
Abstract
The complex interaction between the cutters and rocks in the tunnel face makes it difficult to predict the cutter wear, exactly. Therefore, many researchers have tried to study this process and introduce different ways to predict the wear extent of cutters and the number of cutters required to complete a mechanized tunneling project. In this study, in addition to investigating the effect of geological parameters on cutters wear/life, new empirical equations were proposed for predicting cutter wear/life, based on data collected from a long tunnel constructed in central parts of Iran, namely Kerman Water Conveyance Tunnel (KrWCT). The data collected from this project, including information related to cutter change stations, variations of geological parameters along the bored section of the tunnel, and actual machine’s operational and performance parameters, were compiled in a database and analyzed statistically. The results of statistical analyses revealed a significant relationship between the cutter wear/life and intact rock properties. Consequently, the proposed empirical prediction equations just employ two important intact rock properties, including rock strength (UCS) and Cerchar abrasivity index (CAI), as inputs. The results showed that the presence of discontinuities with moderate-wide spacing has a negligible effect on cutter consumption. These results also proved that models focusing only on rock abrasivity without considering the rock strength as an input will not provide an accurate assessment of the cutting tool wear. The new models are based on information from a wide range of igneous, pyroclastic, and sedimentary rocks with the UCS and CAI ranges of 50–250 MPa and 0.5-5.0, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The considerable progress of science and technology in various fields has led to the mechanization of many measures, including tunneling. In this regard, various types of tunnel boring machines (TBM) have been designed and built for tunneling in hard rocks and soft grounds. However, from the beginning, excavation with TBM had several limitations in the terms of machine capability and the possibility of using it in adverse geological conditions (Hassanpour et al. 2021, 2023; Goodarzi et al. 2021; Pourhashemi et al. 2021; Morsali et al. 2017). One of the most important challenges of tunneling with hard rock TBMs is the high and unpredicted wear of disc cutters, especially in hard and abrasive formations.
Normal wear of disc cutters is the result of friction and dynamic contact between the cutter ring and the tunnel face. This mechanism is a complex process influenced by a wide range of factors including two main groups. The first group includes geological and engineering geological properties of rock masses (characteristics of intact rock and discontinuities). The second group consists of machine characteristics (design, operating, and performance parameters of the machine) (Frenzel et al. 2008). Extensive studies on the parameters affecting disc cutter wear have been conducted by various researchers worldwide. For instance, Ewendt (1992) reported that the disc cutter wear extent is a function of rock strength, quartz content, and grain size. Gehring (1995) concluded that the wear of the disc cutter ring increases with the change of rock material and the increase of abrasive minerals in the rock. Bruland (1998), after reviewing data collected from several mechanized tunneling projects in hard rock, concluded that the disc cutter life decreases with increasing the Vickers hardness. Frenzel et al. (2008) stated that by increasing the penetration rate and decreasing the rotational speed of the cutterhead, the number of disc cutter changes decreases at the same advance rate. Zhang et al. (2017) studied the wear behavior of disc cutter rings under three conditions of dry rock mass, and rock masses below the groundwater, and seawater. They concluded that the highest wear of disc cutters occurs under conditions that rock masses are dry, and below the seawater, and groundwater, respectively. Hassanpour (2018) stated that the rock mass characteristics (e.g., Jv and basic RMR) do not show any strong correlation with the disc cutter life, in contrast to the characteristic of intact rock. Rauch et al. (2018) stated that in situ stresses are significantly associated with disc cutter wear, and also high temperatures in the disc cutter ring increase their wear. Sun et al. (2019), while introducing the composite wear test device, reported a quantitative relationship between the wear rate of disc cutter with Cerchar abrasivity index (CAI) and rock abrasivity index (RAI).
Replacing worn cutters is always a costly process. When disc cutters are replaced during tunnel construction, in addition to the cost of replaced cutters and man-hours spent by skilled workers, the cost of delays related to the cutter change operations must be accepted by the contractors (Roby et al. 2008). Therefore, the cost of worn disc cutters accounts for a large portion of the total construction costs in a tunneling project with TBM, especially in long tunnels in highly abrasive formations (Ren et al. 2018). Disc cutter manufacturers use several methods to improve the disc cutter life and thus reduce the costs associated with worn disc cutters in tunneling projects with TBM. One of the most cost-effective methods is to employ larger diameter disc cutters. Large diameter cutters, in addition to greater load capacity, have more materials in their cutter rings which increases their wear capacity. Liu et al. (2017) showed that the available wear volume of 19- and 20-inch disc cutters compared to 17-inch disc cutters increased by 38% and 218%, respectively, leading to less replacement of 19-inch and 20-inch disc cutters than 17-inch disc cutters.
