
Abstract
The synthesis of up-conversion luminescent composite films based on a nanocellulose matrix containing Sr1−xHoxF2+x particles was proposed. The combination of sulfuric acid hydrolysis and ultrasonication allowed us to synthesize a series of stable nanocellulose dispersions from various raw materials (powdered sulphate bleached wood pulp, Blue Ribbon filter paper, and microcrystalline cellulose Avicel). The size distribution of cellulose nanoparticles in the aqueous dispersions was determined. Cellulose nanocrystals (CNC) and/or cellulose nanofibrils (CNF) dispersions were used to fabricate thin films by solution casting followed by solvent evaporation under ambient conditions. The size and shape of cellulose nanoparticles, surface morphology, crystallinity index of nanocellulose, polymerization degree, and optical properties were studied. By mixing aqueous dispersions of CNC with up-conversion Sr1−xHoxF2+x particles, homogeneous suspensions were obtained. Finally, a solution casting technique was used to prepare CNC/Sr1−xHoxF2+x and CNC/CNF/Sr1−xHoxF2+x nanocomposite films. CNC/CNF dispersions were utilized for the production of flexible, durable, transparent composite films. The synthesized nanocomposites demonstrated intense red luminescence upon Ho3+ excitation by 1912 nm laser radiation. The obtained up-conversion luminescent composite films can be considered as a promising material for photonics, in particular for near-IR laser radiation visualization, luminescent labeling and luminescent sensorics.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Luminescent nanocomposites are becoming increasingly important for sensing (Zor 2018; Magyar et al. 2014; Sedov et al. 2017; Zor et al. 2018; Vicente et al. 2018) and biosensing platforms (Golmohammadi et al. 2017; Morales-Narváez et al. 2015; Dong and Roman 2007; Lin and Dufresne 2014). The use of cellulose as a matrix material has led to significantly decreased costs for sensing systems, making them easy-to-use, cheap, fast and disposable. Cellulose-based nanocomposites are used for medical diagnostics, monitoring of environmental pollution and food analysis (Li et al. 2017; Golmohammadi et al. 2017). For example, they are capable of analyzing microliter-sized liquid samples (Morales-Narváez et al. 2015; Zor 2018; Zor et al. 2018) and to measure extremely low analyte concentrations. Various substances and materials were used as luminescent labels for nanocellulose functionalization, namely Ag and Au nanoparticles (Zor et al. 2018; Querejeta-Fernandez et al. 2015; Querejeta-Fernández et al. 2014), quantum dots (Junka et al. 2014; Xue et al. 2015; Hassan et al. 2014; Zor et al. 2018), NaYF4:Yb:Er particles with various coatings (Morales-Narváez et al. 2015; Zhao et al. 2014; Nguyen et al. 2017; Jiang et al. 2016), different organic molecules (Abbasi-Moayed et al. 2018; Dong and Roman 2007; Xue et al. 2018; Zhang et al. 2017; Lin and Dufresne 2014) and metal oxides (Nedielko et al. 2018; Shopsowitz et al. 2012; Chu et al. 2014, 2015; Zhang et al. 2018).
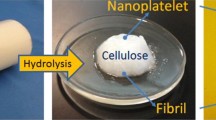
One of the most widely studied porous matrices for nanocomposites fabrication is nanocellulose, which possesses such advantageous properties as renewability, low toxicity, biocompatibility, biodegradability, good mechanical characteristics, pseudoplasticity, low density, good optical properties and surface reactivity (Abitbol et al. 2016). The primary building blocks of the supramolecular cellulose structure are long and thin nanosized filaments (fibrils) of 3–10 nm diameter (Klemm et al. 2005). Nanocellulose fibrils contain highly ordered crystalline and amorphous regions, the size of crystalline regions depending on the origin of cellulose (Siro and Plackett 2010; Habibi et al. 2010). This unique cellulose structure allows separation of cellulose nanofibrils (CNF) or cellulose nanocrystals (CNC) by mechanical or chemical treatment.
The preparation and properties of nanocellulose have been considered in numerous review papers (Klemm et al. 2011; Habibi 2014; Jonoobil et al. 2015; Moon et al. 2016; Mondal 2017). CNF are typically prepared from aqueous dispersions of the original pulp by mechanical treatment, e.g. by using high-pressure homogenizers or high-intensity ultrasonicators (Eyholzer et al. 2010). Chemical or enzymatic pretreatment of cellulosic fibers is carried out to improve their dispersability (Chen et al. 2011). This type of pretreatment allows production of CNF having a diameter of about 4–10 nm (Naderi 2017). The hydrolysis process can be initiated by various reagents including hydrochloric acid (Araki et al. 2000), nitric acid (Liu et al. 2010; Cao et al. 2015), hydrochloric acid and TEMPO (Montanar et al. 2005), phosphoric acid (Espinosa et al. 2013), sulfuric acid (Martins et al. 2011; Elazzouzi-Hafraoui et al. 2008; Kim et al. 2016; Al-Dulaimi and Wanrosli 2017), tungstophosphoric acid (Hamid et al. 2016), acidic deep eutectic solvents (Sirviö et al. 2016). The hydrolysis conditions (duration, reagent concentration, temperature, cellulose source) affect the yield, morphology, diameter to length ratio, polydispersity, crystallinity index and surface charge of individual CNC (Neto et al. 2016; Beck-Candanedo et al. 2005). Controlled hydrolysis by sulfuric acid, unlike other acids, allows the sulfate groups to be grafted onto the surface of cellulose crystallites. The stability of dispersion is mainly based upon the electrostatic repulsion between negatively charged particles (Abitbol et al. 2013; Sun et al. 2016; Grishkewich et al. 2017; Niu et al. 2017).
One of the main features of cellulose is the presence of three free hydroxyls (OH−) groups per each monomer unit which result in the highly reactive surface. As a result of hydrogen bond formation, cellulose chains are assembled into highly ordered structures (Abitbol et al. 2016; Nishiyama et al. 2002; Salas et al. 2014; Giese et al. 2015). In aqueous suspensions, cellulose nanocrystals behave as lyotropic liquid crystals with chiral nematic phase forming above the critical concentration. This structuring can be preserved in a continuous film and cause an intense rainbow coloring (Parker et al. 2017). The ability of CNC suspensions to self-assembly to form spiral structures as well as the conservation of chiral ordering in CNC films after solvent removal determines the enormous potential for CNC in new optical material development (Ličen et al. 2016; Mu and Gray 2014; Haywood and Davis 2017; Bumbudsanpharoke et al. 2018).
CNC thin films are one-dimensional photonic crystals (Wilts et al. 2017; Giese et al. 2015). Advanced photonic materials are commonly prepared using templates ordered by a molecular self-assembly. Subsequent removal of the template allows one to obtain ordered structures with tunable spectral properties. Using CNC with a chiral nematic ordering as the templates affords fabrication of various optical devices, such as filters, sensors and optoelectronic devices (Giese et al. 2015). Selective removal of CNC template permits the formation of mesoporous carbon with a large specific surface area, large pore volume and a chiral nematic structure (Shopsowitz et al. 2011). Mesoporous silicon with metal nanoparticles embedded in the pores (Kelly et al. 2012), mesoporous TiO2 (Shopsowitz et al. 2012), ZrO2 and ZrO2/Eu3+ chiral nematic films (Chu et al. 2014, 2015), ZnS and CdS quantum dots (Hassan et al. 2014) were also synthesized by this approach.
Optical transparency and good mechanical properties of CNF films make them promising for photonics (Lavoine et al. 2012; Qing et al. 2015; Shanmugam et al. 2018; Miao et al. 2015). Similar to CNC films, CNF films can incorporate quantum dots, organic molecules and metal nanoparticles with the formation of hybrid materials (Querejeta-Fernández et al. 2014, 2015; Junka et al. 2014; Xue et al. 2015; Zhao et al. 2014; Miao et al. 2015; Xue et al. 2018, Zor et al. 2018; Zhang et al. 2017, 2018). CNF nano-paper has a strictly hierarchical structure, containing entangled nanofibrils, which are sub-structured in crystalline and amorphous domains. The influence of various interrelated parameters such as the crystallinity index, diameter to length ratio, the degree of polymerization, the colloidal stability and film formation, integration with various counterions and polymers for fibrils properties was discussed by Benítez and Walther (2017). Ji et al. (2017) for obtained transparent and flexible CNF films with high dielectric constant by Ag nanofibers incorporation. Wu et al. (2014) prepared high-strength transparent films containing CNF and synthetic saponite nanoparticles. A facile method for highly transparent luminescent nano-paper preparation containing Eu, Sm, Tb lanthanide complexes and TEMPO-oxidized CNF was developed. Based on simple procedures, highly transparent CNF nano-paper was produced containing lanthanide complexes with high thermal stability and excellent luminescent properties (Miao et al. 2015). Chu et al. (2015) obtained chiral nematic luminescent films by incorporating YVO4:Eu3+ nanoparticles into CNC. Starting from nanocellulose, lightweight, elastic, thin and relatively cheap materials with sufficient mechanical strength can be produced for organic light-emitting diodes, flexible displays, photodetectors, organic solar cells and sensors (Abitbol et al. 2016; Grishkewich et al. 2017). Recently, CNC has been used as a matrix for chiral up-conversion luminescent film preparation containing NaYF4:Yb, Er hexagonal nanorods. This can be judged as a new route for the development of environmentally friendly photonic bioplastics (Nguyen et al. 2017).
