
Abstract
The packaging industry is undergoing a major turn in its history looking for biobased, recyclable and biodegradable alternatives to petrobased products. Cellulose based materials such as paper and board can be a good solution, however, they present poor barrier properties, which are mandatory for packaging applications. In this study, all cellulose packaging with good barrier properties to grease, oxygen, water and water vapour were produced combining two innovative technologies: the wet lamination of microfibrillated cellulose (MFC) and the chromatogeny grafting. First, a thin layer of MFC (10 to 25 g/m2) was applied on a board without the use of glue in one pass. The influence of the MFC grade on the minimum MFC coat-weight required to develop grease barrier properties was investigated. Secondly, the MFC wet laminated board was grafted by chromatogeny at pilot scale. The MFC covered produced samples present excellent grease barrier properties with an oil absorption lower than 2 g/m2 after 1800s (Cobb oil 1800s), a kit test of 12 and very good oxygen barrier properties. The chromatogeny grafting of fatty acids on the MFC hydroxyl groups confers barrier properties to water and water vapour to the MFC wet laminated board with a water vapour transmission rate around 36 g/(m2.d). Finally, the mechanical properties of the samples and the adhesion of the MFC layer on the board were evaluated.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The packaging domain is in the midst of change with the aim of replacing current petroleum based packaging materials. In 2021, the world plastics production was 390.7 Mt and among them 90.2% were fossil-based plastics (Plastics Europe 2022). The lack of recycling and biodegradability of those plastics lead to an accumulation of plastic waste which leads to environmental issues and potential negative impact on human health (Yates et al. 2019). The packaging sector itself accounts for about 54% of the worldwide plastic waste (Plastics Europe 2022).
Biobased materials appear as promising solutions to develop new eco-friendly packaging. Biobased polymers, can be produced by chemical synthesis (polylactic acid), by microorganisms or genetically modified bacteria (polyhydroxyalkanoate) or directly extracted from biomass (cellulose, lignin, starch, proteins…) as recently reviewed (Eissenberger et al. 2023). Cellulosic materials such as paper and board products are already widely used in the packaging sector. However, their use as primary packaging is very restricted due to the limited barrier properties caused by the inherent porosity of paper/board and the hydrophilicity of cellulose. To overcome this lack of barrier properties, paper and board substrates are traditionally combined with functional barrier layers (Nechita and Roman (2020); Eissenberger et al. 2023), most of the time made of plastics. The multilayered structures thus obtained can be an assembly of 2 up to 17 different layers (Emmert et al. 2021) leading to recycling concerns.
An interesting finding, has shown that the strong network of cellulose fibres based on hydrogen bonds and Van der Walls interactions, can be broken down by a mechanical process at high pressure (Herrick et al. 1983; Turbak et al. 1983), to obtain micro to nano fibrillary elements also known as nano or microfibrillated cellulose (NFC or MFC). Microfibrillated Cellulose (MFC) present a diameter in the range of 20 to 60 nm and a length of several micrometers (Lavoine et al. 2012). Since then, numerous cellulose sources and processes have been investigated and developed in order to produce different grades of MFC (Nechyporchuk et al. 2016). Due to their micro to nano fibrilar shape, MFC can form a film with a dense and entangled web like structure, leading to high grease and oxygen barrier properties (Syverud and Stenius 2009; Aulin et al. 2010; Lavoine et al. 2014). One idea could be to deposit MFC on top of paper or board in order to produce all cellulose barrier packaging. However, those MFC suspensions are challenging to use at industrial scale using classic deposition methods. Indeed, MFC are most of the time produced at low dry content (2 to 5wt%) and they present a gel like behavior (Nechyporchuk et al. 2016). Current coating processes, such as bar/blade coating and size press, required to work at lower viscosity and imply a dilution of the MFC suspension. Many passes through such coating processes are then required in order to have a sufficient amount of MFC on the substrate and start developing barrier properties. (Fillat et al. 2023) recently confirmed that it is not possible to obtain a high coat weight in one pass using rod or blade coaters. For example, (Lavoine et al. 2014) reported a minimum of 10 passes to deposit 15 g/m2 of MFC using bar coating system. However, despite a decent deposited basis weight of MFC, it has been noticed that the grease barrier property was slightly improved, but remains limited for packaging application. Also, such number of passes in this type of process would lead to high drying cost and a restricted productivity which limits its potential industrial development. Other methods have been recently investigated and have shown promising results for roll to roll processes implementations. This is the case for spray coating, that have been used with MFC suspensions resulting in a coat weight ranging from 2.9 ± 0.7 to 29.3 ± 6.9 g/m2 (Shanmugam 2022). However, the Oxygen transmission rate (OTR) value was still high meaning that the surfaces are probably not totally covered. Indeed, the author reports that several passes of spray will be needed to obtain the same oxygen barrier properties as for MFC film. Spray coating implies a limited viscosity of the MFC suspension to be able to be sprayed without clogging the apparatus, leading to dilution of the MFC and so high quantity of water to be eliminated by drying. Another technique is the slot die coating, where the MFC suspension is deposited on paperboard using a custom-made slot die (Kumar et al. 2016, 2017a, b, 2018). A coat weight from 1 to 16 g/m2 was deposited in one pass using a MFC suspension of 2 wt.% with CMC (CarboxyMethyl Cellulose) as an additive at a speed of 3m/min. A kit test value of 10 was reported for samples with 11 to 16g/m2 of MFC and the air permeance was decreased from 1.72 µm/Pa.s to lower than the detection limit of the apparatus. However, this method uses low solid content MFC which should imply high drying costs. Moreover, they reported that depending on the substrate and especially for non-absorbent substrate, the high quantity of water could act as lubricant and could allow the MFC gel to re-agglomerate leading to non-uniform coating. More recently, (Koppolu et al. 2022) used the same process to coat high solid content MFC (12.5 wt.%) on paperboard using CMC and glycerol. However, they reported that further improvement of the coating quality and barrier properties are required. To conclude, the addition of a sufficient amount of MFC in a single step or pass on a paper or board is still a challenge using conventional coating processes, due to the low dry content of MFC suspensions, high viscosity and as it implies high drying costs.
