
Abstract
Recent developments in biocatalysis, where implementation beyond the laboratory has been demonstrated, are explored: the use of transglutaminases to modify foods, reduce allergenicity and produce advanced materials, lipases for biodiesel production, and transaminases for biochemical production. The availability and application of enzymes at pilot and larger scale opens up possibilities for further improvements of biocatalyst-based processes and the development of new processes. Enzyme production, stability, activity, re-use, and product retrieval are common challenges for biocatalytic processes. We explore recent advances in biocatalysis within the process chain, such as protein engineering, enzyme expression, and biocatalyst immobilization, in the context of these challenges.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The demand for new bioactive molecules, functional foods, biobased products, low-and energy catalysis has fueled biocatalyst research and development. The increased R & D activity in established industry, formation of start up companies, and the enhanced interface between academia and industry has resulted in many exciting developments. While many elaborations are at lab-scale we have primarily focused here on a subset of biocatalytic reactions that have progressed beyond laboratory scale.
Enzymes are well known for their diversity and capacity to perform chemical reactions under moderate conditions such at 30 °C and pH 7.0 (Nestl et al. 2011). Microbial cells as well as enzymes have been employed as biocatalysts to produce a variety of products such as fuels, chemicals, and polymers (Illanes et al. 2012; Nestl et al. 2014). The vast majority of studies in biocatalysis work on the premise of the potential of the target product or the biocatalyst. The conversion of this potential into reality is full of challenges such as biocatalyst discovery or improvement, bioprocess development, and product retrieval. Therefore development of a biocatalytic process is multidisciplinary and typically, but not exclusively, requires input from biologists (biochemist, microbiologist), chemists (synthetic, analytical, process), and engineers (chemical, process). While this multidisciplinary nature of biocatalysis is known, there is initially a strong focus on improving productivity of the biocatalyst through metabolic engineering, protein engineering which are in the realm of molecular biology. Bioprocess development comes later but at this relatively early point in the technological readiness level (TRL) the engagement between biologists and chemists/engineers is often absent. However, the integration of activities early on can greatly benefit both upstream and downstream development. For example if one considers that biocatalytic reactions typically produce dilute solutions of the product (e.g. 50–200 g l−1) which can be inhibitory to the biocatalyst or unstable in aqueous environments, the interaction of biologists handling the biocatalyst with downstream engineers can positively influence a bioprocess so that efficient extraction and stability of the product can be achieved. This could require a two phase system (organic-aqueous) or lower temperatures of operation and so interaction of various players in the process chain early on, can save time and result in the development of a robust industrial process. Indeed the extraction of dilute product from the aqueous medium can be challenging and significantly adds to the cost of production (Jegannathan and Nielsen 2013; Nestl et al. 2011) and so dealing with this challenge early on is as important as improving the activity of the biocatalyst.
While the majority of biocatalytic processes face common challenges such as efficient biocatalyst production, achieving a high rate of reaction, high yield (by products, incomplete biotransformations), high volumetric productivity, biocatalyst inhibition/loss of activity, and product extraction, each biotransformation can have its own specific challenges. Following this initial development phase the scale up of the biocatalytic process is the next challenge where issues such as mass transfer, microbial stability, and maintaining volumetric productivity come into play. Dach et al. (2012) reported that the volume–time-output (VTO) factor or volumetric productivity has the highest impact on the process viability in active pharmaceutical ingredients (API) production. Despite all of these challenges biocatalytically generated products are emerging from laboratories, pilot plants and making their way into the market (MarketsandMarkets 2013).
Here we review the use of biocatalysis in food, pharmaceutical and fuel products where investigations and demonstrations beyond laboratory scale have been recently achieved. We also examine current laboratory based research activity addressing similar and related challenges in these sectors.
Microbial transglutaminases: Rising to the challenges of competitive markets in the food sector and opportunities in an emerging bioeconomy
The application of biotechnology in the food industry has been in existence for many years. Technical enzyme preparations have been applied in food production and processing from the early 1,900s (James and Simpson 1996). Today’s food and beverage manufacturers are facing increasing demand for quality products with fewer additives and preservatives. In addition, food materials are often considered not only a source of nutrients and energy but also contributing additional benefits to the health of consumers i.e. functional foods and nutriceuticals. Enzymes used in food processing are considered natural food additives and form an integral part of the global food additives industry. The global food and beverage enzymes market was valued at $1.36 billion in 2012 and is estimated to reach $2.3 billion by 2018, growing at rate of 8 % from 2013 to 2018 (Markets and Markets 2013). Part of this growth can be attributed to diversified applications of food enzymes as biocatalysts and the growing demands for improved, healthy and nutritious processed foods (Markets and Markets 2013; Ramos and Malcata 2011).
Food modification
As the consumption of low calorie and gluten-free food products increased, the enzymatic cross-linking that plays important part in food texture and stability has gained increased importance (Ramos and Malcata 2011; Smerdel et al. 2012). Oftentimes, these inter- and intra-crosslinking reactions alter numerous functional characteristics including viscosity, gelation, solubility, heat stability, and water holding capacity of a given protein system and therefore the final product (Ramos and Malcata 2011). In this respect, over the past few years microbial transglutaminases (MTGs) have attracted interest for these food modification applications (de Goes-Favoni and Bueno 2014; Kieliszek and Misiewicz 2014; Martins et al. 2014; Rachel and Pelletier 2013).
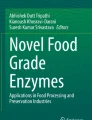
Transglutaminase (glutaminyl-peptide: amine γ -glutamyltransferase, EC 2.3.2.13) from Streptoverticillium mobaraense strain S-8112 (Kanaji et al. 1993) is used for cross-linking reactions through involving protein-bound glutaminyl residues (acyl donor) and primary amines (acyl acceptors), including the ε-amino group of lysine residues (Fig. 1; De Jong and Koppelman 2002). Furthermore, in the presence of water and the absence of free amine groups, MTGs catalyze a deamination whereby water acts as an acyl acceptor (Fig. 1).

