
Abstract
Coating paper with cellulose micro/nanofibrils (CMF/CNF) can improve the performance of paper packaging. However, the cost of the process is high due to the significant energy consumption during the CMF/CNF production process, which can be reduced through pre-treatment of cellulosic fibers. The objective of this work was, therefore, to evaluate the performance of CMF/CNF subjected to accelerated carbonation with different concentrations of calcium hydroxide (5% and 10% m/m) as a paper coating for packaging production in terms of spreading properties of adhesives, air permeability, and water absorption. The CMF/CNF coating was able to fill pores contained in the papers, with the treatment with 10% carbonation (CMF/CNF 10%) being the one that adhered best to the surface. There was a reduction in surface roughness from 1.35 ± 0.53 μm (uncoated paper) to 0.72 ± 0.21 μm (CMF/CNF 10%). Similarly, air permeability in the coated treatments was decreased, indicating good barrier properties and possible CO2 absorption activity in the carbonated samples. Coated papers showed greater spreading of water, PVA, and PVOH. On the other hand, the Cobb value dropped from 41.55 ± 3.83 g m2 (uncoated paper) to 26.26 ± 2.36 g m2 (CMF/CNF 10%). CMF/CNF subjected to pre-treatment with accelerated carbonation have the potential for use as a coating material, being recommended for applications in food packaging and those that will be subjected to gluing/coating processes with other materials.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, there has been an increase in demand for packaging materials that are biodegradable and renewable. However, there is a great challenge in developing biodegradable packaging that has characteristics to protect its content with mechanical resistance, barrier to air, humidity, light, and other factors that may affect the physical-chemical properties of the product (Anukiruthika et al. 2020). Among the main biopolymers used to obtain alternative packaging, starch, chitosan, hemicellulose, and cellulose can be highlighted (Basumatary et al. 2020; Nechita and Roman 2020).
Currently, there has been a growing interest in the application of nanotechnology in the area of packaging (Huang et al. 2015). Nanomaterials provide improved impermeability to moisture and gases, and have good antibacterial properties (Ahankari et al. 2021). Cellulose micro/nanofibrils (CMF/CNF) are fibrillar units resulting from the deconstruction of the cell wall, and the isolation of linear combinations of cellulose chains (Karim et al. 2017; Ariffin et al. 2018). Furthermore, as a renewable and non-toxic resource, CMF/CNF can sustainably improve the mechanical, air and water vapor barrier properties when used as a coating, due to the specific surface, high crystallinity and possibility of modification surface chemistry (Azeredo et al. 2017).
Barrier coating is an improvement operation applied to paper, as a result of this process; coated packaging is used to package food and non-food products. The most studied barrier properties are resistance to moisture, oil, heat, water, air and odor. It is very difficult to have all these properties and resources in one type of paper, which is why the type of barrier desired is defined according to the purpose of using the paper (Sönmez and Özden, 2018).
Surface modification can be obtained through chemical pretreatments on cellulosic fibers, which facilitate obtaining of CMF/CNF, as they remove the lignin and hemicellulose barrier, reduce cellulose crystallinity and increase the porosity of lignocellulosic biomass (Besbes et al. 2011). The modification of CMF/CNF for the production or coating of packaging paper has been addressed by many researchers. This is justified due to the improvements that CMF/CNF provides in physical, mechanical and barrier properties to water vapor, gases and grease (Jin et al. 2021; Morais et al. 2021).
Calcium hydroxide (Ca(OH)2) is an alkali used for the pretreatment of various types of biomass (Ishiguro and Endo 2015), in addition to being cheap, it is relatively easy to handle and generates lower environmental loads (Mosier et al. 2005). Calcium carbonate (CaCO3) can be formed through the reaction of CO2 with calcium hydroxide Ca(OH)2 present in the material, in the chemical process called accelerated carbonation. Arantes et al. (2023) found that papers coated with CMF/CNF subjected to accelerated carbonation became more hydrophilic, had lower tensile strength and Young’s modulus and did not improve permeability to water vapor. These authors also found that accelerated carbonation reduced energy consumption during the mechanical fibrillation process for the production of CMF/CNF by around 35%.