In 2016, a new method was developed to deposit MFC on top of a paper or a board in one pass, without the use of glue and limiting the drying cost: the MFC wet lamination. This patented method (Guerin et al. 2016, 2019) is based on the fact that a wet MFC film with a dry content between 5 and 20 wt%, is dry enough to be viewed as a solid-like self-standing materials that can be picked up whereas it is wet enough to keep its adhesion ability and adhere onto a base paper without any glue. This method is based on conventional papermaking equipment with three main steps: (i) the filtration of the MFC to obtain a wet MFC layer and to remove one part of the water by vacuum, (ii) the replication of the wet MFC layer on top of a paper or board and finally (iii) the drying of the assembly. This MFC wet lamination technology allows to apply a sufficient MFC weight in one pass. Moreover, the drying costs are reduced because a part of the water is removed by filtration instead of drying. By using this MFC wet lamination technology, MFC confer grease and oxygen barrier properties to paper and board in one pass. However, for most of the packaging application, water and water vapour barrier properties are also required.
Different methods can be used to confer water and water vapour barrier properties to papers and board. The first method is the extrusion or coating of petroleum-based plastics such as polyvinylchloride (PVC), polyethylene terephthalate (PET) or polyethylene (PE) among others. The use of such plastics that are not biodegradable leads to major environmental risks, especially as these multi-material complexes are difficult to recycle in current facilities (Mujtaba et al. 2022). Another solution is biobased barrier materials as recently reviewed by Mujtaba et al. 2022 but it presents some challenges such as the dispersibility of liquid coatings and the adhesion of solid coatings to some substrates. Another method is a technology developed to confer barrier properties to water and water vapour to cellulosic materials: the chromatogeny grafting. It is a solvent free method that consists in grafting a long chain fatty acid chloride on a hydrophilic substrate (Samain 1999). This method was firstly developed in the case of porous cellulosic substrates (Berlioz et al. 2008; Stinga 2008). In 2011, a pilot scale machine has been developed at Centre Technique du Papier and patented (Samain et al. 2012). In this process, the reagent is deposited on the surface of the porous cellulosic substrate and diffuses in the material thickness. The exposure to a heating source allows to graft the deposited and diffused reagent (Grafted Fatty Acids = GFA), while a fraction is hydrolyzed and remains free (Free Fatty Acids = FFA). Secondly, the chromatogenic chemistry has then been used in the case of dense material such as PVA (PolyVinyl Alcohol) and has shown interesting improvement of hydrophobic properties highlighted by an increase of water repellency, water absorbance and a decrease of the water vapour transmission rate (Schmid et al. 2012, 2014; Stinga et al. 2014; Haas et al. 2017).
The aim of this study is to combine the wet lamination of MFC of a board and the chromatogeny grafting (Martinez et al. 2020) to obtain a fully cellulosic based materials, barrier and recyclable for packaging applications. The novelty of the study lies in the combination of the two technologies and the evaluation of the corresponding properties. First, the board was wet laminated with MFC and the influences of the MFC grade and MFC coat weights on the barrier properties were investigated. Secondly, the MFC layer deposited on the board was grafted by chromatogeny and the barrier properties were measured.
Materials & methods
Materials
Microfibrillated cellulose (MFC)
Two MFC grades were used in this study. The first grade, called here “MFC CTP” were produced by the Centre Technique du Papier at 3 wt.% using a homogenizer and an enzymatic pretreatment. The pulp was a bleached birch kraft pulp. First the pulp was enzymatically pretreated and refined. Secondly the pretreated pulp was homogenized at high pressure (3 passes at 1500bar). The second MFC grade was supply by an industrial company and is called here “MFC Industrial”. Both MFC grades are not chemically modified.
Board
Cupforma Natura board with a grammage of 195 g/m2 was supplied by Stora Enso. Structure and technical specifications of this uncoated board are presented in Stora Enso’s website.
Chemicals
Palmitoyl chloride and stearoyl chloride have been purchased from BASF with a purity of 98%. A 50/50 mixture of the two reagents was used during the chromatogeny grafting process.
Methods
Methodology
MFC wet lamination
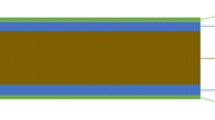
MFC were applied on the board using the MFC wet lamination process (Guerin et al. 2016). This patented technology is based on three steps (Fig. 1): the manufacture of a thin wet MFC film using a conventional papermaking filtration technology, a replication and pressing of this wet film on top of a dry board and finally the drying.

MFC wet lamination technology: MFC filtration, replication on top of a board and drying
The MFC suspension is first diluted to a concentration of 0.5 wt.% and kept under stirring after dilution using a Turbotest bench-top mixer equipped with a 3-blade propeller. Depending on the targeted MFC coat weight, a desired amount of diluted MFC is then poured into a filtration device equipped with a hydrophobic blotting paper used as a filtration membrane. The wet MFC film is hence formed using a vacuum around 35–40 kPa. The filtration time depend on the MFC grade and MFC weight and is around 15 to 30 s. The wet MFC film is then replicated on top of the board. To do that, the board is placed on top of the wet MFC film and covered with a grafted blotting paper. The assembly is finally recovered with blotting board (top and bottom). The sandwich made of blotting board, grafted blotting paper, wet MFC film, board, grafted blotting paper and blotting board is then press manually using a 2.5 kg wool roll back and forth crosswise. The blotting boards (top and bottom) are removed and replaced by new ones before to be pressed in a platen press (Fontijne Presses LabPro) with a temperature of 35°C at 10 kN for 15 s.
The assembly is then removed from the press, the bloating boards are removed and the drying is done on a laboratory dryer with a curved surface (Techpap, France) at 95°C for 10 min.
The MFC wet laminated board is finally obtained by removing the grafted blotting papers. A4 size samples were produced using this laboratory scale equipment.