Reactions catalyzed by microbial transglutaminase (protein crosslinking; incorporation of free amine and hydrolysis of glutamine residue into glutamate; adapted from Gerrard et al. (2001)
In contrast to transglutaminases of animal origin, MTGs are monomeric polypeptides of low molecular weight (approximately 30–38 kDa), with Ca2+-independent activity and stability over a wide range of pH (4.5–8.5) and temperature (Kieliszek and Misiewicz 2014; Kuraishi et al. 2001). Numerous protein substrates have been identified for this enzyme including soy, whey, casein, myosin, gluten, oat globulin, peanuts (Di Pierro et al. 2013; Kuraishi et al. 2001; Lim et al. 2011; Renzetti et al. 2012; Schoenlechner et al. 2013; Stangierski et al. 2014). Activa EB, Activa WM, Sapronga TG1 are some of the commercially available MTG preparations. The potential of MTGs is reflected in the nearly 400 published reports per year over the last 5 years on biosynthesis and applications of these enzymes.
Unconventional applications of microbial transglutaminases (MTG)
Traditionally, commercially-available MTG were mainly used to improve textural properties of protein-gel-based dairy and meat products (James and Simpson 1996; De Jong and Koppelman 2002). Nowadays, with the challenges of sustainability and developing functional novel foods and products, microbial transglutaminases have been used in the development of entirely new products such as edible protein films used for food protection (Di Pierro et al. 2013). MTGs are more frequently used as protein modifiers to improve nutritional value of specific proteins or to lower allergenic potential (Giosafatto et al. 2012; Han et al. 2013; Heredia-Sandoval et al. 2014). Olivier et al. (2012) found that inducing polymerization of β-lactoglobulin using MTGs decreased in vivo allergenicity but did not decrease in vitro humoral or ex vivo cell-mediated immunoreactivity. Also treatment of gluten with MTG reduced its allergenicity (Clare and Daubert 2011; Erickson et al. 2012; Heredia-Sandoval et al. 2014). On the other hand, novel probiotic delivery system that efficiently releases Lactobacillus bulgaricus into the lower intestines was developed using MTG cross-linked soy protein incorporated with agro-wastes (Yew et al. 2011) demonstrating the scope of applications of these enzymes.
Protein engineering of MTGs
The majority of biotechnological improvements of MTGs focus on optimization of production medium to reduce the cost of production (Zhang et al. 2009). This may be the most suitable strategy for bioprocess improvement for the application of enzymes in the food processing, as it avoids the sensitive issue of genetic modification. However, MTGs have great potential in the manufacture of the advanced materials used in cosmetics (e.g. thermostable microcapsules) or in textile industry (e.g. leather processing) where high reaction rates and operation temperatures (>50 °C) are needed. Therefore, various enzyme engineering approaches have also been applied to improve MTG activity on laboratory scale (Buettner et al. 2012; Yokoyama et al. 2010). Yokoyama et al. (2010) doubled the specific activity of MTG from S. mobaraense through water-accessible surface hot-spot region-oriented rational mutagenesis and coupled this approach with random mutagenesis of the whole region of the MTG gene. The rational design, focused on a surface area within a 15 Å space from the active site Cys64 resulted in 32 mutants exhibiting higher specific activity than the wild type. With a Ser199Ala mutant containing an additional N-terminal tetrapeptide the highest specific activity was achieved through random mutagenesis whereby the library of 24,000 mutants was generated with another 10 mutants exhibiting higher specific activity than the wild type (Yokoyama et al. 2010). More recently, the thermostability of S. mobaraensis MTG was further improved by saturation mutagenesis and DNA-shuffling (Buettner et al. 2012). Saturation mutagenesis at seven hot spots evolved by random mutagenesis yielded two interesting MTG variants i.e. a variant with nearly two-fold higher specific activity and a temperature optimum of 55 °C, and a triple mutant that exhibited a temperature optimum of 60 °C, which was 10 °C higher than that of the wild-type enzyme (Buettner et al. 2012).
MTG outlook
While MTGs are currently applied in industry there is further potential for exploitation. A better understanding and characterization of the substrate specificity of these enzymes remains to be achieved. This would enable further optimizations of these enzymes for novel processes and applications beyond food (material science, medical engineering, textiles and leather processing). Cost reductions for the application in food industry could be achieved through optimization of MTG production processes and increased catalytic efficiency, activity and stability of enzyme used in industrial conditions.
Microbial transaminases (TA) in the production of active pharmaceutical ingredients (API)
Enantiomerically pure amines represent highly valuable building blocks found in 70 % of all pharmaceuticals, with the global market estimated at US$ 9.5 billion per annum (Rouhi 2004; Simon et al. 2013). Synthetic methods to introduce the amine group can be non-trivial, time consuming, require undesirable solvents, energetic reagents or scarce metals as catalysts (Dunn 2012). A “green alternative” to the conventional metal catalysed reductive aminations would be the use of biocatalysts (Dunn 2012). Some of the established biocatalysts for the synthesis of the chiral amines are transaminases (TA), monoamine oxidases and lyases (Huisman and Collier 2013; Kroutil et al. 2013). In this section an overview of recent TA applications in the synthesis of commercialized APIs and intermediates is given (Table 1; Fig. 2).