The up-conversion phenomenon allows one to transfer low-energy radiation pumping from the near infrared region to the visible spectral range. Generally, highly efficient luminophores are substances with low crystal lattice phonon energies, for example, metal fluorides. Non-stoichiometric inorganic fluoride phases containing rare-earth elements have attracted great scientific interest (Fedorov et al. 2011; Haase and Schäfer 2011). These up-conversion luminophores are actively studied in the form of crystalline powders (Auzel 2004; Yagoub et al. 2014, 2015), glass ceramics (Fedorov et al. 2015), and optical ceramics (Rozhnova et al. 2016). Special attention has been given to the NaYF4:Yb:Er hexagonal phase, which exhibits intense up-conversion luminescence with good quantum yields (Gu et al. 2013; Zeng et al. 2005). The highest quantum yield (10.5% at 35 W/cm2 pumping) of up-conversion luminescence has been registered for NaYF4:21.4%Yb3+, 2.2% Er3+ hexagonal phase with a micron particle size (Kaiser et al. 2017). Much less attention has been paid to up-conversion materials based on calcium fluoride and strontium fluoride doped rare-earth elements. The mechanism of up-conversion luminescence in CaF2:Ho3+ single crystals and laser ceramics was recently reported (Lyapin et al. 2015). A method for near-IR laser radiation visualization using Ca1−xHoxF2+x powders was also recently proposed (Lyapin et al. 2017). SrF2 is a more suitable matrix for optical applications than CaF2 due to even lower phonon energies and suppression of non-radiative relaxation (Ritter et al. 2016). High-efficiency up-conversion phosphors based on SrF2:Yb:Er:Tm (Rozhnova et al. 2014; Pak et al. 2017), SrF2:Yb:Er (Rozhnova et al. 2016; Kuznetsov et al. 2018) and SrF2:Er:Ho (Lyapin et al. 2017) were proposed recently. Nanocellulose matrix-based composite materials with SrF2:Ho up-conversion particles are promising luminescent materials for infrared radiation imaging in medicine, lighting, and laser spectroscopy. Thus, it is important to develop simple and affordable synthetic methods for the luminescent composite nanocellulose-containing materials having uniformly distributed components and tunable properties. Thus, the aim of this paper is the synthesis and investigation of nanocrystalline or nano-fibrillated cellulose-based polymer-inorganic composite films containing SrF2:Ho up-conversion particles.
Experimental section
Materials
Microcrystalline cellulose (Avicel PC-105 from FMC BioPolymer Corporation, Philadelphia, USA), powdered bleached woodkraft cellulose (PCC-0.25 (PC) from Polycell, Vladimir, Russia), filter paper “Blue Ribbon” (FP), 98% sulfuric acid, double distilled water, regenerated cellulose dialysis tubing with 12–14 kDa molecular weight cut-off from Orange Scientific (Graignette Business Park, Braine-l’Alleud, Belgium) and Sr1−xHoxF2+x (x = 0.08 and 0.10) up-conversion powders prepared by recently proposed technique (Fedorov et al. 2017) were used as starting materials. The characteristics of the Avicel, PC and FP cellulose samples are given in Table 1.
Preparation of cellulose nanocrystals (protocol #1)
Initial PC and FP cellulose samples were mixed with double distilled water (cellulose:H2O ratio = 1:10 g/g) in a lab glass. FP sample was preliminarily shredded to small pieces (about 2 × 2 mm). The prepared suspension was placed in an ice bath. Concentrated sulfuric acid (cellulose:H2SO4 ratio = 1:25 g/g) was added dropwise to the cellulose suspensions under mechanical stirring until acid concentration reached approximately 65 wt%. Then, the resulting suspension was placed in a water bath at 47 °C for 60 min under 350 rpm stirring. Hydrolysis was terminated by addition of 10-fold excess of cold double distilled water. The hydrolyzed suspension was washed with double distilled water and repeatedly centrifuged (Eppendorf 5804 centrifuge, 8000 rpm, 10 min). The supernatant was separated from the precipitate and then a new portion of water was added. After 4–5 centrifugation cycles, washing procedure was terminated at pH = 4. The resulting cellulose gel was dispersed in double distilled water and then placed into a dialysis bag and dialyzed for 7 days. The diluted suspension was further dialyzed to remove residual acid and other low molecular weight materials until a pH of 5.5 was reached. After dialysis, the dispersion was sonicated for 15 min (UZG13-01/22 sonicator, 110 W, VNIITVCH) in an ice bath. The yield of CNC was about 30%.
Aq. 65% sulfuric acid was added to the Avicel powder with subsequent stirring at 47 °C for 30 min (Avicel:H2SO4 ratio = 1:25 g/g). The next steps were the same as described above. The yield of CNC was ~ 30% in this case.
The resulting CNC from various cellulose samples are hereafter designated as CNCPC, CNCFP, CNCAV.
Preparation of cellulose nanofibrils (protocol #2)
CNF samples were obtained by combining preliminary chemical treatment of initial cellulose samples with long-term ultrasonication. 50% sulfuric acid was added to Avicel or PC sample under stirring (Avicel:H2SO4 ratio = 1:12 g/g, PC:H2SO4 ratio = 1:13 g/g) at 45 °C for 60 min. FP was preliminarily shredded into small pieces (~ 2 × 2 mm). FP sample was then mixed with double distilled water (FP:H2O ratio = 1:10 g/g). Concentrated sulfuric acid (FP:H2SO4 ratio = 1:13 g/g) was added dropwise under stirring to the slurry placed in an ice bath. The resulting suspension was placed in a water bath at 45 °C for 60 min (350 rpm). The hydrolysis was terminated by adding a large amount of cold double distilled water (10 times the volume of the suspension). The suspension was then washed with double distilled water and repeatedly centrifuged (10 min at 8000 rpm, an Eppendorf 5804 centrifuge). The supernatant was separated from the precipitate and then a new portion of water was added. After 4–5 centrifugation cycles, washing was terminated at pH 4. The aqueous suspension was then sonicated in an ice bath for 30 min (UZG13-01/22 sonicator, 110 W, VNIITVCH). Suspension was dispersed in double distilled water and further dialyzed for 7 days. After dialysis, the suspension was sonicated according to the above-mentioned procedure. The yield of CNF was about 50%.
The resulting cellulose nanofibrils samples are hereafter designated as CNFPC, CNFFP, NCAV.
Preparation of nanocellulose films
The preparation of nanocellulose films is based on solution casting on a plastic substrate followed by solvent evaporation under ambient conditions. Briefly, a pre-determined amount of the CNC or CNF colloidal suspension with concentration less than 3 wt% was poured into polystyrene Petri dishes followed by drying under ambient conditions for 3–4 days. After evaporation of the excess of solvent, formed CNC or CNF films were carefully separated from the plastic substrate as a self-standing structure. The film thickness was ~ 20–25 μm.
Preparation of nanocomposites films
Sr1−xHoxF2+x powders (x = 0.08 and 0.10) annealed at 750 °C were carefully ground in an agate mortar. Then the powders were dispersed in CNC or CNF colloidal solutions by sonication on an ice bath for 15 min. The resulting slurries were stirred for 30 min at room temperature by a magnetic stirrer. The colloidal suspensions were poured into polystyrene Petri dishes and dried under ambient conditions for 3–4 days. The air-dried composite films were further dried at 85 °C for 40 min to remove residual moisture, so the latter would not affect morphology, physical and luminescent characteristics. The film thickness was ~ 25–30 μm. The nanocellulose content in the dried films varied from 45 to 90 wt%, while the Ho content in the dried films ranged from 1.00 to 6.71 wt%. The composite films were designated as CNC:xHo, CNF:xHo, CNC/CNF:xHo, where x = Ho wt%.
Characterization methods and equipments
X-ray diffraction analysis of the samples was carried out on a Bruker D8 Advance diffractometer (Bruker AXS GmbH, Karlsruhe, Germany) using CuKα-radiation in the range 8°–60° 2θ. Samples were of the Iβ cellulose structural type. The diffraction peak at 22.7 2θ was used for crystallinity index (IC, %) calculation by Segal’s method according to Eq. (1):
here I200 is the intensity of the <200> reflex at 22.70 2θ, IAM is the intensity at the minimum between the <200> and <110> peaks at 18.00 2θ.
X-ray diffraction data were collected in reflection geometry. In this geometry, the incident radiation is most intensively scattered by crystallites whose reflecting planes are parallel to the axis of the fibrils. The latter reason allows determination of their thickness. Coherent scattering domains sizes (D[200], nm) were calculated by the Scherer Eq. (2):
here D[200] is coherent scattering domains size, k = 0.94 is Scherer constant for cellulose, λ is X-ray wavelength (0.155418 nm), β[200] is the total width of the diffraction peak at half-height, θ—Bragg angle (Nam et al. 2016; Lee et al. 2017).
The nanoparticle size distribution in aqueous dispersions was determined by dynamic light scattering (DLS) using a Photocor Complex DLS spectrometer equipped with He–Ne laser. The CNC and CNF dispersions were preliminarily diluted up to 0.1 wt% concentration and then ultrasonicated for 5 min in an ice bath. The average degree of polymerization (DP) was measured by the viscosity method using diluted solutions of dry cellulose particles in Cadoxen (cadmium ethylenediamine) (Ioelovich 2012). The polymerization degree was determined as the average of two independed measurements. The relative error was 4% at p = 0.95.
Film thickness was measured using a micrometer (MKTS-25 0.001, Kalibron, Russia) at seven randomly selected locations on each film, and mean value was reported for each replication.