Chromatogeny grafting
The chromatogeny grafting is based on an esterification reaction where a fatty acid chloride is grafted on a substrate containing hydroxyl groups. A fraction of the fatty acid chloride reagent can be hydrolyzed to give fatty acids (Fig. 2).

Esterification reaction between fatty acid chloride and cellulose and hydrolysis of fatty acid chloride
This process was used at pilot scale. In this process a paper reel starts to be unwound and pass inside a fume hood where it passes through two rolls. The bottom roll is an engraved cylinder, where a quantity of oleoyl chloride reagent between 0.2 and 0.5 g/m2 is deposited on one side. Then the side of the paper where the reagent has been deposited passes on a heated roll at a temperature of 190°C to activate the diffusion and the reaction of the reagent, which corresponds to the grafting step. After the grafting, the paper passes through a hot air flushing at 310°C that removed most of the excess of unreacted reagent from the treated surface. Finally, the modified paper is cooled and rewound (Fig. 3). In the case of MFC wet laminated boards, the A4 sheets are attached on the paper reel during the unwinding and removed manually before the rewinding. The treated surface corresponds to the MFC layer and the speed of the chromatogeny pilot line was about 50 m/min.

Schematic representation of the chromatogeny grafting process
Plasma pretreatment
In some cases, the board was plasma treated for surface activation before being MFC wet laminated. An ULD equipment from AcXys Technologies, installed on a reel-to-reel pilot and equipped with two fixed nitrogen-fed ULD units, was used with a constant power of 2200W for each ULD and a speed of 2m/min.
Testing
Morphological characterizations
Morphological characterizations of MFC suspensions is performed using a MorFi LB-01 analyzer (Techpap, France). A sample of 0.4 g of MFC diluted in water is analyzed by a CCD camera with a resolution of 5 µm. Considering the resolution of the camera, MFC themselves are not detected. Only coarse elements are measured: fines with a length between 5 and 80 µm, and fibres with a length above 80 µm.
Optical microscopy
MFC suspensions were diluted to 0.5 wt.%, colored with methylene blue and observed using an optical microscope in transmission mode (Zeiss, Axio Imager2). A minimum of five images were taken.
Scanning electron microscopy (SEM)
Aqueous suspensions of microfibrillated cellulose were freeze-dried after solvent exchange into tert-butanol. Cross-sections of laminated boards were obtained through razor blade cutting. Samples were then coated with a thin conductive film (2 nm of Au–Pd) before examinations by a FE-SEM (JEOL, JSM ITH 500HR) at an accelerating voltage of 3 kV for freeze-dried MFC and 15kV for laminated boards.
Thickness evaluation
The thickness of the produced materials was evaluated according to the ISO 534. At least 10 measures were performed and the average is presented.
Surface Energy
The surface energy of the board was evaluated using a Mobile Surface Analyzer from Krüss. The contact angles of the board were evaluated using water and diiodomethane and then by calculation the surface energy was estimated. At least three repetitions were performed.
Kit test
The kit test measurement is a visual test that follows the standard NF ISO 16532–2 for the determination of grease barrier for paper. A range of solutions named “Kit degree” labelled from 1 to 12 is prepared from ricin oil mixed with two solvents that are n-heptane and toluene. The higher is the kit degree, the higher is the level of aggressiveness. A drop is deposited at the surface of the sample from a height of 10 mm with an intermediary solution with a degree from 4 to 6. After 15 s, the excess of the drop is removed with a clean paper cloth or cotton and the surface is immediately checked visually. The end of the test corresponds to the darkening of the surface by one of the kit solutions if any. The measurements were performed at 23°C, 50% RH and repeated several times.
Oil absorption
The Cobb oil test was a deviation to the standard SCAN-P 37:77, in which a conditioned test specimen is weighed before and after the specimen is exposed to an oil mixture. The experiment is made on three tests specimen and the error bar is the standard deviation on these three values.
A test specimen was weighed then held below an empty cylindrical metal piece of 25 cm2 pressed on the top by a lever. Around 25 mL of a mixture of four oils (rapeseed / sunflower / high oleic content sunflower / linseed) was poured in the metal piece on the sample and the timer was set to 30 min. At minute 28 the oil was removed by returning the holding system. Blotting paper is used to clean the sides of the metal piece, in order to avoid contact with the part of the test specimen outside the metal piece with oil. At minute 30 the lever was released to remove the metal piece and some blotting paper was used to wipe off the excess of oil from the top of the test specimen. Then the test specimen was weighed and the Cobb oil value was calculated.
The Cobb oil value was calculated as follow (Eq. 1):
With Cobb oil value the oil absorbency (g/m2), G1 the mass of the test piece before exposure to oil (g), G2 the mass of test piece after oil absorption (g) and A the test area (m2).
The measurements were realized in controlled atmosphere at 23°C, 50% RH and repeated a minimum of three times.
Water absorption
The Cobb water test followed the standard ISO 535 in which a conditioned test specimen is weighted before and after the specimen is exposed to water, during a specified time and under specified conditions. The experiment is made on three tests specimen and the error bar is the standard deviation on these three values.
A test specimen was weighed then held below an empty cylindrical metal piece of 25 cm2 pressed on the top by a lever. Around 25 mL of deionized water was poured in the metal piece on the sample and the timer was set to the desired time of 60, 600 or 1800s. The excess of water was removed around 15 s before the end of the time set by returning the holding system. Blotting paper is used to clean the sides of the metal piece, in order to avoid contact with the part of the test specimen outside the metal piece with water. The metal piece was rapidly removed and the test specimen was placed between two blotting papers when the time was completed. A manual roller of 10 kg was passed two times go and back without applying any pressure on the roller. Then the test specimen was immediately weighed and the Cobb water value was determined by mass variation.
The Cobb water value was determined as followed (Eq. 2):
With Cobb water value the water absorbency (g/m2), G1 the mass of the test piece before exposure to water (g), G2 the mass of test piece after water absorption (g) and A the test area (m2).
The measurement was realized in controlled atmosphere at 23°C, 50% RH and repeated at least three times.