a Schematic diagram of transaminase (TA) catalysed reductive amination. b Transaminase (TA) catalysed synthesis of antidiabetic drug sitagliptin
Pilot and large-scale processes
The first kilogram-scale synthesis of an orexin receptor antagonist, a candidate for the treatment of insomnia was recently reported (Girardin et al. 2013). An (R)-selective TA was employed as one of the nine synthetic steps. The rate of the TA catalysed reaction was further improved by employing two additional enzymes, lactate dehydrogenase, which reduced the reaction by-product pyruvate to lactate, and glucose dehydrogenase needed to recycle NADH cofactor for lactate dehydrogenase.
A TA has also been used in the manufacture of an inhibitor of JAK2 kinase, which could be used for the treatment of idiopathic myelofibrosis and polycythaemia rubra vera (Frodsham et al. 2013). The bottleneck in the scale-up of the known chemical synthesis route was unwanted epimerisation of the key chiral amine coupling partner, which required chiral chromatography, an undesirable process from the industrial point of view. Applying Vibrio fluvialis TA activity to the multistep process provided an alternative route to the JAK2 kinase inhibitor (Table 1).
Protein engineering of transaminases
TAs are generally stable and highly enantioselective enzymes (Rudat et al. 2012). Even though TAs require PLP as a cofactor, there is no need for external cofactor recycling, which makes them very attractive as biocatalysts (Kohls et al. 2014). However the rate of reaction and affinity of the enzyme for substrates can be limiting factors for commercial application of these enzymes. Several strategies were employed in the past few years to overcome the problems related to low TA activity rates.
Protein engineering is now commonplace in strategies to improve biocatalyst performance (Woodley 2013). A major challenge in the directed evolution of TAs is development of high throughput assays. A plethora of enzymatic colorimetric assays has been developed (Mathew et al. 2013). Some of the assays are based on specific ketone or amino donors and therefore cannot be used as a general TA activity screening assay. Assays based on liquid chromatography often require product derivatization hampering high throughput screening.
Savile et al. (2010) reported the development of a new biocatalyst and a process to replace a rhodium-catalysed large-scale production of sitagliptin, an anti-hyperglycemic drug used in diabetes type II treatment. By rational design and directed evolution a variant of TA originating from Arthrobacter sp. with activity toward prositagliptin ketone (1-[5,6-dihydro-3-(trifluoromethyl)-1,2,4-triazolo[4,3-a]pyrazin-7(8H)-yl]-4-(2,4,5-trifluorophenyl)-1,3-Butanedione) was designed (Fig. 2b). In the directed evolution of TA toward prositagliptin, automatized laboratory workstations and HPLC were used (Savile et al. 2010). The variants with improved activity toward prositagliptin ketone were subjected to additional rounds of directed evolution in order to create an enzyme with increased in-process stability. The final catalyst showed turnovers ranging from 24.8 to 48 g g−1 TA day−1 at a kilogram production scale, which is a 34,000-fold improvement compared to the variant after the first round of directed evolution. The overall yield of the new process is 10–13 % higher compared to rhodium-catalysed process, with 19 % reduction of total waste production and a claimed reduction in total manufacturing cost (Savile et al. 2010).
Projected costs of the chemical route for the synthesis of imagabalin, an advanced candidate for the treatment of anxiety disorder were too high for commercial manufacturing. Broadening of the V. fluvialis TA substrate range afforded synthesis of the key intermediate in the production of imagabalin with 60-fold improved initial velocity of the reaction compared to the wild type (Midelfort et al. 2013). Nevertheless, the catalyst productivity under process relevant conditions was only 0.075 g TA g−1 day−1 and further improvements will be required to make this enzyme commercially useful.
Using rational design and introducing only a single point mutation a substrate-dependant switch of enantioselectivity of a TA was achieved (Svedendahl et al. 2010). Thermostable (S)-selective omega TA variant previously employed in a large-scale production of chiral amines was used as a starting point for the switch of enantioselectivity from (S) to (R) when 4-fluorophenylacetone was used as an amino group acceptor (Svedendahl et al. 2010).
TA-based process design
Unfavourable thermodynamic equilibria and acute product inhibition present further challenges in transaminase-catalysed reactions (Seo et al. 2011; Truppo et al. 2010). The easiest way to shift the equilibrium toward the product side is to add excess of the amino donor. Having in mind the industrial scale of the process, the amino donor should be cost-effective and easily obtainable. Isopropylamine used in sitagliptin biosynthesis fulfils those requirements; moreover the by-product formed during the reaction is acetone which can be easily removed. o-xylylenediamine was also proposed as a donor, removing the need for the by-product removal (Green et al. 2014). This donor does not have to be used in excess because it is converted to an aromatic by-product that undergoes spontaneous polymerization to form a coloured precipitate. However o-xylylenediamine is several orders of magnitude more expensive than the currently favoured donor, isopropylamine.
Liquid–liquid extraction under either acidic or basic conditions provides an efficient tool for separating the amine from other components of the reaction (Tufvesson et al. 2011). In the process development for the sitagliptin manufacture acidification and subsequent filtration of the reaction batch allowed for efficient product recovery, with minimal emulsification and complete enzyme elimination from the product containing organic phase (Savile et al. 2010). Another option for product recovery could be the use of an ion-exchange resin for amine product adsorption and subsequent recovery by filtration and washing (Truppo et al. 2010).
Downstream processing can be facilitated by enzyme immobilisation which enhances enzyme stability and the economics of a biocatalytic process (Brena and Batista-Viera 2006). The immobilisation of TA used for sitagliptin production increased the enzymes’ robustness under process conditions and allowed the catalyst recycling which enabled significant reduction in the amount of enzyme required compared to the soluble enzyme process (Truppo et al. 2012). Furthermore, adding the organic solvent at the end of reaction allowed for facile product recovery, while the enzyme denatured as the consequence of organic solvent addition was separated by filtration.