The problem of high disc cutter wear, in addition to increasing the cost of the project, is a time-consuming activity that has a major impact on the predicted advance rate and utilization factor of employed machine. Accordingly, accurate and reliable prediction of the advance rate of TBM needs to estimate the consumption and life of disc cutters in an appropriate way. Current disc cutter wear prediction models, based on the type of data sources used, can be divided into two main groups of analytical models and empirical models. Analytical models have been developed using theoretical assumptions such as theories about stress distributions on rock-cutter contact areas and tribological rules. Empirical models are based on databases from mechanized tunneling projects and are constantly being developed using data from the projects with different geological conditions. In these models, the correlations between the actual disc cutter life/wear and the geological conditions of the projects are analyzed using various statistical methods (Brino et al. 2015). In the following, the disc cutter wear prediction models introduced in the literature are briefly described. Wijk (1992) developed an analytical model for predicting disc cutter wear using UCS, CAI, disc cutter geometry, and cutter force. Nelson et al. (1994) established an empirical method for predicting the disc cutter life based on actual data from several projects in USA and around the world entered in a comprehensive database. In this method, a project similar to the present project in terms of rock type, frequency of joints, machine type, etc. is selected from database and compared with the new project to estimate the disc cutter life. Gehring (1995) presented relationships between CAI and the weight reduction of the disc cutter ring based on the data collected from various projects to predict the life of 17-inch disc cutters. Rostami (1997) proposed the CSM model (Colorado School of Mines). In his model, the CAI is used as the input parameter for estimating cutter life. Bruland (1998) updated the NTNU model (Norwegian University of Science and Technology) based on data collected from several tunneling projects in Norway. In this model, the main geological input parameter is Cutter Life Index (CLI) that is obtained using a series of special laboratory tests. Maidl et al. (2008) developed an empirical disc cutter life prediction model using UCS and CAI for 17-inch disc cutters. Wang et al. (2012, 2015) proposed an analytical model for predicting the disc cutter life based on the specific energy rule (SE) and the wear mechanism. Liu et al. (2017) examined the wear rule and presented a disc cutter prediction empirical model for machines equipped with 20-inch cutters, based on the data collected from a water conveyance tunnel project in China. Hassanpour et al. (2014, 2015) and Hassanpour (2018) investigated the relationships between disc cutter life and engineering geological characteristics through statistical analyses of data collected from tunneling projects in Iran, and provided empirical equations and graphs for predicting the disc cutter life. Sun et al. (2019) estimated the disc cutter life with two methods, using laboratory wear tests by a special experimental disc cutter and statistical analysis of data collected from the Yin Han Ji Wei project. Su et al. (2020) analyzed the wear mechanisms and extents of 19-inch cutters, based on data collected from Shenzhen metro tunnel project in China. Karami et al. (2021a) proposed a prediction empirical model using CAI as a rock material parameter and RQD as a rock mass parameter to estimate the cumulative volumetric mass loss of disc cutters based on data collected from Kerman water conveyance tunnel. In a recent research work, Kumar Agrawal et al. (2022) investigated the relationships between different geological and machine parameters to develop a model for prediction of cutter wear and rate of penetration. They used a multilayer shallow neural network (MSNN) for identifying the key parameters and their influence on the output parameters. They employed five parameters including thrust and torque of machine, radial position of cutter and two rock parameters namely uniaxial compressive strength (UCS) and Cerchar abrasivity index (CAI). In a series of simulations, Kumar Agrawal et al. (2021) also showed that tip angle of cutter and depth of penetration changes wear rate of cutter. According to this study, a tip angle of 100 with 7.3 mm tip width and 6 mm depth of penetration in the rock is the best configuration for obtaining the minimum wear of the cutter.
Although different models have been developed to predict the disc cutter life, most of them do not return very accurate results in different geological conditions and disc cutter designs (Macias et al. 2015; Schneider et al. 2012; Karami et al.2021b). In particular, the empirical models are usually site-specific and can not be employed in a project with different geology and machine type. Furthermore, most of the current models are developed for 17-inch disc cutters, while the use of large diameter cutters (19 and 20 inches) in hard rock TBMs for tunneling in very hard and abrasive formations is increasing. Accordingly, in this study, an attempt was made to offer an empirical cutter life prediction model for 19-inches cutters and compare life of 19-inches (483 mm) and 17-inches (432 mm) disc cutters. To achieve this goal, in the first step, using data collected from two lots of the Kerman Water Conveyance Tunnel (KrWCT) project in Iran, the effect of geological and engineering geological parameters on the life of disc cutters was statistically analyzed. Then, most effective parameters were selected for developing new empirical models. The new developed models were compared to the previous similar models developed by Hassanpour et al. (2014) and Hassanpour (2018) to investigate the effect of geology on cutter life/wear.
Project description
KrWCT project is the main component of a huge water transfer system, located in Kerman province, in the center of Iran. This tunnel with an approximate length of 38 km, has been designed to transfer 23 m3/s water from Safa River Dam to Kerman city (Fig. 1) to supply drinking water. The tunnel has an approximate north-south trend and a maximum overburden of about 940 m in central parts. The tunnel has been divided into two lots by an access tunnel in the middle part, near Shirinak village: Northern lot (with a positive slope of 0.11%) and Southern lot (with a positive slope of 0.01%), each with a length of about 19 km. These two lots are under construction using two refurbished TBMs with diameters of 4.625 m and 5.275 m, respectively. Construction work started in late 2015 and at the end of 2017, about10 km of the northern lot, and 5.2 km of the southern lot, had been completed. The tunnel construction was stopped for a while, during 2018–2020, due to economic and social conflicts.

Geographical location of Kerman water conveyance tunnel (KrWCT) project
It is worth noting that only the data about the first 8.5 km of the northern lot and the first 4.5 km of the southern lot that were available in early 2021, have been used in this study.