Despite recent improvements in CMF/CNF production in recent years through chemical pretreatments (Inamochi et al. 2017; Rol et al. 2018), CMF/CNF production volumes remain low and the price of CMF/CNF cannot yet compete with synthetic polymers (Assis et al. 2018). These problems can be explained, on the one hand, by the limitations of CMF/CNF quality observed with simple pretreatments to be applied, such as enzymatic hydrolysis (Banvillet et al. 2021). On the other hand, the highly interesting properties obtained by chemical pretreatments such as TEMPO-mediated oxidation (Kaldéus et al. 2018) or phosphorylation (Rol et al. 2020) are usually associated with time-consuming processes, in some cases using toxic chemicals (Banvillet et al. 2021). The work developed by Arantes et al. (2023) demonstrated that accelerated carbonation is an efficient pretreatment in reducing energy consumption for cellulosic pulps, and can be considered an alternative for optimizing the production of CMF/CNF by mechanical fibrillation.
Given this, this study seeks to explore the possibility of using CMF/CNF subjected to accelerated carbonation as a paper coating for packaging production, evaluating its performance in terms of properties relating to adhesive spreading, air permeability and water absorption.
2 Materials and methods
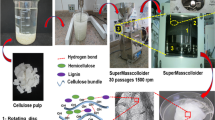
Bleached commercial Kraft pulps from Pinus sp. were pretreated with calcium hydroxide (molecular weight of 74.10 g/mol and purity of 95%) at concentrations of 5 and 10% (m/m), according to the methodology proposed by Arantes et al. (2023). The accelerated carbonation of pulps pretreated with calcium hydroxide in aqueous solution was carried out using the methodology proposed by Arantes et al. (2023), being placed in a vertical autoclave, equipped with a manometer that controls the internal pressure. The autoclave was connected to a CO2 cylinder, also equipped with a pressure gauge that controls the gas output, the connection being made via a high pressure hose. The CO2 was injected constantly until the point where the autoclave pressure gauge reached a pressure of 1.5 kgf/cm2, corresponding to the equipment’s working pressure. The pulps in solution remained in this system for 72 h, with a constant pressure of 1.5 kgf/cm2, and were subsequently filtered and washed repeatedly with deionized water.
The pulps subjected to accelerated carbonation and without treatment were kept in hydration for 6 days in deionized water, at a proportion of 1.5% (m/m) to cause their swelling. The material was stirred for 15 min at 600 rpm to ensure dissociation and swelling of the fibers. Then, the pulps were mechanically fibrillated using the Supermasscolloider fibrillation grinder (Masuko Sangyo MKCA6-2), equipped with two stone discs (MKCA6-80) at 1500 rpm, with 10 passes through the equipment. The distance between the discs was gradually modulated from 10 μm to 100 μm as the viscosity of the suspension increased.
2.1 Microstructural analysis
Samples of suspensions at a concentration of 0.001% (m/m) of CNF, were sonicated at 150 Hz for 2 min (Silva et al. 2020). Subsequently, small aliquots were added to the carbon double-sided tape adhered to the aluminum sample holder (stubs). After staying overnight in a desiccator with silica gel, the samples were metalized in gold in a sputtering device (SCD 050). The morphology of CNFs was observed in a TESCAN CLARA ultra-high resolution field emission scanning electron microscope (Libušina, Czech Republic) using 10 KeV, 90 pA and 10 mm working distance. CNFs diameters were measured for at least 100 individual structures using ImageJ software (Rueden et al. 2017).
2.2 Coating sack kraft paper
The CMF/CNF produced was used to coat commercial Kraft sack paper with an average weight of 120 g/m², dimensions of 210 × 300 mm, tensile strength of 28.54 MPa and Young’s modulus of 1.34 GPa. To apply the CMF/CNF suspension to the paper surface, a bar coating machine was used with a standardized application speed of 8 m/min.
A set of 3 grooved bars with different spacing (mm) was used to spread the suspensions on the paper surface, with the bars being used according to the solids content of the CMF/CNF (Table 1). The bar grooves are responsible for controlling the weight (g/m2), and the greater the spacing between them, the greater the weight added to the paper. Two successive layers of CMF/CNF were added, which together had a grammage of 10 g/m². After applying one layer and another, the paper was dried in an oven at a temperature of 100 °C ± 2°C for 10 min. After coating, the thickness of the papers was determined using a digital micrometer, with 3 depths per paper. The characteristics of uncoated paper were also determined in this study.
2.3 Characterization of coated papers
2.3.1 Scanning electron microscopy (SEM)
The coated and uncoated papers were submerged in liquid nitrogen for instant freezing and were fractured and fixed on sample supports (stubs) containing double-sided carbon adhesive tapes. Next, the material was subjected to metallic coating in a gold evaporator (SCD 050) and taken to a scanning electron microscope - SEM Zeiss Leo Evo 40 XVP (Oberkochen, Germany) to obtain micrographs of the surface and cross section.