While there is some evidence in the literature that access of the TA to substrate can be limited in whole cells and that undesirable reactions and formation of by-products could take place (Tufvesson et al. 2011), other studies show similar rates of substrate transformation for whole-cell and cell free systems (Meadows et al. 2013). The application of V. fluvialis TA in the manufacture of a JAK2 kinase inhibitor of (Frodsham et al. 2013,)was followed by demonstration of the activity of whole-cell biocatalyst with high substrate load and a yield of 66 % and >99 % e.e. (Meadows et al. 2013). The use of a whole-cell biocatalyst removes the need for cell lysis and protein purification and therefore has the potential to reduce the biocatalyst cost.
Outlook for TAs
Given the prevalence of chiral amines in pharmaceutical preparations and the development of biocatalytic processes in that industry it is likely that other TAs will be developed as biocatalysts and protein engineering will be part of that strategy. The development of general or easy to use assays (e.g. colorimetric assay) for high throughput screening of TA activity is needed to remove a bottleneck to developments in this area.
Microbial lipases for biodiesel production: recent advances
Biodiesel is an alternative fuel produced from renewable resources and has gained wider interest over the last decade as a transport fuel (Hervé et al. 2011). It is a mixture of fatty acid alkyl esters, obtained by transesterification of triglycerides in the presence of an acyl acceptor (e.g. methanol or ethanol) using a chemical catalyst (alkali or acid) or a biological catalyst (whole cell or enzyme) (Fig. 3). Lipase-mediated transesterification has attracted much attention in biodiesel production due to their activity under mild conditions and the promise of easy downstream processing (Gog et al. 2012).

Typical process chain for enzymatic biodiesel synthesis and possible solutions to overcome the current challenges faced by lipase based biodiesel production. R in 3R–OH is an alkyl group (e.g. CH3, C2H5), R1, R2 and R3 in the substrate and biodiesel are fatty acid chains
Industry scale developments in enzymatic biodiesel production
There are several commercial lipases available which are used at laboratory, pilot, and industry scale (Hwang et al. 2014). Transbiodiesel and Piedmont Biofuels claim enzyme-based biodiesel production at pilot scale using new enzymes (methanol-tolerant lipases) and processes (continuous), respectively. Both companies report similar biocatalyst costs (0.03–0.05$ kg−1 biodiesel produced). Despite the availability of lipases and their implementation in pilot-scale demonstrations, biocatalytically-produced biodiesel is not widely available. A number of factors may be causing this, e.g. capital investment needed for biocatalyst production/immobilization, the higher cost of biocatalyst production compared to synthetic catalyst (0.006$ kg−1 biodiesel), the global economic downturn, and the availability of alternative energy sources. Generating cheap reusable biocatalysts that can catalyse lipid transesterification with high efficiency that will outcompete existing biodiesel and fossil based diesel production will require improvements throughout the process chain (Fig. 3).
Development of thermostable lipases
Operation temperatures for lipase-based transesterification range between 30 and 55 °C (Gog et al. 2012). An increase in reaction temperature increases the solubility of alcohol and thus favors transesterification yield in a shorter time. However, at a higher temperature thermal denaturation of lipase usually takes place. Directed evolution and rational design have been used to create a permanent solution to this problem (Hwang et al. 2014; Korman et al. 2013; Peng 2013; Xie et al. 2014; Yu et al. 2012a). Rational design increased the thermostability of lipase from Rhizopus chinensis by incorporating a disulphide bond in the hinge region of the lipase lid domain based on the prediction of “Disulfide by Design” algorithm and 3D structural model (Hwang and Kim 2004; Yu et al. 2012a). The engineered lipase showed an 11-fold increase in its half-life inactivation time (t1/2 value) at 60 °C compared to the parent enzyme without compromising its catalytic performance (Yu et al. 2012a).
In another study, the same authors modified a lipase from R. chinensis by two rounds of random mutagenesis and two rounds of DNA shuffling by a novel and simple approach of genome shuffling in vivo in Pichia pastoris (Yu et al. 2012b). An engineered enzyme with 5 mutations was identified which had a similar catalytic efficiency as that of the parent (Yu et al. 2012b) and showed an improvement in t1/2-value at 60 °C (46 times longer) and 65 °C (23 times longer). Peng (2013) used multi-site saturation mutagenesis and yeast cell surface display to increase the thermo stability of lipase B from Candida antarctica. Site saturation mutagenesis introduces additional hydrogen bonds on the lipase surface domain. One of the mutants mCALB168 with three additional hydrogen bonds displayed on yeast showed 14-fold improvement in t1/2-value at 60 °C compared to the wild type and also had higher thermo stability than a commercially available lipase (Peng 2013). Xie et al. (2014) reported the use of iterative saturation mutagenesis on the structurally flexible residues of the active site of lipase B from C. antartica to improve the thermal and active site stability. One of the mutants (D223G/L278M) exhibited a 13-fold increase t1/2 at 48 °C compared to the native enzyme (Xie et al. 2014).
Development of solvent-tolerant lipases
Methanol is the most commonly used acyl acceptor in lipase-based biodiesel production. Methanol, however, can result in lipase inhibition. A significant development addressing this problem was the generation of Dieselzyme4, a solvent-tolerant lipase (from Proteus mirabilis) generated by introducing a disulphide bond followed by four rounds of error-prone PCR (Korman et al. 2013). Dieselzyme4 showed a 50-fold increase in t1/2 value with 50 % methanol compared to wild type enzyme in addition to 30-fold increase in t1/2 value at 50 °C. Another solvent-tolerant, lipase-based biocatalyst was developed using Aspergillus oryzae whole cell biocatalyst expressing a thermostable lipase from Geobacillus thermocatenulatus (Adachi et al. 2013). The immobilized recombinant A. oryzae showed highest lipase activity at 50 °C and the lipase was tolerant to a variety of solvents such as ethanol, methanol, 2-propanol or acetone at 30 % (w/v).