Water vapour transmission rate (WVTR)
The WVTR measurement is a deviation of the standard TAPPI/ANSI T 448 om-21. A test piece was cut to the proper dimensions in order to have an exposed area around 33 cm2. The test piece was placed on a dish containing calcium chloride (CaCl2) anhydrous salt to have a dry atmosphere. The system was closed and sealed using a screw system. The MFC side was exposed to humid air at 23°C and 50% RH. The weight of the system was taken at least two times per day during one week. The WVTR was then calculated as followed (Eq. 3):
With WVTR expressed in g/(m2.day), x the weight gain (g) for the period y (h) and A the exposed area of the specimen (m2).
Oxygen transmission rate (OTR)
The Oxygen Transmission Rate (OTR) was determined using a Fibox 4 trace equipment equipped with SP-PSt6-NAU sensor (Presens). The method used was adapted from ASTM F2714 standard in the following conditions: 23°C / 50%RH. The apparatus is composed of two chambers, each one of them has an inlet and an outlet to let the gas passing through the chamber. The tested piece is placed between the two chambers and sealed to avoid any leaks. The lower chamber is closed with oxygen from the ambient air at 23°C/50%RH. The upper chamber is flushed with nitrogen and then closed. An optical fiber sensor is used to determine the increase of oxygen concentration in the upper chamber, corresponding to the permeation from the bottom chamber through the tested sample. The measurement of oxygen concentration during time is followed and the partial pressure can be determined. At the end of the experiment, the two chambers were flushed with nitrogen and the oxygen concentration measurement indicate if there is any leaks. The OTR can be calculated using the following equation (Eq. 4):
With OTR expressed in cm3/(m2.day.bar), ∆pO2 the difference in oxygen partial pressure between the two sides of the film, pO2 the oxygen partial pressure on the top side of the cell (hpa.day−1), Vcell the volume of the top side of the cell (cm3), pstd = 1013 hPa, Tstd = 273 K, Tmeasured = 296 K, A the permeation area (m2) and OTRzero the oxygen transmission rate with only nitrogen in both cell cm3/(m2.day.bar).
Adhesion
The adhesion of the MFC layer on the board was evaluated using a floating roller peel test according to standard ASTM D 3167 on an Instron Renew MTS 10M apparatus. The sample (25 mm wide) was peeled at a speed of 152 mm/min, a distance of peeling higher than 40 mm and a peeling angle around 110°. The samples were first conditioned at 23°C and 50%RH. The measure was repeated at least five times.
Mechanical properties
Bending resistance of the MFC wet laminated boards were evaluated according to standard ISO2493-1 on a Lorentzen Wettre apparatus. The two points bending method was performed on samples with a length of 50 mm and a width of 38mm. The force was recorded for a bending angle of 15°. The measure was repeated at least five times.
Chemical analysis
The apparatus used for this analysis was a gas chromatograph GC 8890 from Agilent coupled with a flame ionization detector (GC-FID). A 100% dimethylpolysiloxane (ZB-1MS) with a dimension of 15 m × 0.25 mm × 0.25 µm was used. Helium was used as carried gas at a constant rate of 1 mL/min. The oven is strated at a temperature of 100°C and maintained during 1.5 min. The final temperature of the oven is 300°C, using a ramp of 12°C/min, and held during 8 min. A first Soxhlet extraction was performed during 3 h on the grafted material with ethanol in order to measure the unreacted reagent deposited on the surface of the material (also named Free Fatty Acid = FFA), followed by a second extraction during 1.5 h with acetone to double check the leftovers of residual FFA. 1mL of extract is evaporated until dryness before being silylated using pyridine and N,O-bis[Triméthylsilyl]Trifluoroacétamide (BSTFA) for analysis. Then ester bonds from the extracted grafted material were hydrolyzed at 70°C during 48 h, with NaOH in a 50/50 ethanol/water mixture in order to release and measure grafted reagent moieties (also named Grafted Fatty Acid = GFA). The extract is then acidified with HCl 37% before a liquid/liquid extraction with Methyl tert-Butyl Ether (MTBE). 1mL of MTBE extract is evaporated until dryness before being silylated using pyridine and N,O-bis[Triméthylsilyl]Trifluoroacétamide (BSTFA) for analysis. If necessary, a second hydrolysis step can be performed to measure potential residual GFA. The results of both FFA and GFA were then given in mg/m2.
Recyclability
The recyclability of the produced samples was evaluated according to the CTP-REC21 method developed to answer to the requirements of the standard EN13430. Two criteria should be considered: (i) the packaging must be made with a minimum of 50% of paper/board (by weight) and (ii) the materials should be compatible with known and industrially available recycling technologies. Three tests were hence performed. Disintegration: samples were first disintegrated in a laboratory pulper in order to evaluate the individualisation of fibres according to the standard ISO 5263–1 (Consistency: 3.0%; Temperature: 40°C; Duration: 15 min). Screening: the disintegrated pulp was classified on 3 Somerville devices placed in cascade (as in an industrial recycling line) the first one equipped with a 5 mm holed plate (coarse screening step), the second equipped with a 15/100 mm slotted plate (fine screening step) and the last one with a 10/100 mm slotted plate standard Tappi ANSI T275 sp-18. The last screening step is placed in control of the 2 previous one to be sure that unwanted materials have been removed by the coarse and fine screening steps. The unwanted materials (non-disintegrated fibres or others) are retained on the slot plates. Papermaking: handsheets were manufactured after classification for visual examination (EN ISO 5269–2) and verifying the absence of tacky particles (sheet adhesion test).
Results
Microfibrillated cellulose characterization
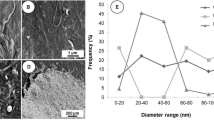
The two MFC suspensions were analyzed using Morfi, SEM and optical microscopy. The industrial MFC are more homogeneous with mainly nano-sized fibrillary elements visible at this magnification whereas CTP’s MFC exhibit some fiber fragments and fine elements (Fig. 4, a). Moreover, the distribution of these residual coarse elements is narrower in the case of industrial MFC, meaning a higher homogeneity in length compared to the MFC from the CTP (Fig. 4,b). As previously explained, several different processes were developed to produce MFC, combining enzymatic or chemical pretreatment and mechanical process, which lead to different MFC grades of different qualities. The MFC grade quality could be of importance regarding the barrier properties developed and the minimum weight of MFC required to obtain the targeted properties.