2.3.2 Atomic force microscopy
Atomic force microscopy analysis was conducted to evaluate the topography and surface roughness of the coated papers. The test was conducted in dynamic force mode at room temperature with a scan speed of 2 s/line and 256 points/line. Model DYN190AI cantilevers were used, with a nominal radius of 10 nm and an elastic constant of 48 N/m. The test evaluated regions of 60 × 60 μm in area, evenly spaced on the surface of the samples, which were fixed on plates. Topographic images and average roughness graphs were obtained using the Gwyddion software (Czech Republic) (Necas and Klapetek 2012).
2.3.3 Water absorption capacity (Cobb Test)
The water absorption test was carried out by ASTM D3285-93 (ASTM 2005). For this, paper samples with dimensions of 125 × 125 mm were cut. These samples were weighed on an analytical balance with an accuracy of 0.01 g.
The papers were fixed on Cobb Tester TKB Instruments equipment (São Paulo, Brazil) and 100 mL of distilled water was added in contact with the surface delimited by the equipment ring for 2 min. After this period, the samples were removed and the excess water on the surface of the paper was eliminated by placing them between two sheets of blotting paper and pressing them with a cylindrical roller. After this procedure, the papers were weighed and water absorption (Abs) was calculated using Eq. 1.
Mi is the initial mass of the paper (g); Mf is the final mass of the paper after contact with water (g) and A is the area of the analyzed sample (m2).
2.3.4 Contact angle and wettability
The contact angle and wettability were evaluated according to the TAPPI T458 cm-94 standard (TAPPI 1994). The measurements of the contact angle of the sessile drop were carried out using a Krüss DSA30 goniometer (Hamburg, Germany). The paper samples, measuring 10 × 50 mm, were fixed on glass slides and placed on the base of the equipment’s image acquisition system. For evaluation, distilled water was applied to the coated papers to calculate the average contact angle between the water droplet and the surface after 5 s.
The wettability of the papers was calculated with the average values of the contact angles measured between 5 and 55 s, according to Eq. 2.
A is the average contact angle after 5 s (°) and a is the average contact angle after 55 s (°).
To verify the ability to spread adhesives on the surface of coated papers, the test was also carried out using polyvinyl acetate - PVAc for industrial use with a solids content of 75.68%. To evaluate coated papers as a spreading agent for other industrial coatings, contact angle and wettability were evaluated for commercial polyvinyl alcohol (PVOH) with a solids content of 80.12%.
2.3.5 Permeability analysis
Airflow permeability was assessed using a laboratory-made air permeameter as described by Dey et al. (2014) and Innocentini et al. (2005), using paper samples measuring 50 mm in diameter. The permeability coefficients of the samples were determined by adjusting the Forchheimer equation, an empirical relationship widely accepted in the literature that expresses the parabolic dependence of the pressure drop through a plane medium on the resulting superficial velocity of the fluid. The Forchheimer equation (Eq. 3) is expressed as follows for the flow of compressible fluids (Dey et al. 2014; Innocentini et al. 2005, 2015):
ΔP represents the pressure drop; vs. the superficial velocity of the fluid; L is the thickness of the sample along the flow direction and µ and ρ are respectively the viscosity and density of the fluid. The parameters k1 and k2 are known as Darcian and non-Darcian permeability coefficients, respectively, in reference to Darcy’s law. It is worth noting that k1 is expressed in square length dimensions, while k2 is expressed in length dimensions to maintain the dimensional consistency of the equation.
3 Results and discussions
3.1 Microstructural analysis
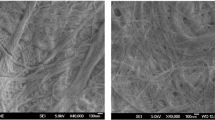
There was greater efficiency in fibrillation for 10% Carbonated, as it presented higher diameter frequencies in classes below 100 nm (Fig. 1E). Lower efficiency in fibrillation was found for 5% Carbonated, with the results being influenced by the impregnation of the CMF/CNF walls with calcium carbonate (Fig. 1D), which makes it difficult to visualize and measure CNFs with diameters smaller than 100 nm. For the control, a higher frequency was observed in the diameter class of 20–40 nm (22.22%). According to Nechyporchuk et al. (2016), CNFs are characterized by having nanoscale diameters in the range of 1–100 nm.