Modified recombinant expression system for lipase
Different heterologous expression systems developed for lipase production have been recently reviewed (Hwang et al. 2014). Currently, P. pastoris is the most reliable expression system for lipase-based biodiesel production and various strategies are available for improving the efficiency of heterologous protein production by P. pastoris. Increases in Rhizomucor miehei lipase expression levels and enzyme properties in P. pastoris were achieved through optimal expression plasmid with a signal peptide, addition of lipase propeptide and correct gene dosage (Huang et al. 2014). The propeptide helps in proper glycosylation of the enzyme and optimal gene dosage avoids endoplasmic reticulum stress. The modified enzyme called lipase GH2 present in the fermentation supernatant had improved thermo stability at 70 °C and methanol tolerance (40 % w/v) but its optimum temperature for activity decreased from 50 to 35 °C. While the engineered enzyme converted over 90 % of microalgae oil into biodiesel this is a good example of undesirable characteristics arising due to the engineering of an enzyme to achieve a particular trait.
Display of a lipase on the cell surface with the help of a cell surface-anchored protein can be comparable to enzyme immobilization but with the advantage that such a lipase-displaying yeast can be cultivated and used directly without additional steps of enzyme purification and immobilization. A novel and robust P. pastoris display system was developed for synergistic expression of C. antarctica lipase B (CALB) and Rhizomucor miehei lipase (RML) using the glycosylphosphatidylinositol (GPI)-anchored cell wall proteins from P. pastoris GS115 (Jin et al. 2013). The lipase displaying whole cell catalyst was equally effective and 10–100-fold cheaper than that of commercial immobilized enzymes (Jin et al. 2013).
Nanoimmobilization and reversible immobilization for lipase biocatalysts
Currently, nanoimmobilization is gaining popularity as it could improve the stability of the enzyme and enzyme activity due to the enhanced mass transfer efficiency and the enhanced enzyme loadings. A magnetic, nanobiocatalyst aggregate (MNA) using Thermomyces lanuginosus lipase (TLL) covalently immobilized on core–shell structured iron oxide magnetic nanoparticle (containing iron oxide core and poly(glycidyl methacrylate shell), followed by freeze drying was recently developed (Ngo et al. 2013). MNA TLL nanobiocatalyst achieved 99 % conversion in 12 h when used in methanolysis of grease sourced from a sewage system in Singapore. It was easily separable from the reaction medium using a magnetic field and it retained 88 % of its activity after 11 cycles of transesterification (Ngo et al. 2013). Enhanced activity and stability of biocatalyst would bring down the cost of biocatalyst and thus the production cost of biodiesel. Additionally, iron oxide MNPs are biocompatible and are cheaper than other commonly used nanomaterials. However, recovery of nanobiocatalysts from an oily reaction medium require strong magnetic field, long separation time and additional processing steps such as freeze drying. Commercial application of such system needs to be further explored to understand the economic potential of this approach.
Another recent development in lipase immobilization is the preparation of a reusable monolithic bioreactor using the reversible immobilization technique (Lv et al. 2014). This system is comprised of porous polymer monoliths with thiol functionalities holding gold nanoparticles on which porcine lipase was immobilized. Use of the gold nanoparticle enabled the reactivation of the reactor by simply stripping of the inactive enzyme using β-mercaptoethanol and recharging with fresh enzyme. This system is more economical than a typical bioreactor with covalently immobilized enzyme where both support and inactive enzyme need to be discarded once the enzyme is denatured.
Since many of these developments are at laboratory scale it is not clear if these will bring advantages compared to conventional chemical catalysis. Since biocatalyst production and immobilization costs vary between approaches the turnover number (number of moles of product per mole of biocatalyst used) will be a critical factor in the economics of an enzyme based transesterification process. In order to replace the current chemically-catalyzed transesterification of lipids the cost of enzyme production should be reduced and/or a high turnover number achieved. Furthermore, the energy inputs, resource utilization and environmental impact arising from biocatalyst production need to be quantified to understand the overall impact of enzyme based biodiesel production.
Integrated (‘one pot’) biodiesel production
In most biodiesel production approaches, lipase/whole cell are prepared in an independent process separated from enzymatic biodiesel production. An integrated process with coupled lipase production and in situ biodiesel synthesis in a recombinant P. pastoris yeast harboring T. lanuginosus lipase was recently developed (Yan et al. 2014). By integrating two steps into one the cost of biodiesel production should be lower. The extracellular and intracellular lipases of growing yeast cells were simultaneously utilized to produce biodiesel from waste cooking oils in situ and in one pot using stepwise addition of methanol and achieved 87 % biodiesel yield in the presence of 14 % (w/v) methanol.
New bioreactor design and process development
Different reactors and bioprocesses used for biodiesel production have been extensively reviewed (Christopher et al. 2014; Hama and Kondo 2013). One of the noted improvement in this area is the development of a semi-pilot continuous process using near-critical CO2 as the reaction medium for transesterification (Lee et al. 2013). This high pressure (100 bar) process with multiple additions of methanol was highly efficient (>99 % yield in 4.5 h) using a commercial immobilized lipase (Lypozyme TL IM) with canola oil. Chattopadhyay and Sen (2013) developed an integrated continuous stirred tank reactor with two packed bed reactors (CSTR-PBR) to avoid the use of solvent and intermittent methanol addition. The STR was used for mixing oil and methanol with 1 % enzyme (w/v of oil) allowing partial methanolysis. The partially esterified oil was then fed into PBR with immobilized enzyme to allow complete esterification (Chattopadhyay and Sen 2013).
