
Abstract
Water saturation of rock plays an important role in chipping efficiency and productivity of mechanical excavators. In this study, small-scale linear rock-cutting experiments were performed with a chisel pick on five sandstones, four gypsums, and three synthetic specimens under dry and water-saturated conditions at cutting depths of 1, 3, and 5 mm in order to investigate the mechanical effect of water on the rock-cutting process. In addition, chipping efficiency and cutting particle size distribution in both dry and saturated rock conditions were investigated using sieving analysis and particle size distribution indices. In addition, a new indicator was introduced for evaluating chipping efficiency. Analysis on cutting test results showed that water saturation causes (1) a reduction of production capacity of chisel pick ranging from 1 to 35%, (2) a reduction of chip size and parameters of particle size distribution, and (3) an increase in the proportion of fines produced from rock cutting. The results showed that the reduction of chisel production capacity is greater in saturated rock samples with higher porosity and water content when compared to the same dry conditions. The results of the sieving analysis revealed that all the size parameters of rock debris are reduced in saturated conditions compared to dry conditions.
Highlights
-
Chipping efficiency was investigated in dry and saturated rock cutting with a simple chisel pick.
-
The production capacity, chip size, and weight percentage of large chips were found to be lower in saturated cutting conditions.
-
The proportion of fines was found to be higher in saturated rocks.
-
The reduction of chisel production capacity was greater in saturated rocks with higher porosity and water content when compared to the same dry conditions.
-
There was a strong correlation between cuttings size descriptors and production capacity in both dry and saturated conditions.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Due to the depletion of surface reserves, population growth, multiplier increase in energy consumption and industrial products in the next few decades, the need for producing more raw minerals through development and extraction of deep reserves using mechanical rock excavation machines such as tunnel boring machines, raise boring machines, roadheaders, continuous miners and longwall drum shearers is predicted. On the other hand, with the deepening of mineral reserves, the role of boundary conditions such as lateral pressures, the presence of water, and saturated conditions in the design and performance of mechanical excavators will increase. In addition, in underwater drilling, tunneling and mining operations, including all operations in shallow, deep and ultra-deep waters, and the construction of underground structures below the water table, rock excavation is generally performed in saturated rocks.
Researchers’ studies in recent decades clearly show that in different metamorphic, igneous, and sedimentary rocks with different amounts of moisture (water content) and full saturation conditions, mechanical properties are reduced. For instance, the findings reported by Cai et al. (2019), Hawkins and McConnell (1992), Tang (2018), Yilmaz (2010), Colback and Wiid (1965), Dyke and Dobereiner (1991), Jiang et al. (2014), Torok and Vasarhelyi (2010), and Zhou et al. (2016) for rock material compressive strength; Ojo and Brook (1990), Lashkaripour (2002), Vasarhelyi and Van (2006), Karakul and Ulusay (2013), Guha Roy et al. (2017), Maruvanchery and Kim (2019), Erguler and Ulusay (2009), Hashiba and Fukui (2015), and Wong and Jong (2014) for rock material tensile strength; Kwasniewski and Oitaben (2009), Karakul and Ulusay (2013), Guha Roy et al. (2017), Maruvanchery and Kim (2019), Hashiba and Fukui (2015), Wong and Jong (2014), Mann and Fatt (1960), Shakoor and Barefield (2009), and Burshtein (1969) for rock material elastic modulus; and Pellet et al. (2013), Zhao et al. (2017), and Tang et al. (2019) for rock material shear strength can be noted. However, the reduction of mechanical properties, especially in sedimentary rocks such as sandstone, gypsum, and limestone, is significant (Lajtai et al. 1987; Hadizadeh and Law 1991; Wong et al. 2016; Zhuang et al. 2020).
Obviously, changes in the physical and mechanical properties of the rock due to the presence of water can affect the rock-cutting mechanism, rock fracture mode, production capacity, chipping efficiency, specific energy (SE), cutter wear rate, flowability and particle transfer and heat transfer in mechanical excavation systems. On the other hand, in a laboratory-scale study on the productivity and rock cutting using a linear/rotary cutting machine contrary to the actual conditions of rock excavation using a mechanical excavator, any evaluation of rock cuttability may lead to unrealistic results of machine operational parameters such as specific energy and penetration rate, and consequently incorrect design parameters for the machine. Accordingly, as a result of incorrect and unrealistic estimation of technical and operational parameters of the mechanical machine and project schedule, excavation operations and finally the project success will be technically/operationally, economically, and environmentally endangered.
The growth of mechanization in activities related to mining and construction of underground structures, especially in the last 7 decades, has led to extensive research in the field of rock cuttability. Most studies on production capacity and rock cutting have been done on dry rocks (e.g., McFeat-Smith and Fowell 1977; Goktan 1995; Çopur et al. 2001; Balci et al. 2004; Bilgin et al. 2006; Tiryaki and Dikmen 2006; Yilmaz et al 2007; Balci and Bilgin 2007; Tiryaki et al. 2010; Dursun et al. 2011; Copur et al. 2011, 2017, 2011; Çopur et al. 2001; Copur 2010; Tiryaki 2008; Comakli et al. 2014; Tumac 2014; Dogruoz and Bolukbasi 2014; Dursun and Gokay 2016; Shao et al 2017; Wang et al. 2017a, b, 2017a; Tumac et al. 2018; Mohammadi et al. 2020; Rostami et al. 2020). In most cases, however, mechanical excavators encounter wet and saturated rocks. A limited amount of research has been done so far to address the effects of water saturation on cutting efficiency.
Rock cuttability is defined as the ease or difficulty of rock excavation with mechanical tools such as drag picks and roller cutters. One of the methods for evaluating the rock-cutting efficiency for the use of mechanical rock-cutting units is the calculation of specific energy. SE is the energy or work required to cut unit volume of the rock (Mc Feat-Smith 1975; Roxborough 1987). Specific cutting energy (SE) in MJ/m3 is calculated using Eq. (1):
where W is work or energy to cut the rock (MJ); V is volume of cuttings (m3); FC is Mean cutting force (kN); L is effective cutting length (m); ρ is rock density (ton/m3) and M is mass of cutting debris (ton).
As it can be seen in Eq. 1, one of the parameters involved in calculating the specific energy and evaluating the efficiency of the cutting process in the linear cutting test is the volume of fine powder and chips by unit distance of cut, or in other words, the production capacity of cutting tools. In addition to the importance of cutter production capacity for determining specific energy and cutting efficiency, the size and size distribution of the particles produced in a cutting test are directly related to cutting efficiency and can provide useful information about rock-cutting mechanism, fracture mode, cutter wear, variations of cutting forces, and the required transportation and ventilation system. In addition, with observation and evaluation of the size of the cutting particles, the mechanical excavators can be controlled during the excavation operation, which is an easy and convenient way to control the efficiency of the rock-cutting units.
The number of studies that have been conducted to explore the relationship between chip size distribution indices and operating parameters of the mechanical rock-cutting units in both laboratory and field scales is very limited. In this case, studies in wet and saturated conditions are few.
Barker (1964) investigated the full-scale rock-cutting efficiency of pointed and chisel-type picks in dry sandstone for different cutting depths. It reported an increase in the amount of weight per unit length of the cut, an increase in coarseness index (CI), and a decrease in specific energy with increasing cutting depth. By conducting full-scale laboratory rock-cutting tests using various types of cutting picks and disks in lower chalk in both dry and wet conditions, Roxborough and Rispin (1973) reported that CI values in wet chalk cutting are lower than dry chalk. This study also showed that the specific energy decreases with increasing coarseness index. Roxborough et al. (1981) performed cutting tests for different pick spacing to cutting depth ratios in coal to evaluate continuous miner performance. The authors found out that efficient cutting of coal results in coarser coal production and less dust. By examining the chip size and shape in a field-scale study, Bruland (2000) suggested that the cubic chip to be considered for chip quality analysis. By performing field stepped penetration test and muck sieve test in Singapore DTSS project, Gong et al. (2007) analyzed the rock mass boreability and the effect of TBM trust levels on the size and shape of the mucks. The authors found that with increasing thrust force, muck size and penetration per revolution (PRev) and failure performance increase, and the chip shape changes from flat to elongated and flat. Tuncdemir et al. (2008) analyzed the size and shape of the chips produced from the rock-cutting tests using drag and disk cutters on different rock types including chromite, harzburgite, serpentinite, trona, gypsum, sandstone, anhydrite, limestone and granite and concluded that the minimum specific energy is obtained in the optimal ratio of cut spacing to the depth of cut that gives larger, flat, and elongated chips. In their study, they presented an inverse relationship between specific energy and coarseness index for different types of cutting tools and validated the results of the laboratory cut test with in situ observations from TBM excavation in two tunnels driven in Istanbul. By analyzing the muck and measuring the coarseness index of field data in excavating a subway tunnel with a TBM, Balci (2009) concluded that the small size of the muck increases the cutting specific energy.
Abu Bakar and Gertsch (2011) and Abu Bakar et al. (2014) explored cutting performance by performing a series of full-scale linear cutting tests with disk cutter in different ratios of cut spacing to penetration on dry and saturated Roubidoux sandstone with a porosity of 18%. The authors correlated the coarseness index and absolute size constant of the Rosin–Rammler distribution with the production rate and specific energy and revealed that in both dry and saturated cutting conditions, with increasing CI and xʹ, the production rate increases and the corresponding specific energy decreases. The authors also reported reductions of 27.5%, 44%, 48%, and 8% in normal, rolling, side forces, and specific energy from dry to saturated conditions, respectively. In addition, Abu Bakar and Gertsch (2013) evaluated the cutting performance of chisel-type drag pick by conducting full-scale linear cutting tests on sandstone in both dry and saturated conditions. The results obtained from this study are different from the results obtained from the rock-cutting tests with a disk cutter on the same rock. The authors reported that water saturation increased cutting and normal forces as well as specific energy by 9.9%, 9.4%, and 28%, respectively. Their study also confirmed the relation between the coarseness index and absolute particle size of Rosin–Rammler (Rosin and Rammler 1933) distribution with the specific energy. By running TBM penetration tests in three TBM driven tunnels of the Jinping II Hydropower Station under different in situ stress conditions, Yin et al. (2014) correlated TBM operation parameters collected during the tests with rock mass boreability index and concluded that if the in situ stress is high enough to cause the stress-induced failure at the tunnel face, it facilitates rock fragmentation by TBM cutters and the corresponding rock boreability index decreases. By conducting a series of small-scale linear cutting tests with a conical pick on sandstone, Jeong and Jeon (2018) studied the effect of cut spacing and cutting depth on rock chips' production and size distribution. They used various indexes to investigate the characteristics of rock chips, such as the ratio of powder weight to chip weight, coarseness index, Rosin–Rammler (Rosin and Rammler 1933) distribution parameters, and uniformity and curvature coefficients. The results showed that the size distribution indices of rock chips are highly correlated with cutting force and specific energy. In addition, the results of their study showed that in the optimum cut spacing, the chip size has the most significant value. Correlating the TBM operational factors such as machine thrust, cutterhead RPM, torque, and penetration rate with muck size distribution indexes including coarseness index, mean particle size, and absolute grain size, Heydari et al. (2019) concluded that visual observations of mucks size can be used to evaluate cutting efficiency and control of excavation operations. They found that the higher the geometrical size of muck particles represented the larger coarseness index and the lower specific energy. In a laboratory study, by performing a series of small-scale linear cutting tests with chisel tools on four rock samples (sandstone, marl, salt, and coal) and two synthetic (dental plaster and concrete) specimens, Mohammadi et al. (2020) examined in detail the effect of cutting depth on chip size and shape, as well as the relationship between particle size indicators such as the coarseness index, mean particle size, and absolute grain size with specific energy for evaluation of cutting efficiency. Hou et al. (2021) performed rock-cutting tests to investigate the rock-breaking efficiency using cuttings size in rock cutting with a polycrystalline diamond compact (PDC) bit. The authors also studied the effect of cutting parameters such as the depth of cut (DOC), the back rake angle (α), and the cutting speed (v) on the coarseness index and specific mechanical energy (MSE). The results showed that the CI value increased with increased DOC, and the CI increased slightly with increased α. The most influential factor on the CI is the DOC, followed by α. However, within the range of tests, the cutting speed has an insignificant effect on the CI value.
A review of research history shows that relatively extensive studies have addressed the effect of water saturation or the presence of water on the physical–mechanical behavior of rock and failure mechanics. At the same time, a small number of studies have investigated the effect of saturation on the mechanics of rock cutting in mechanical excavation. Among these, basic investigations of the water saturation effect have not been performed yet on the production capacity of the cutting tool, mechanisms of the rock chipping process, and breakout angle.
In the present study, the effect of water saturation on the productivity and the chipping efficiency of the chisel pick is investigated by performing small-scale linear cutting tests on 12 low- to medium-strength rock specimens. Chipping efficiency is defined as the ability of the cutting tool to produce more coarse chips and less powder. The mechanism of rock cutting and the production capacity of chisel pick in dry and saturated cutting conditions are compared, and the relation between relative production capacity reduction in saturated cutting mode with porosity and water content of different rock specimens are also investigated. Indexes related to the size of the particles in the cutting, including coarseness index, mean particle size, median grain size, and absolute grain size are calculated after sieve testing on cuttings to evaluate the chipping efficiency in dry and saturated cutting tests.
2 Laboratory Testing
2.1 Samples of Rocks and Their Physical and Mechanical Properties
In this research, nine rocks, including five sandstones and four gypsums, were collected from different regions of Iran, and block samples were transferred to the laboratory. Gypsums were taken from three Gypsum mines around Garmsar and Tehran cities situated in Semnan and Tehran provinces, respectively. Sandstones were collected from rock slopes in road cuts near Tehran. In addition to natural rock samples and in order to increase the variability of specimens, three synthetic specimens with more porosity than rock samples with a combination of dental and building plaster and concrete were made based on research objectives.
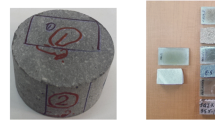
After transferring the rock blocks to the laboratory, NX cylindrical core specimens with an approximate diameter of 54 mm were prepared from each of the rock blocks by core drilling for the determination of physical and mechanical properties. Multi-piece polyethylene molds with a diameter of 54 mm and a length of 120 mm were used to prepare synthetic cylindrical specimens (Fig. 1). Figure 2 shows some cylinder specimens prepared for physical and mechanical testing of the rock.