Geological settings
KrWCT project site is located in the Sahand-Bazman magmatic belt, also known as the Urumieh-Dokhtar zone (UDZ), which is a zone of Tertiary volcanic rocks, with the length of ~ 2000 km and width of 50–200 km and extends from NW to SE of Iran. In this zone, magmatic events started in the Late Paleocene and peaked during Late Eocene. This zone is lithologically composed of different volcanic, pyroclastic, and plutonic rocks along with sedimentary rocks. So, the completed sections of the tunnel, as shown in the geological cross-sections presented in Fig. 2, have passed through different types of rocks. Flysch-type sediments are sediments consisting of thin alternations of competent and incompetent rocks such as sandstone and siltstone or limestone and limy marlstone that are observed in some parts of the region. In some parts of the tunnel route, such thin-bedded rocks are observed among the other sedimentary rocks. In the chainage 31 to 33 km of the tunnel, because these types of rocks are frequent, a large complex of them is named “flysch-type sediments” and shown as a separate geologic unit in the large-scale map (Fig. 2b; Table 1, N-U4 an N-U5).
The pictures presented in Fig. 3(a-f) show different rock types that outcropped in the study area. According to field studies, sedimentary rocks in the area that are Cretaceous in age include sandstone, shale, mudstone, and limestone or light greenish-brown marly limestone with interbeds of siltstone (Fig. 3a, d). The volcanic rocks of the study area (Hezar and Razak volcanic complexes) mainly consist of lavas and pyroclastics with a wide combination from basalt to rhyolite. Andesitic, dioritic, and basaltic rocks are the most abundant types of lavas in the area (Fig. 3f). In the case of pyroclastics, lithic tuff, Ignimbrite, agglomerate, and green tuff are widespread (Fig. 3e). In addition, the study area consists of some massive intrusions, and frequent dykes with diverse lithologies from granodiorite to dacite-andesite, which mostly intruded along the faults with E-W strike (Fig. 3c). In general, the frequency of dykes in the northern lot is more than in the southern lot.

(a) Simplified geological cross-section along the two lots of the tunnel (Pourhashemi et al. 2022); (b) Detailed geological cross-section along the Northern and Southern lots (SOI 2016)
The presence of closely spaced fractures and numerous dykes in the study area has led to the alteration of the rock masses in many places. Also, epithermal activities have caused the formation of many secondary minerals, including malachite, calcite, siliceous, and zeolite veins along the fractures (Fig. 3b).
Engineering geological properties of rock masses
Engineering geologically, each of the studied tunnel sections in the northern and southern lots can be divided into five and six lithological types (LT), respectively. According to IAEG (1976), in the LTs, lithological characteristics and physical and mechanical properties are not completely uniform and a variation range of lithological and engineering properties of the rocks can be observed in the unit. Reliable values can usually not be attributed to the whole unit as the average of physical and mechanical properties, and only a general picture of the general properties can be provided by the range of variations of the values. The main characteristics of the identified lithological types along the two lots of tunnel are listed in Table 1. The variation ranges of parameters presented in Table 1 have been estimated based on extracted data from engineering geological reports prepared during the pre-construction and construction phases of the project.

Outcrops of: a) Limestone and marly limestone (S-U1); b) Malachite veins along the fractures in an andesitic dyke (N-U2); c) Andesite-basalt dykes intruded in silty limestone (N-U4) along faults with E-W strike; d) Thin-bedded sandstones/siltstones (N-U5); e) Sequence of pyroclastic rocks (N-U1); f) Porphyritic andesite with phenocrysts of plagioclase (S-U5)
In this study, a series of new samples were taken from known outcrops and identified engineering geological units to perform additional laboratory tests. In the laboratory, some required tests such as point load index (PLI), uniaxial compressive strength (UCS), and Cerchar abrasivity tests were performed on the collected samples (Fig. 4). Besides, more than 100 thin sections were prepared from the collected samples and muck materials and studied under the microscope (Fig. 5) to determine the exact petrographic characteristics, such as the percentage of minerals in the rocks belonging to the lithological types identified along the tunnel.
Specifications of the employed machines
Two second-hand double-shield TBMs (manufactured by Herrenknecht, Germany), with specifications listed in Table 2, were used to excavate two lots of the tunnel. Figure 6 shows the layouts of cutterheads of two machines. As shown in Fig. 6, the flat cutterheads of northern and southern machines, equipped with 27 disc cutters (each 19 inches in diameter) and 37 disc cutters (each 17 inches in diameter), respectively. It should be noted that the original cutterhead of the northern machine (which included 31 disc cutters each 17 inches in diameter), due to insufficient load capacity and improper arrangement of disc cutters on the cutterhead and excessive wear of the disc cutters was replaced with the current cutterhead on February 24 of 2016, through a vertical shaft constructed at the chainage of 610 m (Hassanpour et al. 2019).

(a) The Cerchar abrasivity test equipment; (b) The samples after testing; (c) Measured wear in the pin after testing

Microscopic view of different collected samples; (a) Lithic tuff; (b) Diabase with calcite vein; (c) Andesite-basalt; (d) Sandstone
Actual disc cutter consumption along two lots of the tunnel
According to data collected from site reports, a total of 136 and 195 disc cutters have been consumed for completing the bored section of Northern and Southern Lots of KrWCT project, respectively (SOI 2015–2019). Figure 7 shows graphs of the total number of disc cutter changes for each cutter position on the cutterhead. The main reason for disc cutter changes in the KrWCT project was normal wear (Fig. 8). The abnormal wear was mainly due to adverse geological conditions and technical problems of disc cutters. It is also reported that most of the damaged disc cutters (by chipping or mushrooming) have been used in a long length of the tunnel before replacing them with new cutters. In this study, to calculate the actual disc cutter life along two lots of the KrWCT project, the information of disc cutters with normal wear were used. In addition, data of abnormal wear, when replaced disc cutters had a life near average cutter life at that tunnel section, were also used in the analyses.