Conclusion
Enzymes provide an opportunity to complement and replace synthetic processes but also to create new (bio) synthetic opportunities. They are diverse and can be used in manufacture of a variety of products e.g. modified foods, fuels, chemicals and pharmaceuticals. While many of the research findings show promise it remains to be seen if such improvements will make a critical difference to an overall processes. The scientific findings are often reported in the context of the biocatalyst improvement only but the catalyst is part of a greater production process. Biocatalysis is the integration of several disciplines (e.g. biology, chemistry, chemical engineering) and early stage engagement between players in the process chain will increase the chances of successful outcomes beyond the laboratory. Implementation of biocatalytic processes at pilot scale is also critical to success as the scaling allows the identification of challenges and opportunities that may not be obvious or considered at laboratory scale.
References
Adachi D, Koh F, Hama S, Ogino C, Kondo A (2013) A robust whole-cell biocatalyst that introduces a thermo- and solvent-tolerant lipase into Aspergillus oryzae cells: characterization and application to enzymatic biodiesel production. Enzym Microb Technol 52:331–335
Brena BM, Batista-Viera F (2006) Immobilization of enzymes. In: Guisan JM (ed) Methods in biotechnology: immobilization of enzymes and cells, vol 22, 2nd edn. Humana Press Inc, Totowa
Buettner K, Hertel TC, Pietzsch M (2012) Increased thermostability of microbial transglutaminase by combination of several hot spots evolved by random and saturation mutagenesis. Amino Acids 42:987–996
Chattopadhyay S, Sen R (2013) Development of a novel integrated continuous reactor system for biocatalytic production of biodiesel. Bioresour Technol 147:395–400
Christopher LP, Kumar H, Zambare VP (2014) Enzymatic biodiesel: challenges and opportunities. Appl Energy 119:497–520
Clare DA, Daubert CR (2011) Expanded functionality of modified whey protein dispersions after transglutaminase catalysis. J Food Sci 76:C576–C584
Dach R, Song JHJ, Roschangar F, Samstag W, Senanayake CH (2012) The eight criteria defining a good chemical manufacturing process. Org Process Res Dev 16:1697–1706
de Goes-Favoni S, Bueno FR (2014) Microbial transglutaminase: general characteristics and performance in food processing technology. Food Biotechnol 28:1–24
De Jong GAH, Koppelman SJ (2002) Transglutaminase catalyzed reactions: impact on food applications. J Food Sci 67:2798–2806
Di Pierro P, Rossi Marquez G, Mariniello L, Sorrentino A, Villalonga R, Porta R (2013) Effect of transglutaminase on the mechanical and barrier properties of whey protein/pectin films prepared at complexation pH. J Agr Food Chem 61:4593–4598
Dunn PJ (2012) The importance of green chemistry in process research and development. Chem Soc Rev 41(4):1452–1461
Erickson DP, Campanella OH, Hamaker BR (2012) Functionalizing maize zein in viscoelastic dough systems through fibrous, beta-sheet-rich protein networks: an alternative, physicochemical approach to gluten-free breadmaking. Trends Food Sci Technol 24:74–81
Frodsham L, Golden M, Hard S, Kenworthy MN, Klauber DJ, Leslie K, Macleod C, Meadows RE, Mulholland KR, Reilly J, Squire C, Tomasi S, Watt D, Wells AS (2013) Use of omega-transaminase enzyme chemistry in the synthesis of a JAK2 kinase inhibitor. Org Process Res Dev 17:1123–1130
Gerrard JA, Fayle SE, Brown PA, Sutton KH, Simmons L, Rasiah I (2001) Effects of microbial transglutaminase on the wheat proteins of bread and croissant dough. J Food Sci 66:782–786
Giosafatto CVL, Rigby NM, Wellner N, Ridout M, Husband F, Mackie AR (2012) Microbial transglutaminase-mediated modification of ovalbumin. Food Hydrocoll 26:261–267
Girardin M, Ouellet SG, Gauvreau D, Moore JC, Hughes G, Devine PN, O’shea PD, Campeau LC (2013) Convergent kilogram-scale synthesis of dual orexin receptor antagonist. Org Process Res Dev 17:61–68
Gog A, Roman M, Tos M, Paizs C, Irimie FD (2012) Biodiesel production using enzymatic transesterification—current state and perspectives. Renew Energy 39:10–16
Green AP, Turner NJ, O’Reilly E (2014) Chiral amine synthesis using omega-transaminases: an amine donor that displaces equilibria and enables high-throughput screening. Angew Chem Int Ed Engl 53:10714–10717
Hama S, Kondo A (2013) Enzymatic biodiesel production: an overview of potential feedstocks and process development. Bioresour Technol 135:386–395
Han LH, Cheng YQ, Qiu S, Tatsumi E, Shen Q, Lu ZH, Li LT (2013) The effects of vital wheat gluten and transglutaminase on the thermomechanical and dynamic rheological properties of buckwheat dough. Food Bioprocess Technol 6:561–569
Heredia-Sandoval NG, Islas-Rubio AR, Cabrera-Chavez F, De la Barca AMC (2014) Transamidation of gluten proteins during the bread-making process of wheat flour to produce breads with less immunoreactive gluten. Food Funct 5:1813–1818
Hervé G, Agneta F, Yves D (2011) Biofuels and World Agricultural Markets: outlook for 2020 and 2050. In: Bernardes MADS (ed) Economic effects of biofuel production. doi: 10.5772/20581 InTech, Rijeka