Multi-piece molds for making cylindrical synthetic specimens

Cylindrical specimens used in rock physical and mechanical tests
The rock mechanics tests were performed in accordance with the available ASTM standards in dry and saturated conditions (ASTM D2938-95 1995; ASTM D3967-95 1995; ASTM D4543-08 2008). In addition, the dry density and saturation of rock samples, porosity, and water content percentage of samples were measured according to suggested methods by International Society for Rock Mechanics (Ulusay and Hudson 2007). Table 1 shows the physical and mechanical properties of rock samples. As can be seen in Table 1, in this study, soft to medium rocks according to Bieniawski (1989)—suggested classification for intact rock UCS, were used to investigate the cuttability of dry and saturated rocks.
2.2 Small-Scale Rock-Cutting Tests and Experimental Scheme
In this research, rock-cutting experiments were performed with a small-scale linear cutting machine (SSLCM) at the Mechanized Excavation Laboratory of Tarbiat Modares University. This test rig is the modified Klopp shaping machine, which has a power of 5.9 kW and a maximum cutting stroke of 900 mm. The cutting stroke position in the test rig can be adjusted according to the length of the rock sample in the cutting direction. Figure 3 shows a picture of the SSLCM machine in the laboratory with the introduction of its main parts for running rock-cutting experiments. Adjusting the cutting depth to an accuracy of 0.1 mm is done by rotating the pilot wheel, which rotates each complete revolution of the wheel, equivalent to 5 mm of the vertical tool head slide. The sample placement frame is placed on the work table and can accommodate samples up to 30 × 35 × 30 cm. It is possible to move the work table in the Y direction and adjust the distance between the cutting grooves to an accuracy of 0.1 mm by turning the hand wheel.