Views of disc cutter arrangement on the TBM cutterheads: (a and c) Northern lot; (b and d) Southern lot
As shown in Fig. 7, with some exceptions, the number of replaced disc cutters increases from the center to the outer edge of the cutterhead. In the Northern lot, disc cutters no. 25, 26, and 27 in the gage area have had the maximum number of cutter changes with 9–11 cutter changes in the total bored section of the tunnel. Cutter consumption in some positions like 9 and 23 are exceptions. It seems that in these positions a less contact of cutters with tunnel face has occurred or neighbor disc cutters have been changed more frequently due to abnormal wear (e.g., chipping) or damage in other parts of the disc cutter (e.g., oil leakage). This trend can also be observed in the southern section. In this section of the tunnel, disc cutters No. 29 and 31 have been replaced more than the adjacent cutters. In addition, as seen in Fig. 7b, these two disc-cutters also show more abnormal wear.

Frequency histogram of disc cutter changes in: (a) Northern lot; (b) Southern lot

Example of normal wear of a disc cutter in KrWCT project (As can be seen in the picture, there is no sign of chipping, mushrooming or irregular wear on the cutter ring, and the entire cutter ring is worn uniformly)
Figure 9 shows the expected relationship between disc cutters’ life and their positions in cutterhead as proposed by Bruland (1998). Relative cutter life (Hri) and relative cutter position (rri) in Fig. 9 are defined as Eqs. 1 and 2:
Where rri is the relative position of disc cutter in ith position, Ni is the cutter position number, NTBM is the number of disc cutters, Hri is the relative cutter life in ith position and Hni is the number of replaced disc cutters in ith position.
This relationship was compared with KrWCT project data (see Fig. 9). Although both graphs (Eqs. 4 and 5), especially the graph obtained for the southern lot, show the expected general trend, due to a few exceptions in the number of replaced disc cutters in some positions, the relationships obtained do not have a high coefficient of determination.

Relationship between relative cutter life (Hri) and relative cutter position (rri) in KrWCT project and its comparison with the relationship proposed by Bruland (1998)
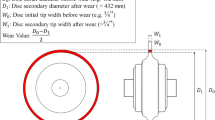
The cutter life is estimated using various parameters introduced by different researchers. In this study, the following cutter life/wear indices (Eqs. 3–5) presented by Bruland (1998) were selected as appropriate parameters to evaluate cutter consumption variations along the tunnel:
Where NTBM, dTBM, and L are the total number of disc cutters, TBM diameter, and the excavated length, respectively. The two parameters of Hm and Hf are indices of cutter life and Wm can be used to define cutter wear.
Since the influence of tunnel diameter on disc cutter life has been eliminated from Hf, it can be used as a useful parameter for comparing cutter life in different projects.
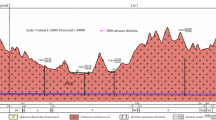
The average total life and wear of disc cutters in the bored sections of the KrWCT project (Northern and Southern lots) are summarized in Table 3. In addition, the distribution of actual cutter life (Hf) along the two lots of the tunnel is calculated and presented in Fig. 10 (Dashed lines in graphs a and b). The obtained graphs are very useful to categorize the tunnel length into uniform zones, based on variations of the cutter life (continuous red lines).
As shown in Fig. 10 (and Table 3), there is a significant difference between the two tunnel sections in terms of the average disc cutters’ life. So that the life of the cutters along the entire length of the southern lot is less than the northern lot, and varies between 380 and 1300 and 220 to 1065 m3/cutter for the southern and northern lots, respectively.
The main source of this difference can be attributed to the smaller diameter of the disc cutters in the southern part of the tunnel. As shown in Table 2, the applied discs in the northern and southern lots are 19 and 17 inches, respectively. Hence, owing to the lower wear capacity of 17-inch disc cutters (lower cutter ring height), more cutters will be required to excavate the same length of tunnel.
On the other hand, different geological conditions of the southern lot of the KrWCT project have caused a reduction in disc cutters’ life. In this lot of the tunnel, strong to very strong igneous and pyroclastic rock masses have surrounded almost the entire length of the tunnel (Pourhashemi et al. 2022). The typical uniaxial compressive strength of these rocks varies between 120 and 300 MPa (see Table 1). During the excavation of such very strong rocks by disc cutter, grinding is the predominant phenomenon and the chipping process is incomplete.

Variations of the actual disc cutter life (Hf) along the tunnel in: (a) Northern lot and (b) Southern lot
Gehring (2009) showed that the correlation between cutter load and penetration is approximately linear in different rock conditions. He stated that this linearity is not observed below a critical penetration. Accordingly, Villeneuve et al. (2012) showed that in strong and very strong rocks, the applied thrust (cutter load) can be less than the value required for initial penetration and consequently, for radial crack propagation, and effective chipping (Fig. 11). This phenomenon not only results in a low penetration rate and high energy consumption of the machine but also leads to a considerable increase in cutter wear.