Observations of MFC suspensions by optical microscopy and SEM analysis (a); Coarse elements repartition in length obtained with the MorFi analysis (b)
Development of grease and oxygen barrier properties: MFC wet lamination
MFC layers are well known to bring barrier properties to grease and oxygen as reviewed by (Hubbe et al. 2017). In this paper, MFC were applied in one pass using the MFC wet lamination method (Guerin et al. 2016) and the barrier properties developed were investigated.
As observed in Fig. 5, the surface of the board was homogeneously covered with MFC. The MFC layer homogeneously close the surface of the board, explaining the potential development of barrier properties. The cross section of the MFC wet laminated board shows a thin and dense layer above the paper substrate.

SEM images of the board (a), the MFC wet laminated board (b) with 25g/m2 of industrial MFC and the cross section of MFC wet laminated board with 25g/m.2 of industrial MFC (c)
In one pass, different amount of MFC were applied on the board: from 7 to more than 25 g/m2 at laboratory scale. The influence of the MFC grade, and so MFC quality, on the minimum weight of MFC required to obtain good grease barrier properties was first evaluated (Fig. 6).

Influence of MFC weight and MFC grade on the grease barrier properties of MFC wet laminated board
As expected, the oil absorption decreases with the increase in MFC weight. Indeed, the increase in MFC weight leads to a full homogeneous coverage of the board surface, decreasing the number of pinholes which negatively impact the barrier properties. A minimum of 11 or 13g/m2 of MFC are required to obtain an oil absorption below 2g/m2 (which was the target for clamshell application for example) using Industrial MFC and CTP MFC respectively. The difference can be explained by the different morphologies of the two MFC grades. As explained previously, the MFC produced by CTP contain larger elements than the industrial ones, which are detrimental to the barrier. Larger elements can create defaults and pinholes on the surface. (Yook et al. 2020) also noticed that a minimum of 10g/m2 of MFC are required to obtain barrier properties applying different grades of MFC. This study also confirmed that smaller fibrils diameter is beneficial to a better coverage.
For the rest of the study, 15 and 25 g/m2 of industrial MFC were applied on the board at lab scale. Further characterizations were then performed on those samples (Table 1). The evaluation of the barrier property to grease was completed by measuring the kit number. The higher the kit number is, the better are the grease barrier properties. MFC wet laminated board with 15 and 25 g/m2 present the highest kit number (i.e. 12) corresponding to excellent grease barrier properties confirming the homogeneous deposition of MFC on the board. (Lavoine et al. 2014) obtained only a kit of 5 after 10 passes coating of MFC for a coating weight of 14 g/m2. The MFC wet lamination method leads to a more homogeneous coverage of the cellulosic substrate than the bar coating method and allows to produce high grease barrier paper packaging. The MFC wet laminated board can satisfy requirements of many applications such as petfood packaging or bakery packaging (from an oil barrier point of view) since they present a kit test of 12 and no oil penetration.
Moreover, excellent oxygen barrier properties were developed on the board with an OTR (Oxygen Transmission Rate) value below 5 cm3/(m2.d.bar) (Table 1), confirming that the produced barrier board do not present pinholes. (Padberg et al. 2016) also reported an OTR value below 0.05 cm3/(m2.d) for MFC films at 23°C and 0% RH.
The samples produced here present OTR values which match with several food packaging applications such as for example, instant coffee or cheese (Wu et al. 2021) if combined with other technologies that bring required WVTR barrier properties. Indeed, MFC is hydrophilic materials and subsequently are not known to bring barrier properties to water and water vapor. The WVTR of the MFC wet laminated board is however reported in Table 3.
The MFC wet lamination technology allows to apply efficiently a thin layer of MFC on top of a board with barrier properties to grease and oxygen corresponding to the literature.
Mechanical properties and adhesion of the MFC layer on the board
In order to convert the developed materials for packaging application, the adhesion of the MFC layer on the board is primordial. Indeed, a low adhesion can lead to a split of the MFC layer during converting and can damage the barrier properties. The MFC layer adheres on the board without the use of glue which is very important regarding the end of life of such materials. However, the adhesion level can be negatively affected by the board composition. The adhesion of the MFC layer on the board was then evaluated by measuring the force to peel the MFC layer from the board (Table 2). The peeling forces measured are low and not sufficient for packaging application. The forces evaluated were adhesives and the rupture was localized between the MFC layer and the board. The poor adhesion can also be observed on the cross section of the MFC wet laminated board (Fig. 5). However, a pretreatment of the board such as precoating (Rol et al. 2020) or plasma treatment can be done to increase the surface energy of the board and thus improve the adhesion. The board was then plasma treated before to be wet laminated and the adhesion between the two layers was reevaluated. Plasma treatment, which is industrially used, increase the surface energy of the board and so the adhesion between two layers, especially for printing applications (Pykönen et al. 2008, 2009; Tuominen et al. 2010).
After the plasma pretreatment, the surface energy of the board passes from 44.3 ± 4.4 to 68.1 ± 3.4 mN/m (mili newtons per meter) and its polar component from 3.3 ± 1.1 to 23.4 ± 2.1 mN/m. For a MFC weight of 25g/m2, the peeling force passes from 12.7 N/m without plasma to 82.2 N/m with a plasma treatment (Table 2). The adhesion level obtained was very good and sufficient for converting. The measured force was cohesive and the rupture occurs inside the board thickness which characterize the cohesive strength of the board. Nevertheless, we can consider that the adhesion between the MFC layer and the board is higher.