Components of the testing system with linear rock-cutting machine
A strain gauge 3-D dynamometer was installed under the tool head for measuring the cutting forces exerted by the cutting tool (i.e., chisel in the present study). The dynamometer was connected to the data collection system consisting of necessary hardware and software running on MS windows-based personal computer for recording and processing of cutting forces signals. The cutting tools are fixed with a tool holder directly to the dynamometer.
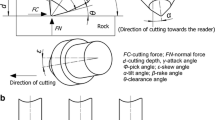
Rock-cutting tests were performed using a flat chisel pick on dry and saturated rock samples under the conditions given in Table 2 and shown in Fig. 4. The chisel tool used for tests is a simple flat one having a constant geometry: tip width of 12 mm, rake angle of 0°, and clearance angle of 12° (Fig. 4). The depth of cut in the experiments was 1, 3, and 5 mm. In order to avoid overlapping the lateral breakage zone between adjacent cuts, the cuts were performed in unrelieved mode. The tests were repeated at least three times at each cutting depth for each rock sample, and the results were averaged, as suggested by Bilgin et al. (2006), Copur et al (2017), Tumac et al. (2018), Yasar and Yilmaz (2018), Mohammadi et al. (2020), and Rostami et al. (2020). In case of large discrepancies in the test results, the number of tests was replicated more than three times. Before the cutting test is performed, the surface of the rock specimen is dragged with the chisel pick to obtain a representative surface. After each test, powders and chips were carefully collected and weighed, and the cutting length was measured. Then the cuttings volume was calculated using the density of the rock samples. Since the cutting length varies in different rock samples, the volume of cuttings for different rock samples cannot be compared with each other. Therefore, production capacity (PC) in cm3/m was defined and used as the volume of cuttings produced from the cut unit length of the rock sample.

Parameters of rock cutting with a chisel-type pick
2.3 Sieve Tests and Debris Size Analysis
As mentioned in the literature, studies on the cutting efficiency of mechanical machines, both on a laboratory and field scale, confirm the clear relationship indicators of the size of the cutting with specific energy and production capacity. In this study, four parameters of the size of the cuttings, including coarseness index, median particle size, absolute particle size, and mean particle size were selected to evaluate the effect of saturation on chipping process efficiency.
Sieve tests of chips and fines materials produced in each cutting experiment performed using a sieve set included the aperture of 16 mm, 8 mm, and mesh 4, 8, 16, 30, 50, and 100. Rock cuttings were separated into nine groups based on their sizes, as displayed in Fig. 5. By accurately weighing the rock cuttings in each of the 9 groups and plotting the size distribution curve for each cutting test, the size parameters of the cuttings, including coarseness index (CI), absolute particle size (dʹ) and mean particle size (dmean) and median particle size (d50) were calculated.

Rock cuttings’ segregation based on their sizes for dry sandstone 1 in d = 5 mm
2.3.1 Coarseness Index
The coarseness index is a dimensionless number and has been used by various researchers as a simple and reliable tool to detect the coarseness of the cuttings obtained from the cutting test. Coarseness index was introduced as the total cumulative weight percentage of rock debris in any fractions size obtained from sieve analysis (Barker 1964; Roxborough and Rispin 1973). The CI value is generally was calculated by Eq. 2:
where CI is the coarseness index; N is the number of fractions size used in the sieve tests; \({M}_{i} i\) s the cumulative weight of rock debris in fraction size i and W is the total weight of debris.
Cumulative weight of rock debris in fraction size i calculated using Eq. (3):
where \({W}_{i}\) is the weight of rock debris in fraction size i.
The range of arbitrary value of CI extremely depends on the number of size fractions taken and the size of the sieves used. The minimum coarseness index value is 100 and occurs when all cuttings pass through even the smallest sieve aperture size used in a sieve analysis. The maximum value depends on the number of fractions and is equal to i × 100. For example, in this study, with the number of size fractions 9, the maximum CI value was 900, corresponding to all cuttings being larger than 16 mm.
It should be noted that in a sieve analysis, changing the size of the sieves used will change the CI value, even if the number of sieves is constant. Therefore, it is essential to compare and evaluate the particle size distribution in a given study, the size and number of sieves used during all set of tests must be constant. In a sieve analysis, whatever increased the value of retained particles on screen with the larger opening, the higher the CI. Therefore, high values of the coarseness index relatively indicate the higher weight percentage of coarse particles in the cutting fragments. Table 3 illustrates an example of coarseness index calculation for sieve analysis on a sample of dry sandstone 1 debris collected at a cutting depth of 5 mm.
2.3.2 Absolute Particle Size
Another indicator used to evaluate the size of cuttings in this study is the absolute particle size developed in the Rosin–Rammler distribution function. Rosin and Rammler (1933) provided the following relation for evaluating the laws governing coal, which are now widely used in particle size distribution studies:
where R is cumulative fraction of cuttings by weight less than size d; b is a constant describing the cuttings uniformity and hence called the uniformity constant; and dʹ is the absolute grain size, defined as the size at which 63.2% (1 − l/e = 0.632) of the particles (by weight) are smaller.
Parameters dʹ and b in the Rosin–Rammler equation express the size distribution of rock cuttings under sieve analysis in a given specimen. A plot of ‘log [Ln (100/R)]’ versus ‘log d’ give a straight line with slope equal to b. parameter dʹ is obtained from the intercept at the horizontal line at R = 36.79% (substitution of d = dʹ in Eq. 4 produces a constant of about 36.79% material retained).
2.3.3 Mean Particle Size
The Wentworth (1922) scale is a well-known scale among sedimentologists for describing rock particle size. Krumbian (1934) introduced the Phi scale, expressed as a logarithmic transformation of the geometric Wentworth particle size scale. Phi size (\(\mathrm{\varnothing }\)) is computed by Eq. (6):
where d is the particle diameter in millimeters.
Mean particle size is the arithmetic size average of particles produced in the rock-cutting test. Since in the rock-cutting test, it is practically impossible to determine the diameter of all rock cuttings, the graphic method proposed by Folk and Ward (1957) has been used to estimate the mean particle size using only percentiles taken from cumulative frequency curves, as given in Eq. (7). Then, by converting the M value to millimeters, the mean particle size (dmean) is calculated, as seen in Eq. (8):
where \({\varnothing }_{16}\), \({\varnothing }_{50}\), and \({\varnothing }_{84}\) are the 16th, 50th, and 84th percentile values from the cumulative curve and, dmean is the mean particle size.
2.3.4 Median Particle Size
The median particle size is the value of the particle diameter at 50% in the cumulative frequency distribution that is also called the d50. It divides the particle size distribution into equal amounts of “smaller” and “larger” particles. It corresponds to the 50th percentile diameters on a cumulative frequency curve, where half the particles by weight are larger and half are smaller than the median.
3 Results of Analysis and Discussion
3.1 Effect of Water Saturation on Cutting Tool Production Capacity
Production capacity of chisel pick in dry and saturated cutting conditions versus different depths (cutting depths of 1, 3, and 5 mm) is shown in Fig. 6a. The results show that in both dry and saturated cutting modes, the chisel tool production capacity increases with increasing depth, as seen in Fig. 6b. The results also show that due to the saturation of rock samples, the volume of debris for the same cutting length has decreased compared to dry conditions. The relative reduction of production capacity in the cutting experiment of saturated rock samples compared to dry rock for different cutting depths is shown in Fig. 7, and the mean values for each rock sample are given in Table 4. So that the highest percentage of decrease is related to the CP sample (average 35%) and the lowest decrease is related to the G3 and the G4 samples (about 1%). However, this decreasing trend at a depth of 1 mm is insignificant in most specimens compared to greater depths, and with increasing cutting depth (depths of 3 and 5 mm), the difference in chisel tool production capacity between the dry and saturated conditions increases (Fig. 7). This means that in field operations, where the cutting depth is greater, the percentage of reduction in the production capacity of cutting tools under saturated conditions can be higher, which affects the cutting efficiency of the mechanical machine.