Scanning microscopy of CMF/CNF: A Control; B Carbonated 5%; C Carbonated 10%; D 5% carbonate: impregnation of the CMF/CNF walls with calcium carbonate; E Diametric distribution histogram of CMF/CNF
The accelerated carbonation of pulps proves to be an efficient pre-treatment method, as it produced approximately 70% of NFCs with diameters below 100 nm. The presence of calcium carbonate particles in the fiber wall increases abrasion with the fibrillation millstones, facilitating fibrillation and increasing the efficiency in the production of CNFs (Arantes et al. 2023). Calcium carbonate particles adhered to the CMF/CNF wall can be seen in the micrograph images (red arrows), with a higher proportion in the 10% Carbonate treatment (Fig. 1C), which corroborates the hypothesis and justifies its higher fibrillation yield.
3.2 Morphology and roughness
Figure 2 shows the SEM micrographs obtained for the surface of the papers. Sack Kraft paper showed higher apparent porosity than other coated papers (see Fig. 2A). The sack Kraft paper coated with the control presented a homogeneous surface, without irregularities (Fig. 2B). This can be attributed to the ability of CMF/CNF to establish a strong network of hydrogen bonds between them, due to the higher aspect ratio, which provides the formation of a better cross-linked and continuous surface (Lavoine et al. 2012). On the other hand, the coating with carbonated CMF/CNF shows structures that resemble aggregates (see Fig. 2D and F). The coating layer for 5% carbonate (Fig. 2E) was strongly adhered to the paper. For the control and 10% carbonate, delamination of the coating layer was observed (Fig. 2C and G).

Micrographs of sack Kraft paper: A Uncoated paper surface; B Surface control; C Control cross section; D Carbonated surface 5%; E Carbonated cross Sect. 5%; F Carbonated surface 10%; G Carbonated cross Sect. 10%
The behavior observed in SEM corroborates the surface roughness analysis (Fig. 3). The uncoated paper showed high roughness, characteristic of cellulose fibers and intensified by the presence of pores on the surface, as demonstrated in SEM (Fig. 2A). Coating with CNF (control) promoted a reduction in roughness of the order of 0.82 μm due to the formation of a continuous coating network, which was able to fill the paper pores, as confirmed by SEM micrographs. As observed in the micrographs, carbonation contributed to greater aggregation of CNF, which can be seen in the increase in roughness in relation to the control (Fig. 3C and D). Regarding the different levels of carbonation, the AFM analysis confirmed what was observed in the SEM micrographs, with greater roughness being observed in the coating with 5% carbonation, which can be attributed to the irregularity of the surface and lower adhesion of the coating, in relation to the 10% carbonation.

Topographic images and graphs of average roughness (Ra) of the surface of sack Kraft paper: A Uncoated paper; B Control surface; C Carbonated surface 5%; D Surface carbonate 10%
3.3 Thickness and water absorption capacity (Cobb test)
There was an increase in thickness for coated papers of 0.026, 0.037 and 0.033 mm for the control, 5% carbonated and 10% carbonated, respectively (Table 2). The thickness values also showed a low standard deviation, which makes it possible to use coatings with high homogeneity, which is a positive aspect for industrial applications. The Cobb test is not only used to evaluate the water absorption of paper, but also to determine the penetration ability of the glue (Gok and Akpinar 2020). High Cobb values result in excessive consumption of adhesives, which can harm quality and increase production costs (Mascarenhas et al. 2022b). This variable is crucial in the production of multilayer packaging, as the paper must promote adequate adhesion to the other layers (metals or plastics) to guarantee gas barrier and mechanical resistance (Mascarenhas et al. 2022b).
Coating with CMF/CNF caused a reduction in the Cobb test (Table 2), with the lowest reduction observed for 10% carbonate (26.26 g/m2). This behavior can be correlated to the fact that the coating with 10% carbonation was more adhered to the surface, with less evidence of flaws and agglomerations, as demonstrated in the SEM micrographs (Fig. 2F). Arantes et al. (2023) also found a reduction in the Cobb test for papers coated with CMF/CNF from Pinus sp. unbleached, carbonated and without carbonation. Yenidogan (2020) explains that the water absorption capacity (Cobb test) of papers depends on the properties and structures of the materials used as a coating. The decrease in Cobb test values is related to the reduction in surface voids (Fig. 2B, D and F) and subsurface of the paper caused by CMF/CNF, reducing water penetration into the coated paper.