Regions of chipping performance and occurrence of grinding phenomenon during cutting process by disc cutters in rocks with different strength (Villeneuve et al. 2012)
Developing a database
The most important step in this research was the development of a database and recording the collected data in a suitable format to perform the desired statistical analyses. The required data were obtained from the following sources:
-
1)
Pre-construction phase studies: the results of studies conducted during the pre-construction phase, in the form of geological, engineering geological, and geotechnical maps and reports, as well as borehole logs and reports (SOI 2014, 2016), were used to extract a part of required data.
-
2)
Construction phase studies: Data related to machine performance and operating parameters (i.e., boring time, penetration rate, and cutterhead revolution speed, thrust, and torque) and replaced disc cutters (i.e., the disc cutter number, replacement chainage, and type of disc cutter wear) were obtained from the PLC (programmable logic controller) hardware installed in the machine and site reports prepared in the construction phase. Site reports also included the results of tunnel face observations and measurements and laboratory tests on excavated rock materials.
-
3)
New field and laboratory studies: During the site visits, the geological and geotechnical properties of the rock formations outcropped along the tunnel were studied through field methods. The required data were completed by performing new sampling and laboratory tests on the samples (see Figs. 3, 4 and 5).
All above mentioned collected data were evaluated, screened, and compiled in a database. To develop a suitable database for the next analyses, the tunnel length in both Northern and Southern lots was divided into sections with the same cutter life properties. To do these subdivisions, geological characteristics and instantaneous cutter life/wear variations along the tunnel (Fig. 10), were considered. As shown in Fig. 10, a total of 20 and 13 different zones with almost uniform geology and cutter life/wear characteristics were identified along Northern and Southern lots of the tunnel, respectively. For each identified zone, average values of geological and engineering geological parameters such as intact rock properties (Lithology, mineral content, UCS, CAI, VHNR and ABI) and rock mass parameters (RQD, RMR, GSI, and Q) were estimated and recorded in the database (Table 4). In addition, variation ranges of actual operating and performance parameters of the employed machines were obtained and recorded in the database.
The lithological type N-U2 consists of andesite-basalt rocks with different strengths. The strength of these rocks depends on factors such as the presence of water and the alteration degree of rock, which are not identical in different parts of the tunnel. The fracturing degree of rock mass is also a variable property in different parts. These variations in the rock characteristics cause the cutter life to be different in various parts of this lithological type. In the zones 14 and 20, the average values of the rock strength obtained from in-situ and laboratory tests were higher than in other zones. So, it was expected that the cutter life would be lower.
Analysis of collected data
As the first step of statistical analyses on data compiled in the database, the simple bivariate regression technique was employed to identify the most effective parameters on disc cutter life. The results of simple bivariate regressions between disc cutter life (Hf) as the dependent variable, and intact rock (UCS, CAI, VHNR, and ABI), and rock mass parameters (RQD, RMR, GSI, Q), as the independent variables, have been presented in Table 5; Fig. 12 (graphs a to h), separately.
As shown in Table 5; Fig. 12, good relationships (R2 = 0.39–0.69) between the cutter life (Hf) and intact rock properties have been obtained in these analyses. As can be seen in Fig. 12 (a, b), the disc cutter life decreases with increasing the rock strength. As the inter-granular bond strength of rock increases, the wear increases due to the increased interaction between the disc cutters and the rock. Therefore, the lowest amount of Hf was related to the rocks with UCS > 100 MPa. According to Fig. 12 (c-f), there is also an inverse relationship between the cutter life and rock abrasion indices (such as CAI and VHNR). However, the Cerchar abrasivity index has higher correlation coefficients than the Vickers hardness number of the rock. The VHNR expresses rock abrasion based on the weighted average of Vicker’s hardness of minerals in the rock. Since the occurrence of alteration in rocks is a common phenomenon in some parts of the KrWCT project (Saberinasr et al. 2019), the VHNR can not be considered as a good criterion for expressing the abrasion status of the rocks in this project.
As expected, the two parameters of rock strength and abrasivity, strongly affect the disc cutter life/wear extent (Hassanpour 2018). On the other hand, since ABI (proposed by Hassanpour et al. 2014) considers the effect of these two parameters simultaneously, it was expected that this combined parameter would show a better correlation with Hf compared to the two parameters of UCS and VHNR.
Besides, the results indicate that none of the rock mass parameters has a significant relationship with the disc cutter life (see Table 5). The main reason is the average spacing of the disc cutters mounted on two cutterheads of employed machines (85.7 mm in Northern lot and 72 mm in Southern lot), which are very less than the spacing of the joints, except in fractured zones. So, joints and other discontinuities don’t play a significant role in the chipping or cutting process and consequently in cutter wear. In addition, usually in highly fractured and faulted rock masses, due to the irregular shape of the face and the impacts of the rock block to the disc cutters, the abnormal wear of the disc cutters increases. Hence, the data related to these types of grounds were removed from the database and calculation of Hf. The effect of operating parameters on cutter life and wear extent was also investigated. The results showed that there is no significant relationship between these two sets of parameters.
