
Abstract
Interest in nanocellulose-based coatings for packaging applications has been growing due to their excellent oil and gas barrier properties combined with their sustainable, recyclable, biodegradable, and non-toxic nature. Coating of nanocellulose materials such as microfibrillated cellulose (MFC) on paper/paperboard is challenging compared to traditional paper coating materials due to excessively high viscosity and yield stress of MFC suspensions at rather low solids content, typically below 5%. Possessing large amounts of water and a distinct rheological behavior such suspensions set tough demands on the substrate to be coated. It is important to understand and quantify substrate requirements in order to coat these suspensions successfully and achieve a satisfactory coating quality. A custom-built slot geometry is used herein to enable coating of highly viscous MFC suspensions on different paper-based substrates in a roll-to-roll process. The impact of substrate properties, such as surface chemistry and surface energy, surface roughness and surface porosity, and water absorption capacity on MFC coatability and coating quality is reported. Coating adhesion to the substrate was quantified with surface strength testing of MFC coated substrates. Various techniques, such as Scanning Electron Microscopy, IGT print penetration tests, and air permeability tests were employed for measuring coating coverage and surface porosity. MFC coating was found to adhere best to a highly hydrophilic surface, whereas the most uniform and defect-free film at low coat weights was formed on a smooth surface. It was also found that the MFC coat weight needed for full coverage, and therefore potentially good barrier, needs to exceed the surface roughness volume of the substrate. Water absorption capacity of the substrate also determines the final MFC coating quality obtained. The results clearly highlight the role of paper-based substrate for successful and effective coating of the micro and nanocellulose suspension.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Interest in widely available bio-based materials is growing rapidly due to their renewable, biodegradable, and non-toxic nature. One such exciting bio-based material is nanocellulose obtained from wood and plant cell walls via various chemical, enzymatic, and/or mechanical means. The nanocellulose produced by mechanical treatment of cellulose fibers is generally termed as Micro and/or Nanofibrillated cellulose (MFC or NFC), also known as cellulose nanofibers (CNF), and was first reported by Turbak et al. (1983) and Herrick et al. (1983). The mechanical treatment can also be combined with chemical (Saito et al. 2006, 2007; Wågberg et al. 2008) and/or enzymatic (Pääkkö et al. 2007) pre-treatments in order to reduce the energy consumption of MFC production. Lateral dimensions of MFC fibers are in the nanometer range, and they possess excellent properties, such as high aspect ratio, high specific strength, flexibility, large specific surface area, and thermal stability. Numerous reviews (Abitbol et al. 2016; Brodin et al. 2014; Dufresne 2013, Eichhorn et al. 2010; Isogai et al. 2011; Isogai 2013; Klemm et al. 2011; Lavoine et al. 2012; Lindström et al. 2015; Moon et al. 2011; Osong et al. 2015; Plackett et al. 2014; Siró and Plackett 2010) and book chapters (Aspler et al. 2013; Bardet and Bras 2014; Habibi and Lucia 2012; Naderi and Lindström 2015) have covered various fundamental aspects of MFC and/or NFC manufacturing and properties including their applications. MFC can potentially find uses in a wide range of applications, including composites, packaging, biomedicine and printed electronics. There has been increasing interest in exploring the use of MFC in packaging applications as is indicated by the number of review articles (Azeredo et al. 2016; Khan et al. 2014; Li et al. 2015; Paunonen 2013; Rastogi and Samyn 2015) that have come out on the topic in recent years. Excellent oil and gas barrier properties (Aulin et al. 2010; Chinga-Carrasco and Syverud 2012; Hult et al. 2010; Lamberstam 2012; Lavoine et al. 2012; Nair et al. 2014; Österberg et al. 2013; Rodionova et al. 2012; Syverud and Stenius 2009) of MFC coatings and films have generated significant interest among the packaging industry. Because of their good oxygen and grease barrier properties, MFC layers may be able to displace petroleum based alternatives and may even be able to eliminate the need for a metal foil layer such as aluminum that is common in many food packaging systems: the entire package could be recycled with the paper stream without the difficult separation of aluminum, plastic layers and paper.