3.4 Contact angle and wettability
The highest water contact angle was observed for uncoated paper (Fig. 4A). The reduction in the contact angle for papers coated with CMF/CNF is attributed to the wrinkling of the paper surface, which is caused by the swelling and contraction of the fibers due to the adsorption and desorption of water, a consequence of the drying process and application of the coatings, phenomenon known as hornification (Drelich 2019). This phenomenon can form pores and expose microfibrils, increasing surface contact with water (Abdelouahab et al. 2021). Santos et al. (2023) observed the same behavior when coating Kraftliner papers with starch and carnauba wax solutions and comparing them with control papers, which did not go through the coating process and also attributed this effect to hornification. The lowest values of contact angle with water using CMF/CNF coating were observed for 5% carbonate (60.29o) and 10% carbonate (69.61o) (see Fig. 3A), caused by coating irregularities on the surface of the paper (see Fig. 2D and F) and greater roughness compared to the control (Fig. 4C and D), which contributes to greater water dispersion, justifying the higher wettability values found for these treatments (Fig. 4B). In general, more irregular surfaces combined with amounts of available filler enhance the reduction of the contact angle with the surface (Cruz et al. 2022; Mascarenhas et al. 2022a).

A Angle of contact with water; B wettability with water; C PVA contact angle; D wettability with PVA; E contact angle with PVOH; F wettability with PVOH
The uncoated paper obtained the highest contact angle (103.04o) in the test carried out with PVA (Fig. 4C). Among the coated papers, the control was the one that reached the highest contact angle (90.66o), with the lowest averages being for carbonated 5% (78.27o) and carbonated 10% (79.62o). The reduction in contact angle and increase in wettability (see Fig. 4D) with PVA observed for 5% carbonate and 10% carbonate improves the distribution of the adhesive and increases adhesion with other layers (plastics, metals or other papers), which is interesting for the packaging industry, since PVA is one of the main adhesives used in the area. The application of paper in multilayer packaging depends on its ability to spread the adhesive, otherwise gluing failure and layer delamination may occur (Antón et al. 2020).
In the PVOH test, the uncoated paper achieved the highest average (104.65o) in relation to papers coated with CMF/CNF (Fig. 4E). The lowest average for contact angle with PVOH was found for 10% carbonate (54.84o). For wettability (Fig. 4F) there was a higher value for 10% carbonated (10.94o/s). The applied CMF/CNF coatings acted as a type of primer and favored the spread of PVOH on the surface of the papers, explaining the lower contact angle values found. Consequently, due to a large number of conditioning hydrogen bonds, the adhesion of PVOH can be enhanced (Mascarenhas et al. 2022b), with the behavior presented for coated papers in this work being interesting from an industrial point of view, as it can provide better fixation of other coatings without the need for additional surface treatments.
3.5 Air permeability
Papers coated with CMF/CNF showed lower air permeability compared to uncoated paper, which can be evidenced by the lower values of k1 and k2 (Fig. 5). These two coefficients are affected by the porosity of the material, and the more porous the paper, the higher the values of k1 and k2. The decrease in air permeability in CMF/CNF coated papers occurred due to the filling of pores on the paper surface and increased cross-linking between the fibers, as demonstrated by micrograph analysis (Fig. 2). Jin et al. (2021) and Vaezi et al. (2019) also found a reduction in air resistance in papers coated with CMF/CNF. CMF/CNF has the ability to form hydrogen bonds (with themselves as well as with other biopolymers) that form a dense network, which limits gas permeation due to the small pore size. In addition, its highly crystalline regions are impermeable to gases, giving CMF/CNF good barrier properties (Ahankari et al. 2021).

Air permeability of sack Kraft papers coated with CMF/CNF: A Darcian permeability; B Non-Darcian permeability
In addition to the barrier effect conferred by the CMF/CNF coating, the lower air permeability values found for carbonated CMF/CNF may also be associated with a possible CO2 sequestration effect. It is known that the mineral carbonation process can confer CO2 sequestration capacity to materials (Galina et al. 2019) and, since the permeability test was conducted with atmospheric air, which contains CO2 in its composition, this is a hypothesis to be considered. In this case, the coatings used could be suitable for the production of active packaging for atmospheric modification.
The lower air permeability values observed for control and 5% carbonate can be justified by the delamination of the coating layer in these treatments (Fig. 2). The separation between the coating layer and the paper surface caused air to dissipate between the empty spaces, causing the equipment to register less air passage for these treatments.
The air barrier is an important parameter, especially in food packaging, where contact with oxygen can trigger oxidative processes and microbiological growth, which culminate in the loss of quality and nutritional value of the product. Therefore, based on the results obtained for this variable, the application of coatings for this type of packaging can be recommended.