In addition to simple regression analyses, comprehensive empirical equations for cutter life prediction were developed using the multivariate regression technique. These analyses were done using parameters that in simple bivariate regression analyses showed adequate correlations with cutter life. After extensive analyses and checking various models, the best correlation with 95% confidence level was established between Hf as the dependent variable and UCS and CAI as the independent variables for both northern and southern lots of the KrWCT project, separately (Table 6). The coefficients of determination of the two models for northern and southern lots are equal to 0.843 and 0.870, respectively (Table 6), which show a good correlation between these parameters. Equations (22) and (23) are the empirical models proposed in this research for the prediction of cutter life in similar geological conditions and machine characteristics to the northern and southern lots, respectively:

Relationships between Hf and UCS (a, b), CAI (c, d), VHNR (e, f) and ABI (g, h) for the two Northern (left graphs) and Southern (right graphs) lots
The Hf expresses the cutter life independent of the diameter of the cutterhead and the number of disc cutters installed on the cutter head, while the values of this parameter are affected by the diameter of the employed disc cutters. By increasing the cutters’ diameter, the ring dimensions and its wear capacity increase, and consequently the need for disc cutter change during tunnel excavation reduces. So, the proposed models must be used only for similar cutter diameters used in two lots.
It should also be noted that by knowing the diameter of the tunnel/machine and using Eqs. 3–5, Eqs. 22 and 23 can be presented according to the cutter wear (Wm).
The presented graphs in Fig. 13 could be used to show the effect of the cutters’ diameter on the cutter life (Hf). In these graphs, the cutter life values (Hf) are calculated, using two relationships developed for the northern and southern lots, which are being constructed using 19-inch and 17-inch disc cutters, respectively. In the calculations, it is assumed that the machines have worked in rocks with constant strength and variable CAI. As can be seen, the life of 19-inch disc cutters is almost 20 to 50% longer than that of 17-inch disc cutters in similar conditions.
Comparison of the new models with the previous models
In the previous researches done by Hassanpour et al. (2014) and Hassanpour (2018), a series of similar equations were developed to predict cutter life for 17-inch disc cutters (Table 7) based on UCS and VHNR. Comparison of the new models and previous ones is very useful to emphasize the application ranges of these site-specific empirical models. As shown in Fig. 14, Eq. 23 (proposed for the 17-inch disc cutters based on data from the southern lot) is compared with the previous equations (Eqs. 24, 25, Table 7). Obviously, comparing the developed model for the northern lot (which is being excavated using a machine equipped with19-inch disc cutters) with previous models, doesn’t make sense. Furthermore, it should be noted that previously developed models are limited to rocks with UCS < 150 MPa. Therefore, the comparisons have been made with considering this limitation.

Comparison of the models obtained from two lots of tunnel with different disc cutter diameters; (a) UCS = 100 MPa and (b) UCS = 150 MPa
As can be seen in Fig. 14, the results are very different in three models. It means that these models are very dependent on geology and cutterhead characteristics as well as TBM operational situations. Therefore, developing a general model with a wide geological application range needs a lot of data from projects constructed in different geological conditions.
It is worth mentioning that the Eq. 26 (which is obtained based on 20 sets of Cerchar abrasivity tests and petrographic analyses) has been used to equalize the input parameters of the new and previous models.

Comparison of the results obtained from the new developed model with the previous models for (a) UCS = 75 MPa and (b) UCS = 125 MPa
Conclusions
In this study, the actual cutter consumption and the relationships between the disc cutters’ life and engineering geological parameters of the bored rock masses in the two northern and southern lots of the Kerman water conveyance tunnel, were investigated using statistical analyses on the data collected in a special database. As expected, a significant difference between the disc cutters’ wear in the two tunnel lots was recognized. Although the role of difference in cutters diameter cannot be ignored (according to Fig. 13), the difference in the geology of the two lots is important too. Geologically, both tunnels have been excavated in igneous, sedimentary, and pyroclastic rocks with almost the same mineral contents. This means that in terms of mineralogical composition, the rocks surrounding the tunnel are almost identical in both sections. However, from an engineering geological standpoint, the presence of very strong rocks in the bored sections of the southern lot is much wider than that of the northern lot. These findings strongly suggest that models focusing solely on mineralogy or rock abrasiveness (such as CAI) for assessing cutter wear without considering rock strength as an input will lead to an inaccurate evaluation of cutting tool wear.
It was also found in this study that the presence of discontinuities with medium to wide spacing in rock masses has a minimal impact on cutter consumption.
Two separate equations were formulated to predict cutter life based on UCS and CAI. The proposed models are specifically suitable for massive to blocky rocks with UCS = 50–250 MPa and CAI = 0.5-5.0, as indicated by the parameters ranges in the database. These models are not suitable for soft rocks or heavily jointed and crushed rock masses where chipping is not the predominant. Furthermore, the appropriate model should be opted according to the disc cutter diameter.
