Degradation phenomena on atmospheric air plasma treatment of polyester fabrics. Surfaces and Interfaces 22:100826
Kleiner YY, Butkova NT, Butyagin PA, Pakshver AB, Serova GP, Lyufanova NK (1985) Effect of the dyeing uniformity of viscose textile yarns on their processing into fabric. Fibre Chem 16:277–278
Kumar A, Purtell C (1994) Enzymatic Treatment of Man-Made Cellulosic Fabrics. Text Chem Colorist 26(10):25–28
Lee J, Kim SE, Kim H, Kim HJ, Koh J (2009) Reactive dyeing properties of cotton/hemp Blend. Text Color Finish 21(5):10–15
McCoustra MRS, Mather RR (2018) Plasma modification of textiles: understanding the mechanisms involved. Textile Progress 50(4):185–229. https://doi.org/10.1080/00405167.2019.1637115
Mattisson MF, Legendre KA (1952) Determination of carboxyl content of oxidized starches. Anal Chem 24(12):1942–1944. https://doi.org/10.1021/ac60072a019
Morent R, Bitar R, Cools P (2008) Non-thermal plasma treatment of textiles. Surf Coatings Technol 202:3427–3449. https://doi.org/10.1016/J.SURFCOAT.2007.12.027
Negulescu II, Despa S, Chen J (2000) Characterizing polyester fabrics treated in electrical discharges of radio-frequency plasma. Text Res J 70:1–7. https://doi.org/10.1177/004051750007000101
Ӧzdemir Ş, Kadem FD (2023) An eco-firendly approach: effect of fixation time on colour and comfort properties of digital printed fabric. Industria Textila 74(5):527–533
Palaskar SS, Kale RD, Deshmukh RR (2020) Application of atomspheric pressure plasma for adhesion improvement in polyurethane coating on polypropylene fabrics. J Coatings Technol Res. https://doi.org/10.1007/s11998-019-00300-8
Patiño A, Canal C, Rodríguez C, Caballero G, Navarro A, Canal J (2011) Surface and bulk cotton fibre modifications: plasma and cationization. Influence on dyeing with reactive dye. Cellulose 18:1073–1083
Renfrew AH (1999) Reactive dyes for textile fibres. Society of Dyers and Colourists, pp 21–27
Repon MR (2018) Compartive study on natural and reactive dye for cotton coloration. J App Res Technol 16:160–169
Šauperl O, kleinschek KS (2005) Differences between cotton and viscose fibers crosslinked with BTCA. Tex Res J 80(4):383–392. https://doi.org/10.1177/0040517509343818
Shahidi S, Ghoranneviss M, Dalal S, Sharifi S (2014) Effect of atmospheric pressure plasma treatment/ followed by chitosan grafting on antifelting and dyeability of wool fabric. J Fusion Energy 33:177–183
Shahidi S, Ghoranneviss M (2011) Textile dyeing, Chapter 15. In Peter Hauser (Ed.). Effect of Plasma on dyeability of fabrics (pp 327–350). Croatia: In-tech. https://doi.org/10.5772/24673
Shahidi S, Moazzenchi B, Ghoranneviss M, Azizi S (2013) Investigation on dyeability of polypropylene fabrics grafted with chitosan after plasma modification. Eur Phys J Appl Phys 62(10801):6. https://doi.org/10.1051/epjap/2013120215
Sun D, Stylios GK (2004) Effect of Low-Temperature Plasma Treatment on the Scouring and Dyeing of Natural Fabrics. Text Res J 74:751
Taylor JA (2000) Recent developments in reactive dyes. Rev Prog Coloration 30:93–107. https://doi.org/10.1111/j.1478-4408.2000.tb03785.x
Uddin MG (2015) Study on the color levelness of silk fabric dyed with vegetable dyes. Sustain Chem Process 3(10):1–4
Ulrich H, Richter R (1977) Methoden der Organischen Chemie Ed. C Grundman, Vol. VII/3a, Part 1, 176(385):599. https://doi.org/10.1055/b-0035-110155
Wong KK, Tao XM, Yuen CWM, Yeung KW (200b) Effect of plasma and subsequent enzymatic treatment of linen fabrics. J Serb Chem Soc 116:208–214
Yang Y, Li S (1993) Instrumental Measurement of the Levelness of Textile Coloration. Text Chem Colorist 25(9):75–78
Yi S, Dong Y, Li B, Di Z, Huang Xi, Xue L (2012) Adsorption and fixation behavior of C.I. Reactive Red 195 on cotton woven fabric in a nonionic surfactant Triton X-100 reverse micelle. Coloration Technol 128(4):306–314. https://doi.org/10.1111/j.1478-4408.2012.00381.x
Yoon NS, Kim SS, Chang CS, Choi D (1996) One-dimensional solution for electron heating in an inductively coupled plasma discharge. Phys Rev E 54(1):757
Zhang S, Ma W, Ju B, Dang N, Zhang M, Wu S, Yang J (2006) Continous dyeing of cationised cotton with reactive dyes. Coloration Technol 121:183–186
Zille A, Oliveira FR, Suoto AP (2015) Plasma Treatment in textile industry. Plasma Process Polym 12:98–131. https://doi.org/10.1002/ppap.201400052
Acknowledgments
The authors thank the kind support of this work from Bangladesh University of Textiles
Funding
The authors have not disclosed any funding.
Author information
Authors and Affiliations
Contributions
Shekh Md. Mamun Kabir conceived, designed the experiment, and wrote the original manuscript. Sabitry Rani Das carried out the experimental work and undertaken the analysis.
Corresponding author
Ethics declarations
Consent for publication
All authors agreed to the publication in the submitted form.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kabir, S.M., Das, S.R. Improvement of the levelness of viscose-cotton blended fabric dyed with reactive dye using low-temperature air plasma. Cellulose 31, 7749–7764 (2024). https://doi.org/10.1007/s10570-024-06048-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-024-06048-8