MFC coatings have previously been shown to influence printing properties of substrates (Hamada and Bousfield 2010; Hamada et al. 2010, 2012; Hamada and Mitsuhashi 2016; Luu et al. 2011; Song et al. 2010). Also, several research groups have reported on MFC for packaging grades (Amini et al. 2016; Beneventi et al. 2014; Kinnunen-Raudaskoski et al. 2014; Lavoine et al. 2014a, b; Richmond 2014; Ridgway and Gane 2012; Rodríguez 2015). Most of these groups apply MFC with batch methods such as a rod draw down coater. Coating of MFC in a roll-to-roll process (Kumar et al. 2016a) was recently reported by the authors of this work. It was a ‘first of its kind’ process which successfully demonstrated the possibility to coat MFC on paper in a continuous manner. Unlike conventional pigment coating suspensions that have high solids content, the MFC suspensions typically have rather low, often below 5%, solids content. This sets different and challenging demands on the substrate to be coated. To the authors’ best knowledge, the impact of substrate properties on coatability of MFC suspensions and coating quality obtained has previously been discussed only by (Ridgway and Gane 2012). They studied the coating uniformity and holdout of MFC on a base paper and an absorbent pre-coating layer. Paper stiffness and surface properties were reported to improve when MFC was applied on the porous pre-coating layer, credited to excellent MFC holdout on such surface contrary to the base paper. However, the adhesion of the MFC coating layer to the two substrates was not studied. For example, most packaging paperboards are surface sized in order to provide water repellence. Coating of MFC on such paperboards can be challenging due to poor wetting, spreading and adhesion of the wet film to the substrate, resulting potentially in a non-uniform coating with weak adhesion to the surface. It is important to understand and quantify substrate requirements in order to coat MFC suspensions successfully and achieve a satisfactory coating quality.
The objective of this work was to understand the MFC coating coverage and adhesion on different types of paper-based substrates. A surface-sized paperboard made from virgin pulp fibers was used as main substrate. It was pre-coated with several different materials to change surface properties, such as surface chemistry and surface energy, surface roughness, and surface porosity. A linerboard made from recycled pulp fibers was also used for comparison purposes. The impact of various surface features on coating adhesion was quantified with surface strength testing of the MFC coated boards. The coating uniformity obtained on different substrates was studied employing different techniques, such as scanning electron microscopy (SEM), IGT print penetration tests and air permeability measurements.
Experimental section
Materials
The main substrate used for coating was a surface-sized packaging paperboard Trayforma™ Natura (Stora Enso, Imatra, Finland). The grammage and thickness of the paperboard were 190 ± 3 g/m2 and 250 ± 5 µm, respectively. The substrate used for comparison purposes was a recycled fiber linerboard (Dong Il Paper, Gyeonggi-do, South Korea). The grammage and thickness of the linerboard were 178 ± 4 g/m2 and 190 ± 5 µm, respectively. Conventions Paperboard and Linerboard are used to distinguish the two substrates in continuation. Paperboard was pre-coated with different materials to obtain six additional substrates for MFC coating. Thus, eight different substrates, i.e. paperboard, linerboard, and six pre-coated boards were available for coating with MFC. The materials used for pre-coating of paperboard are listed with their properties in Table 1. For pigment pre-coatings with HC-60 and HC-90, a standard styrene acrylate latex binder (DL 1066, Trinseo Suomi Oy, Finland) was used at 10 parts per hundred parts pigment addition level.
MFC suspension was produced at the Process Development Centre of the University of Maine (Orono, USA.) using mechanical treatment as described in detail by Kumar et al. (2014). Briefly, a refiner with specialized plates was used to refine bleached softwood Kraft pulp until the fines content reached over 90%, as measured with a standard fiber size analyzer MorFi (Techpap, France); this method of production is expected to be scalable and low cost. The obtained MFC suspension was diluted to 3% solids content for coating and 5 wt% CMC (FINNFIX® 4000G, CP Kelco, Finland) on the dry weight of MFC was used as an additive.
Coating process and equipment
A desktop reverse gravure coater (MiniLabo, Yasui Seiki Co., Japan) was used to apply all the pre-coatings on Paperboard at web speed of 1.5 m/min. Solids content for pigment coating suspensions HC-60 and HC-90 was 60%, for the CMC and Latex suspensions 5%, and for the PVOH and NFC suspensions 3% and 1%, respectively. The obtained pre-coated boards were conditioned at 23 °C and 50% relative humidity (RH) for 24 h before applying the MFC coating.
All substrates were subsequently coated with MFC suspensions using a modified Rotary Koater (RK PrintCoat Instruments Ltd., United Kingdom). The process has been described in detail by Kumar et al. (2016a). Briefly, a custom-built slot die (slot width, 74 mm; slot length, 34 mm; slot gap, 500 or 1 000 μm; and distribution channel diameter, 16 mm) was used as coating applicator. Figure. 1a shows the schematic of the slot die. An adjustable rail houses the slot-die on top as shown in Fig. 1b. The distance between the slot lips and the substrate, Slot-Web gap (SWG), can be controlled precisely by moving the rail perpendicular to the backing roll in the horizontal direction. An air-pressurized container feeds the MFC suspension to the slot-die, and excess coating material metered off is collected in a tray underneath the slot die. Coating of MFC suspensions is challenging due to their excessively high viscosity and yield stress at fairly low solids content. However, these suspensions are highly shear thinning and in pressure driven flow, when pushed through a narrow gap, they tend to have low flow resistance (Kumar et al. 2016b). This is due to lowering of the effective process viscosity of the material either by creation of water rich boundary layers which promotes apparent slip, or through dynamic yielding (reduction of effective yield stress), which breaks down the suspension microstructure in the slot gap (Kumar et al. 2016b). Coating of MFC suspensions herein is enabled by utilizing their apparent shear thinning behavior, which allows working with low effective process viscosity material (Kumar et al. 2016a). The slot die is installed in an unconventional manner where it is used both as a shearing (slot gap) and metering element (SWG) as shown in Fig. 1c. The slot gap shears the material just before it enters SWG, and the excess is metered off as shown in Fig. 1d. The metering element works with the low effective viscosity material, which eliminates the problems associated with aggregation etc. Fine adjustment of the SWG controls the thickness of the wet coating layer applied on the substrate. MFC coatings in this work were applied at two different SWGs, 150 and 300 µm, corresponding to approximate dry coat weights of 2–3 and 5–6 g/m2. The substrate width used was 12 cm, and the width of the coated area was approximately 7 cm. The coating speed was 3 m/min.