Abbreviations
- ABI:
-
Abrasion Index
- CAI:
-
Cerchar Abrasivity Index
- CLI:
-
Cutter Life Index
- dTBM :
-
TBM diameter
- GSI:
-
Geological Strength Index
- Hf :
-
Cutter life (m3/cutter)
- Hm :
-
Cutter life (m/cutter)
- Hni :
-
Number of replaced cutters in ith position
- Hri :
-
Relative cutter life
- Ni :
-
Cutter position number
- NTBM :
-
Number of disc cutters
- PLI:
-
Point Load Index (MPa)
- Q:
-
Rock mass quality (Barton et al. 1974)
- q:
-
Quartz content (%)
- RMR:
-
Rock Mass Rating (Bieniawski 1989)
- RQD:
-
Rock Quality Designation (%) (Deere 1964)
- rri :
-
Relative cutter position
- UCS:
-
Uniaxial Compressive Strength (MPa)
- VHNR:
-
Vickers Hardness Number
- Wm:
-
Cutter wear (cutter/m)
References
Barton N, Lien R, Lunde J (1974) Analysis of rock mass quality and support practice in tunnelling, and a guide for estimating support requirements. NGI Internal Report: No. 54206
Bieniawski ZT (1989) Engineering rock mass classifications. Wiley, New York
Brino G, Peila D, Steidl A, Fasching F (2015) Prediction of performance and cutter wear in rock TBM: application to Koralm tunnel project. Geoingegneria Ambientale E Mineraria 52:37–58
Bruland A (1998) Hard rock tunnel boring. Doctoral Dissertation, Norwegian university of Science and Technology (NTNU)
Deere DU (1964) Technical description of rock cores for engineering purposes. Rock Mech Rock Eng 1:17–22
Ewendt D (1992) Erfassung Der Gesteinsabrasivität Und Prognose Des Werkzeugverschleißes beim maschinellen Tunnelvortrieb Mit Diskenmeißeln. Kurzberichte Aus Der Bauforschung 33(9). http://worldcat.org/issn/01773550
Frenzel C, Käsling H, Thuro K (2008) Factors influencing disc cutter wear. Geomech Und Tunn 1:55–60. https://doi.org/10.1002/geot.200800006
Gehring K (1995) Prognosis of advance rates and wear for underground mechanized excavations. Felsbau 13(6):439–448
Gehring K (2009) The influence of TBM design and machine features on performance and tool wear in rock. Geomech Tunn 2(2):140–155. https://doi.org/10.1002/geot.200900015
Goodarzi S, Hassanpour J, Yagiz S, Rostami J (2021) Predicting TBM performance in soft sedimentary rocks, Case study of Zagros Mountains Water tunnel projects. Tunneling Undergr Space Technol 109:103705. https://doi.org/10.1016/j.tust.2020.103705
Hassanpour J (2018) Development of an empirical model to estimate disc cutter wear for sedimentary and low to medium grade metamorphic rocks. Tunn Undergr Space Technol 75:90–99. https://doi.org/10.1016/j.tust.2018.02.009
Hassanpour J, Rostami J, Tarigh Azali S, Zhao J (2014) Introduction of an empirical TBM cutter wear prediction model for pyroclastic and mafic igneous rocks; a case history of Karaj water conveyance tunnel, Iran. Tunn Undergr Space Technol 43:222–231. https://doi.org/10.1016/j.tust.2014.05.007
Hassanpour J, Rostami J, Zhao J, Tarigh Azali S (2015) TBM performance and disc cutter wear prediction based on ten years’ experience of TBM tunneling in Iran. Geomech Tunn 8(3):239–247. https://doi.org/10.1002/geot.201500005
Hassanpour J, Rostami J, Tavakoli HR, Firouzei Y (2019) Optimizing TBM cutterhead design for application in very strong and abrasive rocks, case study of Kerman water tunnel. In: Viggiani C (ed) Tunnels and Underground cities: Engineering and Innovation meet Archaeology, Architecture and art – peila. Taylor and Francis Group, London, pp 3803–3813
Hassanpour J, Firouzei Y, Hajipour G (2021) Actual performance analysis of a double shield TBM through sedimentary and low to medium grade metamorphic rocks of Ghomrood water conveyance tunnel project (lots 3 and 4). Bull Eng Geol Environ 80:1419–1432. https://doi.org/10.1007/s10064-020-01947-z
Hassanpour J, Goodarzi S, Yagiz S, Rostami J, Davari Sarem M (2023) Soft sedimentary rocks and their boreability characteristics in mechanised tunnelling projects. Geomechanik Und Tunnelbau 2023(161):28–37. https://doi.org/10.1002/geot.202200067
IAEG (1976) Engineering Geological maps: a guide to their Preparation. UNESCO, Paris
Karami M, Zare S, Rostami J (2021a) Tracking of disc cutter wear in TBM tunneling: a case study of Kerman water conveyance tunnel. Bull Eng Geol Environ 80(1):201–219. https://doi.org/10.1007/s10064-020-01931-7
Karami M, Zare S, Rostami J (2021b) Study of common wear prediction models for hard rock TBM disc cutters and comparison with field observation in Kerman water conveyance tunnel. Bull Eng Geol Environ 80(2):1467–1476. https://doi.org/10.1007/s10064-020-01987-5
Kumar Agrawal A, Chattopadhyaya S, Murthy VMSR (2021) Delineation of cutter force and cutter wear in different edge configurations of disc cutters—an analysis using discrete element method. Eng Fail Anal. https://doi.org/10.1016/j.engfailanal2021.105727
Kumar Agrawal A, Murthy VMSR, Chattopadhyaya S, Raina AK (2022) Prediction of TBM Disc Cutter Wear and Penetration Rate in Tunneling through Hard and Abrasive Rock using multi-layer shallow neural network and response surface methods. Rock Mech Rock Eng 55:3489–3506. https://doi.org/10.1007/s00603-022-02834-7