The microstructure of the powders and films was analyzed by scanning electron microscopy (SEM) using a NVision 40 microscope (Carl Zeiss NTS GmbH, Oberkochen, Germany) with simultaneous energy-dispersive spectroscopy (EDX) (X-Max detector, Oxford Instruments, Abingdon, UK).
Fourier transform infrared spectroscopy (FTIR) was performed on a INFRALUM FT-08 spectrometer from 400 to 4000 cm−1. The transmission spectra were recorded using a Cary 5000 spectrophotometer in the 250–3000 nm range.
Differential scanning calorimetry (DSC) was performed on a Netzsch DSC 404 F1 Pegasus. Thermal gravimetric analysis (TG) was performed from 25 to 800 °C with a 5 °C/min heating rate in air using a Netzsch TG 209 F1 Libra calorimeter.
The up-conversion luminescence spectra were recorded with a Horiba FHR 1000 spectrophotometer. A continuous solid-state LiYF4:Tm laser was used as the excitation source for Ho3+ ions at 1912 nm. The beam diameter of incident laser radiation was 300 μm.
Results and discussion
CNC and CNF investigation
SEM images of CNCAV and CNCPC samples indicated the presence of randomly located rod-shaped particles having widths of 10–20 nm and lengths of 100–200 nm (Fig. 1a, b), as well as aggregates of these particles. There is no noticeable difference between these two samples. For CNCFP sample, the particle size is larger, with widths of 10–25 nm and lengths of 140–250 nm (Fig. 1c).

SEM images of dispersions of CNC on a carbon substrate (concentration 0.1 wt%): a CNCAV, b CNCPC, c CNCFP; the insets present EDX data
The insets show the quantitative results of EDX analysis of different CNC samples (Fig. 1a–c). The presence of sulfur is due to the esterification of cellulose hydroxyl groups by sulfate ions. The presence of sulfate groups ensures stable aqueous dispersion formation. Our data are in a good agreement with previously reported results (Beck-Candanedo et al., 2005; Abitbol et al., 2013). Thus the optimized one-stage acid hydrolysis procedure results in the formation of CNC samples having similar morphology and particles sizes. The duration of Avicel hydrolysis is half that of PC and PP hydrolysis. Particle sizes determined by SEM are in good agreement with DLS results (Fig. 2a–c). Hydrodynamic particle radii for all types of CNC follow bimodal particle distributions. Two groups of particles can be distinguished: CNCAV and CNCPC—8 ± 1 nm and 120 ± 37 nm, CNCFP—9 ± 1 nm and 190 ± 52 nm.

Particle size distributions in dilute aqueous nanocellulose dispersions (concentration 0.1 wt%) determined by DLS: a CNCAV, b CNCPC, c CNCFP, d CNFPC
As a result of the hydrolysis, the particle sizes in the CNCAV aqueous dispersion are reduced by approximately two orders of magnitude in comparison with the source material. The CNCPC and CNCFP particle sizes are approximately three orders of magnitude smaller than the particle sizes in original PC and FP samples. The sample obtained from Avicel according to procedure 2 comprises different particles (Fig. 3a): rod-shaped nanoparticles (25–50 nm in thickness and 140 nm in length), longitudinally connected head–tail nanoparticles up to 430 nm in length and a small number of cellulose microparticles (140–240 nm thickness, 570–1400 nm length). This sample is not nanofibrilized cellulose, it was marked as NCAV. The initial Avicel sample is characterized by a high IC (78.5%), which is typical for a high crystalline phase content. Avicel hydrolysis using a lower sulfuric acid concentration (50%) with simultaneous ultrasonic treatment was accompanied by the destruction of amorphous and crystalline part of cellulose fibrils. This is confirmed by a decrease in the crystallinity index of NCAV, as determined by further studies.

SEM images of diluted dispersions (concentration 0.1 wt%) dried on a carbon substrate: a NCAV, b CNFPC, c CNFFP; the insets present the EDX data
SEM images of PC and FP samples obtained by technique 2 (Fig. 3b, c) show CNF particles with anisotropic shape (20–32 nm width, from 200 to 2000 nm length). These particles have a large aspect ratio (20–60), which confirms the nano-fibrillated cellulose preparing. Entangled CNF fibrils form a porous network. Hydrolysis of the original cellulose with 50% sulfuric acid was unable to to produce nanocrystals. When using 50% sulfur acid with simultaneous ultrasonic treatment, long fibrils some amorphous regions were formed. A similar effect was reported previously (Al-Dulaimi and Wanrosli 2017). DLS data together with SEM/EDX data reveal polydisperse particle size distributions for CNFPC and CNFFP samples with maxima at 22–32, 90–200 and 500–2000 nm (Fig. 2d). According to EDX analysis, the sulfur content in CNF samples (0.05–0.07 wt%) is lower than that in CNC samples. This can be explained by a smaller excess of H2SO4, a lower acid concentration, and prolonged ultrasonication. Although the dispersions were cooled in an ice bath during sonication, temperature rise, especially localized, can not be completely ruled out. This can cause hydrolysis of the sulfate groups on CNF surface and reduce the sulfur content and the surface charge of the particles (Beck-Candanedo et al. 2005).
The resulting CNC aqueous dispersions of 1.60–2.39 wt% concentration are stable colloidal solutions of nanocrystalline cellulose, showing no coagulation for three months or more (Fig. S4a). The stability of CNC dispersions is supposedly caused by the presence of negatively charged sulfate groups on the CNC surface increasing the surface charge on the CNC particles. This results in CNC dispersion stabilization due to electrostatic repulsion between sulfate groups (Sun et al. 2016; Al-Dulaimi and Wanrosli 2017).
The 0.94–1.67% CNFPC and CNFFP dispersions are milky in color and stable for 3 weeks (Fig. S4b). After 3 weeks, the dispersion began to separate into two layers. The 2.21 wt% NCAV aqueous dispersion is stable for 1 week, then particle aggregation and precipitation occurs.
The conclusion about the stability limit of the isotropic phase as 3 wt% (2 vol%) for 100 nm long and 7 nm wide sulfated CNC (Oguzlu et al. 2017) did not contradict to our results for the CNC aqueous dispersions stability.
In our study, the morphology, particle size, aspect ratio of the particles, degree of polymerization, and crystallinity index of nanocellulose depend mainly upon the preparation technique in turn. The cellulose source used in our work had a negligible effect on the nanocellulose properties. Our analysis indicates that the tightening of the hydrolysis conditions such as raising the acid concentration increasing the stoichometry of the acid and increasing the hydrolysis temperature lead to the rupture of the polymer chains in amorphous cellulose regions. This results in a decrease in the polymerization degree and a increase crystallinity index of samples.
Investigation of CNC and CNF films
Changes in the supramolecular structure of cellulose films at different hydrolysis stages were traced by XRD. For all nanocellulose samples, the Iβ monoclinic structure was retained (Fig. 4).

XRD data: (a) CNCAV, (b) CNCPC, (c) CNCFP, (d) NCAV, (e) CNFPC, (f) CNFFP, (g) CNCFP:1.1 wt% Ho, (h) CNCPC:2.2 wt% Ho
Two broad peaks typical for nanocellulose can easily be observed, one with a blurred maximum at 15.0–16.5 2θ, and the second with maximum at 22.5 2θ (Fig. 4a–f). In addition to these peaks, there are also several peaks related to Sr1−xHoxF2+x solid solution (Fig. 4g–h). XRD patterns of initial Avicel, PC and FP cellulose samples show reflexes at 14.9, 16.5, 22.4 and 34.40 2θ (Fig. S2). These lines with indices (ī10), (110), (200) and (004), are characteristic for Iβ cellulose (Feng et al. 2015).
Crystallinity indices, calculated according to the Eq. 1, are presented in Table 2.
CNC samples show a significant raise for the crystallinity indices as compared to the original cellulose (Table 1) as a result of the optimized acid hydrolysis treatment. Crystallinity indices increased from 78.5%, 69.2%, 68.7% to 86.5%, 86.0%, 84.6% for CNCAV, CNCPC, and CNCFP, respectively. The increase in the crystallinity indices for CNFPC and CNFFP occurred with the partial destruction of an amorphous part of cellulose due to an insufficient quantity acid at pre-chemical treatment stage before sonication. A slight decrease in the crystallinity index from 78.5% (Avicel) to 76.7% (NCAV) was noted. All of the NCAV films were cracked and crumbled prior to drying.
The average cross-sectional dimensions of CNC elementary crystallites, calculated using the Scherrer equation is 3.9–4.0 nm, which is consistent with earlier reports (Elazzouzi-Hafraoui et al. 2008; Beck-Candanedo et al. 2005; Lee et al. 2017). The cross-section dimensions of the crystallites are 3.5 nm for CNFPC and 3.3 nm for CNFFP.
The polymerization degree was significantly reduced upon hydrolysis, especially for FP (by 9.4-fold), PC (by 8.8-fold) and AV (by 2.6-fold). CNC has a 1.3-fold lower polymerization degree than CNF. The DP = 76 was the lowest value for CNCAV. The length of the elementary link of the cellulose macromolecule was 5.2Å (Ioelovich, 2016). The length of the CNCAV macromolecule was 40 nm. According to SEM data, the CNCAV particle lengths (Fig. 1a) was 100–200 nm. Here, the CNCAV particles consisted of 3–5 cellulose macromolecules.