Schematic of the slot die (a) and slot die setup on the machine (b); Schematic of the slot die and backing roll positions (c) and slot die in operation (d)
Characterization of substrates and MFC coated samples
The substrates and MFC coated samples were calendered with a laboratory soft nip calender, keeping the back side towards the soft roll, using a line load of 100 kN/m and temperature of 60 °C. All samples were then conditioned (23 °C, 50% RH) for at least 24 h before testing. Grammage was determined by weighing a known size of the sample, and coat weight was obtained by subtracting the grammage of substrate from the grammage of its coated counterpart.
Contact angles were measured on the substrates to determine their hydrophilicity. Dynamic wetting of the surface, after placing a 4 µL water droplet, was recorded using a high speed camera on CAM 200 contact angle goniometer (KSV Instruments Ltd., Finland) for a duration of 60 s. The contact angle values were obtained with the OneAttension software, which utilizes both circular and Laplace fits to the projected drop curvature. Three parallel measurements were performed for each sample. Cobb-60 values were determined for the substrates using the TAPPI T-441 standard method.
Surface roughness of the substrates was measured using Parker Print-Surf (PPS ME-90, Version 1.8c) smoothness tester (Messmer Büchel BV, The Netherlands). Averages are reported in microns (µm) with standard deviations from five parallel measurements. Air permeability of the substrates and MFC coated samples was measured using an Air permeability tester SE-166 (Lorentzen & Wettre, Sweden) with a measurement range of 0.003–100 µm/Pa s. Average from ten parallel measurements is reported.
Surface strength of all the samples was measured with L&W ZD-tensile tester (Lorentzen & Wettre, Sweden) following the ISO-15754 standard method. In addition, on the coated samples, a tape test (Standard: IPC-TM-650) was used as a qualitative measure of coating adhesion.
Coating coverage can be qualitatively determined using a print penetration test which is a good indicator of the surface porosity. An IGT AIC2-5 tester (IGT Testing Systems, The Netherlands) was used according to the standard method IGT-W24 to perform print penetration tests on all the samples. The results are obtained as elongated stains, and a longer stain length indicates a more closed surface and vice versa. Surface images were acquired using a Leo (Zeiss) 1530 Gemini scanning electron microscope (SEM). The specimen was sputtered with a thin layer of gold before imaging. The SEM was operated in secondary electron mode, and an acceleration voltage of 10 kV was used for imaging. The surface images were obtained at two different magnifications (250× and 500×) from a working distance of 11 mm.
Results and discussion
Properties of MFC fibers and suspensions
The MFC fibers used in this study have a wide fiber size distribution with fiber diameter varying between 20 and 500 nm. The exact length of the fibers is difficult to determine because of branching and fibers crossing over each other. TEM images in Fig. 2 show the level of fibrillation achieved during the mechanical treatment. Some remnants of un-fibrillated fibers are also visible. The carboxylate content of the MFCs is 0.31–0.34 mmol/g, determined previously (Kumar et al. 2014). The water retention and rheological properties of these suspensions have been reported elsewhere (Kumar et al. 2016b) in detail.