Variation of production capacity as a function of cutting depth in dry and saturated samples: a—individually for each sample, b—general trend

Relative reduction of production capacity of chisel pick after saturation of samples at different depths of cut
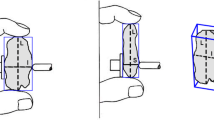
The slight change in the production capacity for the 1 mm cutting depth after saturation is mainly related to the fracture mode and the breakout angle. At a very low depth of cut, the rock-cutting mechanism by the chisel pick is mostly of the shear failure type in both dry and saturated conditions, in which case the breakout angle is very low and, consequently, the production capacity of the chisel tool does not change much in the dry and saturated conditions. However, with increasing depth of cut, in dry rock samples, the fracture is more than the tensile failure type, and the growth and propagation of cracks created beneath chisel pick are more and faster than the saturated sample. In addition, the lateral breakage zone and breakout angle in the dry rock sample is greater than the saturated rock sample and as a result, the production capacity of chisel pick will be higher. As an example, the lateral breakage zone created in the DPP1 and S1 rock samples for both dry and saturated cutting conditions with a cutting depth of 3 mm is shown in Fig. 8. As can be observed, the reduction of the lateral breakage zone in the saturated DPP1 sample compared to the dry DPP1 sample can be detected such that the production capacity of the chisel pick with a cutting depth of 3 mm in saturated DPP1 compared to dry DPP1 has decreased by 35%. In addition, in the S1 rock sample, the lateral breakage zone obtained in the saturated cutting test was reduced compared to the dry cutting test, although it is not visually detectable; however, the relative reduction in production capacity of the chisel pick with a cutting depth of 3 mm in saturated cutting conditions, 11% have been obtained. The production capacity reduction of chisel pick in saturated cutting tests compared to dry tests for all rock samples is given in Table 4. It seems that the number of cracks formed when using chisel pick is higher in saturated samples but the growth of cracks is less than that in dry specimens. This phenomenon was also observed in studies on rock fracture mechanics. For example, Maruvanchery and Kim (2019) performed cracked chevron notched Brazilian disk (CCNBD) tests on calcite cemented sandstone to investigate the fracture properties of the rock such as fracture toughness, crack propagation velocity, consumed energy, and microstructural damage in dry and saturated conditions. Using environmental scanning electron microscope (ESEM), they investigated the microstructural damage produced in sandstone samples before and after the CCNBD test. The results of their study showed that the crack propagation velocity in the saturated sample is lower compared to the dry sample, and therefore, its development is slower. In addition, they reported that water saturation can reduce the microcrack length but increase the microcrack area after CCNBD tests when compared with the dry conditions.

Lateral breakage after dry and saturated cutting test with the chisel pick in DPP1 and S1 samples; d = 3 mm
3.2 Relationship Between Porosity and Water Content with Cutting Tool Production Capacity
As mentioned in the previous section, the production capacity of chisel pick is reduced due to the saturation of synthetic and natural rock specimens. In this section, the relationship between the relative reduction of pick cutting production capacity in saturated specimens with porosity and water content of the samples was investigated and, the results are shown in Fig. 9. Comparing the cutting test results under dry and saturated conditions reveals that with increasing the porosity and water content of rock samples, the percentage of the relative decrease of production capacity in the saturated cutting test increases. However, with increasing the cutting depth from 1 to 5 mm, the slope of the diagram has also increased. In other words, as the cutting depth increases, the effect of porosity and water content on the production capacity of chisel pick under saturated conditions will increase. There is a strong correlation between the percentage of reduction in chisel pick production capacity and the porosity and water content of the rock. This means that in addition to the water saturation and the presence of water, the porosity and water content of the rock also affect the rock-cutting process and the debris produced by cutting tests. Therefore, the porosity and water content of rock are factors that affect the cutting efficiency of saturated rock, and mechanical excavation of rocks with greater porosity and water content below the water table leads to a further reduction in the production capacity of the rock-cutting machine. The relative reduction in pick production capacity under saturated conditions could be related to the cracks propagation velocity created in porous rocks beneath the chisel tool. The higher the porosity and water content of saturated rocks, the slower the crack spread in the rock. In this case, before cracks reach the free surface or side cracks between the two cutters reach each other and coalesce and form a large chip, more cracks will appear again as the pick advances in the path of creating the cutting groove. When these cracks reach each other or reach the free surface, chips with smaller dimensions are formed. In addition, reducing the propagation velocity of cracks in saturated rocks also reduces the breakout angle of the rock, which results in a reduction in production capacity.

Relationship between (a); porosity and (b); water content of different rock samples with a relative reduction of the production capacity of saturated rock samples at cutting depths of 1, 3, and 5 mm
3.3 The Effect of Saturation on Cuttings Size
During the cutting process, rock fragments are produced in powder and chip forms. The volume and size distribution of chips produced in the cutting test is an indicator of cutting efficiency of the cutting tool. The particle size statistical parameters including coarseness index, mean particle size, mean particle size, absolute particle size, and particle distribution curve were used to evaluate the chipping efficiency in dry and saturated rock-cutting experiments.
In addition to the previously mentioned indicators, a new indicator is proposed for investigation of the size and amount of rock debris and chipping efficiency of chisel pick.
The results of calculating the coarseness index in different cutting depths are shown in Fig. 10. By increasing the cutting depth in both dry and saturated cutting tests, the coarseness index increases, and there is a linear and direct relationship between this index and the cutting depth (Fig. 11). In addition, the coarseness index in saturated samples is smaller than that in dry rock samples. A possible explanation for this might be that during the rock-cutting process, saturation and the presence of water reduce the growth and propagation of cracks created beneath the cutter.

Relationship between coarseness index and cutting depth for dry and saturated rock cuts

Relationship between coarseness index and cutting depth in dry and saturated cutting test conditions
Figure 12 shows the relationship between the coarseness index and the chisel pick production capacity in dry and saturated conditions. As can be seen in Fig. 12, in each rock sample, the chisel production capacity also increases with increasing coarseness index. Therefore, considering that the higher coarseness index means more coarse particles and higher chipping efficiency (Altindag 2004; Tuncdemir et al. 2008; Abu Bakar et al. 2014), this index shows that the production capacity of the mechanical excavation machines and the chipping efficiency of the rock are reduced under saturated conditions. These results are in good agreement with Roxborough and Rispin's (1973) findings. By conducting full-scale laboratory rock-cutting tests using various types of cutting picks and disks in lower chalk in dry and wet conditions, Roxborough and Rispin (1973) reported that the specific energy is 50% higher in wet conditions compared with dry conditions. They attributed the increase in specific energy in wet conditions to the low values of the coarseness index (CI). In addition, Abu Bakar and Gertsch (2011) and Abu Bakar et al. (2014), explored cutting performance by performing a series of full-scale linear cutting tests with a disk cutter in different ratios of cut spacing to penetration on dry and saturated Roubidoux sandstone with a porosity of 18%. The authors reported reductions of 44% and 8.4% in rolling force and specific energy from dry to saturated cutting conditions, respectively. Since the specific energy is a function of rolling force and production capacity, it can be concluded that due to the saturation of Roubidoux sandstone, the production capacity has decreased by about 39%. In addition, Abu Bakar and Gertsch (2013) evaluated the cutting performance of a chisel-type drag pick by conducting full-scale linear cutting tests on sandstone in dry and saturated cutting conditions. The authors reported that water saturation increased cutting force and specific energy by 9.9% and 28%, respectively. Therefore, based on the findings of Abu Bakar and Gertsch (2013) and according to the calculation relationship of specific energy (Eq. 1), it can be concluded that the production capacity of the chisel-type drag pick in saturated cutting has decreased by about 14% compared to dry cutting.

Relationship between coarseness index and production capacity of chisel pick in dry and saturated specimens cutting test
The grain size distribution curve has been used for analyzing the size range of rock debris produced during the rock-cutting process. Therefore, after sieving the fragments produced by the cutting test, the retained weight percentage on each sieve, the cumulative retained percentage, and the cumulative passing percentage were determined for all samples, and finally, the grain size distribution curve was drawn. Figure 13 shows the debris size distribution curves for the G1 rock sample under dry and saturated cutting test conditions in cutting depths of 1, 3, and 5 mm. As seen in Fig. 13, the size distribution curve of the fragments obtained from the cutting test in the saturated sample G1 at different depths of cut is at a lower level than that of the dry sample. This means that saturation significantly reduces the equivalent diameter of the cutting fragments as well as the size distribution of the cutting particles.

Size distribution curve of cuttings of rock sample G1 in dry and saturated cuts
In this study, based on the Wentworth (1922) scale system, particles passing through mesh sieve No. 16 (aperture diameter of 1.2 mm) were used as fine particles to study the statistical distribution of particles. In addition, the retained particles on the mesh sieve No. 4 (aperture diameter of 4.75 mm) were used for the statistical analysis and evaluation of the chips formed during the linear cutting test process. Figure 14 displays the percentage of powder and chips produced in dry and saturated cuts for all rock samples at different cutting depths. As can be seen, with increasing cutting depth, the weight percentage of powder has a linearly decreasing trend in both dry and saturated rock-cutting tests. Jeong and Jeon (2018) reported similar findings on cutting dry sandstone with a conical pick at 5, 7, 9, and 11 mm cutting depths. They stated that the weight percentage of rock powder decreases with increasing cutting depth. By looking closely into this graph, at a given depth of cut, the weight percentage of powder in saturated rock-cutting conditions is higher than that in dry cuts. This means that the saturated specimen produces more powder in comparison with the dry specimen of a given rock sample, although the cutting production capacity decreases in saturated conditions. In other words, saturation has a negative effect on rock chipping efficiency.