The different shape and length of CNC and CNF particles affect their behavior during film formation. SEM images of the CNC and CNF films are shown in Fig. 5. CNC tends to form ordered structures (Fig. 5a, c, d). This phenomenon can be associated with CNC self-assembly during drying (Pan et al. 2010; Park et al. 2014). SEM images of CNCAV and CNCFP films (Fig. 5a, d) demonstrated spontaneous orientation of the rod-like cellulose nanoparticles. Spontaneous orientation of CNCPC rod-like particles is clearly visible in Fig. 5c. In turn, entangled CNF nanofibrils formed a porous network (Fig. 5e). Aggregated rod-like nanocrystals are located on the surface of CNC/CNF films (Fig. 5f).

SEM images of cellulose films: a CNCAV, b SEM cross sections of CNCAV, c CNCPC, d CNCFP, e CNFPC, f CNCPC/CNCFP (1:1) samples
Self-assembly upon gentle drying of CNCAV and CNCPC dispersions led to the formation of transparent iridescent and brittle films (Fig. 6a, b). Chiral nematic or cholesteric structures in the anisotropic phase consisted of superposed planes formed by elongated CNC rod-like particles in one direction. For both CNC dispersions and films, only a left-handed chiral structure was demonstrated (Gray 2016; Gray and Mu 2015; Liu et al. 2014; Tardy et al. 2017; Dumanli et al. 2014). CNCAV film cross section (Fig. 5b) proves the left-handed chiral nematic structure of this samples (Parker et al. 2017; Frka-Petesic et al. 2017). The gradual removal of the aqueous phase upon evaporation lead to a mutual arrangement of cellulose nanocrystals by minimizing the existing electrostatic interactions. In this manner, homogeneous concentrated suspensions are self-organized into liquid crystal structures. In 1998, the first demonstration was reported for the chiral nematic structure in nanocrystalline cellulose films upon evaporation of the solvent in the EISA process (evaporation-induced self-assembly) (Revol et al. 1998). Obviously, the iridescent color of CNCAV (2.10 wt% dispersion) and CNCPC (2.39 wt% dispersion) films is associated with chiral nematic structure formation at dispersion concentrations higher than 1.60 wt% CNCFP. The CNCFP film is transparent, colorless and less brittle than CNCAV and CNCPC iridescent films (Fig. 6c). The concentration of CNCFP dispersion is not sufficient for chiral nematic structure formation upon water evaporation during the film drying.

Appearance of cellulose: a CNCAV, b CNCPC, c CNCFP, d CNFPC (0.94 wt%), e CNFFP (2.07 wt%), f mixed film CNCPC:CNCFP = 1:1
The presence of entangled nanofibers makes it much easier to form a porous network (Fig. 5e). A flexible and wrinkled film with a milky shade is formed when using 0.94 wt% CNFPC dispersion (Fig. 6d). When the dispersion concentration was increased to 2.07 wt%, a nearly non-transparent film was formed (Fig. 6e). Thus, various mechanisms for CNC and CNF films formation affect their optical and mechanical properties.
Mixed CNC/CNF films were obtained to improve their flexibility. Before film preparation, aqueous CNC/CNF dispersions were sonicated in an ice bath for 15 min with 3-min intervals for every 5 min. The best combination of mechanical characteristics (strength and flexibility), optical and thermal properties was obtained for the 1:1 CNC:CNF film. SEM data for CNC:CNF film are shown in Fig. 5f. The microstructure of the mixed CNC:CNF film is nearly the same as for CNF films. Obviously, CNC is evenly distributed within the CNF matrix. This is due to the high compatibility between CNF and CNC having the same chemical structure. The CNC homogeneous dispersion inside the CNF matrix improves the optical transparency in comparison with pure CNF films, as well as the heat resistance and mechanical properties of pure CNC films. The mixed films are transparent, colorless, and flexible without cracks (Fig. 6f).
The transparency and color of the films were analyzed by the transmission UV–Vis spectroscopy (Fig. 7).

Transmission spectra of cellulose films: (a) CNCAV, (b) CNCPC, (c) CNCFP, (d) CNFPC, (e) CNCPC/CNCFP = 1/1, (f) CNCFP:1.1 wt% Ho, (g) CNCPC:5.4 wt% Ho, (h) CNCPC/CNFFP:5.6 wt% Ho
Transmission at 650 nm wavelength for CNC films is as high as 83% (Fig. 7a–c). The transmission spectra of CNCAV and CNCPC films contain a weak absorption band in the 700–770 nm range, which is associated with the film’s iridescent color. The transmission of CNF films is lower than that of CNC films (about 45% at 650 nm), depending on the filler content (Fig. 7d). The transmission of mixed CNF/CNC films (62% at 650 nm) is higher than that of CNF films and slightly lower compared to CNC films (Fig. 7e).
Transparency of the films is an important factor for practical applications. The combination of physical and chemical properties of CNC and CNF make them attractive for smart photonic devices, sensors (Dai et al. 2017), color filters (Bumbudsanpharoke et al. 2018), iridescent mesoporous cellulose membranes with adjustable colors, and biosensors (Dumanli et al. 2014).
The thermal degradation of the Avicel, PC, FP cellulose sample and CNC and CNF samples derived from these precursors proceeds in different ways. The initial and final decomposition temperatures (Tonset and Tendset) are presented in Tables 1 and 2, the DSC and TG curves are shown in Figs. S3 and 8. Tonset is reduced by almost 100 °C, and by 140 °C for CNF as compared to the original cellulose.

DSC and TG curves: a TG and b DSC for CNCPC, CNFPC, CNCPC/CNFFP (1:1) and CNCPC:2.9 wt%:Ho films
The decrease of the thermal stability of CNC and CNF was probably associated with an increase in the heat exchange rate due to the surface area increase, smaller particle sizes and the presence of sulfate groups. Sulfate groups act as a catalyst during the thermal decomposition of cellulose (Al-Dulaimi and Wanrosli 2017). Thermal behavior for CNF films prepared from different cellulose sources are depicted in Fig. 8a, b. CNC films also show a similar behavior upon heating while their decomposition proceeds at lower temperatures comparing to CNF films (Fig. 8a, b). The decrease in the CNC films’ thermal destruction temperature due to the influence of sulfate groups has been thoroughly studied recently (Sun et al. 2018). We believe that the lower temperatures (Tonset) for thermal decomposition (155–157 °C) of CNC films are due to the higher content of sulfate groups that is evidenced by EDX data. The difference in morphology for CNF and CNC films could also be affected by the thermal destruction process. The CNC surface area is larger than that of CNF due to the smaller nanoparticle size. The DSC and TG curves show that the thermal destruction of CNF films in the air begins at 186–196 °C with an endothermal effect at 215 °C (Fig. 8b). Destruction of CNC films begins at a lower temperature (157 °C) with an endothermal effect at 205 °C (Fig. 8b). The endothermal effect corresponds to the first stage of the cellulose decomposition process, which is catalyzed by sulfate groups. The DSC curves also have two exothermal effects at 338 °C and 526 °C for CNF, and 314 °C and 514 °C for CNC. The first exothermal effect indicates the beginning of the cellulose oxidation. The second exothermal effect corresponds to CO2 and H2O formation, which ends at 591 °C and 514 °C for CNF and CNC, respectively. The TG curves are of a multi-stage type. The first stage is the removal of physically bound water (~ 80–110 °C) with a weight loss of 2.3–2.8% and 3.3–3.6% for CNC and CNF films, respectively. The difference between TG-curves for CNC and CNF films in the presence of the additional stage at 210 °C and a substantial weight loss (37%) in the 110–210 °C region for CNC. The weight loss for CNC is significantly higher (7%) than for CNF in the same temperature range. This fact confirms the abovementioned opinion about influence of the sulfate groups content on the nanocellulose thermal decomposition. The total weight loss for all the samples is 100%. Mixed 1:1 CNF/CNC films demonstrate increased thermal stability as compared to CNC: their thermal degradation starts at 170 °C and ends at 550 °C.
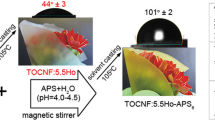
The IR spectra of CNCPC, CNFPC and CNCPC: 5.4 wt% Ho films contained absorption bands at 2900 cm−1 (stretching modes of CH– and CH2– groups), 1650 cm−1 (stretching modes of C=O bond), 1430 cm−1 (symmetric deformation vibrations of CH2 group), 1000–1200 cm−1 (stretching modes of C–O–C and C–O bonds in the pyranose rings) (Fig. 9). The CNC IR spectrum contained an additional weak band at 1231 cm−1 (S=O), which confirmed the sulfate group introduction into cellulose structure during hydrolysis (Al-Dulaimi and Wanrosli 2017). CNC and CNF samples were characterized by a broad absorption band at 3225–3505 cm−1 and 3275–3455 cm−1 regions. These bands corresponded to the stretching modes of OH-groups. For the CNC composite film with 5.4 wt% Ho, the band at 3350–3450 cm−1 became narrow and slightly shifted to higher wavenumbers in comparison to pure CNC. This can be explained by hydrogen bond formation between OH− groups in CNC and F− ions in Sr0.92Ho0.08F2.08 particles.

IR spectra of CNC, CNF and CNC:5.4 wt%Ho composite films
Spectral and luminescent properties of Sr1−xHoxF2+x powders
Sr1−xHoxF2+x (x = 0.08 and 0.10) powders emit predominantly in red visible range at 1912 nm laser pumping of 5I7 Ho3+ level. The up-conversion luminescence spectra of Sr0.92Ho0.08F2.08 and Sr0.90Ho0.10F2.10 powders are shown in Fig. 10.