4 Conclusion
The CMF/CNF coating demonstrated the ability to fill the pores present in the papers. Among the treatments carried out, the treatment with 10% carbonate showed the best adhesion to the paper surface. This treatment resulted in a reduction in surface roughness from 1.35 ± 0.53 μm (uncoated paper) to 0.72 ± 0.21 μm (CMF/CNF 10%). Furthermore, coating treatments showed a reduction in air permeability, indicating a good barrier property and possible CO2 absorption capacity in the carbonated samples. Coated papers also showed greater spreading of water, as well as PVA (polyvinyl alcohol) and PVOH (partially hydrolyzed polyvinyl alcohol). On the other hand, the Cobb value, which measures water absorption by the paper, decreased from 41.55 ± 3.83 g/m2 (uncoated paper) to 26.26 ± 2.36 g/m2 (CMF/CNF 10%), indicating greater resistance to water penetration. The CMF/CNF samples subjected to accelerated carbonation pretreatment showed promising potential as a coating material. These samples are recommended for applications in food packaging and gluing/coating processes with other materials.
Data availability
No datasets were generated or analysed during the current study.
References
Abdelouahab NB, Gossard A, Ma X, Dialla H, Maillet B, Rodts S, Coussot P (2021) Understanding mechanisms of drying of a cellulose slurry by magnetic resonance imaging. Cellulose 28:5321–5334. https://doi.org/10.1007/s10570-021-03916-5
Ahankari SS, Subhedar AR, Bhadauria SS, Dufresne A (2021) Nanocellulose in food packaging: a review. Carbohydr Polym 255. https://doi.org/10.1016/j.carbpol.2020.117479
Antón N, González-Fernandez A, Villarino A (2020) Reliability and mechanical properties of materials recycled from multilayer flexible packages. Materials 13:3992. https://doi.org/10.3390/ma13183992
Anukiruthika T, Sethupathy P, Wilson A, Kashampur K, Moses JA, Anandharamakrishnan C (2020) Multilayer packaging: advances in preparation techniques and emerging food applications. Compr Rev Food Sci Food Saf 19:1156–1186. https://doi.org/10.1111/1541-4337.12556
Arantes LS, Mascarenhas ARP, Scatolino MV, Tonoli GHD, Mendes LM, Borges IO, Guimarães Júnior JB (2023) Pre-treatment with calcium hydroxide and accelerated carbonation for cellulosic pulp fibrillation. Nordic Pulp Paper Res J 1–16. https://doi.org/10.1515/npprj-2022-0101
Ariffin MNFN, Yasim-Anuar TAT, Ghaemi F, Hassan MA, Ibrahim NA, Ngee JLH, Yunus WMZ (2018) Superheated steam pretreatment of cellulose affects its electrospinnability for microfibrillated cellulose production. Cellulose 25:3853–3859. https://doi.org/10.1007/s10570-018-1859-3
Assis CA, Iglesias MC, Bilodeau MA, Johnson D (2018) Cellulose micro-and nanofibrils (CMNF) manufacturing-financial and risk assessment. Biofuels Bioprod Biorefining 12:2:251–264. https://doi.org/10.1002/bbb.1835
ASTM Standard (2005) ASTM D-3285-93, Standard Test Method for Water Absorptiveness of Nonbibulous Paper and Paperboard. Cobb Test
Azeredo HMC, Rosa MF, Mattoso LHC (2017) Nanocellulose in bio-based food packaging applications. Ind Crops Prod 97:664–671. https://doi.org/10.1016/j.indcrop.2016.03.013
Banvillet G, Depres G, Belgacem N, Bras J (2021) Alkaline treatment combined with enzymatic hydrolysis for efficient celulose nanofibrilas production. Carbohydr Polym 255. https://doi.org/10.1016/j.carbpol.2020.117383
Basumatary IB, Mukherjee A, Katiyar V, Kumar S (2020) Biopolymer-based nanocomposite films and coatings: recent advances in shelf-life, improvement of fruits and vegetables. Crit Rev Food Sci Nutr 1–24. https://doi.org/10.1080/10408398.2020.1848789
Besbes I, Vilar S, Boufi S (2011) Nanofibrillation cellulose from TEMPO-oxidized eucalyptus fibres: Effect of the carboxyl content. Carbohydr Polym 84:975–983. https://doi.org/10.1016/j.carbpol.2010.12.052
Cruz TM, Mascarenhas ARP, Scatolino MV, Faria DL, Matos LC, Duarte PJ, Moreira Neto J, Mendes LM, Tonoli GHD (2022) Hybrid films from plant and bacterial nanocellulose: mechanical and barrier properties. Nord Pulp Pap Res J 37:159–174. https://orcid.org/0000-0001-6623-5310