Table 2 also reports the bending resistance of the MFC wet laminated board both in machine direction and in cross direction. The addition of the MFC layer on the board leads to a stratified material with improved bending resistance. However, it also appeared that the MFC wet lamination process, due to the moisture brought to the board substrate, leads to a swelling of the board which has a positive effect on the bending resistances. Indeed, whereas the board presents a thickness of 269 ± 2 µm and the MFC layer alone 23 ± 1 µm (for a MFC weight of 25g/m2), the assembly present a thickness of 314 ± 5 µm, meaning that there is a swelling of the board. The samples wet laminated with 15 or 25 g/m2 present similar thicknesses because the difference of 10 g/m2 are comprised in the standard deviation (of the measure and of the board itself). This rewetting is probably of importance, because the bending stiffness is not improved by the increase of MFC weight, meaning that it is mainly the thickness increases that create the bending resistance improvements. Depending on the targeted application, the mechanical properties reached here could be sufficient.
15 or 25 g/m2 of MFC were applied on a board in one pass using the MFC wet lamination process, conferring excellent grease and oxygen barrier properties to the board. However, packaging application also required water and water vapour barrier properties. That is why, MFC wet laminated boards were then treated by chromatogeny grafting.
Development of water and water vapour barrier properties: Chromatogeny grafting adapted to MFC layer
Influence of the number of passes on the amount grafted and on the barrier properties
MFC wet laminated board with 15 and 25 g/m2 of MFC were then passed four times through the chromatogeny grafting pilot and the grafting efficiency after each pass was evaluated by measuring the quantities of FFA and GFA (Fig. 7).

Evaluation of the fatty acid amount depending on the number of passes on the pilot
The fatty acid amount after successive passes through the chromatogeny process shows a significant increase of FFA from 180 mg/m2 up to 545 mg/m2 while the GFA increase is much lower from 19 mg/m2 up to 33 mg/m2. The very low increase of the GFA amount translates a low accessibility of the reagent to the MFC free hydroxyl groups, that could be explained by the inherent dense structure of MFC film. This also explained the significant increase of the FFA content, which is built-up after successive passes on the closed and packed MFC film surface. Indeed, the structure of the substrate and the accessibility of the hydroxyl groups should have a significant impact on the GFA amount. In the case of porous paper grade such as blotting paper it has been shown that the GFA amount reaches about 100 mg/m2, after only one passage through the chromatogeny pilot process (Martinez et al. 2014).
The water absorption for a time exposure of 60 s has been measured on grafted samples after each pass through chromatogeny process (Fig. 8). A significant decrease of the absorbed water quantity is measured from 35 g/m2 in the case of the ungrafted laminated board, down to 19 g/m2 after one pass in chromatogeny process. This improvement of the barrier properties is explained by the grafting of long chain fatty acid moieties on surface on free hydroxyl groups which limits the accessibility to hydrophilic sites and then the penetration of the water in the substrate layer within a time exposure of 60 s.

Water Cobb 60 of 25 g/m2 MFC laminated board after successive passes through chromatogeny grafting
The absorbed water quantity continues to decrease with the increase of successive passes in chromatogeny grafting from 19 g/m2 for only one pass, down to 10 g/m2 after four passes. This decrease translates the progression of the grafting with successive passes, in accordance with the results from chemical analysis. More hydroxyl groups are covered by long chain fatty acid moieties, which reduces even more the penetration of the water into the substrate. This reduction is much lower between two and four passes which can be explained by the very small quantities of additional grafted fatty acids. Also, the presence of the FFA layer on the surface of the MFC film is expected to have a positive impact on those short time exposure Cobb water experiments. Even though, such layer has no covalent link with the surface, and could be removed after exposure to water.
Impact of the chromatogeny grafting on the barrier properties
Additional barrier properties were then evaluated on the MFC wet laminated with 25 g/m2 of MFC after four grafting passes. Evaluations were made in order to investigate the influence of long-time exposures to liquid water, to water vapour and to measure the impact of the grafting on the initial barrier properties to grease and oxygen of the MFC layer (Table 3).
After four passes through the chromatogeny process a significant reduction of the Cobb water absorption is measured. However, for long time exposures of 600 and 1800s, the Cobb value remains high and highlights that the material still has a hydrophilic behavior. This behavior is attributed to the very low amount of GFA, that is not enough for such time exposures to block the penetration of the liquid water in the thickness. Also, the FFA layer is probably diluted within such time exposure, and does not have any positive impact to limit the water penetration. However, a significant decrease is observed for water vapour transmission rate. In this case the contribution of both FFA and GFA allow to significantly limit the water uptake from gaseous water molecules. Moreover, the chromatogeny process does not show any negative impact regarding the grease barrier property of the material as the Cobb oil value. In contrast, the oxygen barrier property is higher than the material before the chromatogeny treatment which can be translated by a slight tampering of the fragile MFC layer during the process.
The impact of the chromatogeny grafting on the MFC layer is not sufficient for some applications which require high barrier properties to water and water vapour such as trays but can be sufficient for other applications such as clamshells (Martinez 2023). The efficiency of the chromatogeny process on MFC is limited for now due to the dense structure of the MFC but different studies to improve it are in progress. For example, the chromatogeny process applied to PVOH coated paper, in similar operating conditions, leads to high amount of GFA, around 100 mg/m2 after 1 pass and up to 480 mg/m2 after four passes (Martinez et al. 2017). At such level of grafting, the water barrier properties were improved, with a water Cobb1800 value about 18 g/m2 and a WVTR about 12 g/(m2. d) at 23°C and 50%RH. Regarding the standards barrier properties required for food, and reviewed by (Wu et al. 2021), the WVTR levels reached here could be suitable for fruits, vegetables and salads. However, for high demanding application such as peanuts, coffee or fresh meat developments are needed.
Recyclability of MFC wet laminated board chromatogeny grafted
Finally, the recyclability of the MFC wet laminated board before and after chromatogeny grafting was evaluated following the standard EN13430 (Table 4). Samples should answer two criteria to be recyclable: be composed of at least 50% of paper and board and do not disturb industrially available recycling technologies.