Percentage of powder and chips created in dry and saturated cutting test based on different cutting depths in all samples
An example is presented to clearly illustrate the effect of saturation on rock chipping efficiency. In the G1 sample cutting test for a cutting depth of 3 mm, the weight percentage of powder in dry conditions was 50%, while it increased to 60% in saturated condition. This increase in the percentage of powder occurs in the saturated cutting mode while the production capacity from dry to saturate in this sample has decreased by 12%. On the other hand, by increasing the cutting depth from 1 to 5 mm, an upward linear relationship for the weight percentage of particles larger than 4.75 mm has been observed in both dry and saturated cutting tests, which is in good agreement with the findings reported by Jeong and Jeon (2018) and Mohammadi et al (2020). However, the slope of this diagram in the dry cutting test is more than the saturated cutting test, which means that as the cutting depth increases, the difference between the production capacity of large chips in dry and saturated cutting conditions increases.
In addition, the weight percentage of chips produced in saturated cutting conditions is less than that in dry rock tests at a certain depth of cut. For example, in the G1 sample cut test with a depth of 3 mm, the weight percentage of large chips decreased from 39% in the dry cut test mode to 4% in the saturated cut. Therefore, in the saturated cutting tests, the proportion of fines produced was higher and the weight percentage of coarse chips was lower than in dry rock experiments. In saturated rock samples, due to the filling of the void space of the rock by water and the high viscosity of water relative to the air, the chips are not easily separated from the rock (the host rock matrix) during cutting test and are placed next to and under the chisel pick. Jackson et al. (2007) reported similar findings in their study on a subsea mechanical trenching wheel and stated that the viscosity of the water reduces the speed at which the chip can leave the host rock matrix compared to the same situation in the air. This delay increases the remaining chips in the trench and can result in a negative re-grinding effect. Therefore, one of the main reasons for increasing the percentage of fines and decreasing the size of the chips in the saturated cutting test compared to dry cutting is the placement of the cutting fragments under the chisel tool and their re-crushing. During the dry cutting test, the chips are automatically separated from the host rock matrix immediately after formation and quickly released around the cutting groove. This important issue was evident in the films made from the cut. Figure 15 shows the scattering of cuttings in two test modes of dry and saturated sample DPP1 on the sample surface. As shown in the figure, rock debris during the run of the dry cutting test is located on both sides of the groove from the beginning to the end of the cutting path, but in the saturated cutting test, most of the rock debris is collected almost the end of the cutting path. Furthermore, the powder produced in the saturated cutting tests forms a slurry, causing the chips to be placed beneath the chisel tool and re-crushed, resulting in smaller chips and powders. Roxborough (1973) obtained similar results by performing rock-cutting experiments on saturated sandstone, noting that debris in the form of small sandy material clings to each other in the presence of water, and a paste is formed near the cutter-rock contact. Another reason for the increase in the weight percentage of fine particles and the decrease in the size and weight percentage of the chips in the saturated cutting test might be related to the propagation velocity of cracks created in the host rock matrix, which was mentioned in the previous section.

Dispersion of debris obtained from the cutting test of DPP1 synthetic sample; d = 3 mm. a—Dry cut, b—saturated cut, around the cutting groove
One of the useful indicators for evaluating chipping efficiency in cutting tests is the ratio of rock powder weight to chip weight proposed by Jeong and Jeon (2018). Jeong and Jeon (2018) divided rock cuttings into rock powder and chips. In the present study, the cuttings were divided into three major size categories: particles less than 1.2 mm (powder), particles larger than 4.75 mm (chip), and particles between 1.2 and 4.75 mm (medium materials). The term ‘chipping index’ (ChI) was introduced to compare these three size categories in different samples and also to investigate the chipping efficiency, as follows:
where ChI is the evaluation index of chipping efficiency and is a dimensionless value; wpowder is the percentage of particles passing through the mesh sieve No. 16 (weight percentage of powder) and wchip is the weight percentage of chips retained on the mesh sieve No. 4 (chip weight percentage). This index takes into account all three ranges of particle sizes for the evaluation of chipping efficiency. In this regard, the number 1 indicates the weight percentage of total particles. The physical meaning of the ChI index is the weight of coarse and medium materials per the weight of the fine and medium materials in terms of percentage. The higher value of ChI indicates a greater difference between the weight percentage of powder and chips produced during the cutting process. This means that the chips weight percentage is relatively higher and the fines weight percentage is lower.
According to the cutting tests performed at all cutting depths, it is concluded that ChI decreases in saturated cutting conditions compared to dry conditions. This indicates that under saturated cutting conditions, the weight percentage of powder is higher and the amount of chip is lower. In addition, with increasing depth, the value of ChI has increased, which indicates more chip production. The relationship between the production capacity of chisel tool and ChI under dry and saturated cutting conditions is shown in Fig. 16. As can be seen, there is a good correlation between ChI and the production capacity in both cutting conditions.

Relationship between production capacity of chisel tool and chipping index
One of the indicators for evaluating the particle size distribution is the median particle size parameter. The median particle size in the cumulative curve for all samples under dry and saturated cutting test conditions was calculated and given in Table 5. As can be seen, the value of d50 in all saturated rock samples is lower than the dry rock samples. Therefore, in addition to the relative reduction of weight percentage of chips in saturated cutting conditions, the median size of cutting chips is also reduced due to saturation.
In this study, to determine the mean particles size from the cutting test in dry and saturated conditions, the method proposed by Folk and Ward (1957) (Eq. 7) has been used. For this purpose, first, the diameter values of the sieves used in this study were converted to the Phi scale provided by Krumbein (1934) (Eq. 6). Then, the cumulative curve of debris size distribution obtained from dry and saturated cutting tests was drawn for different depths of cut in terms of Phi's values. For example, the cumulative particle size distribution curve for sample G1 in terms of Phi size under dry and saturated cutting conditions is shown in Fig. 17. After drawing the curve, the Phi values corresponding to the cumulative weight percentages of 84, 50, and 16 were determined, and finally, according to Eq. 7, the average size of the cutting test fragments is calculated. Since the number obtained (M) is based on the Phi scale, using the Eq. 8 converted to millimeters. Table 5 shows the average size of cutting chips in dry and saturated modes. As can be seen in this table, the average size of cutting test particles is relatively reduced under saturated conditions. The results also show that with increasing the depth of cut, the average size of particles from the cutting test increases in both dry and saturated conditions.

Size distribution curve of G1 rock sample fragments in dry and saturated cutting conditions versus phi size
Another parameter for investigating the size of cutting particles is the absolute particle size. The absolute particle size was calculated based on the Rosin–Rammler distribution diagram for different cutting depths under dry and saturated cutting test conditions, and the values related to the absolute size of the cutting fragments are given in Table 5. Comparison of absolute particle size in dry and saturated cutting test shows that the absolute particle size, like medium and medium size, has a decreasing trend in saturated cuts and also with increasing cutting depth from 1 to 5 mm in both cutting conditions, the absolute particle size increased.
In this paper, the relationship between the coarseness index and other size characteristics of cuttings for all dry and saturated cuts data is investigated. As shown in Fig. 18, there is an exponential correlation with a high correlation coefficient between the coarseness index and the particle size indices including, dmean, dʹ, and ChI. There is also a strong power relationship between the CI and d50. The correlation between particle size distribution parameters was investigated in the literature. For example, observing similar results, by examining the size distribution of rock debris produced from drilling on 33 blast holes in the limestone and marl quarry, Altindag (2004) reported a strong power relationship with a correlation coefficient of 96% between the coarseness index and the absolute particle size. A similar relationship was reported by Abu Bakar and Gertcsh (2013) when correlating the coarseness index (CI) and absolute particle size of rock fragments collected from the full-scale cutting of dry and saturated sandstone. In addition, the analysis results of Mohammadi et al. (2020) show a strong correlation of CI with other size distribution parameters of rock debris collected from the small-scale cutting tests in different rock samples (sandstone, marl, salt, coal, dental plaster, and concrete). In addition, the findings of Heydari et al. (2019) confirm the significant relationship between the particle size indices, by examining size distribution of mucks in a field-scale study. The good correlation between the coarseness index and other particle size indices indicates that, like the coarseness index, other particle size indices such as chipping index (ChI), absolute Rosin–Rammler particle size, medium, and mean particle size, can be used as a criterion for evaluating the chipping efficiency of rock by the cutting tool in dry and saturated cutting conditions.