Huang J, Xia J, Yang Z, Guan F, Cui D, Guan G, Jiang W, Li Y (2014) Improved production of a recombinant Rhizomucor miehei lipase expressed in Pichia pastoris and its application for conversion of microalgae oil to biodiesel. Biotechnol Biofuels 7:111
Huisman GW, Collier SJ (2013) On the development of new biocatalytic processes for practical pharmaceutical synthesis. Curr Opin Chem Biol 17:284–292
Hwang BY, Kim BG (2004) High-throughput screening method for the identification of active and enantioselective omega-transaminases. Enzyme Micro Technol 34:429–436
Hwang YT, Qi F, Yuan C, Zhao X, Ramkrishna D, Liu D, Varma A (2014) Lipase catalyzed process for biodiesel production: protein engineering and lipase production. Biotechnol Bioeng 111:639–653
Illanes A, Cauerhff A, Wilson L, Castro GR (2012) Recent trends in biocatalysis engineering. Bioresour Technol 115:48–57
James J, Simpson BK (1996) Application of enzymes in food processing. Crit Rev Food Sci Nutr 36:437–463
Jegannathan KR, Nielsen PH (2013) Environmental assessment of enzyme use in industrial production: a literature review. J Cleaner Prod 42:228–240
Jin Z, Han SY, Zhang L, Zheng SP, Wang Y, Lin Y (2013) Combined utilization of lipase displaying Pichia pastoris whole-cell biocatalysts to improve biodiesel production in co solvent media. Bioresour Technol 130:102–109
Kanaji T, Ozaki H, Takano T, Ide H, Motoki M, Shimonishi Y (1993) Primary structure of microbial transglutaminase from Streptoverticillium sp. strain S-8112. J Biol Chem 268:11565–11572
Kieliszek M, Misiewicz A (2014) Microbial transglutaminase and its application in the food industry: a review. Folia Microbiol 59:241–250
Kohls H, Steffen-Munsberg F, Hohne M (2014) Recent achievements in developing the biocatalytic toolbox for chiral amine synthesis. Curr Opin Chem Biol 19:180–192
Korman TP, Sahachartsiri B, Charbonneau DM, Huang GL, Beauregard M, Bowie JU (2013) Dieselzymes: development of a stable and methanol tolerant lipase for biodiesel production by directed evolution. Biotechnol Biofuels 6:70
Kroutil W, Fischereder EM, Fuchs CS, Lechner H, Mutti FG, Pressnitz D, Rajagopalan A, Sattler JH, Simon RC, Siirola E (2013) Asymmetric preparation of prim-, sec-, and tert-amines employing selected biocatalysts. Org Process Res Dev 17(5):751–759
Kuraishi C, Yamazaki K, Susa Y (2001) Transglutaminase: its utilization in the food industry. Food Rev Int 17:221–246
Lee M, Lee D, Cho J, Kim S, Park C (2013) Enzymatic biodiesel synthesis in semi-pilot continuous process in near-critical carbon dioxide. Appl Biochem Biotechnol 171:1118–1127
Lim TJ, Easa A-M, Karim A-A, Bhat R, Liong M-T (2011) Development of soy-based cream cheese via the addition of microbial transglutaminase, soy protein isolate and maltodextrin. Br Food J 113:1147–1172
Lv Y, Lin Z, Tan T, Svec F (2014) Preparation of reusable bioreactors using reversible immobilization of enzyme on monolithic porous polymer support with attached gold nanoparticles. Biotechnol Bioeng 111:50–58
Mangion IK, Sherry BD, Yin J, Fleitz FJ (2012) Enantioselective synthesis of a dual orexin receptor antagonist. Org Lett 14:3458–3461
Markets and Markets (2013) Food enzymes market by types (carbohydrase, protease, lipase), applications (beverages, dairy, bakery), sources (microorganisms, plants, animals), and geography—Global trends and forecasts to, 2018, vol FB 1264. Markets and Markets, Dallas
Martins IM, Matos M, Costa R, Silva F, Pascoal A, Estevinho LM, Choupina AB (2014) Transglutamineses: recent achievements and new sources. Appl Microbiol Biotechnol 98:6957–6964
Mathew S, Shin G, Shon M, Yun H (2013) High throughput screening methods for ω-transaminases. Biotech Bioprocess Eng 18:1–7
Meadows RE, Mulholland KR, Schurmann M, Golden M, Kierkels H, Meulenbroeks E, Mink D, May O, Squire C, Straatman H, Wells AS (2013) Efficient synthesis of (S)-1-(5-Fluoropyrimidin-2-yl)ethylamine using an omega-transaminase biocatalyst in a two-phase system. Org Process Res Dev 17:1117–1122
Midelfort KS, Kumar R, Han S, Karmilowicz MJ, McConnell K, Gehlhaar DK, Mistry A, Chang JS, Anderson M, Villalobos A, Minshull J, Govindarajan S, Wong JW (2013) Redesigning and characterizing the substrate specificity and activity of Vibrio fluvialis aminotransferase for the synthesis of imagabalin. Protein Eng Des Sel 26:25–33
Nestl BM, Nebel BA, Hauer B (2011) Recent progress in industrial biocatalysis. Curr Opin Chem Biol 15:187–193
Nestl BM, Hammer SC, Nebel BA, Hauer B (2014) New generation of biocatalysts for organic synthesis. Angew Chem Int Ed Engl 53:3070–3095
Ngo TPN, Li A, Tiew KW, Li Z (2013) Efficient transformation of grease to biodiesel using highly active and easily recyclable magnetic nanobiocatalyst aggregates. Bioresour Technol 145:233–239
Olivier CE, Lima RP, Pinto DG, Santos RA, Silva GK, Lorena SL, Villas-Boas MB, Netto FM, Zollner Rde L (2012) In search of a tolerance-induction strategy for cow’s milk allergies: significant reduction of beta-lactoglobulin allergenicity via transglutaminase/cysteine polymerization. Clinics 67:1171–1179