The MFC wet laminated boards produced in this study are made of 100% cellulosic materials and satisfy the first recyclability criteria. The grafted samples present a slightly lower amount of cellulose due to the grafted fatty acid but the cellulose content is still higher than 99.5% meaning that the grafted samples also satisfy the first criteria.
In order to validate the disintegration, the samples were pulped at 3.0% dry content, for 15 min without addition of any chemical, at 40 °C (ISO 5263–1). The fibres individualization and the ability to obtain a pumpable suspension were evaluated. Pulps obtained were screened and the rejects were quantified. As reported in Table 4, the amount of coarse rejects (mesh size of 5mm) is 0% meaning that both samples were sufficiently disintegrated. The 15/100 mm screening step was then performed on a Somerville device on the accepted pulp of the coarse screening classification. The amount of rejects are very low for both ungrafted and grafted MFC wet laminated board (Table 4). Finally, after pulping, some sheets were produced and their visual aspect were good without undesirable particles.
The samples produced in this study do not disturb the recycling process and thus satisfy the second criteria to be recyclable. The MFC wet lamination and the chromatogeny grafting do not alter the recyclability of the board.
Conclusion
All cellulose based material for packaging applications was successfully produced by combining two technologies: the MFC wet lamination and the chromatogeny grafting. The application of 15 and 25g/m2 of MFC in one pass on a board allows to confer grease barrier properties with a kit test of 12 and a Cobb oil value after 30 min below 2g/m2. The MFC wet laminated board also presents excellent oxygen barrier properties, essential for packaging. The barrier properties were then further improved by the chromatogeny grafting of the MFC layer. After 4 grafting passes, the all cellulose materials presented a WVTR at 23°C 50%RH below 40 g/(m2.d) and a reduced water absorption for short time exposure, sufficient for some applications such as for example some vegetables and cheese. However, improvements are still required to enhance the water barrier property for long time exposures, which are now limited by the low grafting density related to the dense structure of the MFC layer. Different studies are in progress to increase the grafting densities of MFC layer. Finally, the combination of the two processes allow to produce an all cellulose materials without impacting the recyclability of the board.
Data availability
The datasets generated during the current study are available from the corresponding author on reasonable request.
References
Aulin C, Gällstedt M, Lindström T (2010) Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 17:559–574. https://doi.org/10.1007/s10570-009-9393-y
Berlioz S, Stinga C, Condoret J, Samain D (2008) SFGP 2007 - Investigation of a novel principle of chemical grafting for modification of cellulose fibers. Int J Chem React Eng. https://doi.org/10.2202/1542-6580.1672
Eissenberger K, Ballesteros A, De Bisschop R et al (2023) Approaches in sustainable, biobased multilayer packaging solutions. Polymers 15:1184. https://doi.org/10.3390/polym15051184
Emmert K, Amberg-Schwab S, Braca F et al (2021) bioORMOCER®—Compostable Functional Barrier Coatings for Food Packaging. Polymers 13:1257. https://doi.org/10.3390/polym13081257
Fillat Ú, Vergara P, Villar JC, Gómez N (2023) Structural properties of coated papers with cellulosic nanofibres using different metering systems and drying technologies. Prog Org Coat 179:107543. https://doi.org/10.1016/j.porgcoat.2023.107543
Guerin D, Rharbi Y, Huber P, Meyer V (2016) Process and Device for Manufacturing a Laminated Material Comprising a Fibrillated Cellulose Layer. WO2016174348 (A1)
Guerin D, Raynaud S, Dufresne A (2019) Wet lamination of micro-fibrillated celluloses, a new concept for paper surface treatment. Specialty Papers Europe conference, Berlin
Haas A, Schlemmer D, Grupa U, Schmid M (2017) Effect of chemical grafting parameters on the manufacture of functionalized PVOH films having controlled water solubility. Front Chem 5. https://doi.org/10.3389/fchem.2017.00038
Herrick FW, Casebier RL, Hamilton JK, Sandberg KR (1983) Microfibrillated cellulose: morphology and accessibility. J Appl Polym Sci Appl Polym Symp 37
Hubbe MA, Ferrer A, Tyagi P et al (2017) Nanocellulose in thin films, coatings, and plies for packaging applications: A Review. BioResources 12:2143–2233. https://doi.org/10.15376/biores.12.1.2143-2233
Koppolu R, Banvillet G, Ghimire H et al (2022) Enzymatically pretreated high-solid-content nanocellulose for a high-throughput coating process. ACS Appl Nano Mater 5:11302–11313. https://doi.org/10.1021/acsanm.2c02423
Kumar V, Elfving A, Koivula H et al (2016) Roll-to-Roll processed cellulose nanofiber coatings. Ind Eng Chem Res 55:3603–3613. https://doi.org/10.1021/acs.iecr.6b00417
Kumar V, Koppolu VR, Bousfield D, Toivakka M (2017) Substrate role in coating of microfibrillated cellulose suspensions. Cellulose 24:1247–1260. https://doi.org/10.1007/s10570-017-1201-5
Kumar V, Ottesen V, Syverud K et al (2017) Coatability of cellulose nanofibril suspensions: Role of rheology and water retention. Bioresources 12:7656–7679. https://doi.org/10.15376/biores.12.4.7656-7679
Kumar V, Bousfield DW, Toivakka M (2018) Slot die coating of nanocellulose on paperboard. Tappi J 17:11–19. https://doi.org/10.32964/tj17.01.11
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose – Its barrier properties and applications in cellulosic materials: A review. Carbohydr Polym 90:735–764. https://doi.org/10.1016/j.carbpol.2012.05.026
Lavoine N, Desloges I, Khelifi B, Bras J (2014) Impact of different coating processes of microfibrillated cellulose on the mechanical and barrier properties of paper. J Mater Sci 49:2879–2893. https://doi.org/10.1007/s10853-013-7995-0