TEM image of MFC fibers at high (a) and low (b) resolution
Properties of substrates
Paperboard was first pre-coated with different materials to obtain different substrate types with a range of surface features. The coat weights achieved for these pre-coats are given in Table 2. MFC suspensions used herein contain large amounts of water (97%); hence the substrate to be coated needs to be suitable for dealing with it. The water contact angle of the substrate is a good indicator of the hydrophilic nature of the surface that plays a critical role in the wetting and spreading of the surface by the wet MFC film. Fig. 3a shows the water contact angles for the different substrates. One can observe that the Paperboard itself is quite hydrophobic, but the pre-coatings change the nature towards the hydrophilic side, albeit to a different extent. As expected, NFC and CMC pre-coatings bring in the most hydrophilicity to Paperboard, followed by pigment, i.e. HC-60 and HC-90, and PVOH pre-coatings. Latex pre-coating does not cause any significant reduction in hydrophobicity. The change in water contact angle is also different for different pre-coatings. HC-60, HC-90 and CMC lead to more than 15% drop in water contact angle at 60 s; whereas for NFC, Latex and PVOH, it remains nearly stable with time. This could be the influence of Paperboard itself due to the coat weights of NFC, Latex and PVOH being very low. The contact angle for Linerboard drops more than 90% in under 10 s. Linerboard is seen to be very hydrophilic in that the absorption into surface pores occurs rapidly and promotes a lateral surface and subsurface spreading, which in turn leads to water-water contact at the test droplet meniscus. The observed contact angle as a result is seen to be significantly reduced. This variation in the material type and water contact angles for substrates offers a wide range of surface chemistry and surface energy features, which could have an influence on the MFC coating adhesion and coverage. Fig. 3b shows the water droplet volume as a function of time, which stays constant for Paperboard and pre-coatings unlike for Linerboard. This points out that the water drop is not as easily absorbed by Paperboard and the pre-coatings as it is absorbed by Linerboard. Cobb-60 values in Table 2 also clearly indicate the difference in water absorbance of Paperboard and Linerboard. This water absorbing capacity may play a critical role in coating substrate interactions. It is already known that the MFC suspensions have a propensity to form water-rich boundary layers under shear in boundary-driven (Nazari et al. 2016) and pressure-driven flow (Haavisto et al. 2015; Kumar et al. 2016b). This solids depletion effect near slot wall may be carried over under plug flow onto the substrate during coating. Water absorbance of the substrate is thus critical for adhesion and prevention of wet coating film contraction by ensuring quick absorption of the shear formed water-rich boundary layer. If the substrate is non-absorbent, the non-absorbed water film may act as lubricant between the MFC and substrate thus allowing the MFC gel to re-agglomerate as patches which results in non-uniform and defective coating. Pre-coatings do not seem to change the water absorbance much, which could be due to Paperboard itself being hydrophobic, which prevents water absorption further into the base once pre-coating is filled with water. Quick water absorption may improve back side drying during MFC coating application, which is important due to the large amount of water that needs to be evaporated.

Water contact angles (a) and drop volumes (b) for Paperboard, pre-coats and Linerboard
Surface roughness and surface porosity are other important parameters for the substrate to be coated as they play a critical role in final coating uniformity, coverage and anchoring achieved. Since there is a large amount of water in MFC suspensions, the final coat weights obtained are not so high. Therefore, uniform final surface coverage is very critical to obtain for effective barrier function. Fig. 4 shows the stain lengths from print penetration tests, air permeability and surface roughness of the uncalendered substrates. The three parameters seem to show good correlation. Stain lengths are greater for pigment and CMC pre-coatings indicating a closed surface structure compared with the other substrates. One can see that the substrate surface is quite porous in all other cases. This is reflected in the air permeance values as well. Paperboard and Linerboard have high surface roughness, which seems to increase with Latex, PVOH, NFC and CMC pre-coatings on Paperboard. This could potentially be due to the swelling of Paperboard caused by the application of these pre-coatings at very low solids content. On the other hand, the surface roughness decreases with pigment pre-coatings as expected, and HC-90 being finer in size leads to a greater reduction in surface roughness.

Results for print penetration test, PPS surface roughness, and air permeability of the uncalendered substrates
Characterization of MFC coated samples
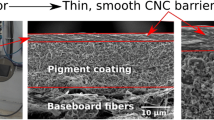
MFC coated samples were characterized for coating uniformity, coverage and adhesion to the substrate. In the present work, the low and high coat weights obtained using two different SWGs, 150 and 300 µm, were approx. 2–3 and 5–6 g/m2, respectively. Fig. 5 shows the SEM surface images of substrates at two MFC coat weights. From a visual inspection of the images, it is quite clear that the low coat weight is not sufficient to achieve full surface coverage. However, the coating coverage on all substrates seems uniform at the high coat weight. One can see the coating coverage clearly in case of pigment pre-coated substrates. However, SEM images do not seem to be the best way to identify any coating defects such as pin-holes, especially when the substrate is the same material, i.e. cellulose, as the coating material. Therefore, print penetration testing can be used as an additional tool to identify coating defects, if any. Fig. 6 shows the stain lengths and the nature of stains for MFC coated samples at two coat weights. Test results point to an improvement in surface coverage at high coat weights. A longer stain indicates good coating coverage while the darker spots indicate potential coating defects. One can see that the MFC coating at both low and high coat weights closes the surface pores of the substrates. Longest stains are obtained for HC-60, HC-90 and Linerboard at high coat weights indicating the most defect free and uniform MFC coatings. For other substrates, stains have mostly large dark spots indicating potential coating defects.