Up-conversion luminescence spectra of Sr0.92Ho0.08F2.08 and Sr0.90Ho0.10F2.10 powders
The intensity of Sr1−xHoxF2+x (x = 0.08–0.10) up-conversion luminescence was measured for the samples calcined at 750 °C (Fedorov et al. 2017). The luminescence intensity for a concentration of 10 mol% of holmium is similar to 8 mol%. Sr0.92Ho0.08F2.08 and Sr0.90Ho0.10F2.10 powders can be used as visualizers of two-micron laser radiation. Thus, powders were used as an up-conversion filler in the preparation of composite films made from nanocellulose.
Composite films based on CNC and CNF with SrF2:Ho up-conversion powders
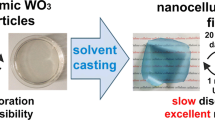
CNC dispersion and Sr0.92Ho0.08F2.08 or Sr0.90Ho0.10F2.10 powders were mixed with subsequent ultrasonic treatment. This results in a good distribution of the powders in the CNC matrix (Fig. S4c, d). Transparent and stable CNC dispersions were obtained with 0.40–1.92 wt% up-conversion powders. X-ray diffraction patterns of composite films containing CNCFP/10.9 wt% Sr0.92Ho0.08F2.08 (CNCFP:1.1 wt% Ho) or CNCPC/21,9 wt% Sr0,92Ho0,08F2,08 (CNCPC:2.2 wt% Ho) are shown in Fig. 4g, h. In these patterns, characteristic diffraction peaks for cellulose Iβ and Sr0,92Ho0,08F2,08 crystalline fluorite phase can easily be seen. A slight difference in the unit cell parameters between the Sr0,92Ho0,08F2,08 in the composite film and Sr0,92Ho0,08F2,08 powder calcined at 600 °C (Fedorov et al. 2017) was due to the higher annealing temperature of the powder and the possible difference between the real and nominal composition. According to EDX data, the compositions Sr:Ho = 91.38:8.62 (at%) for the CNCFP film:1.1 wt% Ho and Sr:Ho = 91.83:8.17 (at%) for the CNCPC film: 2.2 wt% Ho were determined. The cellulose crystalline structure did not change after dispersing since the positions of all the reflexes are preserved. However, a slight decrease in the CNC crystallinity index can be noted.
CNC-based composites are homogeneous solid films without cracks with a slightly yellowish color and an average thickness of 25–30 μm. The composite CNCAV film containing 22.3 wt% Sr0.92Ho0.08F2.08 (2.2 wt% Ho) and the composite CNCPC film containing 54.5 wt% Sr0.92Ho0.08F2.08 (5.4 wt% Ho) are shown in Fig. 11a, b, respectively. The iridescent color of CNC composite films disappeared since they lost their chiral nematic structure. The color of the composite films depends on the up-conversion powder content. Composite CNF-based films were prepared by the solution casting technique with subsequent solvent evaporation under ambient conditions. These films cracked and were damaged with drying or handling; thus, the solution casting technique is not suitable for CNF composite film preparation. For endurable and non-wrinkled CNF film preparation, a vacuum filtration method was used followed by drying in a low-pressure oven (Benítez and Walther 2017; Sun et al. 2018). We have prepared flexible, durable and translucent composite films by solution casting technique using 1:1 CNC/CNF dispersions. CNC/CNF:5.6 wt% Ho (45.9 wt% Sr0.90Ho0.10F2.10) composite film is shown in Fig. 11c, d. These photos confirmed the formation of strong, flexible, translucent films without wrinkles.

Composite films appearance: a CNCAV/2.2 wt%:Ho, b CNCPC/5.4 wt% Ho, c, d CNCPC/CNCFP/5.6 wt% Ho
In order to ensure a uniform distribution of the up-conversion particles in the nanocellulose film, the Sr0.92Ho0.08F2.08 or Sr0.90Ho0.10F2.10 powders were dispersed in the colloidal CNC suspension by sonication in an ice bath. Then, the CNF dispersion was added and the ultrasonic treatment was continued in an ice bath for another 15 min. SEM images of the so-prepared composite films in topographic contrast (in the secondary electrons mode) (Fig. 12a, e) and in Z-contrast (in the backscattered electrons mode) are shown in Fig. 12b, f.

SEM images of CNCPC/5.4 wt% Ho film in topographic contrast (a, c, e), and in Z-contrast (b, d, f), cross section of the film (c, d)
It should be noted that the surface morphology of a composite film differs significantly from a pure CNC film having a smooth homogeneous structure (Fig. 5a, c, d). The CNCPC:5.4 wt% Ho film has a homogeneous structure with up-conversion particles uniformly distributed over the entire surface and volume. This was confirmed by the Z-contrast of the surface and cross section of the film, (Fig. 12b, d). The particle size of Sr1−xHoxF2+x ranged from 50 to 150 nm. EDX analysis data confirmed that Sr/Ho atomic ratio in the composites is very close to that measured in Sr0,92Ho0,08F2,08 powders (Fig. S5). Thus, the use of CNC or mixed 1:1 CNC/CNF dispersions made it possible to obtain a composite films with a uniform distribution of up-conversion particles.
The TG and DSC curves demonstrated that the destruction of the CNCPC:2.9 wt% Ho (29,3 wt% Sr0.92Ho0.08F2.08) composite film begins in air at 150 °C (Fig. 8a, b). The exothermic effect at 350 °C corresponded to the oxidation of the organic part of the composite. The exothermal effect at 450 °C corresponded to CO2 and H2O formation; the thermal decomposition ended at 538 °C. According to TG data, the residue upon heating up to 800 °C (29.3 wt%) corresponded to the up-conversion powder content in the composite film. CNC/CNF/SrF2:Ho composite films are even more thermostable, their decomposition began at 170 °C and ended at 550 °C.
One of the most important aspects of nanocellulose composite preparation is the nature of the interactions between its inorganic and polymer components. In the nanocellulose molecule, each monomer unit contains three hydroxyl groups, which can form hydrogen bonds. Inside the CNC, hydroxyl groups participate in the formation of a hydrogen bond network between nanocellulose molecules. We assume that an important role in polymer-inorganic interaction between CNC and SrF2:Ho particles is a result of hydrogen bond formation at the interphase regions between fluorine ions and primary hydroxyl groups in CNC. This assumption was confirmed by FT-IR spectra (Fig. 9). In the FT-IR spectra of CNCPC/SrF2 nanocomposite films, the shape of the band at 3350–3450 cm−1 (stretching vibrations of hydroxyl groups involved in the hydrogen bond formation) became narrow, the maximum of the band shifts slightly compared to pure CNCPC. This proved a strong interaction between hydroxyl groups in CNC and fluorine ions in Sr1−xHoxF2+x particles with interfacial hydrogen bonds formation. Schematic presentation of the interfacial hydrogen bonds between OH−—groups of nanocellulose and F−—ions of Sr1−xHoxF2+x particles was presented in Fig. S6.
The optical transparency of a composite film with up-conversion particles was decreased in comparison with CNC films and depends on the Sr0.92Ho0.08F2.08 or Sr0.90Ho0.10F2.10 concentration in the film. For the CNCFP film with 10.9 wt% Sr0.92Ho0.08F2.08 (1.1 wt% Ho), the optical transmission is 44% at 650 nm (Fig. 7f); for 54.5 wt% of Sr0.92Ho0.08F2.08 (5.4 wt% Ho) in the CNCPC film the optical transmission is 22%; for 45.9 wt% of Sr0.90Ho0.10F2.10 (5.6 wt% Ho) in the CNCPC/CNFFP film at 650 nm were registered for Fig. 7g, h, respectively. The optical transparency of falls abruptly upon increasing the up-conversion powder content more than 55 wt%. At that level, the films become almost opaque with the loss of their mechanical strength and flexibility.
The luminescence spectra of CNC and 1:1 CNC/CNF composite films with the same amount of holmium and similar luminescence intensity are shown in Fig. 13.

Up-conversion luminescence spectra of up-conversion cellulose-based films
For a composite material processing, it is very important to determine the optimal component stoichiometry. The surface morphology, up-conversion particles distribution, thermal, optical, and luminescent properties of composite films prove that flexible, durable, translucent, up-conversion cellulose-based films can be produced. Mixed 1:1 CNC/CNF dispersions with Sr0.92Ho0.08F2.08 or Sr0.90Ho0.10F2.10 with the content less than 55 wt% are suitable for excellent quality films preparation.
Conclusions
In the present paper, polymer-inorganic films based on nanocrystalline and nanofibrillated cellulose matrices with SrF2:Ho up-conversion filler powders were prepared for the first time. The influence of nanocellulose properties on the up-conversion films characteristics was determined. The X-ray diffraction data showed that the crystalline structure of nanocellulose and up-conversion particles did not change upon mixing since the positions of all reflections were preserved. The presence of polymer-inorganic interactions between SrF2:Ho particles and cellulose has been confirmed by FT-IR spectroscopy. Hydrogen bond formation played a most important role in composite film stability. Based on SEM/EDX data, the optimal conditions for uniform distribution of SrF2:Ho up-conversion particles in nanocellulose dispersions and films were established. The preparation of homogeneous up-conversion composite films without cracking or film delamination was developed. A 1:1 mixed dispersion of CNC/CNF was shown to be suitable for flexible, durable, translucent, up-conversion composite film production. The spectral and luminescent characteristics of the composite films were investigated. The up-conversion luminescence of CNC/CNF/SrF2:Ho composite films has been studied in the visible spectral range at 5I7 level of Ho3+ ions pumping. High quality translucent films for photonics applications contain 50–60 wt%, 4–6 wt% Ho in Sr0.92Ho0.08F2.08 or Sr0.90Ho0.10F2.10 powders. These films can be used for visualization of near-IR laser radiation, as a luminescent labeling for anticounterfeiting, as a luminescent detector, or for other applications.