Relationship between coarseness index (CI) with (a); mean particle size (dmean) and median particle size (d50) (b); absolute particle size (d′) and chipping index (ChI)
3.4 Cutting Efficiency in Dry and Saturated Rock Samples
In a given rock, the lower value of the specific energy is evaluated as the more efficient measure of the cutting system. Figures 19 and 20 show the variations of mean cutting force and specific energy in different rock samples against the different depth of cuts in dry and saturated cutting conditions, respectively. As can be followed from Fig. 19, in both dry and saturated cutting conditions, the mean cutting force increases linearly with increasing cutting depth. The results of the present study are in good agreement with the previous studies (e.g., Potts and Shuttleworth 1958; Evans 1962; Evans and Pomeroy 1966; Nishimatsu 1972; Bilgin 1977; Copur 2010; Yasar and Yilmaz 2017; Rostamsowlat et al. 2018; Jeong and Jeon 2018; Mohammadi et al. 2020).

Variation of mean cutting force versus cutting depth in dry and saturated rock samples

Effect of depth of cut on specific energy in dry and saturated rock samples
The inverse power correlation between specific energy and depth of cut in dry and saturated cutting conditions can be seen in Fig. 20. The strong correlation between the specific energy and depth of cut is in agreement with findings of Tuncdemir et al. (2008), Abu Bakar and Gertsch (2013), Jeong and Jeon (2018), Mohammadi et al. (2020). In Fig. 21, the findings from similar studies regarding the correlation between specific energy and depth of cut are presented with normalized data. This is because the studies have been conducted in different conditions. What stands out in Fig. 21 is the inverse non-linear correlation between specific energy and depth of cut.

Correlation between specific energy and depth of cut obtained from similar studies
The relationship of specific energy with coarseness index and chipping index is shown in Figs. 22 and 23, respectively. The results indicate an inverse correlation between specific energy and size indices for dry and saturated cutting conditions. Similar results were also observed for other size indicators such as median particle size, absolute particle size, and mean particle size. The inverse correlation between specific energy and cuttings size descriptors were reported by Roxborough et al. (1981), Tuncdemir et al. (2008), Abu Bakar and Gertsch (2013), Jeong and Jeon (2018), and Mohammadi et al. (2020). Figure 24 shows an inverse correlation between specific energy and the coarseness index obtained from similar studies. As shown in the figure, the downward trend of specific energy versus coarseness index has been reported in all studies. However, some researchers reported a linear correlation between specific energy and coarseness index and some others reported a non-linear one. Parts of this could be due to the use of different cutting tools having different geometry, and rock samples have been used in the studies. The findings also showed that the size descriptors of cuttings can be used as a criterion to evaluate the efficiency of cutting systems in dry and saturated rocks.

Variation of specific energy with coarseness index in dry and saturated cutting conditions

Variation of specific energy with chipping index in dry and saturated cutting conditions