SEM images of the substrates and MFC coatings at two coat weights; SWG-150 and SWG-300 correspond to approximate coat weights of 2–3 and 5–6 g/m2

Print penetration test results for MFC coated boards at 150 µm (a) and 300 µm SWG (b); SWG-150 and SWG-300 correspond to approximate coat weights of 2–3 and 5–6 g/m2
Air permeability results in Fig. 7 can be used to provide further confirmation of the coating coverage indications from print penetration tests and SEM images. MFC coating reduces the air permeance for all the coated boards. The reduction is, as expected, greater at high coat weights than low coat weights. The reduction for Linerboard and the CMC, HC-60, HC-90 pre-coated boards is significant and is reduced to a level below the detection level of the device; these conditions are a good indication of good barrier properties. The hydrophilic and porous nature of the Linerboard seems to promote a uniform coating layer formation at high coat weights, whereas at low coat weights MFC ends up filling the high surface roughness of Linerboard. Compared with paperboard, the better performance of linerboard at high MFC coat weights could be attributed to two factors: (1) after applying the wet MFC film, the tendency of MFC material to retract from the hydrophobic surface may be greater compared with the hydrophilic surface due to cohesive forces in the MFC being higher than adhesive forces with the hydrophobic base, and the quick absorption of water by the hydrophilic and porous Linerboard further helps in keeping the wet MFC film intact; (2) for the hydrophobic substrate, the MFC coating may develop pin-holes during drying because most drying happens from the top side as opposed to linerboard which aids the back side drying. For pigment pre-coats, these results must be due to the closed surface that the pre-coating provides and because of the uniform MFC coating layer that is obtained. For CMC, a significant reduction in air permeance is achieved with the pre-coating itself with further reduction with the MFC coatings. Compared with paperboard and the Latex pre-coating, hydrophilic nature of PVOH and NFC pre-coatings seems to promote more uniform MFC coating at high coat weights. At low coat weights, however, the roughness seems to play a major role in coating coverage and uniformity achieved.

Air permeance of the calendered MFC coated boards
Figure 8 shows z-strength data of the substrates and MFC coated samples after calendering. All the pre-coats seem to improve the adhesion slightly between the coating layer and substrate compared with Paperboard. However, there are no differences among different pre-coated substrates. It should be noted that the z-strength and tape tests for the pre-coated boards always led to fiber tear, which indicates good anchoring of the pre-coatings to paperboard. There is no surface strength improvement or reduction observed for pre-coated substrates after MFC coating. For Linerboard on the other hand, z-strength is significantly improved with MFC coating. The reason for z-strength similarities between Paperboard and all pre-coats can be explained with the pictures (see Fig. 9) from tape tests performed on MFC coated samples. One can see that the MFC coating gets delaminated, when the tape is pulled, in all cases except for Linerboard and the CMC pre-coated substrate where the fracture happens in the substrate structure itself. The fiber tear indicates that the MFC coating is adhering very well to the Linerboard and CMC pre-coating.

z-Strength values for calendered substrates and MFC coated boards

Pictures from the tape test results for the MFC coated boards
Cellulose fiber bonding in paper-based products occurs on a practical length scale ranging from nanometers to millimeters. The adhesion theories that have been examined in bonding of cellulose fibers with each other and other materials include: mechanical interlocking, hydrogen bonding, adsorption or wetting theory, diffusion theory, and the theory of weak boundary layers (Gardner et al. 2008). The substrates used here have a varying roughness, but that does not seem to affect the z-strength of MFC coated samples as can be seen for paperboard and HC-90 pre-coated board. This hints towards mechanical interlocking being a secondary factor in adhesion of MFC coatings to the substrate. All the pre-coated boards are hydrophilic compared with paperboard, and they show slightly improved adhesion between the MFC coating layer and the substrate indicating that the chemical bonding could be playing a major role here. CMC pre-coated board and linerboard are the most hydrophilic substrates promoting hydrogen bonding between the substrate and MFC fibers, which results in MFC coating adhering very well to the substrate. Linerboard also being very porous and hydrophilic allows some MFC to migrate inside the pores as well, resulting in an improvement in the linerboard z-strength with MFC coatings. The hydrophobic nature of Paperboard prevents that from happening even though it is equally porous as is indicated by air permeance results. NFC pre-coated board being equally hydrophilic as CMC pre-coated board fails to provide similar adhesion of the MFC coating layer, which could be due to the coat weight of NFC being too low. However, in all cases with pre-coated boards, the z-strength values of the MFC coatings indicate that no reduction is caused in surface strength of paperboard by the MFC coating.
Conclusions
Various substrate parameters affecting the MFC coating quality obtained in a roll-to-roll coating process were identified and can be summarized as follows.
Surface roughness and surface porosity of the substrate have a significant impact on the MFC coating coverage and uniformity. For high substrate roughness and/or surface porosity, low coat weights of MFC end up filling the voids on the surface leading to a discontinuous coating film. The coat weight needed for full coverage, and therefore potentially good barrier, needs to exceed the surface roughness volume of the substrate. A smooth surface provides a uniform coating layer already at low MFC coat weights, i.e. 5–6 g/m2.