Martinez P, Guerin D, Stinga C, Samain D (2014) Development of water repellent papers by chromatogeny: first results from pilot trials. CIPST-KTAPPI Forum, Chuncheon, South Korea
Martinez P, Guerin D, Ryu J-Y, Kwon J-Y (2017) Use of chromatogeny for the development of barrier and release papers. PTS Coating Symposium, Munich
Martinez P, Rol F, Guerin D (2020) Chromatogeny applied to MFC wet laminated papers & board. 8th Changgang Forum, Chuncheon
Martinez P (2023) Celluwiz - Production of all cellulose packaging fully recyclable and biodegradable using two combined processes: MFC wet lamination and chromatogeny. Presentation at the "Innovations on Sustainable Materials for Textiles, Coatings, Films and other Wide Use Applications" Conference, organised by BIOnTop Partners European Bioplastics, AIMPLAS, ENCO in Düsseldorf. https://doi.org/10.5281/zenodo.7937938
Mujtaba M, Lipponen J, Ojanen M et al (2022) Trends and challenges in the development of bio-based barrier coating materials for paper/cardboard food packaging; a review. Sci Total Environ 851:158328. https://doi.org/10.1016/j.scitotenv.2022.158328
Nechita P, Roman M (2020) Review on polysaccharides used in coatings for food packaging papers. Coatings 10:566. https://doi.org/10.3390/coatings10060566
Nechyporchuk O, Belgacem MN, Bras J (2016) Production of cellulose nanofibrils: A review of recent advances. Ind Crops Prod 93:2–25. https://doi.org/10.1016/j.indcrop.2016.02.016
Padberg J, Gliese T, Bauer W (2016) The influence of fibrillation on the oxygen barrier properties of films from microfibrillated cellulose. Nord Pulp Pap Res J 31:548–560. https://doi.org/10.3183/npprj-2016-31-04-p548-560
Plastics Europe (2022) Plastics - The facts 2022. https://plasticseurope.org/knowledge-hub/plastics-the-facts-2022-2/. Accessed Feb 2024
Pykönen M, Sundqvist H, Järnström J et al (2008) Effects of atmospheric plasma activation on surface properties of pigment-coated and surface-sized papers. Appl Surf Sci 255:3217–3229. https://doi.org/10.1016/j.apsusc.2008.09.033
Pykönen M, Silvaani H, Preston J et al (2009) Plasma activation induced changes in surface chemistry of pigment coating components. Colloids Surf Physicochem Eng Asp 352:103–112. https://doi.org/10.1016/j.colsurfa.2009.10.008
Rol F, Guérin D, Locre C (2020) Wet Lamination of cellulose fibrils. Sherpack final workshop. https://www.sherpack.eu/docs/filesProject/7/F5F267AB%2DFF05%2D20EB%2DF3B60E425B53A2F6.%20ROL.pdf. Accessed Feb 2023
Samain D, Guerin D, Lemaitre A, et al (2012) Machine and method for treating a hydroxyl substrate by chromatogenic grafting. CA2817423A1
Samain D (1999) Procede de traitement d’un materiau solide pour le rendre hydrophobe, materiau obtenu et applications. CA002301073A
Schmid M, Benz A, Stinga C et al (2012) Fundamental investigations regarding barrier properties of grafted PVOH layers. Int J Polym Sci 2012:e637837. https://doi.org/10.1155/2012/637837
Schmid M, Sängerlaub S, Miesbauer O et al (2014) Water repellence and oxygen and water vapor barrier of PVOH-coated substrates before and after surface esterification. Polymers 6:2764–2783. https://doi.org/10.3390/polym6112764
Shanmugam K (2022) Spray Coated Cellulose Nanofiber Laminates on the Paper to Enhance its Barrier and Mechanical Properties. J Sustain Environ Manag 1(1):10–17
Stinga NC, Samain D, Guerin D (2014) Film aux proprietes barriere a l’eau, aux graisses, au gaz et a la vapeur d’eau. EP20080867042
Stinga NC (2008) Utilisation de la chimie chromatogénique pour la conception et la réalisation de matériaux cellulosiques barrières à l’eau, aux graisses et aux gaz. Université Joseph-Fourier
Syverud K, Stenius P (2009) Strength and barrier properties of MFC films. Cellulose 16:75–85. https://doi.org/10.1007/s10570-008-9244-2
Tuominen M, Lahti J, Lavonen J et al (2010) The influence of flame, corona and atmospheric plasma treatments on surface properties and digital print quality of extrusion coated paper. J Adhes Sci Technol 24:471–492. https://doi.org/10.1163/016942409X12561252292224
Turbak AF, Snyder FW, Sandberg KR (1983) Microfibrillated cellulose, a new cellulose product: properties, uses, and commercial potential. J Appl Polym Sci Appl Polym Symp USA 37:815–827
Wu F, Misra M, Mohanty AK (2021) Challenges and new opportunities on barrier performance of biodegradable polymers for sustainable packaging. Prog Polym Sci 117:101395. https://doi.org/10.1016/j.progpolymsci.2021.101395
Yates J, Deeney M, White H et al (2019) PROTOCOL: Plastics in the food system: Human health, economic and environmental impacts. A scoping review. Campbell Syst Rev 15:e1033. https://doi.org/10.1002/cl2.1033
Yook S, Park H, Park H et al (2020) Barrier coatings with various types of cellulose nanofibrils and their barrier properties. Cellulose 27:4509–4523. https://doi.org/10.1007/s10570-020-03061-5
Acknowledgements
This project has received funding from the Bio Based Industries Joint Undertaking under the European Union’s. Horizon 2020 research and innovation program under grant agreement No 838056. The authors would like to thank for the funding and also all the Celluwiz partners.
Funding
This research under the project Celluwiz has received funding from the Bio Based Industries Joint Undertaking under the European Union’s Horizon 2020 research and innovation programme under grant agreement No 838056.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study. The first draft of the manuscript was written by François Bru and Fleur Rol and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Consent for publication
All authors have approved the manuscript and agree with its submission.
Competing interests
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bru, F., Rol, F., Martinez, P. et al. Combination of MFC wet lamination and chromatogeny grafting processes to produce all cellulose packaging materials. Cellulose 31, 6827–6842 (2024). https://doi.org/10.1007/s10570-024-06001-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-024-06001-9