Correlation between specific energy and coarseness index obtained from similar studies
4 Conclusions
In this study, rock-cutting mechanism in dry and saturated states was investigated by performing a series of laboratory-scale rock-cutting tests with a chisel tool. Twelve low- to medium-strength rock specimens were prepared and tested at cutting depths of 1, 3, and 5 mm in order to provide more in-depth insight into the mechanical effect of water on the rock-cutting process. In addition, the size analysis of rock debris collected from the cutting test was carried out by sieving test. The following results were obtained: (1) the production capacity, chip size, and weight percentage of large chips decrease in the saturated conditions when compared to the same dry conditions. (2) The proportion of fines increases in saturated specimens compared to dry specimens, while production capacities decrease. (3) The reduction of chisel production capacity is greater in saturated rock samples with higher porosity and water content when compared to the same dry conditions. (4) In both dry and saturated cutting conditions, an increase in the cutting depth causes a corresponding increase in the coarseness of the rock debris and a reduction in the amount of powder. (5) There is a strong relationship between coarseness index and production capacity in a given rock sample in both dry and saturated conditions, which supports the idea that visual examination of rock debris can be a good tool for evaluating cutting efficiency. (6) There was a strong correlation between the CI and other size parameters of rock debris for both dry and saturated rock tests, which indicates that in addition to CI, other size indicators can be used to evaluate the chipping efficiency.
The results of this laboratory-scale study show that water saturation affects the rock-cutting efficiency and chipping process. Therefore, in order to reduce the risk of operations in mechanical mining and excavation projects and achieve reasonable and reliable results in tests related to machine design, performance prediction, and wear of cutting tools, it is recommended to consider the effect of water saturation on the rock-cutting mechanics.
In addition, the results of this study showed that cutting particle size indices can be used as a dominant indicator to evaluate cutting efficiency. This phenomenon supports the idea that the visual examination of the size of mucks produced with mechanical rock-cutting units provides clues for identifying the efficiency of rock chipping and the performance of excavators. However, these findings are limited by performing cutting tests with a simple chisel pick on some low- to medium-strength rocks. Hence, further studies are underway to expand the database and analyze the cutting behavior of saturated rocks by conducting tests with different cutting tools on more rock samples.
Availability of Data and Materials
Not applicable.
Code Availability
Not applicable.
References
Abu Bakar MZ, Gertsch LS (2011) Saturation effects on disc cutting of sandstone. In: Proceedings of the 45th US rock mechanics/geomechanics symposium, San Francisco, pp 1–9
Abu Bakar MZ, Gertsch LS (2013) Evaluation of saturation effects on drag pick cutting of a brittle sandstone from full scale linear cutting tests. Tunn Undergr Sp Technol 34:124–134. https://doi.org/10.1016/j.tust.2012.11.009
Abu Bakar MZ, Gertsch LS, Rostami J (2014) Evaluation of fragments from disc cutting of dry and saturated sandstone. Rock Mech Rock Eng 47(5):1891–1903. https://doi.org/10.1007/s00603-013-0482-8
Altindag R (2004) Evaluation of drill cuttings in prediction of penetration rate by using coarseness index and mean particle size in percussive drilling. Geotech Geol Eng 22(3):417–425. https://doi.org/10.1023/B:GEGE.0000025043.92979.48
ASTM D2938-95 (1995) Standard test method for unconfined compressive strength of intact rock core specimens. Annual Book of ASTM Standards, American Society for Testing and Materials, West Conshohocken
ASTM D3967-95 (1995) Standard test method for splitting tensile strength of intact rock core specimens. Annual Book of ASTM Standards, American Society for Testing and Materials, West Conshohocken
ASTM D4543-08 (2008) Standard practices for preparing rock core as cylindrical test specimens and verifying conformance to dimensional and shape tolerances. Annual Book of ASTM Standards, American Society for Testing and Materials, West Conshohocken
Balci C (2009) Correlation of rock cutting tests with field performance of a TBM in a highly fractured rock formation: a case study in Kozyatagi-Kadikoy metro tunnel, Turkey. Tunn Undergr Sp Technol 24(4):423–435. https://doi.org/10.1016/j.tust.2008.12.001
Balci C, Bilgin N (2007) Correlative study of linear small and full-scale rock cutting tests to select mechanized excavation machines. Int J Rock Mech Min Sci 3(44):468–476. https://doi.org/10.1016/j.ijrmms.2006.09.001
Balci C, Demircin MA, Copur H, Tuncdemir H (2004) Estimation of optimum specific energy based on rock properties for assessment of roadheader performance. J S Afr I Min Metall 104(11):633–641. https://hdl.handle.net/10520/AJA0038223X_2978
Barker JS (1964) A laboratory investigation of rock cutting using large picks. In Int J Rock Mech Min Sci Geomech Abstr 1(4):519–534. https://doi.org/10.1016/0148-9062(64)90059-2
Bieniawski ZT (1989) Engineering rock mass classifications. Wiley, New York
Bilgin N (1977) Investigations into the mechanical cutting characteristics of some medium and high strength rocks. PhD thesis, University of Newcastle upon Tyne, UK
Bilgin N, Demircin MA, Copur H, Balci C, Tuncdemir H, Akcin N (2006) Dominant rock properties affecting the performance of conical picks and the comparison of some experimental and theoretical results. Int J Rock Mech Min Sci 43(1):139–156. https://doi.org/10.1016/j.ijrmms.2005.04.009
Bruland A (2000) Hard rock tunnel boring: vol 1–10. PhD Thesis, Norwegian University of Science and Technology (NTNU), Trondheim, Norway
Burshtein LS (1969) Effect of moisture on the strength and deformability of sandstone. J Min Sci 5(5):573–576. https://doi.org/10.1007/BF02501278
Cai X, Zhou Z, Liu K, Du X, Zang H (2019) Water-weakening effects on the mechanical behavior of different rock types: phenomena and mechanisms. Appl Sci 9(20):44–50. https://doi.org/10.3390/app9204450
Colback PSB, Wiid BL (1965) The influence of moisture content on the compressive strength of rocks. Geophysics. In: Proceedings of the 3rd Canadian symposium on rock mechanics, University of Toronto
Comakli R, Kahraman S, Balci C (2014) Performance prediction of roadheaders in metallic ore excavation. Tunn Undergr Sp Technol 40:38–45. https://doi.org/10.1016/j.tust.2013.09.009
Copur H (2010) Linear stone cutting tests with chisel tools for identification of cutting principles and predicting performance of chain saw machines. Int J Rock Mech Min Sci 47(1):104–120. https://doi.org/10.1016/j.ijrmms.2009.09.006
Çopur H, Tunçdemir H, Bilgin N, Dincer T (2001) Specific energy as a criterion for the use of rapid excavation systems in Turkish mines. IMM Trans A Min Technol 110:149–157
Copur H, Balci C, Tumac D, Bilgin N (2011) Field and laboratory studies on natural stones leading to empirical performance prediction of chain saw machines. Int J Rock Mech Min Sci 48(2):269–282. https://doi.org/10.1016/j.ijrmms.2010.11.011
Copur H, Bilgin N, Balci C, Tumac D, Avunduk E (2017) Effects of different cutting patterns and experimental conditions on the performance of a conical drag tool. Rock Mech Rock Eng 50(6):1585–1609. https://doi.org/10.1007/s00603-017-1172-8
Dogruoz C, Bolukbasi N (2014) Effect of cutting tool blunting on the performances of various mechanical excavators used in low-and medium-strength rocks. Bull Eng Geol Env 73(3):781–789. https://doi.org/10.1007/s10064-013-0551-y
Dursun AE, Gokay MK (2016) Cuttability assessment of selected rocks through different brittleness values. Rock Mech Rock Eng 49(4):1173–1190. https://doi.org/10.1007/s00603-015-0810-2
Dursun AE, Bilim N, Comakli R, Gokay MK (2011) Correlation of rock brittleness and specific energy obtained from linear rock cutting tests. In: Proceedings of the 20th international symposium on mine planning and equipment selection, pp 12–14
Dyke CG, Dobereiner L (1991) Evaluating the strength and deformability of sandstones. Q J Eng Geol Hydrogeol 24(1):123–134. https://doi.org/10.1144/GSL.QJEG.1991.024.01.13
Erguler ZA, Ulusay R (2009) Water-induced variations in mechanical properties of clay-bearing rocks. Int J Rock Mech Min Sci 46(2):355–370. https://doi.org/10.1016/j.ijrmms.2008.07.002
Evans I (1962) A theory of the basic mechanics of coal ploughing. In: International symposium on mining research. University of Missouri, pp 761–798
Evans I, Pomeroy CD (1966) The strength, fracture and workability of coal. Pergamon Press, Oxford
Folk RL, Ward WC (1957) Brazos River bar, a study in the significance of grain size parameters. J Sediment Res 27(1):3–26. https://doi.org/10.1306/74D70646-2B21-11D7-8648000102C1865D
Goktan RM (1995) Prediction of drag bit cutting force in hard rocks. In: Proceedings of the 3rd international symposium on mine mechanization and automation, Golden, Colorado, pp 10–31
Gong QM, Zhao J, Jiang YS (2007) In situ TBM penetration tests and rock mass boreability analysis in hard rock tunnels. Tunn Undergr Sp Technol 22(3):303–316. https://doi.org/10.1016/j.tust.2006.07.003
Guha Roy D, Singh TN, Kodikara J, Das R (2017) Effect of water saturation on the fracture and mechanical properties of sedimentary rocks. Rock Mech Rock Eng 50(10):2585–2600. https://doi.org/10.1007/s00603-017-1253-8
Hadizadeh J, Law RD (1991) Water-weakening of sandstone and quartzite deformed at various stress and strain rates. Int J Rock Mech Min Sci Geomech Abstr 28(5):431–439
Hashiba K, Fukui K (2015) Effect of water on the deformation and failure of rock in uniaxial tension. Rock Mech Rock Eng 48(5):1751–1761. https://doi.org/10.1007/s00603-014-0674-x
Hawkins AB, McConnell BJ (1992) Sensitivity of sandstone strength and deformability to changes in moisture content. Q J Eng Geol Hydrogeol 25(2):115–130. https://doi.org/10.1144/GSL.QJEG.1992.025.02.05
Heydari S, Khademi Hamidi JK, Monjezi M, Eftekhari A (2019) An investigation of the relationship between muck geometry, TBM performance, and operational parameters: a case study in Golab II water transfer tunnel. Tunn Undergr Sp Technol 88:73–86. https://doi.org/10.1016/j.tust.2018.11.043