References
Abbasi-Moayed S, Golmohammadi H, Hormozi-Nezhad MR (2018) A nanopaper-based artificial tongue: a ratiometric fluorescent sensor array on bacterial nanocellulose for chemical discrimination applications. Nanoscale 10:2492–2502. https://doi.org/10.1039/C7NR05801B
Abitbol T, Kloser E, Gray DG (2013) Estimation of the surface sulfur content of cellulose nanocrystals prepared by sulfuric acid hydrolysis. Cellulose 20:785–794. https://doi.org/10.1007/s10570-013-9871-0
Abitbol T, Rivkin A, Cao Y, Nevo Y, Abraham E, Ben-Shalom T, Lapidot S, Shoseyov O (2016) Nanocellulose, a tiny fiber with huge applications. Curr Opin Biotechnol 39:76–88. https://doi.org/10.1016/j.copbio.2016.01.002
Al-Dulaimi AA, Wanrosli W (2017) Isolation and characterization of nanocrystalline cellulose from totally chlorine free oil palm empty fruit bunch pulp. J Polym Environ 25:192–202. https://doi.org/10.1007/s10924-016-0798-z
Araki J, Wada M, Kuga S, Okano T (2000) Birefringent glassy phase of a cellulose microcrystal suspension. Langmuir 16:2413–2415. https://doi.org/10.1021/la9911180
Auzel F (2004) Upconversion and anti-stokes processes with f and d ions in solids. Chem Rev 104:139–174. https://doi.org/10.1021/cr020357g
Beck-Candanedo S, Roman M, Gray D (2005) Effect of conditions on the properties behavior of wood cellulose nanocrystals suspensions. Biomacromol 6:1048–1054. https://doi.org/10.1021/bm049300p
Benítez AJ, Walther A (2017) Cellulose nanofibril nanopapers and bioinspired nanocomposites: a review to understand the mechanical property space. J Mater Chem A 5:16003–16024. https://doi.org/10.1039/C7TA02006F
Bumbudsanpharoke N, Lee W, Chung U, Ko S (2018) Study of humidity-responsive behavior in chiral nematic cellulose nanocrystal films for colorimetric response. Cellulose 25:305–317. https://doi.org/10.1007/s10570-017-1571-8
Cao Y, Jiang Y, SongY Cao S, Miao M, Feng X, Fang J, Shi L (2015) Combined bleaching and hydrolysis for isolation of cellulose nanofibrils from waste sackcloth. Carbohydr Polym 131:152–158. https://doi.org/10.1016/j.carbpol.2015.05.063
Chen W, Yu H, Liu Y, Chen P, Zhang M, Hai Y (2011) Individualization of cellulose nanofibers from wood using high-intensity ultrasonication combined with chemical pretreatments. Carbohydr Polym 83:1804–1811. https://doi.org/10.1016/j.carbpol.2010.10.040
Chu G, Feng J, Wang Y, Zhang X, Xu Y, Zhang H (2014) Chiral nematic mesoporous films of ZrO2:Eu3+: new luminescent materials. Dalton Trans 43:15321–15327. https://doi.org/10.1039/C4DT00662C
Chu G, Wang X, Chen T, Xu W, Wang Y, Song H, Xu Y (2015) Chiral electronic transitions of YVO4:Eu3+ nanoparticles in cellulose based photonic materials with circularly polarized excitation. J Mater Chem C 3:3384–3390. https://doi.org/10.1039/C4TC02913E
Dai S, Prempeh N, Liu D, Fan Y, Gu M, Chang Y (2017) Cholesteric film of Cu(II)-doped cellulose nanocrystals for colorimetric sensing of ammonia gas. Carbohydr Polym 174:531–539. https://doi.org/10.1016/j.carbpol.2017.06.098
Dong S, Roman M (2007) Fluorescently labeled cellulose nanocrystals for bioimaging applications. J Am Chem Soc 129:13810–13811
Dumanli AG, Kamita G, Landman J, van der Kooij H, Glover BJ, Baumberg JJ, Steiner U, Vignolini S (2014) Controlled, bio-inspired self-assembly of cellulose-based chiral reflectors. Adv Opt Mater 2:646–650. https://doi.org/10.1002/adom.201400112
Elazzouzi-Hafraoui S, Nishiyama Y, Putaux J-L, Heux L, Dubreuil F, Rochas C (2008) The shape and size distribution of crystalline nanoparticles prepared by acid hydrolysis of native cellulose. Biomacromol 9:57–65. https://doi.org/10.1021/bm700769p
Espinosa SC, Kuhnt T, Foster EJ, Weder C (2013) Isolation of thermally stable cellulose nanocrystals by phosphoric acid hydrolysis. Biomacromol 14:1223–1230. https://doi.org/10.1021/bm400219u
Eyholzer C, Bordeanu N, Lopez-Suevos F, Rentsch D, Zimmermann T, Oksman K (2010) Preparation and characterization of water-redispersible nanofibrillated cellulose in powder form. Cellulose 17:19–30. https://doi.org/10.1007/s10570-009-9372-3
Fedorov PP, Luginina AA, Kuznetsov SV, Osiko VV (2011) Nanofluorides. J Fluor Chem 132:1012–1039. https://doi.org/10.1016/j.jfluchem.2011.06.025
Fedorov PP, Luginina AA, Popov AI (2015) Transparent oxyfluoride glass ceramics. J Fluor Chem 172:22–50. https://doi.org/10.1016/j.jfluchem.2015.01.009
Fedorov PP, Luginina AA, Rozhnova YA, Kuznetsov SV, Voronov VV, Uvarov OV, Pynenkov AA, Nishchev KN (2017) Preparation of nanodispersed fluorite-type Sr1−xRxF2+x (R = Er, Yb, Ho) phases from citrate solutions. J Fluor Chem 194:8–15. https://doi.org/10.1016/j.jfluchem.2016.12.003
Feng X, Meng X, Zhao J, Miao M, Shi L, Zhang S, Fang J (2015) Extraction and preparation of cellulose nanocrystals from dealginate kelp residue: structures and morphological characterization. Cellulose 22:1763–1772. https://doi.org/10.1007/s10570-015-0617-z
Frka-Petesic B, Guidetti G, Kamita G, Vignolini S (2017) Controlling the photonic properties of cholesteric cellulose nanocrystal films with magnets. Adv Mater 29:1701469. https://doi.org/10.1002/adma.201701469
Giese M, Blusch LK, Khan MK, MacLachlan M (2015) Functional materials from cellulose-derived liquid crystal templates. J Angew Chem Int Ed 54:2888–2910. https://doi.org/10.1002/anie.201407141
Golmohammadi H, Morales-Narváez E, Naghdi T, Merkoçi A (2017) Nanocellulose in sensing and biosensing. Chem Mater 29:5426–5446
Gray DG (2016) Recent advances in chiral nematic structure and iridescent color of cellulose nanocrystal films. Nanomaterials 6:213. https://doi.org/10.3390/nano6110213
Gray DG, Mu X (2015) Chiral nematic structure of cellulose nanocrystal suspensions and films; polarized light and atomic force microscopy. Materials 8:7873–7888. https://doi.org/10.3390/ma8115427
Grishkewich N, Mohammed N, Tang J, Tam KC (2017) Recent advances in the application of cellulose nanocrystals: a review. Curr Opin Colloid Interface Sci 29:32–45. https://doi.org/10.1016/j.cocis.2017.01.005
Gu Z, Yan L, Tain G, Li S, Chai Z, Zhao Y (2013) Resent advances in design and fabrication of upconversion nanoparticles and their safe theranostics application. Adv Mater 25:3758–3779
Haase M, Schäfer H (2011) Upconverting nanoparticles. Angew Chem Int Ed 50:5808–5829
Habibi Y (2014) Key advances in the chemical modification of nanocelluloses. Chem Soc Rev 43:1519–1542. https://doi.org/10.1039/c3cs60204d
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem Rev 110:3479–3500. https://doi.org/10.1021/cr900339w
Hamid SBA, Zain SK, Das R, Centi G (2016) Synergic effect of tungstophosphoric acid and sonication for rapid synthesis of crystalline nanocellulose. Carbohydr Polym 138:349–355. https://doi.org/10.1016/j.carbpol.2015.10.023
Hassan ML, Fadel SM, Moorefield C, Newkome GR (2014) Dendronized cellulose nanocrystals as templates for preparation of zns and cds quantum dots. J Macromol Sci A 51:743–749. https://doi.org/10.1080/10601325.2014.936296
Haywood AD, Davis VF (2017) Effects of liquid crystalline and shear alignment on the optical properties of cellulose nanocrystal films. Cellulose 24:705–716. https://doi.org/10.1007/s10570-016-1150-4
Ioelovich MY (2012) Study of cellulose interaction with concentrated solutions of sulfuric acid. ISRN Chem Eng. https://doi.org/10.5402/2012/428974
Ioelovich MY (2016) Models of supramolecular structure and properties of cellulose. Polym Sci Ser A 58:925–943. https://doi.org/10.7868/S2308112016060109
Ji S, Jang J, Cho E, Kim SH, Kang ES, Kim J, Kim HK, Kong H, Kim SK, Kim JY, Park JU (2017) High dielectric performances of flexible and transparent cellulose hybrid films controlled by multidimensional metal nanostructures. Adv Mater 29:1700538. https://doi.org/10.1002/adma.201700538