Liu Q, Liu J, Pan Y, Zhang X, Peng X, Gong Q, Du L (2017) A wear rule and cutter life prediction model of a 20-in. TBM cutter for granite: a case study of a water conveyance tunnel in China. Rock Mech Rock Eng 50(5):1303–1320. https://doi.org/10.1007/s00603-017-1176-4
Macias FJ, Wilfing L, Andersson T, Thuro K, Bruland A (2015) Performance and cutter life assessments in hard rock tunnelling. In: ISRM Regional Symposium-EUROCK 2015 Proceedings. International Society for Rock Mechanics and Rock Engineering, pp 267–272
Maidl B, Schmid L, Ritz W, Herrenknecht M (2008) Hard rock tunnel boring machines. Wiley
Morsali M, Nakhaei M, Rezaei M, Hassanpour J, Nassery H (2017) A new approach to water head estimation based on water inflow into the tunnel (case study: Karaj water conveyance tunnel). Q J Eng GeolHydrogeol 50(2):126–132. https://doi.org/10.1144/qjegh2016-015
Nelson P, Al-Jalil YA, Laughton C (1994) Tunnel boring machine project data bases and construction simulation. Geotechnical Engineering Center Report GR 94 – 4
Pourhashemi SM, Ahangari K, Hassanpour J, Eftekhari SM (2021) Evaluating the influence of engineering geological parameters on TBM performance during grinding process in limestone strata. Bull Eng Geol Environ 80(4):3023–3040. https://doi.org/10.1007/s10064-021-02134-4
Pourhashemi SM, Ahangari K, Hassanpour J, Eftekhari SM (2022) TBM performance analysis in very strong and massive rocks; case study: Kerman water conveyance tunnel project. Iran Geomech Geoengineering 17(4):1110–1122. https://doi.org/10.1080/17486025.2021.1912410
Rauch R, Goliasch R, Käsling H, Thuro K (2018) Does the in-situ stress state have an effect on tool wear in deep TBM tunnelling? Haben Gebirgsspannungen Einfluss auf den Abrasivverschleiß Im Tiefliegenden TBM‐Vortrieb? Geomech Tunn 11(2):169–178. https://doi.org/10.1002/geot.201800001
Ren DJ, Shen SL, Arulrajah A, Cheng WC (2018) Prediction model of TBM disc cutter wear during tunnelling in heterogeneous ground. Rock Mech Rock Eng 51(11):3599–3611. https://doi.org/10.1007/s00603-018-1549-3
Roby J, Sandell T, Kocab J, Lindbergh L (2008) The current state of disc cutter design and development directions. In: Roach M, Kritzer M, Ofiara D, Townsed B (ed) North American Tunneling 2008 proceedings, Society for Mining, Metallurgy and Exploration, pp 36–45
Rostami J (1997) Development of a force estimation model for rock fragmentation with disc cutters through theoretical modeling and physical measurement of crushed zone pressure. Doctoral Dissertation, Colorado School of Mines
Saberinasr A, Morsali M, Hashemnejad A, Hassanpour J (2019) Determining the origin of groundwater elements using hydrochemical data (case study: Kerman water conveyance tunnel). Environ Earth Sci 78(6):198. https://doi.org/10.1007/s12665-019-8182-7
Schneider E, Thuro K, Galler R (2012) Forecasting penetration and wear for TBM drives in hard rock–results from the ABROCK research project/Prognose Von Penetration und Verschleiß für TBM-Vortriebe Im Festgestein–Erkenntnisse aus dem Forschungsprojekt ABROCK. Geomech Tunn 5(5):537–546. https://doi.org/10.1002/geot.201200040
SOI Company (2014) Geological and geotechnical report of Kerman water conveyance tunnel
SOI Company (2015–2019) Geological as-built maps and site reports of Kerman water conveyance tunnel. Unpublished
SOI Company (2016) Engineering geological report of Kerman water conveyance tunnel. Unpublished
Su W, Li X, Jin D, Yang Y, Qin R, Wang X (2020) Analysis and prediction of TBM disc cutter wear when tunneling in hard rock strata: a case study of a metro tunnel excavation in Shenzhen, China. Wear 446:203190. https://doi.org/10.1016/j.wear.2020.203190
Sun Z, Zhao H, Hong K, Chen K, Zhou J, Li F, Zhang B, Song F, Yang Y, He R (2019) A practical TBM cutter wear prediction model for disc cutter life and rock wear ability. Tunn Undergr Space Technol 85:92–99. https://doi.org/10.1016/j.tust.2018.12.010
Villeneuve MC, Diederichs MS, Kaiser PK (2012) Effects of grain scale heterogeneity on rock strength and the chipping process. Int J Geomech 12(6):632–647. https://doi.org/10.1061/(ASCE)GM.1943-5622.0000194
Wang L, Kang Y, Cai Z, Zhang Q, Zhao Y, Zhao H, Su P (2012) The energy method to predict disc cutter wear extent for hard rock TBMs. Tunn Undergr Space Technol 28:183–191. https://doi.org/10.1016/j.tust.2011.11.001
Wang L, Kang Y, Zhao X, Zhang Q (2015) Disc cutter wear prediction for a hard rock TBM cutterhead based on energy analysis. Tunn Undergr Space Technol 50:324–333. https://doi.org/10.1016/j.tust.2015.08.003
Wijk G (1992) A model of tunnel boring machine performance. Geotech Geol Eng 10(1):19–40
Zhang X, Xia Y, Zhang Y, Tan Q, Zhu Z, Lin L (2017) Experimental study on wear behaviors of TBM disc cutter ring under drying, water and seawater conditions. Wear 392:109–117. https://doi.org/10.1080/10402004.2018.1442895
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Karimi, H., Khamehchiyan, M. & Hassanpour, J. Disc cutter wear/life analysis in a long tunnel excavated in strong to very strong, abrasive rocks. Bull Eng Geol Environ 83, 405 (2024). https://doi.org/10.1007/s10064-024-03900-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10064-024-03900-w