A hydrophilic substrate promotes the adhesion between the coating layer and the substrate. As a generalized conclusion, MFC adhesion to a cellulose-based (or polysaccharide) substrate appears to be dominated by hydrogen bonding. The hydrophilic nature of substrate helps in uniform spreading of the wet MFC film. The retracting tendency of MFC material, due to elastic effect, away from surface after application may be diminished by the hydrophilic substrate opposed to the hydrophobic one. On hydrophobic substrate, the cohesive forces in the material tend to be higher than the adhesive forces with the substrate resulting in non-uniform spreading of the wet film and also poor adhesion.
Water absorption capacity of the substrate also affects the coating quality obtained. Quick absorption of water by the substrate ensures that the applied MFC film stays intact on the surface. For non-absorbent substrate on the other hand, the non-absorbed water film acts as lubricant between the MFC and substrate thus allowing the MFC gel to re-agglomerate as patches which results in non-uniform and defective coating. Also for the non-absorbent substrate, the coating may develop pin-holes during drying as most drying happens from the top side. However, the drying also happening from back side may help avoid such microscale pin-hole formation in coating on the absorbent substrate.
Based on the current study, a smooth, but porous, and highly hydrophilic substrate seems to be an optimal choice for MFC coating application. Pigment pre-coated substrates seem to be ideal, provided the adhesion of coating to the substrate is improved. For adhesion improvement, MFC could be applied in combination with other additives than just CMC. Future work could address usage of CMC in the pigment pre-coatings which can potentially increase the adhesion of MFC coating layer to the substrate as well as promote uniform coating coverage at low coat weights. Also, pigment pre-coats on a hydrophilic substrate may bring in additional benefits such as enabling drying through the underside, i.e. substrate interface with the coating, during MFC coating application leading to cost-effective and optimal processing.
References
Abitbol T, Rivkin A, Cao Y, Nevo Y, Abraham E, Ben-Shalom T, Lapidot S, Shoseyov O (2016) Nanocellulose, a tiny fiber with huge applications. Curr Opin Biotechnol 39:76–88. doi:10.1016/j.copbio.2016.01.002
Amini E, Azadfallah M, Layeghi M, Talaei-Hassanloui R (2016) Silver-nanoparticle-impregnated cellulose nanofiber coating for packaging paper. Cellulose 23:1–14. doi:10.1007/s10570-015-0846-1
Aspler J, Bouchard J, Hamad W, Berry R, Beck S, Drolet F, Zou X (2013) Review of nanocellulosic products and their applications. In: Dufresne A, Thomas S, Pothen LA (eds) Biopolymer nanocomposites: processing, properties, and applications, 1st edn. Wiley, Hoboken, pp 461–508
Aulin C, Gällstedt M, Lindström T (2010) Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 17:559–574. doi:10.1007/s10570-009-9393-y
Azeredo HMC, Rosa MF, Mattoso LHC (2016) Nanocellulose in bio-based food packaging applications. Ind Crops Prod In press. doi:10.1016/j.indcrop.2016.03.013
Bardet R, Bras J (2014) Cellulose nanofibers and their use in paper industry. In: Oksman K, Mathew AP, Bismarck A, Rojas O, Sain M (eds) Handbook of green materials: processing technologies, properties and applications, 1st edn. World Scientific Publishing Company, New Jersey, pp 207–232
Beneventi D, Chaussy D, Curtil D, Zolin L, Gerbaldi C, Penazzi N (2014) Highly porous paper loading with microfibrillated cellulose by spray coating on wet substrates. Ind Eng Chem Res 53:10982–10989
Brodin FW, Gregersen OW, Syverud K (2014) Cellulose nanofibrils: challenges and possibilities as a paper additive or coating material—A review. Nord Pulp Pap Res J 29:156–166. doi:10.3183/NPPRJ-2014-29-01-p156-166
Chinga-Carrasco G, Syverud K (2012) On the structure and oxygen transmission rate of biodegradable cellulose nanobarriers. Nanoscale Res Lett 7:1–6. doi:10.1186/1556-276X-7-192
Dufresne A (2013) Nanocellulose: a new ageless bionanomaterial. Mater Today 16:220–227. doi:10.1016/j.mattod.2013.06.004
Eichhorn SJ, Dufresne A, Aranguren M, Marcovich NE, Capadona JR, Rowan SJ, Weder C, Thielemans W, Roman M, Renneckar S, Gindl W, Veigel S, Keckes J, Yano H, Abe K, Nogi M, Nakagaito AN, Mangalam A, Simonsen J, Benight AS, Bismarck A, Berglund LA, Peijs T (2010) Review: current international research into cellulose nanofibres and nanocomposites. J Mater Sci 45:1–33. doi:10.1007/s10853-009-3874-0