Peng X (2013) Improved thermostability of lipase B from Candida antarctica by directed evolution and display on yeast surface. Appl Biochem Biotechnol 169:351–358
Rachel NM, Pelletier JN (2013) Biotechnological applications of transglutaminases. Biomolecules 3:870–888
Ramos OS, Malcata FX (2011) Food-grade enzymes. In: Moo-Young M, Butler M, Webb BC et al (eds) Comprehensive Biotechnology. Academic Press, Burlington
Renzetti S, Behr J, Vogel RF, Barbiroli A, Iametti S, Bonomi F, Arendt EK (2012) Transglutaminase treatment of brown rice flour: a chromatographic, electrophoretic and spectroscopic study of protein modifications. Food Chem 131:1076–1085
Rouhi AM (2004) Chiral chemistry: traditional methods thrive despite numerous hurdles, including tough luck, slow commercialization of catalytic processes. Chem Eng News 82:47–62
Rudat J, Brucher BR, Syldatk C (2012) Transaminases for the synthesis of enantiopure beta-amino acids. AMB Express 2:11
Savile CK, Janey JM, Mundorff EC, Moore JC, Tam S, Jarvis WR, Colbeck JC, Krebber A, Fleitz FJ, Brands J, Devine PN, Huisman GW, Hughes GJ (2010) Biocatalytic asymmetric synthesis of chiral amines from ketones applied to sitagliptin manufacture. Science 329:305–309
Schoenlechner R, Szatmari M, Bagdi A, Tomoskozi S (2013) Optimisation of bread quality produced from wheat and proso millet (Panicum miliaceum L.) by adding emulsifiers, transglutaminase and xylanase. Lwt-Food Sci Technol 51:361–366
Seo JH, Kyung D, Joo K, Lee J, Kim BG (2011) Necessary and sufficient conditions for the asymmetric synthesis of chiral amines using omega-aminotransferases. Biotechnol Bioeng 108:253–263
Simon RC, Mutti FG, Kroutil W (2013) Biocatalytic synthesis of enantiopure building blocks for pharmaceuticals. Drug Discov Today Technol 10:e37–e44
Smerdel B, Pollak L, Novotni D, Cukelj N, Benkovic M, Lusic D, Curic D (2012) Improvement of gluten-free bread quality using transglutaminase, various extruded flours and protein isolates. J Food Nut Res 51:242–253
Stangierski J, Rezler R, Lesnierowski G (2014) Analysis of the effect of heating on rheological attributes of washed mechanically recovered chicken meat modified with transglutaminase. J Food Eng 141:13–19
Svedendahl M, Branneby C, Lindberg L, Berglund P (2010) Reversed enantiopreference of an omega-transaminase by a single-point mutation. Chemcatchem 2:976–980
Truppo MD, Rozzell JD, Turner NJ (2010) Efficient production of enantiomerically pure chiral amines at concentrations of 50 g/L using transaminases. Org Process Res Dev 14:234–237
Truppo MD, Strotman H, Hughes G (2012) Development of an immobilized transaminase capable of operating in organic solvent. ChemCatChem 4:1071–1074
Tufvesson P, Lima-Ramos J, Jensen JS, Al-Haque N, Neto W, Woodley JM (2011) Process considerations for the asymmetric synthesis of chiral amines using transaminases. Biotechnol Bioeng 108:1479–1493
Woodley JM (2013) Protein engineering of enzymes for process applications. Curr Opin Chem Biol 17:310–316
Xie Y, An J, Yang G, Wu G, Zhan Y, Cui L, Feng Y (2014) Enhanced enzyme kinetic stability by increasing rigidity within the active site. J Biol Chem 289:7994–8006
Yan J, Zheng X, Du L, Li S (2014) Integrated lipase production and in situ biodiesel synthesis in a recombinant Pichia pastoris yeast: an efficient dual biocatalytic system composed of cell free enzymes and whole cell catalysts. Biotechnol Biofuels 7:55
Yew SE, Lim TJ, Lew LC, Bhat R, Mat-Easa A, Liong MT (2011) Development of a probiotic delivery system from agrowastes, soy protein isolate, and microbial transglutaminase. J Food Sci 76:H108–H115
Yokoyama K, Utsumi H, Nakamura T, Ogaya D, Shimba N, Suzuki E, Taguchi S (2010) Screening for improved activity of a transglutaminase from Streptomyces mobaraensis created by a novel rational mutagenesis and random mutagenesis. Appl Microbiol Biotechnol 87:2087–2096
Yu XW, Tan NJ, Xiao R, Xu Y (2012a) Engineering a disulfide bond in the lid hinge region of Rhizopus chinensis lipase: increased thermostability and altered acyl chain length specificity. Plos one 7:e46388
Yu XW, Wang R, Zhang M, Xu Y, Xiao R (2012b) Enhanced thermostability of a Rhizopus chinensis lipase by in vivo recombination in Pichia pastoris. Microb Cell Fact 11:1–11
Zhang D, Zhu Y, Chen J (2009) Microbial transglutaminase production: understanding the mechanism. Biotechnol Gen Eng Rev 26:205–222
Acknowledgments
Jasmina Nikodinovic-Runic is partially funded by the Ministry of Education, Science and Technological Development of Serbia Project 173048. Tanja Narancic is funded by the EC FP7 project SYNPOL (311815); Reeta Davis is funded by Science Foundation Ireland AMBER centre (12/RC/2278). Authors acknowledge the Systems Biocatalysis COST Action CM1303.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Narancic, T., Davis, R., Nikodinovic-Runic, J. et al. Recent developments in biocatalysis beyond the laboratory. Biotechnol Lett 37, 943–954 (2015). https://doi.org/10.1007/s10529-014-1762-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10529-014-1762-4