Jiang H, Zhou D, Qu D, Chu G, Xu W, Song H, Xu Y (2016) Self-organized helical superstructure of photonic cellulose loaded with upconversion nanoparticles showing modulated luminescence. RSC Adv 6:76231–76236. https://doi.org/10.1039/C6RA13894B
Jonoobil M, Oladi R, Davoudpour Y, Oksman K, Dufresne A, Hamzeh Y, Davoodi R (2015) Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: a review. Cellulose 22:935–969. https://doi.org/10.1007/s10570-015-0551-0
Junka K, Guo J, Filpponen I, Laine J, Rojas OJ (2014) Modification of cellulose nanofibrils with luminescent carbon dots. Biomacromol 15:876–881. https://doi.org/10.1021/bm4017176
Kaiser M, Wurth C, Kraft M, Hyppanen I, Soukka T, Resch-Genger U (2017) Power-dependent upconversion quantum yield of NaYF4:Yb3+, Er3+ nano- and micrometer-sized particles—measurements and simulations. Nanoscale 9:10051–10058. https://doi.org/10.1039/C7NR02449E
Kelly JA, Shopsowitz KE, Ahn JM, Hamad WY, MacLachlan MJ (2012) Chiral nematic stained glass: controlling the optical properties of nanocrystalline cellulose-templated materials. Langmuir 28:17256–17262. https://doi.org/10.1021/la3041902
Kim DY, Lee BM, Koo DH, Kang PH, Jeun JP (2016) Preparation of nanocellulose from a kenaf core using E-beam irradiation and acid hydrolysis. Cellulose 23:3039–3049. https://doi.org/10.1007/s10570-016-1037-4
Klemm D, Heublein B, Fink H-P, Bohn A (2005) Cellulose: fascinating biopolymer and sustainable raw material. Angew Chem Int Ed 44:3358–3393. https://doi.org/10.1002/anie.200460587
Klemm D, Kramer F, Moritz S, Lindstrom T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials: a review. Angew Chem Int Edit 50:5438–5466. https://doi.org/10.1002/anie.201001273
Kuznetsov S, Ermakova Y, Voronov V, Fedorov P, Busko D, Howard IA, Richards BS, Turshatov A (2018) Up-conversion quantum yield of SrF2:Yb3+, Er3+ sub-micron particles prepared by precipitation from aqueous solution. J Mater Chem C 6:598–604. https://doi.org/10.1039/c7tc04913g
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90:735–764
Lee BM, Jeun JP, Kang PH, Choi JH, Hong SK (2017) Isolation and characterization of nanocrystalline cellulose from different precursor materials. Fibers Polym 18:272–277. https://doi.org/10.1007/s12221-017-6548-6
Li M, Li X, Xiao HN, James TD (2017) Fluorescence sensing with cellulose-based materials. ChemistryOpen 6:685–696. https://doi.org/10.1002/open.201700133
Ličen M, Majaron B, Noh J, Schütz C, Bergström L, Lagerwall J, Drevenšek-Olenik I (2016) Correlation between structural properties and iridescent colors of cellulose nanocrystalline films. Cellulose 23:3601–3609. https://doi.org/10.1007/s10570-016-1066-z
Lin N, Dufresne A (2014) Nanocellulose in biomedicine: current status and future. EurPolym J 59:302–325. https://doi.org/10.1016/j.eurpolymj.2014.07.025
Liu D, Zhong T, Chang PR, Li K, Wu Q (2010) Starch composites reinforced by bamboo cellulosic crystals. Biores Technol 101:2529–2536. https://doi.org/10.1016/j.biortech.2009.11.058
Liu D, Wang S, Ma Z, Tian D, Gu M, Lin F (2014) Structure-color mechanism of iridescent cellulose nanocrystal films. RSC Adv 4:39322–39331. https://doi.org/10.1039/c4ra06268j
Lyapin AA, Ryabochkina PA, Chabushkin AN, Ushakov SN, Fedorov PP (2015) Investigation of the mechanisms of upconversion luminescence in Ho3+ doped CaF2 crystals and ceramics upon excitation of 5I7 level. J Lumin 167:120–125. https://doi.org/10.1016/j.jlumin.2015.06.01
Lyapin AA, Kuznetsov SV, Ryabochkina PA, Merculov AP, Chernov MV, Ermakova YA, Luginina AA, Fedorov PP (2017) Upconversion luminescence of Ca1−xHoxF2+x and Sr0.98–xEr0.02HoxF2.02+x powders upon excitation by an infrared laser. Laser Phys Lett 14:076003
Magyar A, Hu W, Shanley T, Flatte ME, Hu E, Aharanovich I (2014) Synthesis of luminescent europium defects in diamond. Nat Commun 5:3523
Martins MA, Teixeira EM, Corrêa AC, Ferreira M, Mattoso LHC (2011) Extraction and characterization of cellulose whiskers from commercial cotton fibers. J Mater Sci 46:7858–7864. https://doi.org/10.1007/s10853-011-5767-2
Miao M, Zhao J, Feng X, Cao Y, Cao S, Zhao Y, Ge X, Sun L, Shi L, Fang J (2015) Fast fabrication of transparent and multi-luminescent TEMPO-oxidized nanofibrillated cellulose nanopaper functionalized with lanthanide complexes. J Mater Chem C 3:2511–2517. https://doi.org/10.1039/C4TC02622E
Mondal S (2017) Preparation, properties and applications of nanocellulosic materials. Carbohydr Polym 163:301–316. https://doi.org/10.1016/j.carbpol.2016.12.050
Montanar S, Roumani M, Heux L, Vignon MR (2005) Topochemistry of carboxylated cellulose nanocrystals resulting from TEMPO-mediated oxidation. Macromolecules 38:1665–1671. https://doi.org/10.1021/ma048396c
Moon RJ, Schueneman GT, Simonsen J (2016) Overview of cellulose nanomaterials, their capabilities and applications. JOM 68:2383–2394. https://doi.org/10.1007/s11837-016-2018-7
Morales-Narváez E, Golmohammadi H, Naghdi T, Yousefi H, Kostiv U, Horák D, Pourreza N, Merkoçi A (2015) Nanopaper as an optical sensing platform. ACS Nano 9:7296–7305
Mu X, Gray DG (2014) Formation of chiral nematic films from cellulose nanocrystal suspensions is a two-stage process. Langmuir 30:9256–9260. https://doi.org/10.1021/la501741r
Naderi A (2017) Nanofibrillated cellulose: properties reinvestigated. Cellulose 24:1933–1945. https://doi.org/10.1007/s10570-017-1258-1
Nam S, French AD, Condon BD, Concha M (2016) Segal crystallinity index revisited by the simulation of X-ray diffraction patterns of cotton cellulose Ib and cellulose II. Carbohydr Polym 135:1–9. https://doi.org/10.1016/j.carbpol.2015.08.035
Nedielko M, Alekseev O, Chornii V, Kovalov K, Lazarenko M, Nedilko S, Scherbatskyi V, Boyko V, Sheludko V (2018) Structure and properties of microcrystalline cellulose “ceramics-like” composites incorporated with LaVO4:Sm oxide compound. Acta Phys Pol A 133:838–842. https://doi.org/10.12693/APhysPolA.131.838
Neto WPF, Putaux JL, Mariano M, Ogawa Y, Otaguro H, Pasquinia D, Dufresne A (2016) Comprehensive morphological and structural investigation of cellulose I and II nanocrystals prepared by sulphuric acid hydrolysis. RSC Adv 6:76017–76027. https://doi.org/10.1039/C6RA16295A
Nguyen TD, Hamad WY, MacLachlan MJ (2017) Near-IR-sensitive upconverting nanostructured photonic cellulose films. Adv Opt Mater 5:1600514. https://doi.org/10.1002/adom.201600514
Nishiyama Y, Langan P, Chanzy H (2002) Crystal structure and hydrogen-bonding system in cellulose Iβ from synchrotron X-ray and neutron fiber diffraction. J Am Chem Soc 124:9074–9082. https://doi.org/10.1021/ja0257319
Niu F, Li M, Huang Q, Zhang X, Pan W, Yang J, Li J (2017) The characteristic and dispersion stability of nanocellulose produced by mixed acid hydrolysis and ultrasonic assistance. Carbohydr Polym 165:197–204. https://doi.org/10.1016/j.carbpol.2017.02.048
Oguzlu H, Danumah C, Boluk Y (2017) Colloidal behavior of aqueous cellulose nanocrystal suspensions. Curr Opin Colloid Interface Sci COCIS 29:46–56. https://doi.org/10.1016/j.cocis.2017.02.002
Pak AM, Ermakova JA, Kuznetsov SV, Ryabova AV, Pominova DV, Voronov VV (2017) Efficient visible range SrF2:Yb:Er- and SrF2:Yb:Tm-based up-conversion luminophores. J Fluor Chem 194:16–22. https://doi.org/10.1016/j.jfluchem.2016.12.002
Pan J, Hamad W, Straus SK (2010) Parameters affecting the chiral nematic phase of nanocrystalline cellulose films. Macromolecules 43:3851–3858. https://doi.org/10.1021/ma902383k
Park JH, Noh JH, Schütz C, Salazar-Alvarez G, Scalia G, Bergström L, Lagerwall JFP (2014) Macroscopic control of helix orientation in films dried from cholesteric liquid-crystalline cellulose nanocrystal suspensions. ChemPhysChem 15:1477–1484. https://doi.org/10.1002/cphc.201400062
Parker RM, Guidetti G, Williams CA, Zhao T, Narkevicius A, Vignolini S, Frka-Petesic B (2017) The self-assembly of cellulose nanocrystals: hierarchical design of visual appearance. Adv Mater 29:1704477. https://doi.org/10.1002/adma.201704477