Dey A, Kayal N, Chakrabarti O, Caldato RF, Innocentini MDM, Guerra VG (2014) Investigations on material and mechanical properties, air-permeation behavior and filtration performance of mullite-bonded porous SiC ceramics. Int J Appl Ceram Technol 11:5:804–816. https://doi.org/10.1111/ijac.12090
Drelich JW (2019) Contact angles: from mistakes to new developments through liquidsolid adhesion measurements. Adv Colloid Interface Sci 267:1–14. https://doi.org/10.1016/j.cis.2019.02.002
Galina NR, Arce GLAF, Ávila I (2019) Evolution of carbon capture and storage by mineral carbonation: data analysis and relevance of the theme. https://doi.org/10.1016/j.mineng.2019.105879
Gok B, Akpinar D (2020) Investigation of strength and migration of corrugated cardboard boxes. Hittite J Sci Eng 7:163–168. https://doi.org/10.17350/HJSE19030000185
Huang JY, Li X, Zhou W (2015) Safety assessment of nanocomposite for food packaging application. Trends Food Sci Technol 45:2:187–199. https://doi.org/10.1016/j.tifs.2015.07.002
Inamochi T, Funahashi R, Nakamura Y, Saito T (2017) Effect of coexisting salto on TEMPO-mediated oxidation of wood celulose for preparation of nanocellulose. Cellulose 24:9:4097–4101. https://doi.org/10.1007/s10570-017-1402-y
Innocentini MDM, Sepulveda P, Ortega F (2005) Permeability, Chap. 4.2 in The book: Cellular Ceramics: Structure, Manufacturing, Properties and Applications, Michael Scheffler, Paolo Colombo (Editor), ISBN: 3-527-31320-6. https://doi.org/10.1002/3527606696.ch4b
Innocentini MDM, Chacon WS, Caldato RF, Paula GR, Adabo GL (2015) Microstructural, physical, and fluid dynamic assessment of spinel-based and phosphate-bonded investments for dental applications. Int J Appl Ceram Technol 12:306–318. https://doi.org/10.1111/ijac.12194
Ishiguro M, Endo T (2015) Effect of the addition of calcium hydroxide on the hydrothermal-mechanochemical treatment of Eucalyptus. Bioresour Technol 177:298–301. https://doi.org/10.1016/j.biortech.2014.10.135
Jin K, Tang Y, Liu J, Wang J, Ye C (2021) Nanofibrillated cellulose as coating agent for food packaging paper. Int J Biol Macromol 168:331–338. https://doi.org/10.1016/j.ijbiomac.2020.12.066
Kaldéus T, Larsson PT, Boujemaoui A, Malmstrom E (2018) One-pot preparation of bi-funcional celulose nanofibrilas. Cellulose 25:12:7031–7042. https://doi.org/10.1007/s10570-018-2066-y
Karim Z, Afrin S, Husain Q, Danish R (2017) Necessity of enzymatic hydrolysis for production and functionalization of nanocelluloses. Crit Rev Biotechnol 37:3:355–370. https://doi.org/10.3109/07388551.2016.1163322
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose – its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90:2:735–764. https://doi.org/10.1016/j.carbpol.2012.05.026
Mascarenhas ARP, Scatolino MV, Santos AA, Norcino LB, Duarte PJ, Melo RR, Dias MC, Faria CET, Mendonça MC, Tonoli GHD (2022a) Hydroxypropyl methylcellulose films reinforced with cellulose micro/nanofibrils: study of physical, optical, surface, barrier and mechanical properties. Nord Pulp Pap Res J 1–19. https://doi.org/10.1515/npprj-2022-0006
Mascarenhas ARP, Scatolino MV, Dias MC, Martins MA, Melo RR, Mendonça MC, Tonoli GHD (2022b) Association of cellulose micro/nanofibrils and silicates for cardboard coating: Technological aspects for packaging. Ind Crops Prod 188:115667. https://doi.org/10.1016/j.indcrop.2022.115667
Morais FP, Carta AMMS, Amaral ME, Curto JMR (2021) Micro/nano-fibrillated cellulose (MFC/NFC) fibers as an additive to maximize eucalyptus fibers on tissue paper production. Cellulose 28:6587–6605. https://doi.org/10.1007/s10570-021-03912-9
Mosier N, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M, Ladisch M (2005) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol 96:673–686. https://doi.org/10.1016/j.biortech.2004.06.025
Necas D, Klapetek P (2012) Gwyddion: an open-source software for SPM data analysis. Open Phys 10:181–188