Gardner DJ, Oporto GS, Mills R, Samir My Ahmed, Azizi Said (2008) Adhesion and surface issues in cellulose and nanocellulose. J Adhes Sci Technol 22:545–567. doi:10.1163/156856108X295509
Haavisto S, Salmela J, Jäsberg A, Saarinen T, Karppinen A, Koponen A (2015) Rheological characterization of microfibrillated cellulose suspension using optical coherence tomography. Tappi J 14:291–302
Habibi Y, Lucia LA (2012) Nanocelluloses: emerging building blocks for renewable materials. In: Habibi Y, Lucia LA (eds) Polysaccharide building blocks: a sustainable approach to the development of renewable biomaterials, 1st edn. Wiley, Hoboken, pp 105–125
Hamada H, Bousfield DW (2010) Nano-fibrillated cellulose as a coating agent to improve print quality of synthetic fiber sheets In: TAPPI 11th advanced coating fundamentals symposium, TAPPI
Hamada H, Mitsuhashi M (2016) Effect of cellulose nanofibers as a coating agent for woven and nonwoven fabrics. Nord Pulp Pap Res J 31:255–260. doi:10.3183/NPPRJ-2016-31-02-p255-260
Hamada H, Beckvermit J, Bousfield DW (2010) Nanofibrillated cellulose with fine clay as a coating agent to improve print quality In TAPPI Papercon conference, TAPPI
Hamada H, Tahara K, Bousfield DW.(2012) The effetcs of nano-fibrillated cellulose as a coating agent for screen printing, TAPPI advanced coating fundamentals symposium, TAPPI
Herrick FW, Casebier RL, Hamilton JK, Sandberg KR (1983) Microfibrillated cellulose: morphology and accessibility. J Appl Polym Sci Appl Polym Symp 37:797–813
Hult E, Iotti M, Lenes M (2010) Efficient approach to high barrier packaging using microfibrillar cellulose and shellac. Cellulose 17:575–586. doi:10.1007/s10570-010-9408-8
Isogai A (2013) Wood nanocelluloses: fundamentals and applications as new bio-based nanomaterials. J Wood Sci 59:449–459. doi:10.1007/s10086-013-1365-z
Isogai A, Saito T, Fukuzumi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3:71–85. doi:10.1039/c0nr00583e
Khan A, Huq T, Khan RA, Riedl B, Lacroix M (2014) Nanocellulose-based composites and bioactive agents for food packaging. Crit Rev Food Sci Nutr 54:163–174. doi:10.1080/10408398.2011.578765
Kinnunen-Raudaskoski K, Hjelt T, Kenttä E, Forsström U (2014) Thin coatings for paper by foam coating. Tappi J 13:9–19
Klemm D, Kramer F, Moritz S, Lindström T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Ed 50:5438–5466. doi:10.1002/anie.201001273
Kumar V, Bollström R, Yang A, Chen Q, Chen G, Salminen P, Bousfield D, Toivakka M (2014) Comparison of nano- and microfibrillated cellulose films. Cellulose 21:3443–3456. doi:10.1007/s10570-014-0357-5
Kumar V, Elfving A, Koivula H, Bousfield D, Toivakka M (2016a) Roll-to-roll processed cellulose nanofiber coatings. Ind Eng Chem Res 55:3603–3613. doi:10.1021/acs.iecr.6b00417
Kumar V, Nazari B, Bousfield DW, Toivakka M (2016b) Rheology of microfibrillated cellulose suspensions in pressure-driven Flow. Appl Rheol 26:43534. doi:10.3933/APPLRHEOL-26-43534
Lamberstam P (2012) Nanocellulose based films: improved mechanical and gas barrier properties Master’s thesis, School of Information and Communication Technology (ICT), KTH Royal Institute of Technology, Stockholm, Sweden
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose—Its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90:735–764. doi:10.1016/j.carbpol.2012.05.026
Lavoine N, Bras J, Desloges I (2014a) Mechanical and barrier properties of cardboard and 3D packaging coated with microfibrillated cellulose. J Appl Polym Sci 131:40106. doi:10.1002/app.40106
Lavoine N, Desloges I, Khelifi B, Bras J (2014b) Impact of different coating processes of microfibrillated cellulose on the mechanical and barrier properties of paper. J Mater Sci 49:2879–2893. doi:10.1007/s10853-013-7995-0
Li F, Mascheroni E, Piergiovanni L (2015) The potential of nanocellulose in the packaging field: a review. Packag Technol Sci 28:475–508. doi:10.1002/pts.2121
Lindström T, Naderi A, Wiberg A (2015) Large scale applications of nanocellulosic materials-a comprehensive review. J Korea Tech Assoc Pulp Pap Ind 47:5–21. doi:10.7584/ktappi.2015.47.6.005
Luu WT, Bousfield DW, Kettle J (2011) Application of nano-fibrillated cellulose as a paper surface treatment for inkjet printing, TAPPI Paper Conference and Trade Show, TAPPI Press
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40:3941–3994. doi:10.1039/C0CS00108B