Hou H, Liu Z, Zhu H, Wang Z, Yin Z (2021) An experimental study of the relationship between cutting efficiency and cuttings size in rock cutting using a PDC cutter. J Braz Soc Mech Sci Eng 43(5):1–12. https://doi.org/10.1007/s40430-021-02984-9
Jackson E, Devaux M, Machin J (2007) Performance prediction for a subsea mechanical trenching wheel. In Proceedings: 6th International Offshore Site Investigation and Geotechnics Conference, London, UK
Jeong HY, Jeon SW (2018) Characteristic of size distribution of rock chip produced by rock cutting with a pick cutter. Geomech Eng 15(3):811–822. https://doi.org/10.12989/gae.2018.15.3.811
Jiang Q, Cui J, Feng X, Jiang Y (2014) Application of computerized tomographic scanning to the study of water-induced weakening of mudstone. Bull Eng Geol Env 73(4):1293–1301. https://doi.org/10.1007/s10064-014-0597-5
Karakul H, Ulusay R (2013) Empirical correlations for predicting strength properties of rocks from P-wave velocity under different degrees of saturation. Rock Mech Rock Eng 46(5):981–999. https://doi.org/10.1007/s00603-012-0353-8
Krumbein WC (1934) Size frequency distributions of sediments. J Sedim Petrol 4(2):65–77. https://doi.org/10.1306/D4268EB9-2B26-11D7-8648000102C1865D
Kwasniewski M, Rodriguez-Oitabén P (2009) Effect of water on the deformability of rocks under uniaxial compression. In: ISRM regional symposium—EUROCK, Cavtat, Croatia, pp 271–276
Lajtai EZ, Schmidtke RH, Bielus LP (1987) The effect of water on the time-dependent deformation and fracture of a granite. Int J Rock Mech Min Sci Geomech Abstr 24(4):247–255. https://doi.org/10.1016/0148-9062(87)90179-3
Lashkaripour GR (2002) Predicting mechanical properties of mudrock from index parameters. Bull Eng Geol Env 61(1):73–77. https://doi.org/10.1007/s100640100116
Mann RL, Fatt I (1960) Effect of pore fluids on the elastic properties of sandstone. Geophys 25(2):433–444
Maruvanchery V, Kim E (2019) Effects of water on rock fracture properties: studies of mode I fracture toughness, crack propagation velocity, and consumed energy in calcite-cemented sandstone. Geomech Eng 17(1):57–67
McFeat-Smith I (1975) Correlation of rock properties and tunnel machine performance in selected sedimentary rocks. PhD thesis, University of Newcastle upon Tyne
McFeat-Smith I, Fowell RJ (1977) Correlation of rock properties and the cutting performance of tunnelling machines. In: Proceedings of the conference on rock engineering, University of Newcastle upon Tyne, pp 581–602
Mohammadi M, Khademi Hamidi J, Rostami J, Goshtasbi K (2020) A closer look into chip shape/size and efficiency of rock cutting with a simple chisel pick: a laboratory scale investigation. Rock Mech Rock Eng 53(3):1375–1392. https://doi.org/10.1007/s00603-019-01984-5
Nishimatsu Y (1972) The mechanics of rock cutting. International journal of rock mechanics and mining sciences and geomechanics abstracts, vol 9. Elsevier, Oxford, pp 261–270
Ojo O, Brook N (1990) The effect of moisture on some mechanical properties of rock. Min Sci Technol 10(2):145–156. https://doi.org/10.1016/0167-9031(90)90158-O
Pellet FL, Keshavarz M, Boulon M (2013) Influence of humidity conditions on shear strength of clay rock discontinuities. Eng Geol 157:33–38. https://doi.org/10.1016/j.enggeo.2013.02.002
Potts ELJ, Shuttleworth P (1958) A study of ploughability of coal with special reference to the effects of blade shape, direction of planning to the cleat, planning speed and influence of water infusion. Trans Inst Min Eng 117:519–553
Rosin P, Rammler E (1933) The laws governing the fineness of powdered coal. J Inst Fuel 7:29–36
Rostami K, Khademi Hamidi J, Nejati HR (2020) Use of rock microscale properties for introducing a cuttability index in rock cutting with a chisel pick. Arab J Geosci 13(18):1–12. https://doi.org/10.1007/s12517-020-05937-z
Rostamsowlat I, Richard T, Evans B (2018) An experimental study of the effect of back rake angle in rock cutting. Int J Rock Mech Min Sci 107:224–232
Roxborough FF (1973) Cutting rocks with picks. Min Eng 445–455.
Roxborough FF (1987) The role of some basic rock properties in assessing cuttability. In: Proceedings on seminar on tunnels: wholly engineered structures. The Institute of Engineers Australia and AFCC
Roxborough FF, Rispin A (1973) Mechanical cutting characteristics of lower chalk. Tunn Tunn 5:45–67
Roxborough FF, King P, Pedroncelli E (1981) Tests on the cutting performance of a continuous miner. J S Afr I Min Metall 81(1):9–25
Shakoor A, Barefield EH (2009) Relationship between unconfined compressive strength and degree of saturation for selected sandstones. Env Eng Geosci 15(1):29–40. https://doi.org/10.2113/gseegeosci.15.1.29
Shao W, Li X, Sun Y, Huang H (2017) Parametric study of rock cutting with SMART∗ CUT picks. Tunn Undergr Sp Technol 61:134–144. https://doi.org/10.1016/j.tust.2016.09.012
Tang S (2018) The effects of water on the strength of black sandstone in a brittle regime. Eng Geol 239:167–178. https://doi.org/10.1016/j.enggeo.2018.03.025
Tang ZC, Zhang QZ, Peng J, Jiao YY (2019) Experimental study on the water-weakening shear behaviors of sandstone joints collected from the middle region of Yunnan province, P.R. China. Eng Geol 258:105161. https://doi.org/10.1016/j.enggeo.2019.105161
Tiryaki B (2008) Application of artificial neural networks for predicting the cuttability of rocks by drag tools. Tunn Undergr Sp Technol 23(3):273–280. https://doi.org/10.1016/j.tust.2007.04.008
Tiryaki B, Dikmen AC (2006) Effects of rock properties on specific cutting energy in linear cutting of sandstones by picks. Rock Mech Rock Eng 39(2):89–120. https://doi.org/10.1007/s00603-005-0062-7
Tiryaki B, Boland JN, Li XS (2010) Empirical models to predict mean cutting forces on point-attack pick cutters. Int J Rock Mech Min Sci 5(47):858–864. https://doi.org/10.1016/j.ijrmms.2010.04.012
Török Á, Vásárhelyi B (2010) The influence of fabric and water content on selected rock mechanical parameters of travertine, examples from Hungary. Eng Geol 115:237–245. https://doi.org/10.1016/j.enggeo.2010.01.005
Tumac D (2014) Predicting the performance of chain saw machines based on Shore scleroscope hardness. Rock Mech Rock Eng 47(2):703–715. https://doi.org/10.1007/s00603-013-0416-5
Tumac D, Copur H, Balci C, Er S, Avunduk E (2018) Investigation into the effects of textural properties on cuttability performance of a chisel tool. Rock Mech Rock Eng 51(4):1227–1248. https://doi.org/10.1007/s00603-017-1376-y
Tuncdemir H, Bilgin N, Copur H, Balci C (2008) Control of rock cutting efficiency by muck size. Int J Rock Mech Min Sci 45(2):278–288. https://doi.org/10.1016/j.ijrmms.2007.04.010
Ulusay R, Hudson JA (2007) The complete ISRM suggested methods for rock characterization, testing and monitoring: 1974–2006. Commission on Testing Methods. International Society of Rock Mechanics, Compilation Arranged by the ISRM Turkish National Group, Ankara, p 628
Vasarhelyi B, Ván PJEG (2006) Influence of water content on the strength of rock. Eng Geol 84(1–2):70–74. https://doi.org/10.1016/j.enggeo.2005.11.011
Wang X, Liang Y, Wang Q, Zhang Z (2017a) Empirical models for tool forces prediction of drag-typed picks based on principal component regression and ridge regression methods. Tunn Undergr Sp Technol 62:75–95. https://doi.org/10.1016/j.tust.2016.11.006
Wang X, Su O, Wang QF, Liang YP (2017b) Effect of cutting depth and line spacing on the cuttability behavior of sandstones by conical picks. Arab J Geosci 10:525. https://doi.org/10.1007/s12517-017-3307-3
Wentworth CK (1922) A scale of grade and class terms for clastic sediments. J Geol 30(5):377–392
Wong LNY, Jong MC (2014) Water saturation effects on the Brazilian tensile strength of gypsum and assessment of cracking processes using high-speed video. Rock Mech Rock Eng 47(4):1103–1115. https://doi.org/10.1007/s00603-013-0436-1
Wong LNY, Maruvanchery V, Liu G (2016) Water effects on rock strength and stiffness degradation. Acta Geotech 11(4):713–737. https://doi.org/10.1007/s11440-015-0407-7
Yasar S, Yilmaz AO (2017) Rock cutting tests with a simple-shaped chisel pick to provide some useful data. Rock Mech Rock Eng 50(12):3261–3269
Yasar S, Yilmaz AO (2018) Drag pick cutting tests: a comparison between experimental and theoretical results. J Rock Mech Geotech Eng 10(5):893–906
Yilmaz I (2010) Influence of water content on the strength and deformability of gypsum. Int J Rock Mech Min Sci 2(47):342–347. https://doi.org/10.1016/j.ijrmms.2009.09.002
Yilmaz NG, Yurdakul M, Goktan RM (2007) Prediction of radial bit cutting force in high-strength rocks using multiple linear regression analysis. Int J Rock Mech Min Sci 6(44):962–970. https://doi.org/10.1016/j.ijrmms.2007.02.005
Yin LJ, Gong QM, Zhao J (2014) Study on rock mass boreability by TBM penetration test under different in situ stress conditions. Tunn Undergr Sp Technol 43:413–425. https://doi.org/10.1016/j.tust.2014.06.002
Zhao Z, Yang J, Zhou D, Chen Y (2017) Experimental investigation on the wetting-induced weakening of sandstone joints. Eng Geol 225:61–67. https://doi.org/10.1016/j.enggeo.2017.04.008
Zhou Z, Cai X, Cao W, Li X, Xiong C (2016) Influence of water content on mechanical properties of rock in both saturation and drying processes. Rock Mech Rock Eng 49(8):3009–3025. https://doi.org/10.1007/s00603-016-0987-z
Zhuang L, Kim KY, Diaz M, Yeom S (2020) Evaluation of water saturation effect on mechanical properties and hydraulic fracturing behavior of granite. Int J Rock Mech Min Sci 130:104321. https://doi.org/10.1016/j.ijrmms.2020.104321
Funding
No funds, grants, or other support was received.
Author information
Authors and Affiliations
Contributions
Not applicable.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no conflict of interest. The authors declare they have no financial interests.
Ethics Approval
Not applicable.
Consent to Participate
Not applicable.
Consent for Publication
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bejari, H., Hamidi, J.K. An Experimental Study of Water Saturation Effect on Chipping Efficiency of a Chisel Pick in Cutting Some Low- and Medium-Strength Rocks. Rock Mech Rock Eng 56, 4507–4533 (2023). https://doi.org/10.1007/s00603-023-03267-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-023-03267-6