Nechita P, Roman M (2020) Review on polysaccharides used in coatings for food packaging papers. Coatings 10:566. https://doi.org/10.3390/coatings10060566
Nechyporchuk O, Belgacem MN, Bras J (2016) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25. https://doi.org/10.1016/j.indcrop.2016.02.016
Rol F, Belgacem MN, Gandini A, Bras J (2018) Recent advances in surface-modified celulose nanofibrilas. Prog Polym Sci 88:241–264. https://doi.org/10.1016/j.progpolymsci.2018.09.002
Rol F, Sillard C, Bardet M, Yarava JR, Emsley L, Gablin C, Léonard D, Belgacem N, Bras J (2020) Cellulose phosphorylation comparison and analysis of phosphorate position on celulose fibers. Carbohydr Polym 229:115294. https://doi.org/10.1016/j.carbpol.2019.115294
Rueden CT, Schindelin J, Hiner MC, Dezonia BE, Walter AE, Arena ET, Eliceiri KW (2017) ImageJ2: ImageJ for the next generation of scientific image data. BMC Bioinformatics 18:529. https://doi.org/10.1186/s12859-017-1934-z
Santos AA, Matos LC, Mendonça MC, Lago RC, Muguet MCS, Damásio RAP, Ponzecchi A, Soares JR, Sanadi AR, Tonoli GHD (2023) Evaluation of paper coated with cationic starch and carnauba wax mixtures regarding barrier properties. Industrial Crops Prod 203:117177. https://doi.org/10.1016/j.indcrop.2023.117177
Silva LCE, Cassago A, Batirrola LC, Gonçalves MC, Portugal RV (2020) Specimen preparation optimization for size and morphology characterization of nanocellulose by TEM. Cellulose 27:5435–5444. https://doi.org/10.1007/s10570-020-03116-7
Sönmez S, Özden O (2018) Barrier Properties of Paper and Cardboard. In: SALMAN, S. Academic Researches in Architecture, Engineering Planning and Design. İskitler: Gece Kitaplığı 171–183
TAPPI (1994) T 458 cm-94, Surface wettability of paper (angle of contact method)
Vaezi K, Asadpour G, Sharifi SH (2019) Effect of coating with novel bio nanocomposites of cationic starch/cellulose nanocrystals on the fundamental properties of the packaging paper. Polym Test 80:106080. https://doi.org/10.1016/j.polymertesting.2019.106080
Yenidogan S (2020) Nanocrystalline cellulose and polyvinyl alcohol coating application to cardboard packaging papers and investigation of the effects on paper properties. Mater Sci 26:3:317–322. https://doi.org/10.5755/j01.ms.26.3.21499
Acknowledgements
The authors would like to thank the Postgraduate Program in Biomaterials Engineering at the Federal University of Lavras (UFLA), the National Council for Scientific and Technological Development (CNPq) and the Minas Gerais Research Support Foundation (FAPEMIG).
Author information
Authors and Affiliations
Contributions
Lorran de Sousa Arantes: Investigation, Visualization, Data presentation, Writing – original draft. Adriano Reis Prazeres Mascarenhas: Investigation, Visualization, Data presentation, Writing – original draft. Ianca Oliveira Borges: Visualization, Data presentation, Investigation, Writing – original writing. Rafael Carvalho do Lago: Visualization, Data presentation, Research, Writing – original draft. Carlos Henrique da Silva: Visualization, Data presentation, Investigation, Writing – original draft. Murilo Daniel de Mello Innocentini: Conceptualization, Visualization, Data presentation, Writing – review and editing. Lourival Marin Mendes: Resources, Project Administration, Fundraising, Supervision. Gustavo Henrique Denzin Tonoli: Resources, Project administration, Fundraising, Supervision.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Consent to participate
The authors’ participation was authorized during the construction of the study.
Consent for publication
All authors agree with the publication of the article in this journal.
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have influenced the work reported in this article.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sousa Arantes, L.d., Mascarenhas, A.R.P., Borges, I.O. et al. Use of carbonated cellulose micro/nanofibrils in the coating of sack kraft paper. Eur. J. Wood Prod. 82, 1049–1059 (2024). https://doi.org/10.1007/s00107-024-02068-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-024-02068-0