Qing Y, Sabo R, Wu Y, Zhu JY, Cai Z (2015) Self-assembled optically transparent cellulose nanofibril films: effect of nanofibril morphology and drying procedure. Cellulose 22:1091–1102. https://doi.org/10.1007/s10570-015-0563-9
Querejeta-Fernandez A, Kopera B, Prado KS, Klinkova A, Methot M, Chauve G, Bouchard J, Helmy AS, Kumacheva E (2015) Circular dichroism of chiral nematic films of cellulose nanocrystals loaded with plasmonic nanoparticles. ACS Nano 9:10377–10385. https://doi.org/10.1021/acsnano.5b04552
Querejeta-Fernández A, Chauve G, Metho M, Bouchard J, Kumacheva E (2014) Chiral plasmonic films formed by gold nanorods and cellulose nanocrystals. J Am Chem Soc 136:4788–4793. https://doi.org/10.1021/ja501642p
Revol JF, Godbout L, Gray DG (1998) Solid self-assembled films of cellulose with chiral nematic order and optically variable properties. J Pulp Paper Sci 24:146–149
Ritter B, Krahl T, Scholz G, Kemnitz E (2016) Local structures of solid solutions Sr1−xYxF2+x (x = 0…0.5) with fluorite structure prepared by sol-gel and mechanochemical syntheses. J Phys Chem C 120:8992–8999. https://doi.org/10.1021/acs.jpcc.6b01834
Rozhnova YA, Luginina AA, Voronov VV, Ermakov RP, Kuznetsov SV, Ryabova AV, Pominova DV, Arbenina VV, Osiko VV, Fedorov PP (2014) White light luminophores based on Yb3+/Er3+/Tm3+-coactivated strontium fluoride powders. Mater Chem Phys 148:201–207
Rozhnova YA, Kuznetsov SV, Luginina AA, Voronov VV, Ryabova AV, Pominova DV, Ermakov RP, Usachev VA, Kononenko NE, Baranchikov AE, Ivanov VK, Fedorov PP (2016) New Sr1−x−zRx(NH4)zF2+x−z (R = Yb, Er) solid solution as precursor for high efficiency up-conversion luminophor and optical ceramics on the base of strontium fluoride. Mater Chem Phys 172:150–157. https://doi.org/10.1016/j.matchemphys.2016.01.055
Salas C, Nypelö T, Rodriguez-Abreu C, Carrillo C, Rojas OJ (2014) Nanocellulose properties and applications in colloids and interfaces. Curr Opin Colloid Interface Sci COCIS 19:383–396. https://doi.org/10.1016/j.cocis.2014.10.003
Sedov VS, Kuznetsov SV, Ralchenko VG, Mayakova MN, Krivobok VS, Savin SS, Martyanov AK, Romanishkin ID, Khomich AA, Fedorov PP, Konov VI (2017) Diamond-EuF3 nanocomposites with bright orange photoluminescence. Diam Relat Mater 72:47–52. https://doi.org/10.1016/j.diamond.2016.12.022
Shanmugam K, Doosthosseini H, Varanasi S, Garnier G, Batchelor W (2018) Flexible spray coating process for smooth nanocellulose film production. Cellulose 25:1725–1741. https://doi.org/10.1007/s10570-018-1677-
Shopsowitz KE, Hamad WY, MacLachlan MJ (2011) Chiral nematic mesoporous carbon derived from nanocrystalline cellulose. J Angew Chem Int Ed 50:10991–10995. https://doi.org/10.1002/anie.201105479
Shopsowitz KE, Stahl A, Hamad WY, MacLachlan MJ (2012) Hard templating of nanocrystalline titanium dioxide with chiral nematic ordering. J Angew Chem Int Ed 51:6886–6890. https://doi.org/10.1002/anie.201201113
Siro I, Plackett D (2010) Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 17:459–494. https://doi.org/10.1007/s10570-010-9405-y
Sirviö JA, Visanko M, Liimatainen H (2016) Acidic deep eutectic solvents as hydrolytic media for cellulose nanocrystal production. Biomacromol 17:3025–3032. https://doi.org/10.1021/acs.biomac.6b00910
Sun B, Zhang M, Hou Q, Liu R, Wu T, Si C (2016) Further characterization of cellulose nanocrystal (CNC) preparation from sulfuric acid hydrolysis of cotton fibers. Cellulose 23:439–450. https://doi.org/10.1007/s10570-015-0803-z
Sun X, Wu Q, Zhang X, Ren S, Lei T, Li W, Xu G, Zhang Q (2018) Zhang Nanocellulose films with combined cellulose nanofibers and nanocrystals: tailored thermal, optical and mechanical properties. Cellulose 25:1103–1115. https://doi.org/10.1007/s10570-017-1627-9
Tardy BL, Ago M, Guo J, Borghei M, Kämäräinen T, Rojas OJ (2017) Optical properties of self-assembled cellulose nanocrystals films suspended at planar–symmetrical interfaces. Small 13:1702084. https://doi.org/10.1002/smll.201702084
Vicente AT, Araújo A, Mendes MJ, Nunes D, Oliveira MJ, Sanchez-Sobrado O, Ferreira MP, Águas H, Fortunato E, Martins R (2018) Multifunctional cellulose-paper for light harvesting and smart sensing applications. J Mater Chem C 6:3143–3181. https://doi.org/10.1039/C7TC05271E
Wilts BD, Dumanli AG, Middleton R, Vukusic P, Vignolini S (2017) Chiral optics of helicoidal cellulose nanocrystal films. APL Photonics 2:040801. https://doi.org/10.1063/1.4978387
Wu CN, Yang Q, Takeuchi M, Saito T, Isogai A (2014) Highly tough and transparent layered composites of nanocellulose and synthetic silicate. Nanoscale 6:392–399. https://doi.org/10.1039/C3NR04102F
Xue J, Song F, Yin X, Wang X, Wang Y (2015) Let it shine: a transparent and photoluminescent foldable nanocellulose/quantum dot paper. ACS Appl Mater Interfaces 7:10076–10079. https://doi.org/10.1021/acsami.5b02011
Xue B, Zhang Z, Sun Y, Wang J, Jiang H, Du M, Chi C, Li X (2018) Near-infrared emissive lanthanide hybridized nanofibrillated cellulose nanopaper as ultraviolet filter. Carbohydr Polym 186:176–183. https://doi.org/10.1016/j.carbpol.2017.12.088
Yagoub MYA, Swart HC, Noto LL, O’Connel JH, Lee ME, Coetsee E (2014) The effects of Eu-concentrations on the luminescent properties of SrF2: Eu nanophosphor. J Lumin 156:150–156. https://doi.org/10.1016/j.jlumin.2014.08.014
Yagoub MYA, Swart HC, Coetsee E (2015) Concentration quenching, surface and spectral analyses of SrF2:Pr3+ prepared by different synthesis techniques. Opt Mat 42:204–209. https://doi.org/10.1016/j.optmat.2015.01.011
Zeng JH, Su J, Li ZH, Yan RX, Li YD (2005) Synthesis and upconversion luminescence of hexagonal-phase NaYF4:Yb, Er3 + , phosphors of controlled size and morphology. Adv Mater 17:2119–2123
Zhang Z, Chang H, Xue B, Han Q, Lü X, Zhang S, Li X, Zhu X, Wong W, Li K (2017) New transparent flexible nanopaper as ultraviolet filter based on red emissive Eu(III) nanofibrillated cellulose. Opt Mat 73:747–753. https://doi.org/10.1016/j.optmat.2017.09.039
Zhang L, Lyu S, Chen Z, Wang S (2018) Fabrication flexible and luminescent nanofibrillated cellulose films with modified SrAl2O4: Eu, Dy phosphors via nanoscale silica and aminosilane. Nanomaterials 8:352–366. https://doi.org/10.3390/nano8050352
Zhao J, Wei Z, Feng X, Miao M, Sun L, Cao S, Shi L, Fang J (2014) Luminescent and transparent nanopaper based on rare-earth up-converting nanoparticles grafted nanofibrillated cellulose derived from garlic skin. ACS Appl Mater Interfaces 6:14945–14951. https://doi.org/10.1021/am5026352
Zor E (2018) Silver nanoparticles-embedded nanopaper as a colorimetric chiral sensing platform. Talanta 184:149–155. https://doi.org/10.1016/j.talanta.2018.02.096
Zor E, SabriAlpaydin S, Arici A, Muhammed EsadSaglam ME, Bingol H (2018) Photoluminescentnanopaper-based microcuvette for iodide detection in seawater. Sens Actuators B Chem 254:1216–1224. https://doi.org/10.1016/j.snb.2017.07.208
Acknowledgments
We thank Polycell LLC for providing powdered cellulose PCC-0.25 sample and Biokhim LLC for providing Avicel PC105 microcrystalline cellulose sample. The support from Russian Foundation for Basic Research (Grant 16-29-11784-ofi-m) is greatly acknowledged. Authors express their sincere gratitude to Richard L. Simoneaux, and Elena V. Chernova for their most kind assistance in the preparation of the present manuscript and Vladimir N. Kryazhev for polymerization degree analysis.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Fedorov, P.P., Luginina, A.A., Kuznetsov, S.V. et al. Composite up-conversion luminescent films containing a nanocellulose and SrF2:Ho particles. Cellulose 26, 2403–2423 (2019). https://doi.org/10.1007/s10570-018-2194-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-2194-4