Naderi A, Lindström T (2015) Rheological measurements on nanofibrillated cellulose systems: a science in progress. In: Mondal MIH (ed) Cellulose and cellulose derivatives: synthesis, modification and applications, 1st edn. Nova Science Publishers Inc, New York, USA, pp 187–202
Nair SS, Zhu J, Deng Y, Ragauskas AJ (2014) High performance green barriers based on nanocellulose. Sustain Chem Process 2:23. doi:10.1186/s40508-014-0023-0
Nazari B, Kumar V, Bousfield DW, Toivakka M (2016) Rheology of cellulose nanofibers suspensions: boundary driven flow. J Rheol 60:1151–1159
Osong SH, Norgren S, Engstrand P (2015) Processing of wood-based microfibrillated cellulose and nanofibrillated cellulose, and applications relating to papermaking: a review. Cellulose:1-31. doi: 10.1007/s10570-015-0798-5
Österberg M, Vartiainen J, Lucenius J, Hippi U, Seppälä J, Serimaa R, Laine J (2013) A fast method to produce strong NFC films as a platform for barrier and functional materials. ACS Appl Mater Interfaces 5:4640–4647. doi:10.1021/am401046x
Pääkkö M, Ankerfors M, Kosonen H, Nykänen A, Ahola S, Österberg M, Ruokolainen J, Laine J, Larsson PT, Ikkala O, Lindström T (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 8:1934–1941. doi:10.1021/bm061215p
Paunonen S (2013) Nanocellulose-based food packaging materials—a review. Nord Pulp Pap Res J 28:165–181. doi:10.3183/NPPRJ-2013-28-02-p165-181
Plackett DV, Letchford K, Jackson JK, Burt HM (2014) A review of nanocellulose as a novel vehicle for drug delivery. Nord Pulp Pap Res J 29:105–118. doi:10.3183/NPPRJ-2014-29-01-p105-118
Rastogi VK, Samyn P (2015) Bio-based coatings for paper applications. Coatings 5:887–930. doi:10.3390/coatings5040887
Richmond F (2014) Cellulose nanofibers use in coated papers, Ph.D. Thesis, The University of Maine, Orono, USA
Ridgway CJ, Gane PA (2012) Constructing NFC-pigment composite surface treatment for enhanced paper stiffness and surface properties. Cellulose 19:547–560. doi:10.1007/s10570-011-9634-8
Rodionova G, Saito T, Lenes M, Eriksen Ø, Gregersen Ø, Fukuzumi H, Isogai A (2012) Mechanical and oxygen barrier properties of films prepared from fibrillated dispersions of TEMPO-oxidized Norway spruce and Eucalyptus pulps. Cellulose 19:705–711. doi:10.1007/s10570-012-9664-x
Rodríguez MH (2015) Preparation and characterization of nanocellulose films and coatings from industrial bio-residues, Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden
Saito T, Nishiyama Y, Putaux J, Vignon M, Isogai A (2006) Homogeneous suspensions of individualized microfibrils from TEMPO-catalyzed oxidation of native cellulose. Biomacromolecules 7:1687–1691. doi:10.1021/bm060154s
Saito T, Kimura S, Nishiyama Y, Isogai A (2007) Cellulose nanofibers prepared by TEMPO-mediated oxidation of native cellulose. Biomacromolecules 8:2485–2491. doi:10.1021/bm0703970
Siró I, Plackett D (2010) Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 17:459–494. doi:10.1007/s10570-010-9405-y
Song H, Anderfors M, Hoc M, Llindström T (2010) Reduction of the linting and dusting propensity of newspaper using starch and microfibrillated cellulose. Nord Pulp Pap Res J 25:495–504. doi:10.3183/NPPRJ-2010-25-04-p495-504
Syverud K, Stenius P (2009) Strength and barrier properties of MFC films. Cellulose 16:75–85. doi:10.1007/s10570-008-9244-2
Turbak AF, Snyder FW, Sandberg KR (1983) Microfibrillated cellulose, a new cellulose product: properties, uses, and commercial potential. J Appl Polym Sci Symp. 37:815–823
Wågberg L, Decher G, Norgren M, Lindström T, Ankerfors M, Axnäs K (2008) The build-up of polyelectrolyte multilayers of microfibrillated cellulose and cationic polyelectrolytes. Langmuir 24:784–795. doi:10.1021/la702481v
Acknowledgments
The authors sincerely express their gratitude to all those involved in successful completion of this work. Special thanks to Mukunda Adhikari for assistance during coating experiments. We also express our gratitude towards the Paper and Fiber research Institute (PFI), Norway and the Norwegian University of Science and Technology (NTNU), Trondheim, for providing us with the NFC material. Special appreciation is extended to Omya, Switzerland; CP Kelco, Finland; and CH Polymers, Finland for kindly providing the pigments (Hydrocarb 60 and Hydrocarb 90), CMC (Finnfix 10 and Finnfix 4000 G) and Latex (CHP 585), respectively.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kumar, V., Koppolu, V.R., Bousfield, D. et al. Substrate role in coating of microfibrillated cellulose suspensions. Cellulose 24, 1247–1260 (2017). https://doi.org/10.1007/s10570-017-1201-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1201-5